Si vous arrivez
directement sur cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le lecteur
doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et
constitue avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne faisons aucun usage commercial et la
duplication est libre. Si vous avez des raisons de contester ce droit
d'usage,merci de nous en faire part .
L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document,
n'oubliez pas de le citer comme source bibliographique. Bonne
lecture...
Amélioration de la
qualité des réparations au Service Après Vente
avec la réduction du niveau d'OOBF
Référence
bibliographique
à
rappeler
pour
tout
usage
: Amélioration de la qualité des
réparations au Service Après Vente avec la
réduction du niveau d’OOBF,
TAVARES DE MELO Nicole, Stage professionnel de fin d'études, MASTER Management
de la Qualité (MQ-M2) Université de
Technologie de Compiègne, 2009-2010, URL : https://www.utc.fr/master-qualite puis "Travaux", réf n° 132
RESUME
Dans
le
cadre
d’un
projet d’amélioration
global objectivant la
satisfaction des clients vis-à-vis le Service Après Vente
de ResMed
Paris (SAV), ce stage s’est proposé d'utiliser la
méthodologie Six
Sigma pour améliorer la qualité du service de
réparation des
ventilateurs médicaux par la réduction du niveau
d'OOBF (Out Of Box
Failure) Service. C'est à dire réduire le nombre des
machines qui
présentent
une défaillance et reviennent au Service Après Vente
juste après être
passées par une réparation dans l’atelier de ce service.
Ce
projet a eu
pour missions, au cours d’une démarche DMAIC (Définir,
Mesurer,
Analyser, Améliorer, Maîtriser), de constituer une base de
données des
OOBF Service, les analyser et les catégoriser ; analyser les
opérations
sur la ligne de réparation SAV pour proposer des
améliorations, et
finalement, les mettre en œuvre et vérifier leur
efficacité.
Mots clés : démarche qualité
;
service après vente ; maintenance ; Six Sigma ; OOBF
ABSTRACT
As part of an overall
improvements project regarding customer
satisfaction related to the ResMed Paris’ After Sales Service (SAV),
this internship proposed the use of Six Sigma methodology to improve
quality of repair service on ventilation devices by reducing the rate
of Service OOBF (Out Of Box Failure). This means to reduce the amount
of devices that fail and have to be returned to the repair service soon
after being repaired at this workshop. This project’s missions followed
a DMAIC (Define, Measure, Analyse, Improve, Control) approach
concerning to establish an OOBF Service database, to analyse and
categorize them, to analyse processes at the SAV’s repair line in order
to suggest improvements, and finally, to implement and verify their
efficiency.
Key words: quality management; after sales
service;
maintenance; Six Sigma; OOBF
RESUMO
Como
parte
de
um
projeto de melhorias globais
objetivando a satisfação
dos clientes em relação ao Serviço
pós-vendas de ResMed Paris (SAV),
este estágio se propôs a utilisar a metodologia Six Sigma
para
mellhorar a qualidade do serviço de manutenção dos
ventiladores de
suporte à vida à partir da redução do
nível de OOBF (Out Of Box
Failure) Serviço. Ou seja, reduzir o número de
equipamentos que quebram
e voltam ao serviço pós-venda logo após ter
passado por um outro
conserto no laboratório deste serviço. Este projeto teve
por missões,
ao longo de uma sequência DMAIC (Definir, Medir, Analisar,
Melhorar,
Controlar), constituir um banco de dados das OOBF Serviço,
analisá-las
e categorizá-las; analisar as operações na linha
de manutenção do SAV
para propor melhorias, e finalmente, implementá-las e verificar
sua
eficácia.
Palavras-chave : gestão da qualidade;
serviço pós venda; manutenção; OOBF
Remerciements
Tout d’abord, je tiens à
remercier mon
maître de stage Hervé
Ranno-charrier, directeur du Service Après Vente de ResMed
Paris de
m’avoir accueilli et de m’avoir soutenue et guidée sur
l’ensemble de
mon projet et pour s’être rendu aussi disponible que possible
malgré
son emploi du temps chargé.
Je remercie
Roselyne Lerondeau, directrice des Ressources Humains de m’avoir
accueilli à ResMed Paris.
Tous mes
remerciements à David Moital, Helder Cavaco, Mickaël
Pinson,
Jean-Sebastien Moustache et Xavier Sarda, techniciens de l’atelier SAV,
à Samuel Remblière, chef de l’atelier, et à
Ajagen Mooken, assistant
d’améliorations processus ; sans leur support ce projet n'aurait
pas été
possible.
Je remercie
également Udo Kuhnle, président de ResMed Paris ; Lionel
King, Vice-président global qualité et affaires
réglementaires ;
Jean-Dominique Behety, directeur des opérations et Franck
Laurent,
directeur administratif et financier pour leurs attention et avis en
tant
que reviewers de mon projet dans chacune de ses étapes.
Merci à
l’ensemble du personnel de ResMed et à tous les collègues
de
l’open space SAV, pour les agréables moments passés,
particulièrement à
Louis-Marie Poquet et Khai-Thi Tran et aux collègues stagiaires
Kerlany
Pereira et Charbel Bou-Kheir
Mes remerciements vont
également vers M. Gilbert Farges, enseignant
chercheur à l’Université de Technologie de
Compiègne et mon tuteur
pédagogique et M. Jean-Pierre Caliste, enseignant chercheur
à l’UTC
pour leurs conseils et leur soutien au cours de cette formation.
Enfin, je remercie
ma famille et Daniel Leite pour le support
inconditionnel, malgré la distance et merci à tous mes
amis et les
collègues du Master en Management de la Qualité pour
l’échange constant
d’idées et expériences pendant cette année.
Technique de résolution
créative de problème sous la
direction d'un animateur, étant plus spécifiquement une
réunion
informelle de collecte d'idées. Méthode pour
générer plus
d'idées ensemble et respecter la créativité des
autres.
CTQ
Critical to quality – Le besoin
du client. Lorsque le client
commande un produit, celui-ci va exprimer un certain nombre d’exigences
tel qu’un délai de livraison, une certaine qualité, un
prix… On devra
rechercher parmi ces caractéristiques celles qui sont critiques
pour le
client (CTQ).
DMAIC
Méthode de 5
étapes : Define (définir) ; Measure (mesurer) ;
Analyse (analiser) ; Improve (améliorer) et Control
(maîtriser)
ETTR
Estimated Time To Repair – Temps
estimé pour la réparation d’une machine à
l’atelier SAV.
FLAT PARETO
Cas d’étude avec un
diagramme de Pareto où nous avons
beaucoup d’éléments qui contribuent au problème,
mais pas de
contributeur majeur.
GREEN BELT
Chef de projet utilisant la
méthode Six Sigma ; on
attend qu'il consacre partiellement son temps (souvent autour de 25%)
à
la conduite de projets d'amélioration.
INCOMING
INSPECTION
Inspection
réalisée par les techniciens du client
lors de la rentrée de la machine après une
réparation au SAV ResMed.
Cette inspection suit un protocole complet spécifié dans
le manuel
technique.
OOBF
Out Of Box Failure – Panne qui a
lieu dans une machine qui vient
d’arriver de la réparation au SAV de ResMed, soit, dans moins de
72h
d’utilisation (mesurées sur le compteur horaire de la machine).
PRODUFLEX
Base de données de
ResMed, contenant toutes les
informations concernant toutes le machines et pièces
détachées depuis
leur fabrication et vente jusqu’au suivi des réparations
réalisées chez
ResMed.
RMA
Retour Material Authorization -
Numéro de retour atelier
; attribué à chaque machine arrivant à l’atelier
du SAV.
SAV
Service Après Vente
SIX SIGMA
Méthode de management
/ gestion de projet visant à l'amélioration permanente de
la qualité pour des problématiques complexes.
TECHNICIENS
REFERENTS
Les techniciens
expérimentés de chaque gamme de
machines, responsables pour former l’équipe de techniciens de
cette
gamme et pour le suivi de ses statistiques de réparation.
TOLLGATE
Présentation à la
direction permettant le passage d'une phase du projet Six Sigma (DMAIC)
à une autre.
VOB
Voice of Business – Voix du
Business – Impact de la problématique sur les aspects
économiques de l’entreprise.
VOC
Voice of Customer – Voix du
Client – Etape de collecte des exigences
des client. En général,
présenté sur la forme
d’une enquête auprès des clients.
Dans le cadre de la formation
Master en Management de la Qualité à
l’Université de Technologie de Compiègne (UTC), un stage
de longue
durée a été réalisé au Service
après vente (SAV) de ResMes Paris,
filiale de ResMes Global, entreprise leader en Médecine du
Sommeil et
de la Ventilation.
Le stage
débuté fin février 2010 a une durée
prévue de 6 mois, jusqu’au
mois d’août 2010 et se déroule autour de la
problématique
d’une amélioration de la
qualité du service de réparation des machines en
réduisant le nombre de
pannes qui ont lieu dans les 72h suivant la réparation des
machines.
Ce rapport
porte sur les activités développées dans les 4
premiers mois
de ce stage, avec une approche plus approfondie sur les outils de la
gestion de la qualité mises en pratique pendant cette
période. Il
contient 3 parties principales : la présentation de l’entreprise
; les
activités réalisées lors du stage, en passant par
les 5 phases du
projet DMAIC et les résultats attendus ainsi que les
perspectives
pour l’avenir du projet dans le contexte de
l’entreprise et de ma
carrière professionnelle en tant que Master en management de la
qualité.
NOTA:
Pour
des
raisons
de
confidentialité
certaines
valeurs
présentes
dans
ce
rapport
sont fictives et les unités de
certaines graphes et figures ne sont pas visibles.
1.1. RESMED
–
ACTEUR
MAJEUR
DANS
LE
DOMAINE
MEDICAL
ResMed conçoit, fabrique
et commercialise des solutions pour le dépistage, le diagnostic,
le traitement et le suivi des troubles respiratoires du sommeil et de
l’insuffisance respiratoire.
Le SAOS
(Syndrome d’Apnées Obstructives du Sommeil) affecte des millions
de personnes dans le monde, sa prévalence est comparable
à celle de l'asthme ou du diabète. Cependant, sa
connaissance est faible : 9 personnes sur 10 atteintes de SAOS
l'ignorent. ResMed avance rapidement pour saisir ces
opportunités intéressantes.
L’IR (Insuffisance Respiratoire) affecte également beaucoup de
personnes dues à des pathologies génétiques mais
aussi à des traumatismes. Ces traitements sont rencontrés
à l’hôpital, en réanimation, aux urgences mais
aussi à domicile.
ResMed
fabrique ses produits principalement en Europe, en Australie, aux
Etats-Unis et à Singapour. Il opère dans le monde entier
avec des bureaux implantés en Allemagne, Australie, Autriche,
Espagne, Finlande, France, Grande-Bretagne, Pays-Bas, Hong-Kong, Japon,
Malaisie, Nouvelle-Zélande, Singapour, Suède, Suisse et
Etats-Unis, ainsi qu'au travers d’un réseau de distributeurs
dans plus de 60 autres pays. Voir figure 1.
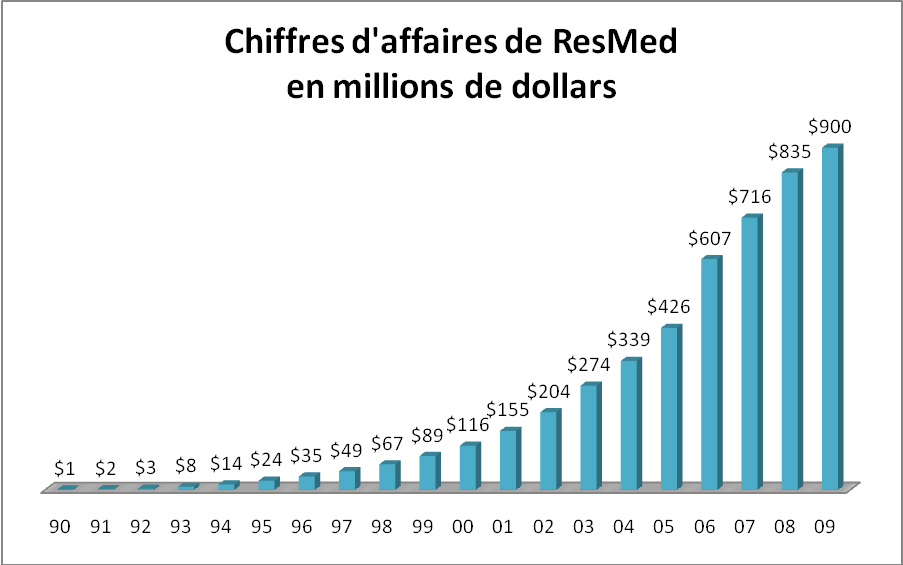
ResMed comporte 3000
salariés dans le monde avec une croissance annuelle moyenne de
15% depuis l’an 2000. Son chiffre d’affaires en 2009 a voisiné
les 900 millions de dollars avec un résultat net de 130 millions
de dollars. Voir l’évolution du chiffre d’affaires de ResMed
Graphique1.
Graphique 1 : Evolution
du
chiffre d’affaires de ResMed [d’après 16].
Le
marché de ventes, pour l’année 2009, des dispositifs
médicaux de ResMed est répartie dans le monde de la
façon représentée dans le Graphique 2.
Graphique 2 : Ventes de
ResMed
par région en 2009 [d’après 16].
Avant d’être
rachetée par ResMed, ResMed Paris s’appelait SAIME. Cette
société fondée en 1984 conçoit et fabrique
une gamme de ventilateurs volumétriques et barométriques,
destinée aux traitements des insuffisances respiratoires
à domicile, dans le milieu hospitalier comme les services de
pneumologie, réanimation et le post opératoire. Elle
répond également aux besoins de la médecine
d’urgence, de l’ambulatoire. Avec une ouverture nouvelle à des
marchés internationaux, elle trouve maintenant un emploi dans le
domaine de l’anesthésie.
Le 5 mai 2005,
ResMed annonce le rachat de SAIME pour acquérir une plateforme
dans la ventilation pour patients ventilo-dépendants en Europe
et donc étendre sa gamme de produits dans le secteur de la
ventilation respiratoire.
En novembre
2008, la société regroupe ses trois sites de production
en un seul basé à Moissy-Cramayel (Seine et Marne), et
parallèlement change de nom et devient ResMed Paris.
Les chiffres
clés de l’année 2009 de ResMed Paris sont
représentés dans le tableau 1 :
1.2.2. ResMed Paris
propose 3 gammes de respirateurs
Actuellement
l’activité de ResMed Paris se base sur trois gammes de
respirateurs: Eole, Elisée et VS.
•La gamme Eole:
gamme de ventilateur uniquement pour usage à domicile. L’Eole 3
XLS qui permet une ventilation en mode volumétrique de patients,
adultes ou enfants, ventilo-dépendants. Sa technologie est
basée sur un système de soufflet qui en mouvement envoie
de l’air, oxygéné ou non selon l’option, vers le patient
selon des paramètres réglés par le clinicien. Ce
produit est très ancien mais de part son adaptabilité aux
patients, ResMed Paris continue à le fabriquer (20 unités
par mois) car la demande est toujours présente. L’arrêt
définitif de la production est prévu pour 2011. La
réglementation nous contraint à un Service Après
Vente (SAV) de 5 ans.
• La gamme Elisée
: gamme de ventilateurs qui peut être utilisée à la
fois à domicile mais aussi en urgence et en réanimation.
Toutes les machines de cette gamme sont fabriquées sur le site
ResMes Paris.
Cette gamme est déclinée en trois produits :
Elisée 150 :
c’est un ventilateur à usage uniquement à domicile, mais
contrairement à la gamme Eole, ce ventilateur est plus complet
et permet une rééducation des fonctions respiratoires du
patient. Il offre des modes de ventilation plus importants.
Elisée 350 : c’est un ventilateur
à usage hospitalier. Il regroupe des fonctions
spécifiques de monitorage et de diagnostic requises dans les
unités de soins intensifs.
• La gamme VS: gamme
de ventilateurs qui conjugue l’ensemble des ventilations
barométriques et volumétriques à fuites ou
à valve, en circuit simple ou double avec spirométrie
expiratoire pour une ventilation adaptée à la pathologie
du patient en chronique ou en aigu. Cette gamme est
déclinée en quatre produit (Serena, Intégra, Ultra
et VSIII). Cette gamme de machines est fabriquée dans le
siège de RESMED Sydney et réparée à
RESMED Paris.
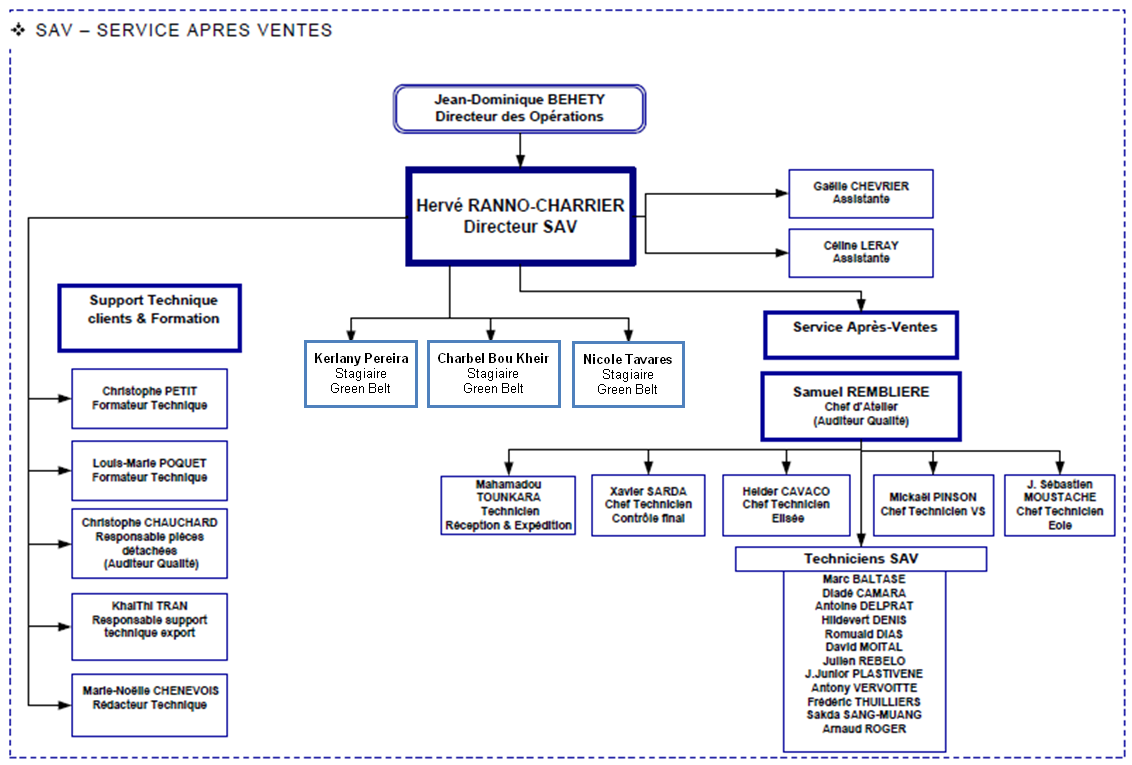
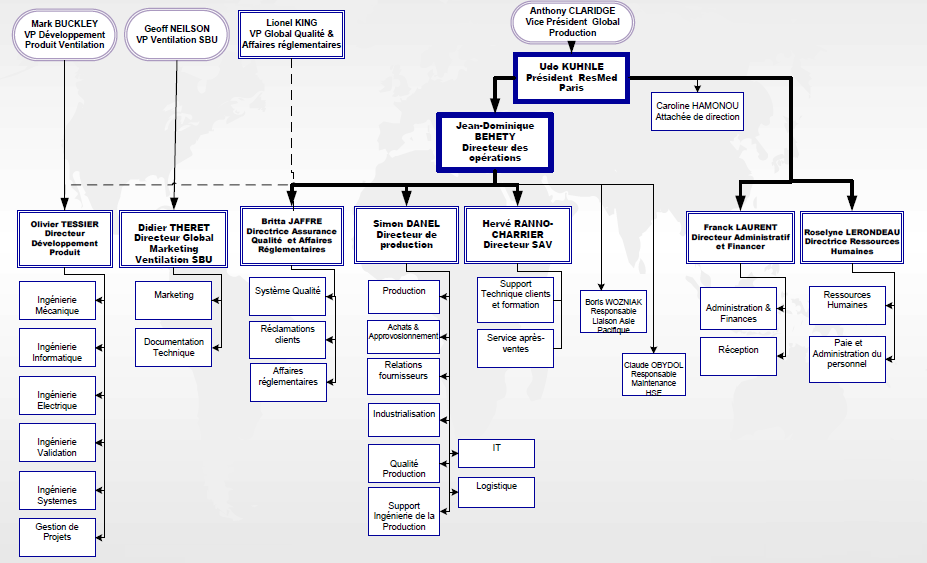
Le
stage a été effectué au sein du Service
Après Ventes (SAV) de ResMed Paris, voir Figure 7 l’organigramme
du SAV (la situation organisationnelle du SAV par rapport à
ResMed Paris peut être consulté sur l’Annexe1).
Ce
service
est
dédié,
parmi
d’autres
activités,
au support
technique des machines, à la formation des clients et à
la réparation des machines des gammes Elisée et Eole,
fabriquées sur le même site et VS, fabriquée
à ResMed Sydney, mais dont les services techniques sont
réalisées à ResMed Paris.
Dans le cadre
d’un projet d’amélioration global objectivant la
satisfaction client vis-à-vis du service après vente de
ResMed Paris, les besoins de trois sous-projets ont été
identifiés.
Les trois
sous-projets concernaient les aspects de la satisfaction client
liés soit aux délais de réparation d’une machine
dans l’atelier SAV, soit à la qualité du service de
réparation dans cet atelier, impactée par le taux d’OOBF
(Out of box Failures).
Dans ce
contexte, un parmi les trois projets m’a été
confié. Le sujet de stage proposé fut de, tant que Green
Belt, responsable pour un projet, utiliser la méthodologie Six
Sigma afin d’améliorer le niveau d'OOBF Service. C'est à
dire réduire le taux des machines qui présentent une
défaillance et reviennent au Service Après Vente juste
après être passées par une phase de
réparation dans
l’atelier de ce service.
2.1.2. Missions
Les
premières missions définies avant le début du
projet ont été énumérés lors de la
proposition du stage, dont :
• Constituer
une base de données des OOBF
Service ;
• Analyser les
OOBF Service et les catégoriser
;
• Analyser les
opérations sur la ligne SAV qui
pourraient engendrer des OOBF service ;
• Proposer des
améliorations visant à
réduire le niveau d'OOBF service ;
•
Vérifier l'efficacité des
améliorations ;
Ces
étapes seront expliquées dans les détails au
cours de ce rapport.
Une fois le
stage démarré, dans le but d’assurer le bon
déroulement du projet, d’autres activités ont
été proposées. Ceci, visant à promouvoir un
meilleur
apprentissage au sein de l’entreprise, ainsi qu’assurer des
connaissances de base avérées nécessaires pour la
compréhension de la méthodologie Six Sigma et du
coté
technique des machines.
Initialement,
des formations ont été prévues
concernant aussi bien le fonctionnement des machines que les
systèmes de base de données de ResMed Paris. Du
coté de la démarche Six Sigma, à part une
formation précédente, j’ai eu l’opportunité
d'étudier le matériel de la formation Green Belt ce qui
m’a
permis de planifier le projet et finalement de commencer à
travailler selon cette méthode.
Encore selon
la méthodologie Six Sigma on nous a appris le besoin de
la réalisation périodique des comptes rendus avec les
membres de la direction de ResMed Paris, afin d’obtenir leur
approbation sur le travail accomplis pour chaque phase du
projet.
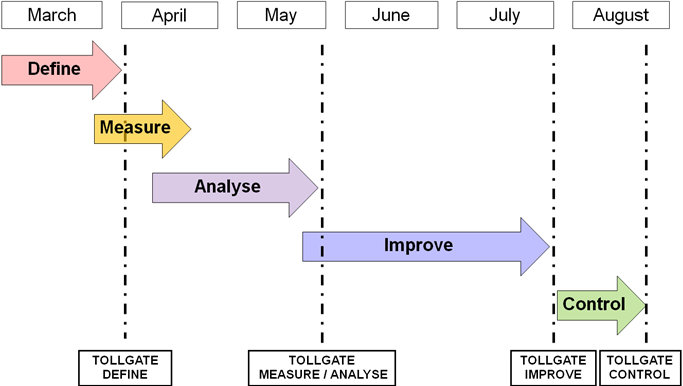
Le planning
général des activités,
déterminé au départ du stage peut être
consulté en détails en Annexe
2.
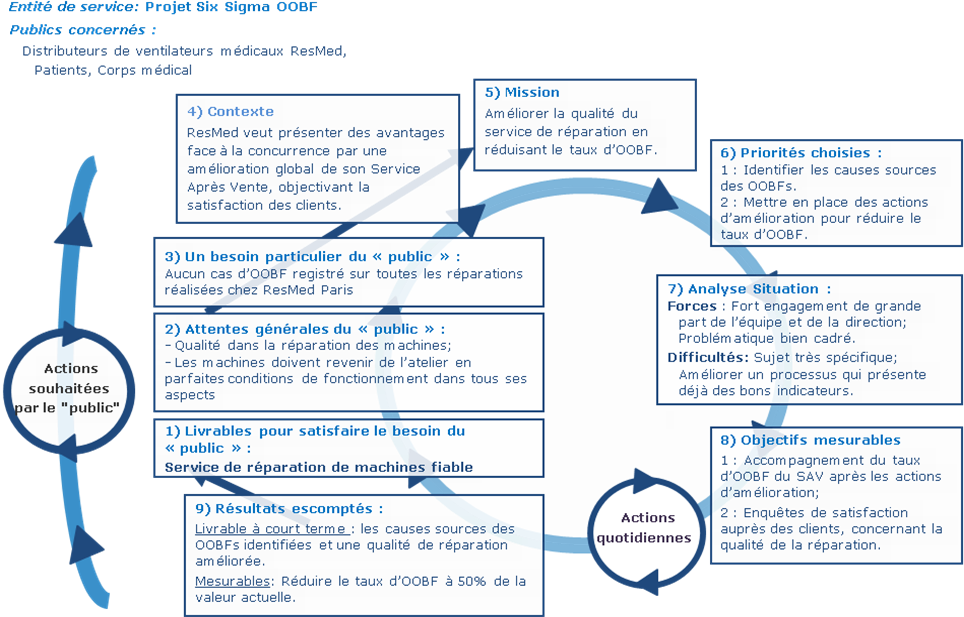
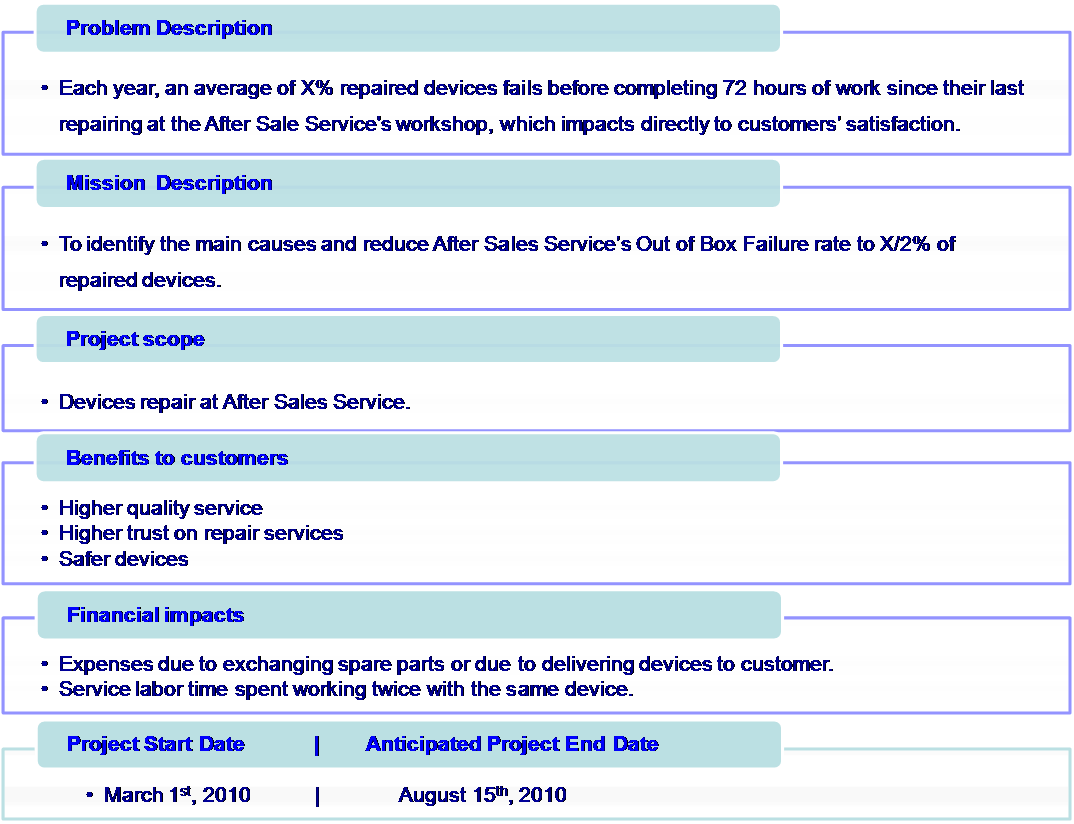
La figure
suivante représente la planification
dynamique
stratégique
pour ce projet. Cet outil permet de visualiser en un coup d’œil les
informations concernant la problématique, la mission et les
objectifs mesurables du stage.
2.2.1. Les
différentes approches
méthodologiques possibles
Pour la
résolution de cette problématique, dès le
début, la démarche Six Sigma avait été
proposée, vu qu’il s’agit d’une politique très courante
dans l’entreprise. Ses employés sont fréquemment
formés selon les principes du Lean Six Sigma, et il existe un
historique de bons résultats et un important nombre de projets
d’amélioration en cours utilisant cette méthodologie.
Pourtant
l’utilisation d’autres techniques de résolution de
problèmes et de l’amélioration continue, faisant partie
de la
gestion de la qualité, était également possible,
malgré la réduction des chances d’attendre les meilleurs
résultats pour le projet :
TECHNIQUES
POINTS
FORTS
POINTS
FAIBLES
Cycle de résolution
en 7 étapes : utilisation constante
des outils qualité de base tels que QQOQCP, Brainstorming,
Diagramme d’affinités, diagramme de relations, etc.
+ Considère l’opinion de
l’équipe de
travail ;
+ Démarche d’exécution rapide.
- Si n’est pas bien
structurée, grand risque
de se perdre avec les informations ;
- Ne prend pas en compte l’opinion du public concerné ;
- La satisfaction des clients n’est pas un objectif majeur ;
- N’envisage pas la maintenance des conditions améliorées.
Cycle en 4 étapes :
processus pour optimiser la
résolution des problèmes ; 4 étapes de
activités définies : Définir objectives,
expertiser les solutions, communiquer et mettre en œuvre les solutions,
évaluer et pérenniser le
progrès.
+ Processus très rapide ;
+ Etapes bien structurées ;
+ Liberté d’utilisation des outils connus.
-
L’analyse du problème n’est pas exhaustive ;
- Les phases sont courtes, certains enjeux peuvent être
oubliés ;
- Difficile d’appliquer à des projets plus complexes ;
- La satisfaction des clients n’est pas un objectif majeur.
PDCA (Plan, Do, Act, Check) :
La roue de Deming ; 4 étapes de
mise en place de la maîtrise de la qualité envisageant
l’amélioration continue.
+ Comporte 4
étapes bien structurées, chacune entraînant
la
suivante (but d’établir un cercle vertueux) ;
+ Permet l’amélioration continue de la qualité d’un
produit.
- Sa méthode concerne des
données de processus et performance, mais comme les
démarches précédentes, ne prend pas en compte les
attentes mesurables du client.
Six Sigma : est une
version améliorée du PDCA, vise
l’amélioration permanente d’un processus par la réduction
de la variabilité et en se reposant sur les notions
fondamentales de Client, processus et mesure. Sa méthode se base
sur 5 étapes DMAIC (Define, Measure, Analyze, Improve,
Control).
+ 5 étapes de projet bien
structurées, permettant un travail organisé ;
+ les attentes mesurables du client sont décisifs pour la
définition du projet ;
+ aide des outils statistiques pour l’analyse ;
+ Réduction de la variabilité permettant la manutention
permanente de la performance attendue.
+ solutions attaquant les causes sources.
- Demande
du temps pour son exécution ;
- Le travail est plus complexe, en général ayant besoin
d’une équipe motivée ;
- Regarde la performance plutôt du coté de la
qualité des processus et ses résultats, mais peut oublier
parfois la vitesse des processus.
A partir de
cette analyse, nous voyons, donc que la démarche Six
Sigma peut être appliquée dans ce contexte, avec de
grandes
possibilités d’aboutir à des résultats
positifs. Pour cela, le projet doit présenter certaines
caractéristiques "Six Sigma":
• C’est un
problème d’importance capitale pour
l’entreprise – la qualité du service après vente est un
facteur fortement stratégique vis-à-vis les objectifs
commerciaux de
l'entreprise.
• C’est un
problème à résoudre,
donc une recherche de solution – L’occurrence des OOBFs service est
réelle et provoque certainement des impacts sur l’image de
l’entreprise
par rapport à ses clients. Les causes profondes ne
sont pas
connues, mais clairement liées au processus.
• La
performance à améliorer est
mesurable et le timing défini– le taux d’OOBF est la mesure
continue de cette performance. Il peut être calculé
sur n’importe quelle
période de temps.
Des chiffres sont
définis comme objectifs à atteindre lors de la conclusion
du projet au bout d’au maximum 6 mois.
• Le sujet
concerne un sous-processus – Le processus
de réparation des machines est constitué de plusieurs
sous-processus indépendants.
2.2.2. La méthodologie
Six Sigma
Six Sigma, ou
6 Sigma, est une marque déposée par
Motorola, puis popularisée par General Electric dans les
années 1990 aux Etats Unis. Aujourd’hui elle effectue un retour
en force en raison de la complexité du management moderne et de
l'internalisation des processus qui imposent une vision plus globale
des problèmes. La méthode Six Sigma s’appuie sur des
calculs statistiques pour affiner la variabilité et la
dispersion des résultats des procès de fabrication
ou de services et améliorer la qualité et
l'efficacité de leurs processus. Elle se base sur le principe
suivant :
Figure 9 : Figure principe de
la méthode 6 Sigma [6]
Ce principe
est celui de l’écart type d’une variable
aléatoire, désigné par la lettre grecque Sigma (σ).
Le principe
fondamental est de faire évoluer la courbe des
expériences afin que sa moyenne soit centrée sur la
fourchette acceptable, qu’il y ait plus de 12 fois l’écart type
entre les limites basses et hautes (LB ou LH). Il est pris en compte
une dérive de 1,5 écart type de la moyenne à long
terme. La loi normale de répartition ainsi modifiée donne
les résultats suivants:
Niveau
Sigma
Défauts
par
million
1 σ
690000
2 σ
308500
3 σ
66800
4 σ
6210
5 σ
233
6 σ
3,4
Elle utilise
pour sa mise en œuvre différents outils
statistiques et qualités tels que :
• MSP
(maîtrise statistique des processus)
• Plans
d’expériences.
• SIPOC
(Supplier, Input, Processus, Output,
Customer) méthode de description précise d’un processus.
• Collecte des
données
La
méthode Six Sigma repose sur les notions de client, processus
et mesure; il s'appuie en particulier sur :
• les attentes
mesurables du client (CTQ –
Critical To Quality et VoC – Voice of Customer)
• des mesures
fiables mesurant la performance du
processus métier de l'entreprise Vs CTQ des clients,
• des outils
statistiques pour analyser les causes
sources influant sur la performance,
• des solutions
attaquant ces causes sources.
• des outils
pour contrôler que les solutions
ont bien l'impact escompté sur la performance.
Elle se
décline ainsi en mode projet suivant la méthode
DMAIC en 5 étapes, chaque étape possédant des
outils différents qui sont regroupés dans une
démarche cohérente:
Six Sigma
permet de réduire les coûts et les pertes pour
tendre vers des résultats optimums en termes de profit et de
qualité. Les objectifs pour l'entreprise sont de se doter
d'actions mesurables et efficaces, de satisfaire ses clients,
d'impliquer les équipes et bien souvent d'améliorer son
image.
Une autre
méthodologie est de plus en plus associée au
Six Sigma, le Lean (Outils comme Value Stream Mapping, Takt Time,
Spaghetti Diagram…). Le Lean Sigma prend de plus en plus le pas sur le
« pur » Six Sigma. D'une certaine manière le Lean
complète le Six-Sigma, basé sur la qualité, en
introduisant la notion de temps essentiellement au niveau des
durées des processus et des cadences de production.
La
méthode Six Sigma s'appuie sur plusieurs ressources humaines
qui lui sont propres, qui ont toutes leur rôle à jouer.
Dont :
• Le Green
Belt, dont on attend qu'il consacre
partiellement son temps (souvent autour de 25%) à la conduite de
projets d'amélioration.
• Le Black
Belt, qui se consacre à plein temps
à l'amélioration (conduite de projets, formation des
Green Belts voire d'autre Black Belts) et doit maîtriser la
méthodologie dans
son ensemble.
• Le Master
Black Belt, mentor et formateur de Blacks
Belts, garant du respect de la démarche, encadre les Blacks
Belts hiérarchiquement.
• Le Deployment
Leader, chargé
d'élaborer la stratégie, le contenu de la formation, les
budgets, etc.
Ces acteurs du
Six Sigma ont leurs propres règles de
certification, avec des examens, des académies, des
séminaires professionnels, des rites de passage.
Pour la phase
Define du projet le but est de clarifier le projet. Il
faut, donc :
• Prouver qu’il
y a un problème à
résoudre, intéressant pour l’entreprise ;
•
Définir le projet et le valider ;
• Former une
équipe projet ;
• Avoir une
vision claire du processus où se
situe le problème ;
• Savoir ce que
veulent les clients et les autres
partenaires.
Tous ces
éléments seront développés en plus
amples détails dans les sections suivantes de ce rapport.
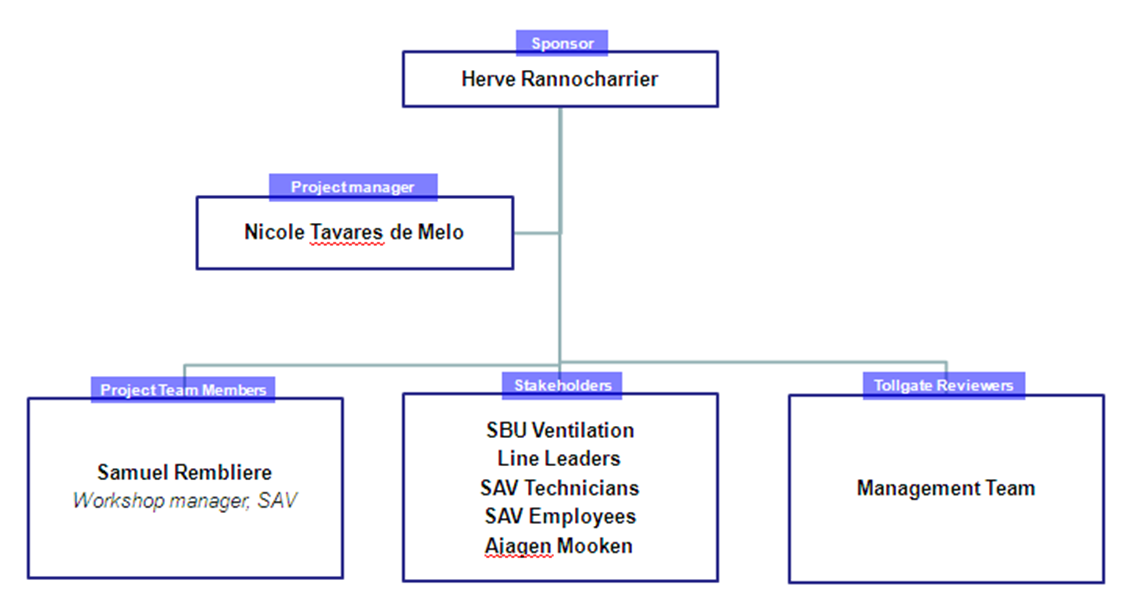
2.3.1. Equipe projet
Dès les
premiers jours, l’équipe projet a
été définie. Le projet est sponsorisé par
M. Hervé Ranno-charrier et l’équipe formée par
Samuel Rembliere, chef de l’atelier et moi-même. Nous avons
également collaboré avec Ajagen Mooken qui a
apporté son support dans l'utilisation des outils Six Sigma
ainsi que le support technique de
l’équipe de techniciens du SAV ; les techniciens
référents de chaque gamme de produits, et les
employées du SAV. Les directeurs de ResMed sont responsables
pour l’approbation de chaque phase du projet. La charte de
l’équipe détaillée peut être
consultée sur l’annexe
3.
2.3.2. Contexte, enjeux et problématique
Tous les ans,
l’atelier du Service Après Ventes de ResMed Paris
répare une moyenne de 2700 machines, cependant un certain nombre
de ces machines présentent une panne dès leur
arrivée chez le client, lors d'un test de contrôle
à la réception (incoming
inspection) ou
après leur installation chez le
patient, dans les deux cas, avant de compléter 72h de
fonctionnement (Out of Box Failure). Voir figure 16.
En figure 11
relative aux taux d’OOBF SAV dans l’année 2009,
nous voyons qu’il s’agit d’un indicateur de grande variabilité
en foction du mois concerné. Afin de pouvoir avoir les
statistiques les plus récentes sur les OOBF, les calculs sont
réalisés en prenant en compte la quantité
totale de machines revenues au service après vente dans le mois
courant et la quantité de machines revenues au SAV comme OOBF
dans ce même mois. Le résultat est une courbe qui montre
clairement l’instabilité du taux d’OOBF à chaque mois.
Nous ne voyons donc pas une répétabilité des
statistiques de performance au cours de l’année, preuve d’un
processus instable dans l’atelier de
réparation SAV.
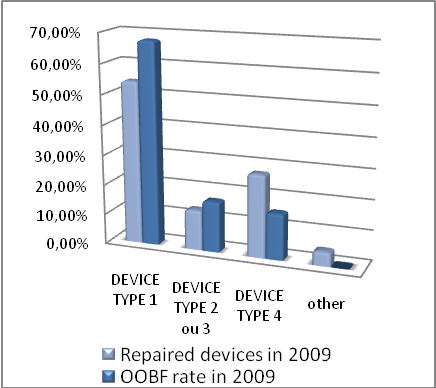
Cette
variabilité est aussi perçue selon le type de
machine. L’image 12 montre la proportion de chaque type de machine
réparée au SAV ResMed pendant l’année 2009 ainsi
que la proportion d’OOBF pour chaque type de machine. Normalement, ces
proportions devraient se rapprocher, mais dans ce cas elles ne sont pas
complètement corrélées.
Figure 12: Taux d'OOBF comparé au
pourcentage de
réparation par type de machine [7]
L’intérêt de traiter ce problème et d’essayer de
réduire considérablement le taux d’OOBF est dû
à l’impact d’une OOBF sur la satisfaction des clients. Un des
buts de ResMed Paris actuellement est de gagner la confiance de ses
clients face à la concurrence et ainsi pouvoir conquérir
de nouveaux marchés et maintenir de bonnes relations avec les
anciens clients. On sait que la
qualité du service après vente est un facteur
décisif pour le choix d’un équipement biomédical.
Plus précisement une seule OOBF peut impacter
négativement l'image de ResMed auprès de ses clients.
Situations qui ont attiré l’attention pour cet aspect,
étudié pour la première fois lors du
démarrage de ce projet.
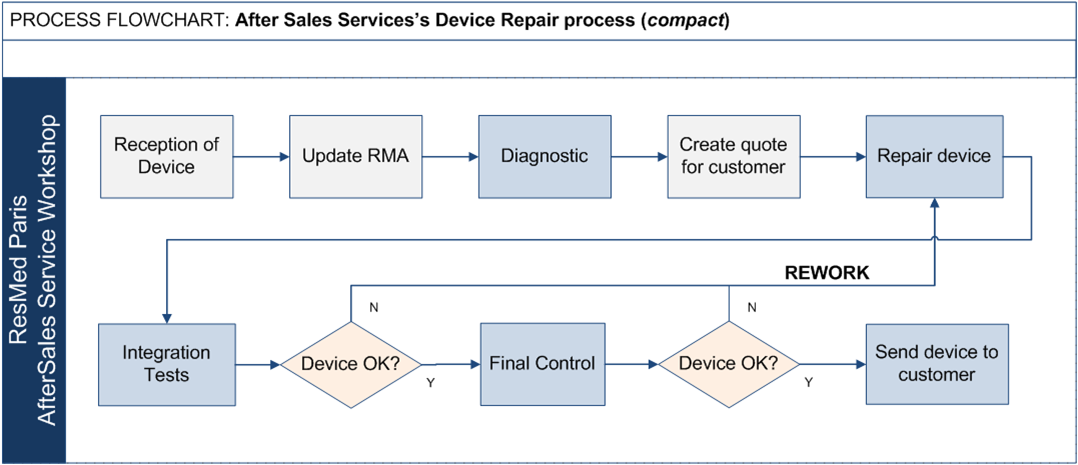
Pour
comprendre l’existence des OOBF il faut, tout d’abord comprendre
le processus global de réparation d’une machine au sein de
l’atelier de réparation du SAV. Le logigramme de la figure 13
est une représentation condensée. Le processus,
globalement, contient d’autres étapes intermédiaires,
mais qui ne concernent pas ce projet. Le schéma
ci-dessous représente donc, seuls les étapes
indispensables à la compréhension du processus global de
réparation. Les étapes d’intérêt, critiques
pour le taux d’OOBF, sont affichées en bleu et seront
détaillées dans la suite de ce rapport.
Certains de
nous clients, sont formés à réparer
les machines dans leurs propres ateliers, en fonction de la
complexité de la panne trouvée. Quand le client n’a pas
une équipe de techniciens formés, ou en cas des pannes
particulières, les machines sont envoyées au service
après vente de ResMed Paris pour la réparation. En
arrivant, la machine est reçue et un numéro de RMA
(numéro de retour atelier) lui est attribué. Ce
numéro est enregistré sur une base de données
(produflex) où est fait
le suivi complet de la machine
après sa prise en compte par l’atelier. Toutes les informations
concernant les machines de ResMed Paris se trouvent stockées au
produflex et lors d’un retour atelier d’une machine, la constatation de
la panne, la situation, configurations et toutes les interventions sur
cette machine y sont enregistrées. Cela nous permet de pouvoir
extraire un historique de tous les appareils traités au SAV.
L’étape suivante est la constatation de la panne et
le diagnostique. Le diagnostique identifie la panne à être
réparée et permet de réaliser le devis pour le
client, au cas où la machine n'est plus sous garantie. Quand le
devis
est approuvé, la machine peut être réparée ;
après la réparation, la machine est configurée,
selon les paramètres du client (intégration) et passe
par une série de tests fonctionnels, de charge et
décharge de la batterie, de fonctionnement en endurance, et
finalement, pour le dernier test, un double contrôle
(contrôle final). Pendant les étapes de tests et
contrôle final, si la machine présente une
défaillance, elle doit revenir à l’étape de
réparation, afin de régler le problème
(retouche/rework). La machine sera emballée et renvoyée
au client
une fois qu’elle a réussi tous les tests.
Figure 13 : Logigramme du processus de
réparation d'une machine
au SAV [7]
Selon les
principes de la méthodologie Six Sigma, le projet ne
doit pas seulement satisfaire des objectifs commerciaux, mais surtout,
considérer les exigences des clients dans leur ensemble.
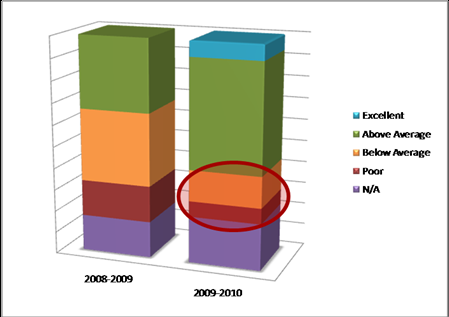
Actuellement le Service
Après Vente de ResMed Paris met en place une politique de
travail orienté vers la satisfaction client. A ce propos, et en
considérant la forte relation entre la qualité de la
réparation au SAV et le taux d’OOBF, les réponses des
clients ResMed à une enquête de satisfaction ont
été prises en compte (figure 14). Selon cette
enquête, nous avons procédé à d'importantes
améliorations depuis l’année dernière, mais notre
service n’a pas encore atteint la qualité désirée
pour tous les clients ayant participé au sondage (certains ont
évalué la qualité de la réparation comme au
dessous de la moyenne attendue, ou faible).
Figure 14 : Résultats de
l'enquête de satisfaction des clients ResMed concernant la
qualité de la réparation [7]
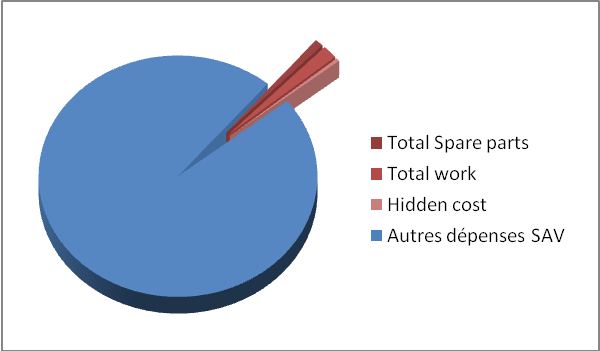
Voix du Business (VoB – Voice of
Business)
Les impacts
financiers du problème
concerné ont aussi été pris en compte. Les
dépenses financières avec les OOBFs correspondent
à au moins 1% du budget destiné au service après
vente. Les coûts d’une machine avec une OOBF service comprennent
les
pièces détachés nécessaires, le coût
de la main d’ouvre qui doit retravailler la même machine qui
avait déjà été réparée, ainsi
que les coûts de logistique, en transportant les machines au site
ResMed Paris, ou en prêtant des machines de remplacement aux
clients. En parallèle de cela, restent les impacts
négatifs sur l’image de l’entreprise, pouvant entrainer une
perte d’un marché important, par exemple.
Figure 15 : Illustration du coût
estimé de la
non-qualité [7]
Le taux d’OOBF
SAV est un reflet direct de la non-qualité du
service réalisé dans l’atelier de réparation
ResMed. Le taux existant d’OOBF représente une
défaillance dans notre processus de réparation qui peut
être liée à un ou plusieurs des cas suivants :
1. le
diagnostique des défauts de la machine
n’est pas complètement effectué, donc la
réparation est incomplète ;
2. la panne
initiale de la machine signalée
par le client n’est pas bien réparée ;
3. pendant la
réparation, un processus
mal-exécuté introduit un nouveau défaut dans la
machine, différent de celui qui a été
signalé par le client ;
4. la machine
n’est pas bien réglée,
selon tous les paramètres du client ;
5. le protocole
de tests de la machine cause des
dégâts à un de ses composants le rendant
défectueux ou plus susceptible d'avoir une panne future ;
6. dans un des
5 premiers cas, la panne
existante où imminente n’est pas détectée dans
l’étape de contrôle ou de test fonctionnel de la
machine ;
A part la
combinaison des facteurs ci-dessus, une OOBF peut être
aussi résultat d’un choque lors du transport de la machine vers
le client, ou même résultat d’une mauvaise manipulation de
la part du client. Ces types de défauts ne sont pas
attribués à l’atelier SAV, cependant ne doivent pas
être négligés.
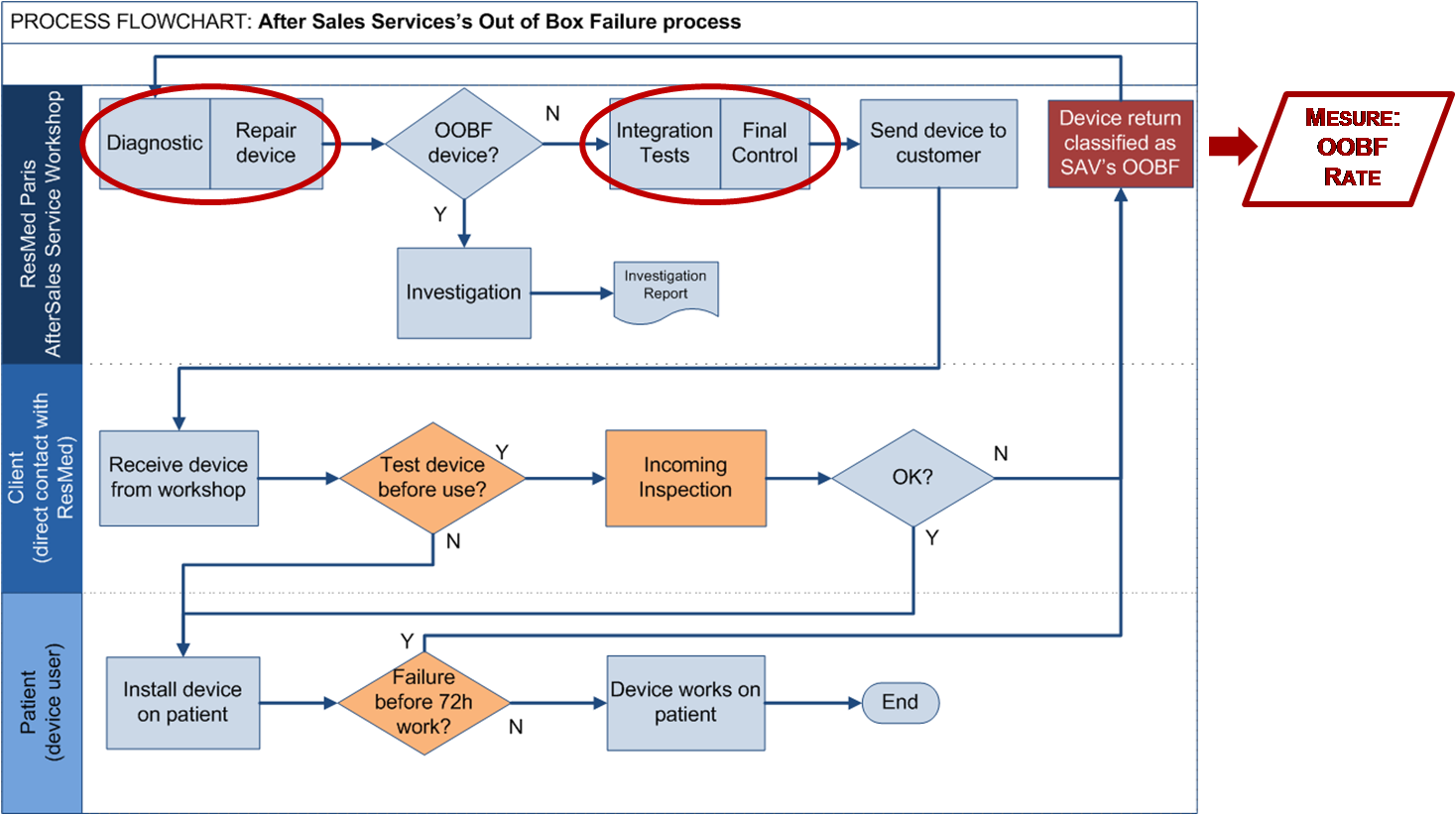
Afin de
pouvoir comprendre les différentes étapes et
d’identifier ces points potentiels de défaillances du
processus pour les corriger, un logigramme du processus des OOBFs a
été effectué (figure 16).
A partir du
plan du processus nous prouvons l’existence de sous
processus, où une mauvaise exécution peut être
responsable du taux d’OOBF mesuré. Remarquons aussi
qu’à chaque cas d’OOBF reçu, une expertise
complète sur la panne est réalisée et le rapport
résultant est enregistré dans nos fichiers et le
résultat est envoyé au client concerné. Il est
également possible d’identifier que la performance à
améliorer est mesurable. Les points de mesures sont
également identifiables aisément.
Figure 16 : Logigramme du processus
général des OOBFs [7]
Le rapport du
problème avec des sous processus qui appartiennent
au processus global, la possibilité de mesurer les impacts
à être améliorés, ainsi que les aspects de
la VoC et VoB expliqués précédemment, sont des
facteurs déterminants pour que le projet puisse être
traité selon la méthode Six Sigma. Avec cet
élément, la phase « Define » est presque
complète, vu que les besoins du projet ainsi que les besoins de
l’utilisation de cette méthode de résolution du
problème concerné sont justifiés.
2.3.4. Produit du projet
Ce projet
permettra l'amélioration de l’atelier
de réparation du SAV qui apporteront des avantages
conséquents aux clients de ResMed Paris. En réduisant
l’occurrence des OOBF,
les clients feront plus confiance aux services du SAV Paris, les
machines seront également plus fiables, apportant encore plus de
sécurité aux soins des patients, enfin, l’objectif est
d'avoir un processus de réparation de qualité uniforme,
sans variations au cours des mois. Ceci réduira certainement les
dépenses du SAV, et permettra à ResMed de remporter
d’autres
marchés face à la concurrence, grâce à la
qualité de
son service.
Ce projet vise
donc immédiatement à l’identification des
principales causes d'OOBF, puis la réalisation
d’améliorations de processus afin d’avoir comme produit
envisagé, une réduction de 50% du taux d’OOBF
actuel.
Cet objective
a été établi de façon arbitraire (non
formulé précisement par les clients, démarche
proactive d'amélioration continue). Pour trouver cette valeur
nous
considérons qu’il existe toujours une certaine quantité
minimale d’OOBFs qui ne peut pas être évitée ;
elles concernent des pannes impossibles à prévoir ou des
cas isolés, normalement. Le risque que cet objective ne soit pas
atteint est important et prévu à l’analyse des
risques-projet dans la section
2.3.6 de ce rapport.
La charte de
résumé complète de ce projet peut
être consultée sur l’annexe
4.
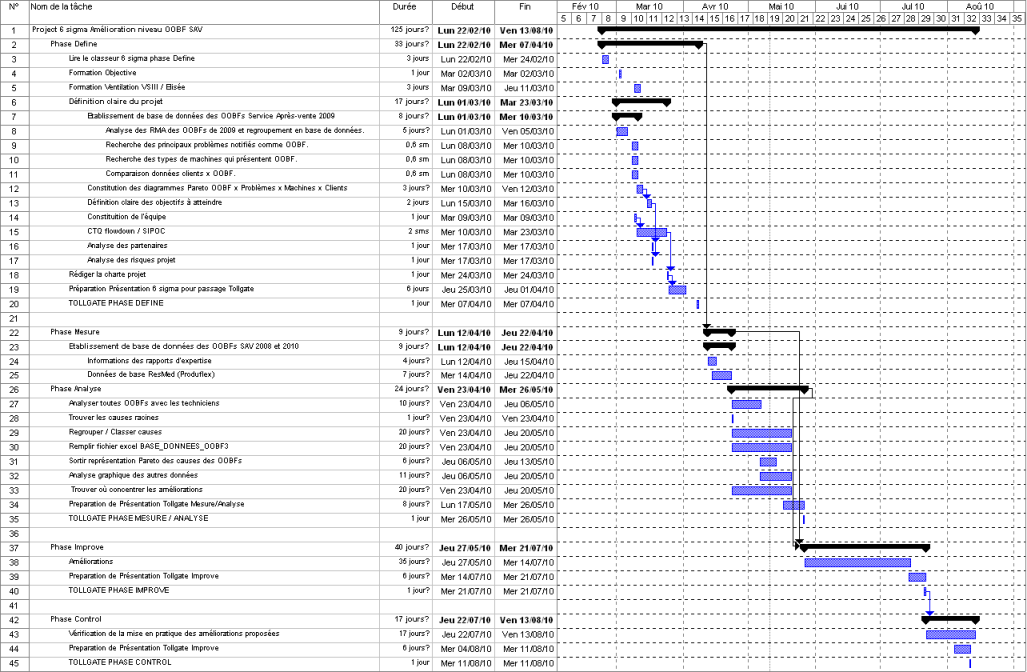
2.3.5. Planification des étapes du projet
L’existence
d’un planning de déroulement des phases du projet
est aussi un élément indispensable à un projet
selon la méthode Six Sigma. A partir de cette
constatation, le planning général du stage
effectué dès le début des activités, se
référer à l'annexe 2, nous avons prévu un
planning d’avancement des 5 phases
du projet, à voir en figure 17 ci-dessous.
2.3.6. Analyse des risques projets et alternatives
Les risques
pour ce projet ont été étudiés
en se prenant en compte tous les cas possibles d’insuccès du
projet seul, mais aussi en considérant le projet global
d’amélioration du SAV. Les risques ont été
trouvés en fonction de l'impossibilité de conclusion par
rapport aux résultats attendus ; ils ont ainsi été
classifiés selon leur probabilité (P) et impact (I) afin
d’identifier les plus critiques et donc les possibles alternatives
existantes. Le résultat de cette analyse est
présenté dans le tableau suivant :
RISQUE
P
I
CRITICITE
P x I
ALTERNATIVE
Trouver les
causes des problèmes impossibles à
changer.
5
5
25
Utiliser les
résultats comme une base de
données des pannes pour faciliter l’élaboration des
futurs rapports d’expertise.
Augmenter le
temps de réparation (ETTR).
3
5
15
Mettre
en place des solutions en accord avec les actions des projets
d’amélioration de l’ETTR.
Manque de
contributeur majeur (flat pareto).
3
3
9
Utiliser
les données des retouches des machines en atelier pour augmenter
l’échantillon.
Trouver des
solutions qui ont besoin d’un autre projet pour
améliorer le taux d’OOBF.
3
3
9
Créer
l’opportunité pour des nouveaux projets au sein du SAV.
Trouver des
solutions qui ne satisfont pas les
clients.
3
3
9
Mettre en place
les modifications de façon
graduelle pour que les clients s’habituent aux nouveaux processus.
Après
le passage du tollgate de la phase « Define »
où les membres de la direction de l’entreprise ont donné
leurs avis et suggestions sur le travail, le projet transitionne vers
la
phase « Measure ».
L’objectif de
la phase « Measure » est de rassembler les
informations disponibles à propos de la situation courante, pour
obtenir les données de référence concernant les
performances actuelles, et d'identifier les zones à
problèmes. Du au fait que la phase mesure est être
très courte et étant donné que pour ce projet les
mesures sont quasiment
déjà réalisées, cette phase a
été réalisée au même temps que la
phase « Analyse » et sera donc développée
dans la
même section de ce rapport.
Alors,
à la fin de cette phase double, nous aurons
identifié les causes les plus probables de la
problématique de OOBFs. Il sera aussi
possible de les confirmer à l’aide de certains outils du
management de la qualité.
2.4.1. Méthode
de
mesure
et
mesures
réalisées
Un important
point dans la démarche Six Sigma est de bien
définir et valider le système de mesure à
utiliser. Un mauvais système de mesure peut impliquer une
conclusion erronée. Pour cela, dans ce
projet, la méthode de mesure trouvée a été
la plus simple, mais capable d’apporter toutes les informations
nécessaires pour l’analyse de la problématique. Cette
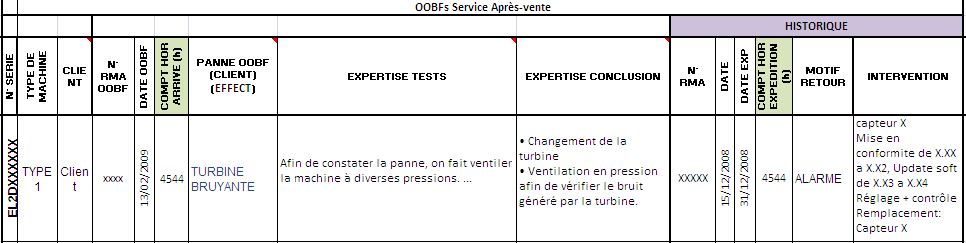
démarche a été choisie en partant du fait de que,
pour chaque cas de OOBF annoncé, une expertise sur la panne est
réalisée. Le rapport de cette expertise contient parmi
d’autres informations, le motif de la panne énoncé par le
client, les tests réalisés sur la machine afin de
reproduire la panne et la conclusion de l’expertise. Tous ces rapports
sont
enregistrés dans une base de données de l’atelier SAV. Un
modèle d’un ancien rapport d’expertise peut être vu en
annexe 5 (le modèle actuel est une version
améliorée de celle-ci).
D’autre part,
une information de haute importance dans cette
étude est l’historique des machines concernées. Cette
information n’était pourtant pas présente dans certains
rapports d’expertise consultés. Il a fallu donc chercher cette
information dans une deuxième base de données de ResMed
(produflex) afin de la relier aux données relatives
aux OOBF, associant ainsi chaque machine à son historique.
La phase de
mesure fut, donc une recherche de toutes les données
concernant les machines qui ont présenté une OOBF entre
janvier 2008 et avril 2010 et l’association de ce groupe d’informations
brutes dans un seul fichier à être traité et
interprété.
Le produit de
cette étape est un tableau Excel® contenant
des lignes d’entrées des machines et plusieurs colonnes qui
contiennent les informations suivantes pour chaque machine
traitée comme OOBF :
• Numéro
de série de la machine ;
• Modèle
de la machine ;
• Client ;
• Numéro
de RMA crée pour l’OOBF ;
• Date
d’enregistrement de l’OOBF ;
• Compteur
Horaire de la machine dès qui
arrive à l’atelier avec l’OOBF ;
• Le Motif de
la panne OOBF constatée par le
client ;
• Les tests
d’expertise réalisés ;
• La conclusion
de l’expertise.
• Tous les
numéros de RMA des passages
précédents de la machine par l’atelier ;
• La date
d’entrée dans l’atelier pour chacun
des enregistrements précédents ;
• La date
d’expédition de la machine au client
pour chaque RMA antérieur à l’OOBF;
• Le compteur
horaire de la machine lors de
l’expédition au client ;
• Le motif de
chaque retour de l’historique de la
machine;
•
L’intervention réalisée dans la
machine lors de chaque retour.
Suite à
la constitution de ce tableau, l’étape suivante
est d’analyser ces informations brutes, de regrouper avec
d’autres informations et d’autres sources, afin d’extraire les
données concrètes qui pourront contribuer à
l’avancement du projet. Des outils de la gestion de la qualité
ont été exhaustivement utilisés à ce propos
:
Diagramme de Pareto
La
stratégie choisie au cours de cette phase fut de trouver un
diagramme de Pareto des causes-racines des OOBFs pour pouvoir cibler
les actions d’amélioration sur les causes prioritaires.
Le diagramme
de Pareto est un graphique représentant
l'importance de différentes causes sur un
phénomène. Ce diagramme permet de mettre en
évidence les causes les plus importantes sur le nombre total
d'effet et ainsi de prendre des mesures ciblées pour
améliorer une situation. Il se présente sous la forme
d'une série de colonnes triées par ordre
décroissant. Le recours à ce genre de graphique donne
lieu à la règle de 80-20, c'est-à-dire que 80% des
problèmes découlent de 20% des causes.
Les
étapes pour la construction de ce diagramme sont :
• Collecte des
données ;
• Classement
des données au sein de
catégorie ;
• Calcul du
pourcentage de chaque catégorie
par rapport au total ;
En outre,
afin de mieux étudier la
problématique, d’autres démarches, liées aux
outils tels que le diagramme de cause-effet d’Ishikawa et l’AMDEC ont
été utilisées.
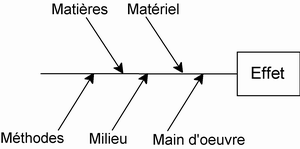
Le diagramme
d’Ishikawa ou en arrêtes de poisson recense les
causes aboutissant à un effet. Son analyse permet une aide
à la décision pour soit corriger un fait existant, soit
la mise en place d'un projet.
Les causes
sont réparties dans les cinq catégories
appelées 5M :
1.
Matière : Les matières
premières, et plus généralement les inputs du
processus.
2.
Matériel : Concerne l'équipement,
les machines, le matériel informatique, les logiciels, et les
technologies.
3.
Méthode : Le mode opératoire et la
recherche et développement.
4. Main
d'oeuvre : Tout ce qui concerne les
ressources humaines.
5. Milieu :
L'environnement, le positionnement, le
contexte.
Chaque branche
reçoit d'autres causes ou catégories
hiérarchisées selon leur niveau d'importance ou de
détail. Pour ce projet, les causes des OOBFs ont
été regroupées aussi dans les catégories
des 5M.
L’AMDEC (Analyse des Modes de
Défaillance, de leurs Effets et de
leur Criticité)
L'Analyse des
Modes de Défaillance, de leurs Effets et de leur
Criticité (AMDEC) est essentiellement une démarche
inductive, aussi exhaustive que possible, qui consiste à
identifier au niveau d'un système ou d'un de ses sous-ensembles,
les modes potentiels de défaillance de ses
éléments, leurs causes, leurs effets et
l’évaluation de leurs criticité permettant de
hiérarchiser les actions d'amélioration à conduire
par ordre de criticité décroissante.
Cette
démarche peut être aussi complétée par:
• Une recherche
des dispositions existantes
(contrôles, préventifs ou non) en mesure de
détecter la cause avant qu'elle n'entraîne la
défaillance ou ;
• Une recherche
des recommandations permettant de
réduire ou de supprimer la cause ou son impact.
Pour la
criticité, elle se donne par le produit entre son indice
de gravité, les mesures mises en place pour
détecter la défaillance et son indice de
détection. On se doit de fixer un seuil d'acceptabilité,
au-dessus duquel toute criticité doit être réduite,
par un moyen à définir (reprise de conception, plan de
maintenance, action de surveillance...).
Cet outil a été aussi utilisé pour facilité
l’analyse des données.
2.4.3. Analyse des données
L’analyse a
été réalisée avec le support
des techniciens référents ou expérimentés
de l’atelier, spécialisés sur chaque gamme de machines.
Ceci fut nécessaire étant donné l’importance de
la connaissance technique des machines pour pouvoir
analyser les pannes d’un point de vu critique.
Certains des aspects analysés, par contre, sont devenus
très subjectifs lors de l’analyse. Ces aspects ont
été considérés pour les conclusions avec
une certaine réserve, étant donné que ces
réponses sont fortement
dépendantes de celui qui effectue l’analyse.
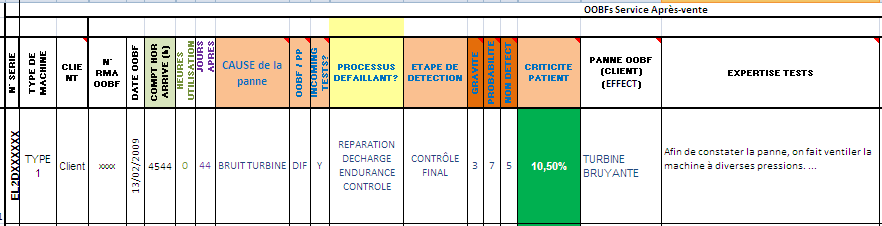
Enfin, nous
avons créé un répertoire de toutes les
informations supposées importantes lors de cette analyse, dont,
certaines contenues dans une analyse de l’AMDEC. Cette liste comprend
des attentes de la direction, ainsi que les données
jugées capitales pour le déroulement du projet et la
recherche des sources des problèmes rencontrés. Ces
nouveaux critères ont été
synthétisés sous forme d’un nouveau tableau Excel®
à remplir avec les données techniques, ou le
status de la machine. Selon l’avancement de la phase d’analyse de la
problématique, les premières données
passèrent pour certains calculs et furent étudiées
avec le support technique. Ce traitement nous a permis de remplir le
nouveau tableau avec les informations manquantes :
• Temps
d’utilisation de la machine après le
départ de l’atelier lors de la réparation
précédente ;
•
Nombre de jours après
l’expédition de la machine après le retour
précédent ;
• Cause racine
de la panne OOBF ;
• Le motif de
la panne OOBF est-il lié au
motif de la panne précédente ?
• La panne OOBF
a-t-elle apparu pendant un test avant
l’utilisation chez le patient, ou a-t-elle été
perçue par le client ?
• Dans quelle
étape du processus complet de
réparation (y compris tests, fermeture, etc) le motif de l’OOBF
aurait pu être créé (processus défaillant
qui peut
causer la panne)?
• Dans quelle
étape du processus complet de
réparation, le motif de l’OOBF aurait pu être
identifié ou prévu, avant que cela ne se produise chez le
client (détection) ?
• La
gravité (G) de la panne relaté
OOBF. (À être évalué 1 pour pas grave et 10
pour très grave)
• La
probabilité (P) d’occurrence de cette
panne. (1 pour les pannes rares et 10 pour les pannes fréquentes)
• Le non
détectabilité (D) de la panne.
(1 pour les pannes faciles à détecter ; 10 pour les
pannes de difficile détection)
• La
criticité (C) de la défaillance
(gravité x probabilité x non détectabilité)
C=G x P
x D
L’étape
suivante de ce travail fut donc, de rassembler toutes ces
données de façon organisée afin de trouver
une représentation claire et pouvoir trouver les conclusions
attendues pour cette phase.
2.4.4. Résultats
de
l’analyse
La phase
« Measure / Analyse » est en cours d'achèvement.
Jusqu’à présent, des conclusions importantes
ont été trouvées. Elles ne seront pas
présentées dans leurs moindres détails techniques,
car cela sort du périmètre de ce rapport. Les conclusions
sont ainsi
expliquées d’une façon plutôt
générale.
Comme
précisé précédemment, le but de cette
phase est surtout de trouver les causes des OOBFs qui peuvent
être prévues, voir évitées, et
également de répondre aux questionnements de la direction
sur certains aspects et de trouver les informations spécifiques
à ce propos qui nous permettrons de proposer des
améliorations dans l’ensemble du processus de réparation
et traitement des OOBFs service.
L’analyse nous
a ainsi permis donc de trouver certaines conclusions sur
cette problématique. Ci-dessous les résultats que nous
avons obtenus au cours de cette phase :
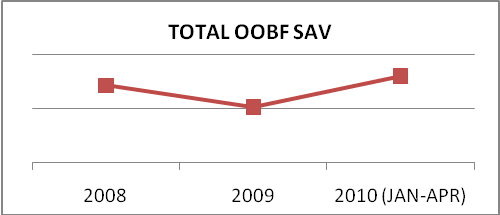
L’évolution du taux d’OOBF chaque
année depuis 2008 ; nous voyons une
amélioration en 2009 par rapport à 2008, mais en
2010 ce taux présente une augmentation par rapport aux
années
précédentes, ce qui indique le besoin des actions
à
ce propos ;
Graphique 3 : Evolution du taux d'OOBF SAV
entre 2008 et 2010 [7]
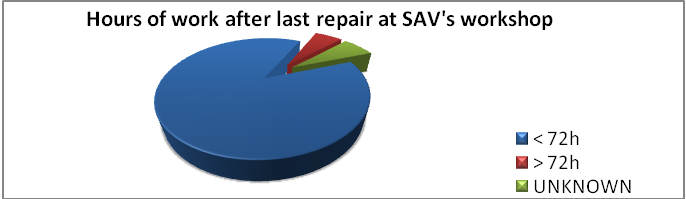
Le pourcentage des machines qui sont
classifiées et traitées comme OOBF, respectant la
règle d’avoir moins de 72h d'utilisation au compteur horaire
après le départ de l’atelier. C’est une donnée
importante pour la gestion et l’accompagnement de la performance de nos
processus de réception des machines. Nous voyons que dans
la plupart des cas, cette condition a été
respectée pendant la période étudiée.
Graphique
4
:
Statistique
du
temps
de
fonctionnement
des machines
reçues comme OOBF [7]
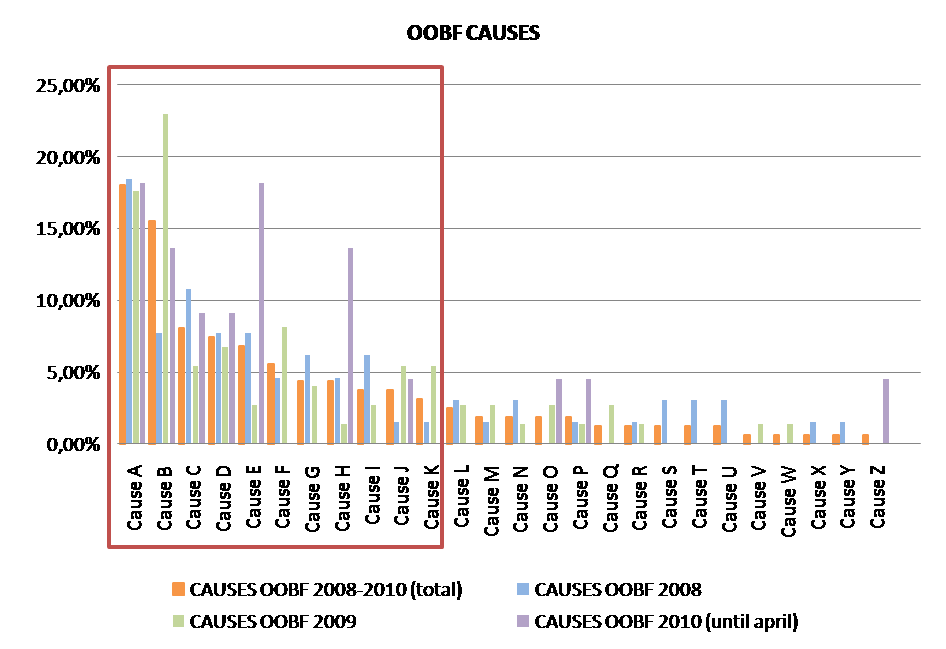
Le diagramme de Pareto des causes des OOBFs. A la fin de
l’analyse, nous avons rencontré de nombreuses causes
différentes qui ont entrainé des OOBF chez les
clients. Ces causes ont été rassemblées
selon leur catégorie, ou de leur aspect technique en
des causes plus importantes, afin d’avoir une
représentation Pareto plus exploitable et d'éviter
l’apparition d’un flat Pareto. En analysant cette représentation
par rapport aux pourcentages d’occurrence de chaque cas dans toute la
période entre 2008 et avril 2010 (barre orange), nous remarquons
que les 10 premières causes sont les contributeurs majeurs,
responsables pour 80% des cas d’OOBF rencontrés. Ce diagramme
est le résultat le plus important de cette phase, étant
donné qu’il sera
le critère principal pour orienter la priorisation des
améliorations
au sein de l’atelier SAV dans la phase « IMPROVE ».
Graphique 5 : Diagramme de
Pareto de pourcentage relatif des causes des
OOBFs [7]
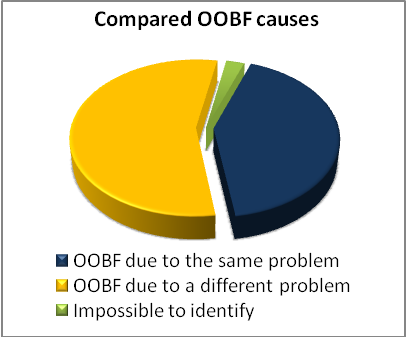
Le taux des machines qui ont présenté
une panne OOBF, due au même motif que son dernier retour atelier,
ou due à un motif différent. Cette information nous aide
à comprendre la différence entre ces deux types
d’occurrence de pannes :
machines qui présentent toujours le
même problème, même après avoir
complété la réparation et être
acceptées
dans les tests de l’atelier
le défaut initial ne se
présente plus, mais la machine contenait une panne
potentiellement existante qui n’a pas pu être prévue,
le défaut initial ne se
présente plus, mais
lors du processus de réparation, une des étapes a
introduit un défaut dans la machine qui n’a pas pu être
détecté avant le départ de la machine,
malgré tous les tests effectués.
Nous avons ainsi, une
majorité des cas dans ces dernières situations.
Graphique 6 : Comparaison du
motif de la panne entre le retour pour
OOBF et le retour précédent [7]
Ces
résultats présentés
jusqu’à ce point, ont motivé la recherche
d’autres informations, plus spécifiques concernant les sous
processus qui pouvaient être extraites des nos données.
Les résultats de cette phase du projet contiennent aussi, une
investigation sur :
Les étapes du processus de plus grande
possibilité d’identification d’une panne potentielle, avant le
départ de la machine ;
Les étapes du processus plus critiques,
susceptibles de pouvoir générer des éventuels
défauts dans la machine ;
Les clients le plus critiques, le taux d’OOBF
associé à chacun ainsi que les erreurs de manipulation
qui ont provoqué les retours des machines ;
La criticité de chaque type de panne
provoquée, établie en fonction de la gravité, la
probabilité et
la détectabilité.
Etant
donné que toutes
les informations possibles ont été
rassemblées, dans le but d’avoir une analyse solide avec des
résultats pertinents, le moment est venu de se servir des ces
données pour proposer des améliorations.
Pour cette
tâche, le but est de proposer des améliorations
qui réduisent ou évitent l’occurrence de certaines des
causes d’OOBF. A ce propos, cette étude a
priorisé les causes dont les conséquences étaient
les plus critiques (au
delà du seul de criticité déterminé), ou
définies comme prioritaires dans le diagramme de Pareto des
causes, responsables pour la plus part des OOBFs enregistrées.
Un brainstorming a été
réalisé
auprès du groupe de support : les techniciens
référents et expérimentés, responsables de
chaque gamme de machines, et responsables pour certains sous processus
critiques de la réparation. Une fois que les données
rencontrées ont été présentés,
il est demandé qu’ils proposent toutes les améliorations
possibles du point de vue technique, pour chacune des causes
définies comme prioritaires.
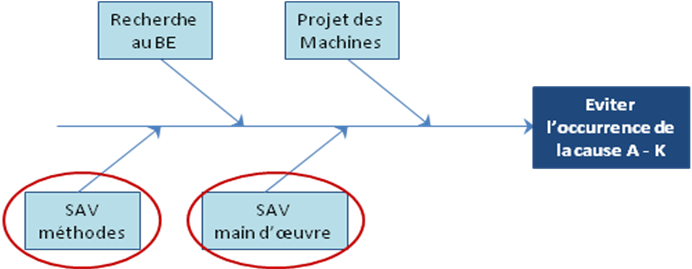
Le
résultat : une liste de propositions d’améliorations
pour chaque cause différente. Ces propositions ont
été groupées selon le concept d’un diagramme
d’Ishikawa pour chaque cause, les en classifient par rapport aux
catégories : SAV main d’œuvre ; SAV méthodes ; recherche
au Bureau d’Etudes ResMed ; projet/conception des machines.
Figure 21 : Diagramme en
arrêtes de poisson pour les propositions
d'amélioration [7]
Le but de
cette classification est de tout d’abord, mettre en
œuvre les solutions qui appartiennent aux catégories du SAV, vu
que sont, en général, des actions d’application
immédiate et que l’équipe est impliquée dans la
problématique et plus facilement en accord avec des possibles
modifications de la routine actuelle. Ces solutions concernent
plutôt :
des améliorations et automatisation des
processus existants ;
des actions de bonnes pratiques à appliquer aux
processus existants ;
ajout de nouvelles étapes de
vérifications spécifiques ;
la création de documents et
procédures pour la standardisation des activités pour
empêcher les variations au cours du processus ;
réalisation plus fréquente de
formations pour l’ensemble de l’équipe ;
Les
propositions des autres catégories, selon leurs
priorités, feront objet d’études de viabilité et
de pertinence par rapport aux résultats envisagés.
La phase
« Measure / Analyse » de ce projet arrive à
sa fin, au moment de la préparation de ce rapport de
stage. Les phases suivantes seront donc présentées sous
forme de plan d’actions.
L'objectif de
la phase « Improve », ou «
Améliorer » consiste à mettre en place des
solutions visant à résoudre les problèmes
identifiés lors de la phase précédente.
Selon
l’explication précédente, la phase « Improve
» de ce projet n’est pas encore commencée. Elle
débutera officiellement après l’accord de la direction
lors du passage du deuxième tollgate du projet, prévu au
cours du mois de juin. La planification pour son déroulement
comprend une organisation de la mise en place des actions
d’améliorations envisagées. Parmi toutes les solutions
prévues, il va falloir évaluer la difficulté de
leur mise en œuvre, ainsi que prévoir les actions et ressources
nécessaires pour sa conclusion.
Une fois que
cette organisation sera faite et toutes les ressources
disponibles, le moment sera venu de les appliquer au fur et à
mesure. Pour toutes les modifications, les
procédures documentées doivent aussi être
modifiées. Dans le cas d’ajout d’étapes, il faudra
rédiger les documents pour la standardisation de
l’exécution des activités. Toute l’équipe de
techniciens sera informée des actions que se dérouleront
dans le but d’améliorer la qualité de la
réparation dans l’atelier et en conséquence,
réduire le taux d’OOBF service.
2.6. PHASE
CONTROL
Etant
donné la
durée limitée du stage
réalisé et la caractéristique de la
problématique à résoudre, la phase control de ce
projet ne pourra pas être effectuée dans le temps imparti
et sera assez courte. L'objectif de cette phase
est la « Maîtrise » des résultats attendus.
Elle consiste à évaluer et suivre l'évolution des
résultats de la phase précédente.
Etant
donné que l’occurrence des OOBF se passe, en moyenne entre
1 et 3 mois après le départ de la machine de l’atelier,
pour pouvoir avoir un retour de données sur
l’efficacité des actions de la phase « Improve », il
sera nécessaire d'avoir au minimum 3 mois d’observation des
résultats avant d'en tirer une quelconque conclusion.
La phase
« Control » pour ce projet consistera ainsi,
à l’observation de la mise en œuvre de toutes les actions et des
mesures appliquées, avec la vérification de la
continuité d’application des modifications. Un accompagnement
constant du processus sera nécessaire afin de pouvoir
corriger d'éventuels écarts par rapport à l’action
planifiée et assurer le fonctionnement des activités
comme prévu.
La fin de la
phase « Control » est prévue pour
mi-août, date de passage du dernier tollgate du projet
face à la direction de
ResMed Paris.
Dans le cadre
de mise en application de la méthode Six Sigma
pour l’analyse et résolution d’une problématique
donnée, les résultats sont attendus pendant le
déroulement de la phase « Improve » et surtout,
après cette phase, quand les résultats seront
évalués lors de la phase « Control » ou
maîtrise.
Jusqu’à
présent, le projet a apporté des
informations importantes sur la problématique des OOBF. Avant ce
projet, ce sujet n’avait pas encore été
étudié en profondeur. Les données
concernées étaient stockées et aucune conclusion
n’était cherchée ; les mesures de correction ou
prévention des défauts étaient effectuées
au fur et à mesure de l’apparition des problèmes, sans
une analyse critique préalable. Après le début du
projet, les informations collectées et analysées ont
éclairci les
motifs réels des OOBFs. L’équipe du SAV a maintenant une
connaissance approfondie des actions à mener pour réduire
les OOBF service.
Certaines
statistiques sur ce problème ont été
calculées et les résultats ont changé, parfois,
l’avis des personnes impliquées. Certaines pratiques dans
l’atelier de réparation, n’étaient pas vraiment
valorisées ni respectées, tandis que les premières
données sortantes du projet ont prouvé leur
efficacité.
En ce moment
même, avant le début de la phase «
Improve », certaines actions simples ont été mises
en œuvre. Une fois les données analysées, ces points
d’améliorations étaient évidents et la mise en
place a été immédiate. Le
but est de promouvoir ainsi une amélioration permanente de la
qualité du service et en conséquence, réduire
le taux des OOBF Service.
Les actions le
plus importantes à caractère correctif et/ou
préventif sont envisagées d’être mises en
application à partir de mi-juin. Les livrables attendus sont une
réduction d’environ 50% des OOBFs existantes actuellement et une
réduction de la variabilité de nos services,
observée par la variabilité du taux d’OOBF à
chaque mois.
Après 4 mois de
stage, les missions effectuées au sein du
SAV de ResMed, m’ont permis de développer le plan professionnel
ainsi que le plan humain. Bien évidemment, les connaissances
apprises pendant le semestre des cours du master ont été
validées et enrichies au cours de ce stage.
Du
côté professionnel, le stage m’a permis de
développer les connaissances sur la méthode Six Sigma,
appliquée dans le projet, mais aussi, d’évaluer d'autres
méthodes de résolution de problèmes
différentes, avant de mettre en place la méthodologie Six
Sigma. Avant le master, j’avais une bonne notion sur cette
méthode ; cette notion a été
développée pendant les cours, mais a
été réellement mise en pratique pendant le stage.
Cette opportunité fut très
importante pour l’apprentissage pratique des outils Six Sigma, mais
aussi, des autres outils de planification du travail et de
résolution de problèmes acquises au cours du master.
La formation
des cours nous apporte de la connaissance, mais c’est avec
l’application pratique, dans une problématique réelle
dans le quotidien d’une entreprise, et avec la pression de l’attente de
résultats que cet apprentissage se fait solide. Pendant ce stage
j’ai eu, certainement, la contribution de tous ces
éléments.
Encore sur le
plan professionnel, ce projet a exigée de la
responsabilité constante pour accomplir les tâches
déterminées, et aussi le besoin d’une planification et
organisation rigoureuse du travail pour pouvoir respecter les
délais. Le travail en équipe
doit être également remarqué, vu la constante
collaboration bidirectionnelle avérée nécessaire
pour le succès de ce projet. Finalement, les revues avec les
membres de la direction de ResMed ont été toujours des
moments de grand apprentissage professionnel et personnel, avec des
commentaires et suggestions qui reflètent la perception
managérial du projet et de la problématique. Il est
satisfaisant de constater que l’importance d’un projet sur une
problématique assez spécifique est valorisée par
toute l’entreprise, même aux plus hauts niveaux
hiérarchiques.
Du coté
personnel, à part toutes les notions de
management acquises lors des revues de direction, et la
responsabilité constamment réclamée comme
déjà mentionnée, ce stage m’a
demandé aussi beaucoup d’autonomie de travail, de la
créativité, afin de trouver des idées et
d’opportunités de recherche de données importantes, de la
capacité d’animer des réunions avec l’équipe, et
finalement, énormément de compétences
nécessaires à un manager responsable d’un projet. Il
s’agit, donc d’une expérience vraiment enrichissante, dans les
divers domaines, ainsi que j’espère aussi, avoir pu apporter une
croissance à l’entreprise, et un échange
d’expériences.
3.2.2. Perspectives
Il reste
encore 2 mois jusqu’à la fin du stage chez ResMed,
pendant lesquels les améliorations du processus de
réparation à l’atelier SAV seront mises en place. Pendant
cette phase, un important travail sera développé dans le
but
de mettre en œuvre toutes les actions de façon organisée
et planifiée. Ces actions étant des modifications et
améliorations dans les sous processus déjà
existants, il est attendu que même après la fin de ce
stage, ces activités continuent à être
réalisées de la manière établie avec les
nouveaux documents et les procédures qui seront crées.
Les premiers
résultats devront apparaître autour du mois
de septembre 2010, quand l’amélioration de la qualité des
services de l’atelier doit être exposée par une
réduction du taux d’OOBF à chaque mois.
Remplir les missions définies pour le
Service Après Vente de ResMed : améliorer la
qualité de la réparation des machines, en
réduisant le taux d’OOBFs.
valider le diplôme de Master Management de la
Qualité en appliquant les connaissances acquises à l’UTC
lors des cours suivis au semestre d’automne 2010.
Après 4
mois de stage, les objectifs de l’entreprise
ne sont pas encore atteints à 100%. Il restent 2
mois de stage à suivre, pendant lesquels, selon la planification
des activités, ces objectives seront atteints. Dans le projet
Six Sigma en 5 étapes (DMAIC), j’arrive au 4ème mois en
même temps que la conclusion de la 3ème phase. Pour la
suite, la phase d'amélioration (Improve) sera
développée et les derniers jours du stage seront
destinés à la dernière phase, pour la
maîtrise du projet, avec la vérification de la mise en
pratique des actions envisagées pour la phase Improve.
Ce stage s’est
passé dans un service de réparation et
assistance après vente de ventilateurs médicaux
n’étant, donc, pas directement lié au service
qualité de l’entreprise. Malgré cela, le fait d’avoir un
maître de stage formé et fortement engagé aux
démarches qualité d’amélioration permanente m’a
permis de beaucoup apprendre de ce stage. La méthodologie Six
Sigma a été travaillée exhaustivement, mais n’a
pas été le seul outil à être mise en
pratique. Pendant ce stage, j’ai eu l’opportunité d’appliquer un
grand nombre d’outils et techniques appris au cours du master, chacun
dans la situation appropriée. Ceci me permet de conclure que ce
stage a représenté vraiment une continuation des cours en
Management de la qualité.
Le quotidien
de l’entreprise m’a appris certainement des notions
continument présentes de management, de responsabilité,
d’autonomie, de discipline, mais aussi de la collaboration du
travail en équipe, et du respect de l’ambiance de travail en
open space qui a
été toujours agréable.
A la fin de la
formation, suivie du stage, je vois cette
expérience vraiment enrichissante comme une réussite
aussi bien personnelle que professionnelle. Certainement,
l’expérience acquise au Master management de la qualité
à l’UTC et en ce stage chez ResMed valorisera mon parcours
professionnel permettant à l’avenir de nouvelles
opportunités pour
la construction d’une carrière comme Ingénieur Master en
management de la qualité.
[1]
Dispositifs médicaux - Systèmes de
management de la qualité - Exigences à des fins
réglementaires. NF EN ISO 13485. Paris : AFNOR, 2004, 75 p.
[2] Directive 93/42/CEE du Conseil du 14
juin 1993
relative aux dispositifs médicaux. Journal officiel des
Communautés européennes n° L 169 du 12/07/1993
http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=CELEX:31993L0042:FR:HTML,
consulté
le
23/04/2010
[3] Arrêté du 15 mars
2010 fixant les
conditions de mise en œuvre des exigences essentielles applicables aux
dispositifs médicaux, pris en application de l’article R.
5211-24 du code de la santé publique. Journal Officiel de la
République Française. Texte 49 sur 144 du 16/03/2010
http://www.legifrance.gouv.fr/affichTexte.do?cidTexte=JORFTEXT000021974462&dateTexte=&categorieLien=id
,
consulté
le
21/04/2010
[4] Décret no 2001-1154 du 5
décembre
2001 relatif à l'obligation de maintenance et au contrôle
de qualité des dispositifs médicaux prévus
à l'article L. 5212-1 du code de la santé publique
(troisième partie : Décrets). Journal Officiel de la
République Française. Numéro 284 du 7
Décembre 2001.
http://www.legifrance.gouv.fr/affichTexte.do?cidTexte=JORFTEXT000000222766&dateTexte=
,
consulté
le
21/04/2010
[5] Arrêté du 3 mars
2003 fixant les
listes des dispositifs médicaux soumis à l'obligation de
maintenance. Journal Officiel de la République
Française. n° 66 du 19 mars 2003 page 4848.
http://www.legifrance.gouv.fr/affichTexte.do;jsessionid=59B0DFE4A074567DC2FD85D1763C1E67.tpdjo05v_3?cidTexte=JORFTEXT000000228793&dateTexte=20100531,
consulté
le
21/04/2010
[6] 6 Sigma: principe de la
méthode et
perception de son usage, GOUSSEN Christian, RIPERT Fabien, GODIN
Gilles-Hervé, Projet d'Intégration, Mastère
Spécialisé Normalisation, Qualité, Certification,
Essai (NQCE) , UTC, 2006-2007, URL : https://www.utc.fr/master-qualite,
rubrique
«
travaux
»
,
N°
29.
[7] Amélioration de la
qualité des
réparations au Service Après Vente avec la
réduction du niveau d’OOBF – Nicole Tavares de Melo, Stage
professionnel de fin d’étude Master Management de la
Qualité, 2009-2010. Université de Technologie de
Compiègne, https://www.utc.fr/master-qualite/,
rubrique
«
Travaux
»,
N°
132
[8] Suporte Ventilatório
não invasivo
com pressão positiva. II Consenso Brasileiro de
Ventilação Mecânica. Antonio Carlos M Duarte, Paulo
Henrique E Oliveira, Guilherme Schettino,
http://www.inspirar.com.br/img_insp/IIcbvm.pdf,
consulté
le
11/05/2010
[9] Ventilação
mecânica:
princípios, análise gráfica e modalidades
ventilatórias. Jornal Brasileiro de Pneumologia. J. bras.
pneumol. vol.33 suppl.2 São Paulo July 2007 Carlos Roberto
Ribeiro de Carvalho; Carlos Toufen Junior; Suelene Aires Franca
[10] Les impacts des
décharges
électrostatiques sur les cartes électroniques -
INTEL ESD/EOS 2000 Packaging Databook
http://www.intel.com/Assets/PDF/pkginfo/ch_06.pdf
, consulté le
15/03/2010
[11] Bekaert consultants,
société de
consultant spécialisée dans la mise en place de projets
Six-Sigma dans les entreprises. http://www.bcfconsulting.com,
consulté
le
02/03/2010
[12] Qualité online, portail
web informatif
sur le Management de la qualité :
http://www.qualiteonline.com/rubriques/rub_3/dossier-42.html
,
consulté le 05/05/2010
[13] Fichiers des cours, M. Gilbert
Farges,
Docteur-ingénieur, Master Management de la qualité.
Consulté le 05/05/2010
[14] Cours de qualité, M.
Rémi
BACHELET, Maître_de_conférences,
Ecole_Centrale_de_Lille http://rb.ec-lille.fr/Cours_de_Qualite.htm.
Consulté
le
10/05/2010
[15] ISixSigma – Cabinet de conseils
et portail Web
d’informations sur la méthode Six Sigma :
http://www.iSixSigma.com/index.php
, consulté le 02/03/2010
[16] Site web de ResMed, http://www.resmed.com,
consulté le 05/05/2010