Les machines de la gamme VS
sont des ventilateurs barométriques (à pression préréglée)
et volumétriques (à volume préréglé). Ces ventilateurs
comportent des paramètres à régler respectivement pour
maintenir la pression des voies respiratoires pendant la
phase inspiratoire, et pour délivrer au patient, le volume
courant prescrit. Cette gamme comprend les produits
Serena, Integra, Ultra et VSIII qui sont réparés à ResMed
Paris mais conçus au siège du groupe à Sydney

Figure 6: La gamme VS [16]
Elisée 150
L’Elisée 150 est un ventilateur à usage domicile qui
facilite la rééducation des fonctions respiratoires du
patient. Il destiné à la ventilation adulte et
pédiatrique.

Figure 7: Elisée 150[16]
Elisée 250
L’Elisée 250 est un ventilateur destiné aux transports et
aux urgences. Il possède des fonctions clés de monitorage,
de ventilation et une interface simplifiée pour
l'utilisateur. Ce type d’appareil a des performances
identiques à celles d’un appareil de réanimation.

Figure 8: Elisée 250[16]
Elisée 350
L’Elisée 350 est un ventilateur universel configurable
pour la ventilation adulte ou pédiatrique. Il comporte des
fonctions adaptées aux soins intensifs en milieu
hospitalier.

Figure 9: Elisée 350[16]
Les produits de ResMed sont utilisés par plus de 100,000
patients ventilés dans le monde. En France, de nombreux
partenariats sont signés par l’entreprise avec des centres
hospitaliers clients du groupe, des universités et
associations françaises pour la distribution et le
développement des ventilateurs.
retour sommaire
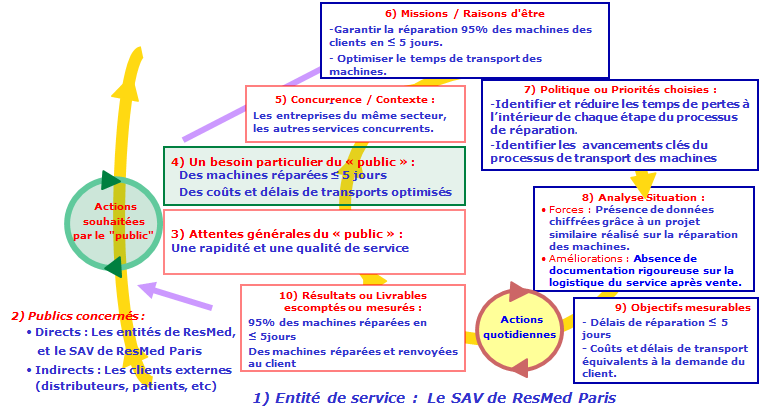
2-CLARIFICATION DU
PROJET
a-Contexte,
Enjeux, Problématique et Objectifs du Projet
Contexte
De nombreux projets Six Sigma réalisés par le passé tels
que la réduction des défauts de fabrication des machines
(Out Of Box Failure), et la diminution du temps de charge,
décharge et endurance des batteries internes des
ventilateurs, ont abouti à l’optimisation des processus
internes de l’entité ResMédienne.
Un récent projet basé sur la même méthodologie et visant à
améliorer la productivité du Service Après Ventes a permis
à l’entreprise de réduire le temps de réparation de ses
machines sans expertise (device repair lead time without
expertise) de manière considérable en l’intervalle d’un an
et demi. Le succès d’un tel travail a conduit à une
satisfaction optimale de la clientèle, voire une
reconnaissance de la part des clients, pour les efforts
effectués dans la démarche de l’amélioration continue
(voir schéma suivant).
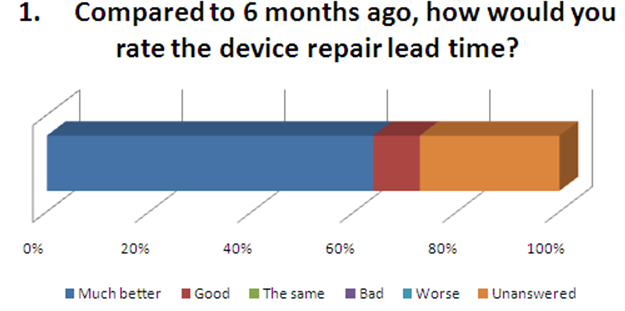
Figure 10: Extrait de la Voix du Client[17]
retour sommaire
Face à ce constat,
ResMed Paris renouvelle son souhait de continuer à
réduire davantage le temps de réparation de ses
ventilateurs en interne, et analyser d’un point de
vue extérieur à l’entreprise, la chaine logistique
du transport de ces machines en provenance et à
destination des clients.
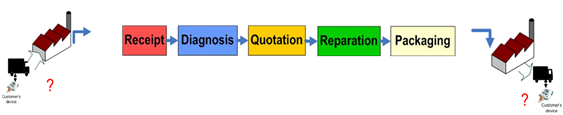 Figure 11: Cartographie du processus de
réparation total client à client
Figure 11: Cartographie du processus de
réparation total client à client[
18]
Le schéma ci-dessus représente bien les deux
objectifs du stage à savoir réduire le temps de
réparation des machines, et analyser les délais
de transport de ces dernières. Pour la partie
logistique, l’idée est de comprendre ce qui se
passe avant que le SAV ne réceptionne les
machines, et après réparation de ces mêmes
machines, de manière à améliorer le processus
global (réparation et transport des machines).
La gestion des flux physiques et d’informations
est parfois perçue par les entreprises (en
particulier hors secteur logistique) comme étant
complexe car elle nécessite la recherche de
solutions optimales pour le client et par
conséquent, la maitrise d’un ensemble d’étapes
qui ne sont pas forcément au préalable sous le
contrôle de l’organisation. Les transporteurs
utilisés par les clients pour faire parvenir
leurs machines à ResMed Paris sont différents
les uns des autres, avec des tarifs qui varient
selon leurs modes de fonctionnement. De la même
manière, le transporteur utilisé par le SAV pour
retourner les machines réparées aux clients a
une certaine manière de procéder qui peut être
autre que celle des concurrents. Ce constat
indique que ResMed Paris interagit avec des
structures externes à multiples facettes.
Pourtant, le discernement des opérations
logistiques est important pour l’entité car son
impact n’est pas négligeable sur le temps total
de réparation des machines du point de vue du
client (Elapsed time to repair customer to
customer), c'est-à-dire le temps de réparation
et le temps de transport des machines.
Enjeux
L’amélioration continue des processus est un des points
clés à considérer par le groupe ResMed pour faciliter ses
activités commerciales [19].
A Paris, l’entité du groupe s’aligne sur cette même vision
à travers la mise en place de nombreux projets visant à
consolider ses performances opérationnelles. La réduction
du temps de réparation des ventilateurs à moins de 7 jours
est bénéfique car elle permettra à l’entreprise d’une part
de diminuer davantage les pertes de temps entre les
processus tel que cela avait été fait grâce au précédent
projet et d’autre part d’accroitre la satisfaction de ses
clients.
AVANT 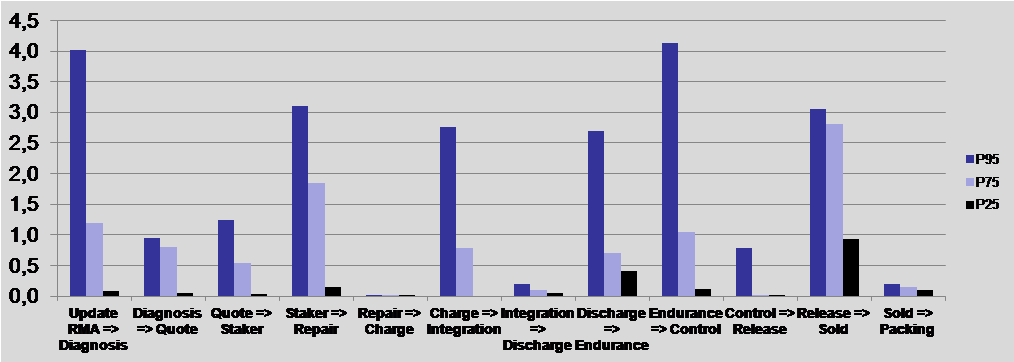
APRES 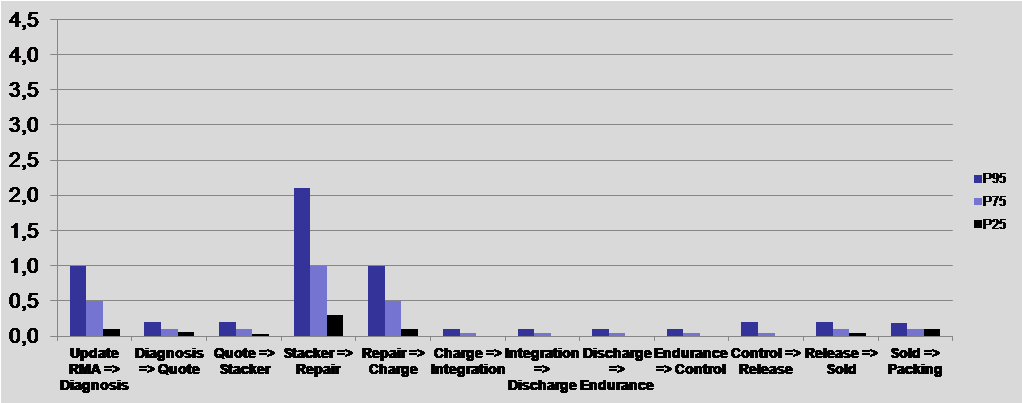
Figure 12:
Représentation des temps de pertes du projet ETTR ≤14
jours[20]
Par ailleurs, pour être plus compétitive sur le marché, il
est nécessaire pour la structure d’analyser toutes les
activités extérieures qui peuvent avoir un impact sur ses
opérations internes, en particulier sur le plan
logistique. En effet il ne serait pas intéressant pour
l’entreprise de diminuer aujourd’hui le temps de
réparation des ventilateurs en interne si les délais de
réception et d’expédition de ces machines en externe ne
sont pas maitrisés ou sont largement au-delà du temps
alloué à la réparation des machines.
Problématique
La réalisation du projet du stage soulève deux
considérations :
Le SAV de ResMed Paris souhaite analyser les étapes du
point de vue logistique qui se déroulent entre l’envoi des
machines par un client au SAV, et de l’expédition de ces
mêmes machines réparées à la réception par l’envoyeur
initial.
L’idée est de mettre en place des mesures pour estimer la
variabilité du temps de transport des machines par
différents transporteurs ainsi que les coûts impliqués
afin d’orienter les clients dans leur choix.
ResMed Paris souhaite réduire de 7 à 5 jours puis
stabiliser le temps de réparation de sa gamme de
ventilateurs en l’occurrence Elisée, VS, et Eole.
Objectifs du projet
La réalisation du projet
Six Sigma actuel a pour objectifs :
- De mettre en place des mesures pour
estimer le temps de transport minimum et maximum des
machines avant la réception au SAV et après la
réparation afin de faire part aux clients, de
propositions commerciales basées sur des études
concrètes réalisées.
- D’améliorer en l’intervalle de 6
mois, le temps de réparation des ventilateurs (VS,
Elisée, Eole) du Service Après Ventes pour satisfaire
davantage les clients et augmenter le chiffre d’affaire
de l’entreprise.
NB : Cette deuxième
partie du projet ne sera pas élaboré dans ce mémoire
car elle n’a pas encore commencée.
b-QQOQCP
Afin de rendre les deux problématiques du projet plus
compréhensibles, deux QQOQCP ont été réalisés : un pour
l’objectif de l’analyse de la chaine logistique du SAV et
l’autre pour la réduction du temps de réparation des
machines.
- 1er QQOQCP : Analyse de
la chaine logistique
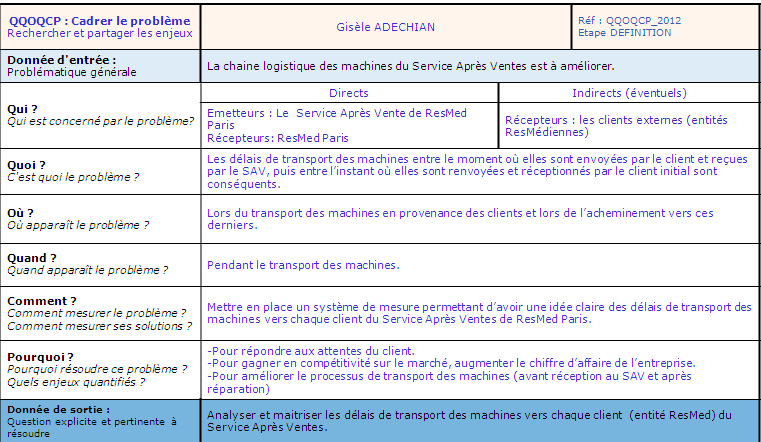 Figure 13: QQOQCP de la chaîne logistique du SAV
Figure 13: QQOQCP de la chaîne logistique du SAV[
18]
- 2ème QQOQCP :
Réduction du temps de réparation des machines du SAV
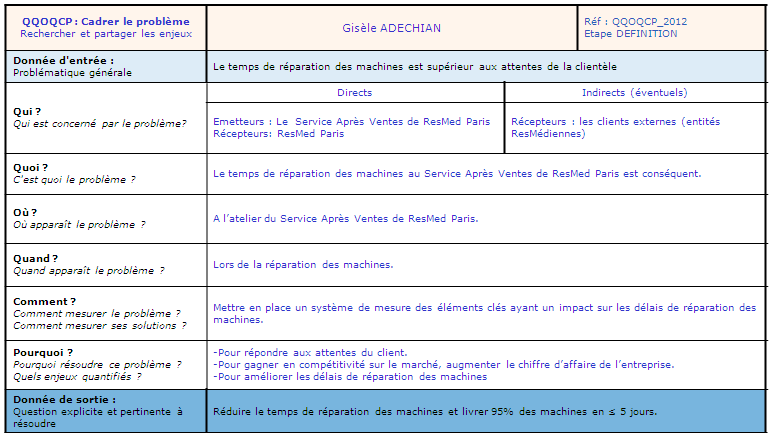
Figure 14: QQOQCP de la réduction du temps de
réparation des machines du SAV[18]
retour
sommaire
c- Planification
Dynamique Stratégique
Dans le but de bien clarifier la problématique du projet,
la planification dynamique stratégique ci-dessous a été
réalisée.
Etant donné que la planification dynamique stratégique
positionne l’activité du projet, les deux objectifs à
réaliser durant la mission du stage ont été regroupés en
un seul schéma de manière succincte et compréhensible.
Figure 15:
Planification Dynamique Stratégique[
18]
d-Analyse des
risques-projet
Lors de la réalisation d’un projet, des risques peuvent
subvenir. Pour les anticiper, il a fallu lister chaque
risque pouvant avoir un impact sur le projet, puis
déterminer son importance grâce au produit de sa gravité
(G), de sa probabilité d’apparition (A), et de sa
probabilité de non-détection (D). Les valeurs 1, 3 et 9
ont été attribuées à chaque critère du risque. Le taux de
criticité obtenu est le rapport de la criticité du risque
par la criticité totale, exprimée en pourcentage.
- Diagramme des risques-projet pour la mission
analyse de la chaine logistique
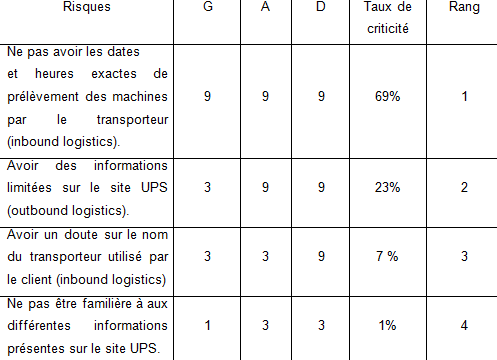
Figure 16: Analyse de la criticité des risques (chaîne
logistique du SAV)[
18]
Une fois que la criticité des critères du risque a été
déterminée, il a lieu de trouver des alternatives à
l’émergence des risques.
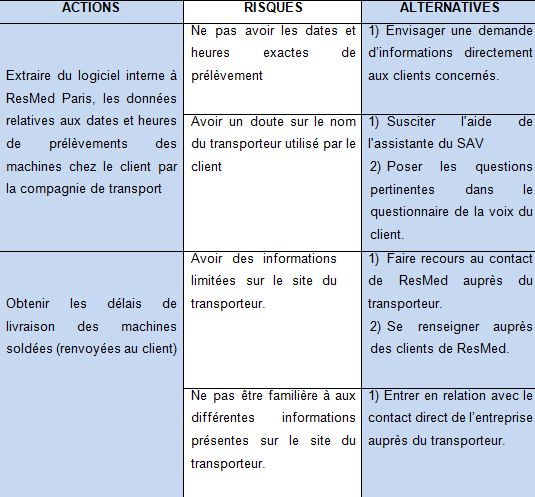 Figure 17: Analyse de la criticité des risques
(chaîne logistique du SAV)
Figure 17: Analyse de la criticité des risques
(chaîne logistique du SAV)[
18]
- Diagramme des risques-projet pour la réduction de
l’ETTR
Bien que la deuxième mission
du stage relative à la réduction du temps de réparation
des machines n’ait pas encore débuté, une analyse des
risques a été réalisée de manière à anticiper en amont
tous les risques potentiels pouvant affecter cette partie
du projet.
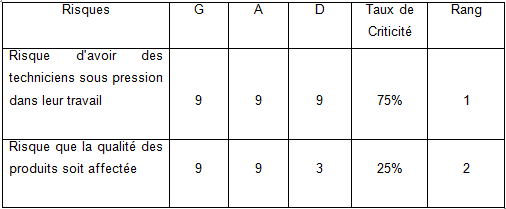 Figure 18: Analyse de la criticité des
risques (ETTR ≤ 5jours)
Figure 18: Analyse de la criticité des
risques (ETTR ≤ 5jours)[
18]
Comme la première partie du projet, une fois les risques
priorisés, il faut pouvoir anticiper les alternatives
aux risques-projet.
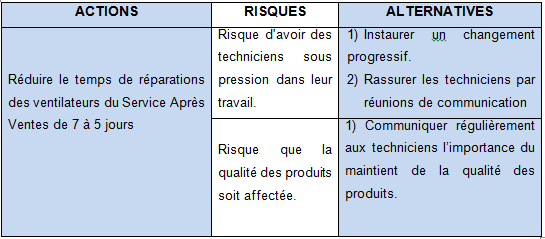 Figure 19: Analyse de la criticité des risques
(ETTR ≤ 5jours)
Figure 19: Analyse de la criticité des risques
(ETTR ≤ 5jours)[
18]
CHAPITRE
II : PRESENTATION DES MISSIONS DU STAGE ET DE LA
METHODOLOGIE DE GESTION DE PROJET LEAN SIX SIGMA
1-LES MISSIONS DU
STAGE
a-Analyse de la
chaîne logistique du Service Après Ventes
La première mission du stage
attribuée porte sur l’analyse de la logistique,
c'est-à-dire, des délais de transport des ventilateurs du
SAV. Ce volet du projet consiste à déterminer puis
comprendre :
- Le temps écoulé entre le moment où le
client crée informatiquement une demande de numéro
client (Electronic-RMA) pour l’envoi de sa machine à
ResMed Paris, et le moment où cette dernière est reçue au
Service Après Vente. Le spectre de cette mission se limite
à considérer le client exclusivement en tant qu’entités
ResMédiennes.
-
L’intervalle de temps entre l’instant où la machine
réparée quitte le SAV et le moment où elle est reçue par
l’envoyeur initial.
L’objectif de ce travail est d’améliorer le processus de
transport des produits de l’atelier qui constitue jusqu’à
présent une activité externe à ResMed Paris et gérée par
des compagnies tiers.
b-Amélioration de la
productivité du Service Après Ventes
Cette mission du projet qui n’a pas encore débutée
consiste à réduire de 7 à 5 jours, le temps de réparation
des ventilateurs de la gamme Elisée, Eole, et VS. Cette
partie du projet est une continuation d’un projet qui
avait débuté il y a 2 ans. L’objectif de la réduction de
l’ETTR (Elapsed time to repair), est l’amélioration du
processus de réparation actuel de l’atelier.
retour
sommaire
2-LA METHODOLOGIE DE
GESTION DE PROJET : LE LEAN SIX SIGMA
Le Lean management
Le Lean est à la base, une
méthode qui tire son origine de l’industrie japonaise
Toyota. Utilisée par certaines organisations (General
Electrics, Toyota, Motorola, etc) à la fin du vingtième
siècle, il a permis à ces structures de réaliser de
nombreux succès et de se démarquer des autres concurrents.
En effet, la réussite associée à l’utilisation de ce
système de production réside dans l’aptitude des
entreprises à s’améliorer en permanence et à se montrer
réactif aux changements environnementaux[21].
L’accroissement des exigences du client, l’augmentation de
la compétitivité et la nécessité de réduire les coûts, les
cycles et délais de production poussent de plus en plus de
sociétés à inclure le Lean dans leur mode de production
opérationnelle.
Au Service Après Ventes de ResMed Paris, le Lean est
inclus dans les activités au quotidien des techniciens à
travers l’outil du 5S (Seiri, Seiton, Seiso, Seikeitsu,
Shitsuke, en français : débarrasser, ranger, nettoyer,
ordonner, être rigoureux).
Le 5S est une méthode qui vise à garantir un meilleur
environnement de travail pour les opérateurs et faire du
lieu de travail, un endroit propre et sécurisé.
C’est grâce au Lean management par exemple que la salle
d’endurance du SAV, c'est-à-dire l’endroit où les machines
effectuent leurs cycles de charge, décharge et endurance
de batteries.
Avant la réorganisation de la salle d’endurance,
le constat était le suivant :
- Pas de
système de minuterie pour évaluer le temps du cycle de la
machine
- Absence d’un système de management
visuel pour identifier l’étape d’avancement des machines
retour sommaire
Après
un réaménagement de la salle, le résultat est le
suivant :
- Mise en
place d’une minuterie
- Présence d’un système de management
visuel grâce à un ordinateur placé au centre de la salle
et qui répertorie l’ensemble des machines de la salle,
leur état d’avancement, leur emplacement à travers
un numéro
d’attribution unique. le nombre de jours qu’elles ont déjà
effectuées dans le processus global de réparation, etc.
- Une augmentation de 60% de la capacité
de la salle d’endurance.
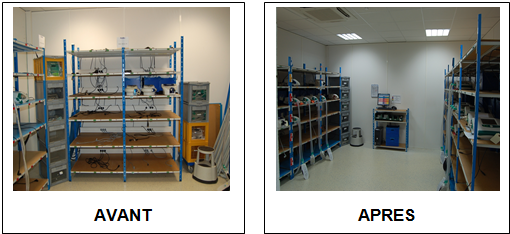
Figure 20: Impact du Lean dans le réaménagement de
la salle d'endurance[20]
L’objectif du Lean est de
réduire toutes les activités à non valeur ajoutée pour le
client de manière à diminuer les pertes de temps,
améliorer les flux de production et accroitre ainsi,
l’efficience de l’organisation.
Par ailleurs, grâce au Lean, le Service Après Ventes de
ResMed Paris a pu mettre un place un système de management
visuel qui permet de visualiser sans être à l’atelier,
l’étape du processus de réparation à laquelle se trouve
une machine par exemple.
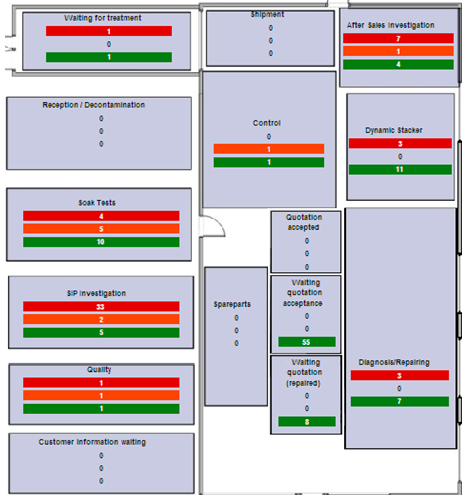 Figure 21: Le management visuel: un principe du
Lean
Figure 21: Le management visuel: un principe du
Lean[
20]
Le Six Sigma
Le terme « Six Sigma » est une appellation grecque
dont « Sigma » signifie « Ecart type ».
L’Ecart type est en fait une manière statistique de
décrire le nombre de variations qui existent dans une
série de donnée, un groupe d’éléments ou un processus
(toute activité ou groupes d’activités qui
transforme(nt) une donnée d’entrée en donnée de sortie
en y apportant une valeur ajoutée[
22]).
Un certain nombre de Sigma est révélateur du nombre de
défauts susceptibles d’apparaitre tout au long d’un
atelier de production, d’une chaine de transaction, etc.
Par exemple, un processus de 3 Sigma a un taux de
défauts de 6,7% alors que celui du 6 Sigma a moins de 4
défauts par millions d’opportunités[
23].
Le niveau de Sigma à l’échelle six est une indication
d’une meilleure performance de l’entreprise, une réponse
aux espérances croissantes des clients et à la plus
grande complexité des produits et des processus.
Le Six Sigma, dérivé du Plan Do Check Act de la roue de
Deming, est une méthode de gestion de projet et
d’amélioration de la qualité qui repose sur une approche
de définition et de résolution du problème en utilisant
des données quantifiables.
Développée par l’entreprise Motorola en 1980 puis repris
par General Electric, il permet d’améliorer la
satisfaction de la clientèle en réduisant la variabilité
des processus au sein d’une organisation. Le principe
repose sur la thèse selon laquelle un processus n’est
maitrisé que lorsqu’il est « sous contrôle
statistiques».
Certaines entreprises utilisent le Six Sigma pour de
nombreuses raisons dont quelques unes sont élaborées
dans la figure suivante.
- Le Six Sigma : une méthodologie qui se
focalise sur le client
Le principe de base sur lequel repose la méthodologie du
Six Sigma, est l’identification des besoins du client en
vue de les satisfaire. Pour ce faire, une enquête de
satisfaction que constitue la voie du client est
organisée pour discerner les attentes de la clientèle de
l’entreprise.
- Une méthodologie testée avec succès par de
grandes entreprises pionnières en la matière
Le Six Sigma a été initié par l’entreprise Motorola dans
les années 1980 puis testé par de nombreuses autres
entreprises telles que General Electric, Allied signal,
Texas Instruments, etc pour répondre simultanément à la
problématique de la satisfaction du client et de la
compétitivité de l’organisation.
Les nombreux bénéfices réalisés il y a quelques années
par les entreprises qui ont essayé cette méthode sont
résumés dans le tableau ci-dessous et expliquent
l’engagement et le dévouement de certaines structures
aujourd’hui telles que ResMed Paris à renouveler ce
principe de fonctionnement.
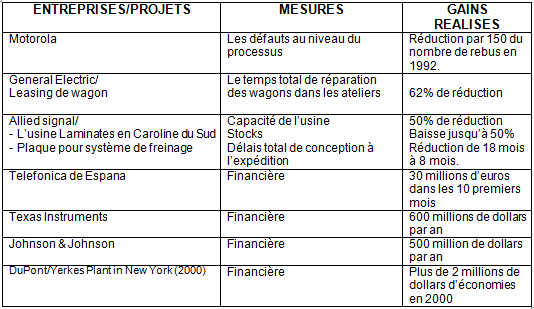 Figure 22: Quelques succès du Six Sigma
Figure 22: Quelques succès du Six Sigma[
24]
- Le Six Sigma permet d’obtenir des améliorations
dans le temps
Le Six Sigma s’inscrit dans une démarche d’amélioration
continue car elle permet de mettre en place des actions
de contrôle visant à garantir un progrès sur le long
terme. C’est la principale caractéristique qui la
différencie des autres méthodes d’amélioration de la
performance.
- Le Six Sigma utilise des données quantitatives
et statistiques pour réduire la variation du
processus
L’amélioration d’un processus est possible grâce à la
mise en place de mesures, qui, une fois analysées,
permettront d’identifier les sources de progrès. Le Six
Sigma facilite cette analyse car il se base sur
l’utilisation des données chiffrées pour quantifier
toute amélioration. De plus, la règle de base du Six
Sigma, c’est que toute source de variation peut être :
- Identifiée
- Quantifiée
- Eliminée ou contrôlée[
25]
- Le Six Sigma : une méthodologie qui utilise une
boite à outils de la qualité[26]
Le Six Sigma fait usage de nombreux outils de la qualité
tels que la cartographie des processus, l’AMDEC, le
diagramme de cause à effet, le diagramme de Pareto, etc,
pour parvenir à des résultats concrets et précis.
Le Six Sigma, outre les nombreux avantages qu’il
possède, est aussi critiqué sur certains points
notamment sur le fait que la méthode nécessite
l’utilisation systématique de données chiffrées pour
améliorer la performance d’un processus. Or, il se
pourrait que certains projets aient abouti sans avoir
recours à des informations quantifiables.
LE DMAIC
La méthodologie du Six Sigma est structurée selon cinq
étapes qui portent l’acronyme anglo-saxon DMAIC (Define,
Measure, Analyse, Improve, Control) qui signifie en
français Définir, Mesurer, Analyser, Améliorer, et
Contrôler. Le DMAIC constitue une feuille de route pour
la résolution des problèmes qui affectent la qualité et
la productivité de l’entreprise.
Chaque étape de l’acronyme est expliquée dans les
paragraphes suivants :
Phase de Définition (Define)
La première phase de la méthodologie Six Sigma consiste
à définir la problématique du projet. Pour y parvenir,
il faudrait d’abord reconnaitre en amont qu’il existe un
problème qui nécessite d’être clarifié. L’objectif de
cette étape préliminaire qui se déroule avant la phase
de définition, est de mettre en lumière les zones
d’ombres ou sources potentielles de l’insatisfaction de
la clientèle.
Une fois l’étape de la reconnaissance effectuée, il faut
définir le problème qui se pose en identifiant les
besoins du client. De nombreux moyens existent pour
détecter les attentes du client. Au nombre de ceux-ci
figurent, les enquêtes clients, les remontées
d’informations du personnel en contact avec la
clientèle, la baisse de la vente de certains produits de
l’entité, etc.
- Définir le besoin du client
- Définir les données mesurables
- Définir l’objet de l’étude
- Clarifier les objectifs à atteindre
- Définir le périmètre du projet
- Etablir une stratégie de résolution du problème
- Réaliser une charte de l’équipe afin d’identifier les
différents acteurs du projet
Une cartographie des processus indiquant les
différents acteurs impliqués dans le projet
A la fin de cette étape, un planning est établi pour
délimiter les dates de début et de fin de chaque action
du projet.
Phase de Mesure (Measure)
Cette deuxième phase consiste à recueillir les données
pertinentes de la situation actuelle et mesurer les
variations qui existent dans le processus.
Cette étape permet de se poser des questions clés à
savoir :
- Quelles données existent et
lesquelles sont utiles ?
- Comment les rassembler et les
mesurer ?
Cette phase permet de définir l’outil de mesure, les
éléments clés du processus et la manière dont on va les
mesurer.
La cartographie des processus, le diagramme de cause à
effets, les cartes de contrôle, le diagramme de Pareto,
le gage R&R (répétabilité et reproductibilité).
La phase Mesure permet de discerner les variables qui
ont un impact sur le processus et qui peuvent permettre
d’expliquer le problème rencontré.
Phase d’Analyse (Analyze)
Cette phase consiste à analyser les données mesurées de
l’étape précédente afin d’identifier les causes du
problème d’un point de vue statistique.
Le but de cette phase est de déterminer et
comprendre les causes premières (principales) qui
sont à l’origine des variations observées dans le
processus.
Le diagramme d’ISHIKAWA, l’AMDEC, les 5 Pourquoi,
l’Analyse de Variance (ANOVA), les graphiques de
saisonnalité des données, l’analyse de la normalité de
la courbe.
Les tests effectués qui permettent de confirmer les
dysfonctionnements observés dans le processus.
Phase d’Amélioration (Improve)
Cette phase consiste à mettre en place les solutions
retenues (efficaces) en vue d’améliorer le processus.
Cette étape vise à élaborer, mettre en place et valider
les principales solutions retenues.
Les outils du Lean (Kanban, le 5S, etc.)
S’assurer que les actions mises en œuvre permettent
d’éradiquer les causes détectées.
Phase de Contrôle (Control)
Cette étape permet de surveiller et d’évaluer les
résultats mis en place.
Il s’agit de vérifier si les variables identifiées
précédemment dans la démarche, permettent de résoudre le
problème rencontré.
La phase de Contrôle vise à constater les améliorations
entre la situation initiale et le résultat actuel
obtenu.
3-POURQUOI UNE
METHODOLOGIE LEAN SIX SIGMA ?
Le Lean permet de réduire les gaspillages, soit toute
activité qui n’aboutit pas à la création d’un produit ou
d’un service au client[
27].
Dans ce projet, le Lean sert à réduire les délais de
transport des machines. Le Six Sigma sert à diminuer la
variabilité d’un processus. La mise en synergie de ces
deux éléments est très bénéfique pour toute entreprise y
compris pour le SAV de ResMed Paris car certaines pertes
(temps d’attentes, par exemple) dans une chaine de
transport peuvent être source de variation d’un
processus. Le Lean et le Six Sigma sont à utiliser de
manière complémentaire si l’organisation souhaite
améliorer sa performance et renforcer son avantage
compétitif [
28]. En effet,
la satisfaction des clients à travers l’excellence
opérationnelle sont des objectifs communs à ces deux
méthodes.
De plus, le Lean Six Sigma a été choisie car c’est une
méthode structurée qui se base sur des outils qualité et
statistiques pour obtenir des résultats espérés.
D’autres apports positifs résultants de l’articulation
du Lean et du Six Sigma sont résumés dans le tableau
suivant :
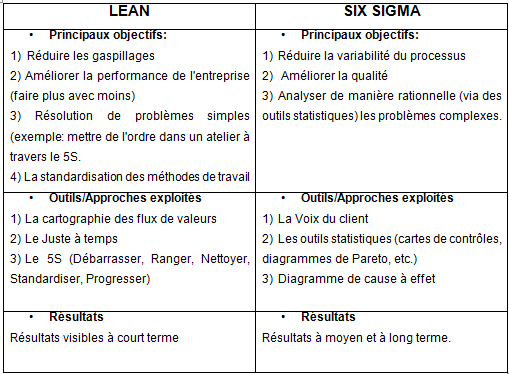 Figure 23: Approche complémentaire du Lean et
du Six Sigma
Figure 23: Approche complémentaire du Lean et
du Six Sigma[
18]
Parmi les options possibles
de méthodologies qui visent à promouvoir une amélioration
continue et une optimisation des processus au sein d’une
entreprise, on distingue une démarche optionnelle du Lean
Six Sigma (le DMADV), et d’autres types de méthodologies
qui peuvent être comparées au Lean Six Sigma.
Le Lean Six Sigma se base sur deux démarches de résolution
de problèmes :
- Le DMAIC (Define, Measure, Analyse,
Improve, Control) : Il vise à améliorer les produits et
services existants dans une entreprise à travers une
démarche méthodique de résolution de problème.
- Le DMADV (Define,
Mesure, Analyse, Design, Verify) : Il est issu du DFSS
(Design For Six Sigma), une approche de résolution de
problème, le DMADV qui signifie en français, Définir,
Mesurer, Analyser, Concevoir, et Vérifier, est utilisé
pour des projets Six Sigma d’innovation ou de conception.
Il couvre un ensemble de spectres allant de la Voix du
Client au lancement du produit ou service.
Le choix de gestion de ce projet a été porté vers le DMAIC
et non vers le DMADV car il existe déjà à ResMed, un
processus logistique et de réparation des machines qu’il
faut améliorer.
Outre cette démarche du Lean Six Sigma, d’autres
méthodologies d’amélioration de la performance en
entreprise existent également mais elles ne sont pas
complètes comparées au Lean Six Sigma. Ces méthodologies
sont résumées dans le tableau suivant :
retour sommaire
CARACTERISTIQUES
|
LEAN SIX SIGMA
|
THEORIE DES
CONTRAINTES
(TOC)
|
MANAGEMENT DE LA
QUALITE
TOTALE
(TQM)
|
Années des
toutes premières utilisations de la méthode
|
Fin des années
1980 et 1990
|
1984
|
1980
|
Eléments de
focalisation
|
-
Résolution des problèmes
- Amélioration des flux
|
Elimination
des
contraintes du système
|
Réduction
des variations, qualité des processus et produits
|
Fondements de la
méthodes
|
-
Un problème existe et peut être quantifié de
manière statistique
- Amélioration du
système (ensemble de processus si toutes
les variations sont éliminées)
|
-
Utilisation du
système existant
- Accent mis sur la rapidité et le volume
|
Large
mobilisation de tout le personnel d’une entreprise
pour satisfaire le client.
|
Avantages
|
-Optimisation
des flux
(matériels, informations)
-Elimination des
activités sans
valeurs ajoutées
- Réduction des
variations
- Implication des
ressources humaines
|
-Concentration
sur
tout mécanisme
ayant un lien avec les contraintes du
système
|
-Implication
de tous les départements de l’entreprise
-Réduction des
variations pour
améliorer la qualité
|
Inconvénients
|
Amélioration des
processus de
manière indépendante
|
Implication minimum
du personnel[29] |
Nécessite que tous
les départements de l’entreprise acceptent le
changement[30] |
Figure 24: Comparaison des méthodes d'amélioration
de la performance[
27]
Le tableau précédent
montre que le Lean Six Sigma est une méthodologie plus
récente que les autres méthodologies d’amélioration de
la performance de l’entreprise, et elle est complète
dans le sens où elle intègre les insuffisances des
méthodes précédentes. Ce qui explique le parti pris du
Lean Six Sigma pour la gestion de ce projet.
Les avantages du Lean Six Sigma par rapport aux autres
démarches qualité sont :
- Une organisation dédiée : Le Lean
Six Sigma utilise les talents de personnes compétentes
en gestion de projet et en démarche qualité. Parmi ces
ressources humaines clés, on distingue le Green Belt,
le
Black Belt et le Master Black Belt (il
possède l’expérience la plus étendue sur des projets
Lean Six Sigma).
- Une méthodologie par étapes pour
résoudre un problème qui est celle du DMAIC.
- Une culture de la mesure[
31] : Le Lean Six Sigma utilise
les outils statistiques tels que les cartes de contrôle
par exemple pour déterminer la variabilité du processus.
5-LE
PROJET DE STAGE
La conduite du projet s’est
déroulée suivant la méthodologie du Six Sigma divisée en 5
phases.
Etant donné que le projet contient deux missions
différentes et que la deuxième n’a pas encore débuté pour
des raisons de priorités des missions, une première
démarche DMAIC consacrée au premier volet du stage (partie
logistique) sera expliquée puis une deuxième démarche
DMAIC énoncera des plans d’action à la résolution de
l’autre problématique (réduction du temps de réparation
des machines).
- Démarche
DMAIC de l’analyse de la chaine logistique du SAV
PHASE DE
DEFINITION (DEFINE)
Le but de cette phase est de :
- Définir les objectifs de l’étendue du
projet
- Clarifier le processus à
améliorer
La phase de Définition (Define) est la première étape
d’une démarche DMAIC, mais pour définir le problème que
rencontre le SAV sur le plan logistique de ses machines,
il faut d’abord reconnaitre qu’il existe bien un problème.
En effet, aujourd’hui, lorsque les clients du SAV (dans
notre cas, les entités ResMédiennes) souhaitent envoyer
leur machine à réparer, ils doivent se connecter au
portail de ResMed Paris et créer ce qu’on appelle un ERMA
c'est-à-dire, une demande d’attribution d’un numéro client
pour chaque machine à réparer qui sera envoyée.

Figure 25: Processus de transport des machines avant
réparation[18]
retour sommaire
Le problème c’est qu’on ignore à ce jour, ce qui se passe
entre le moment où le client crée l’ERMA pour envoyer sa
machine, et le moment où cette dernière est reçue au SAV
(DRECEP). Est-ce un intervalle de temps lié au
transporteur ou est-ce le client qui retient la machine
pendant un certain nombre de jours avant de la remettre au
transporteur? Le but de cette partie du projet est de
comprendre ce processus.
De plus, le projet a pour but de connaitre les délais de
livraison d’une machine entre le moment où elle est
réparée (FPACK), et le moment où elle est reçue par le
client (Delivery time).

Figure 26: Processus de transport des machines après
réparation[
18]
retour sommaire
Le diagramme suivant résume
la problématique de la logistique qui se pose aujourd’hui
au SAV de ResMed Paris avant réception des machines
(circuit en rouge) et après réparation (circuit en vert).
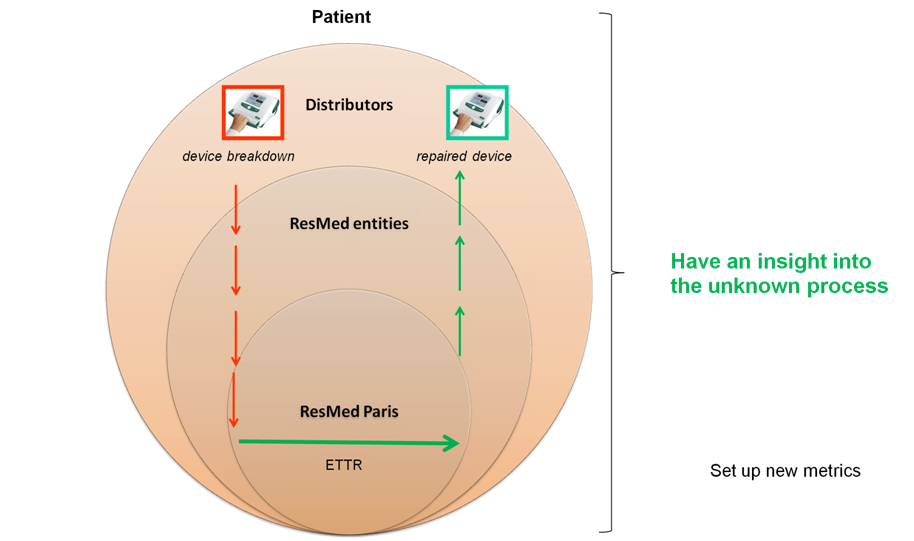
Figure 27: Représentation du flux de transport des
machines du SAV[18]
retour sommaire
Supposons qu’une machine d’un distributeur des produits de
ResMed ne fonctionne pas (flux en rouge). Ce dernier devra
l’envoyer d’abord à une entité ResMédienne qui l’enverra
ensuite à ResMed Paris pour réparation. Une fois la
machine réparée (flux en vert), elle transite à nouveau
via une entité du groupe avant d’atteindre l’envoyeur
initial de la machine qui est en fait le réel client. La
stratégie du projet à court terme est de comprendre le
processus de transport des machines entre les entités du
Groupe et ResMed Paris. A long terme, la stratégie du
projet sera de démontrer qu’il est préférable d’un point
de vue économique et de gain de temps, que les
distributeurs clients du SAV, envoient leurs machines à
réparer directement à Paris sans transiter par une entité
tierce.
ResMed Paris n’ayant pas de contact direct avec ses
distributeurs pour le moment, ce projet traite uniquement
de l’analyse du temps de transport des machines entre
entités ResMédiennes et le SAV de ResMed Paris.
Une fois avoir reconnu qu’un problème existe, il faut le
définir. C’est dans cette optique qu’une charte projet a
été réalisée afin de délimiter le spectre du travail
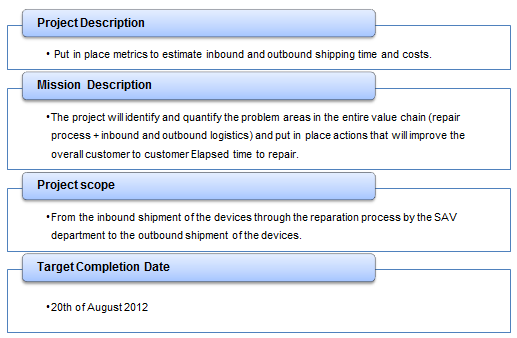
Figure 28: La charte projet[18]
retour
sommaire
Une fois la charte projet
réalisée, une charte de l’équipe a été mise en place pour
identifier tous les acteurs impliqués dans le projet.
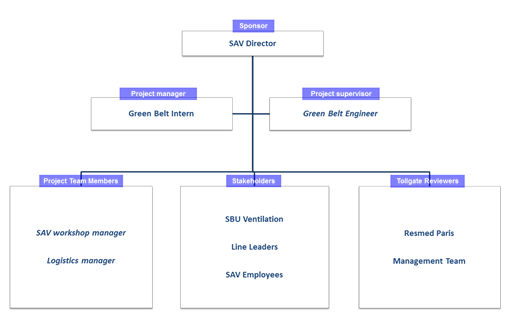 Figure 29: La charte de l'équipe
Figure 29: La charte de l'équipe[
18]
Suite à la charte de
l’équipe, un SIPOC (Supplier Input Process Output
Customer) a été effectué. Le but du SIPOC qui signifie en
français Fournisseurs, Entrées, Processus, Sorties,
Clients, est de décrire d’un point de vue global, le
processus qui doit être amélioré.
Le premier objectif du
projet vise à améliorer la partie encerclée du SIPOC.
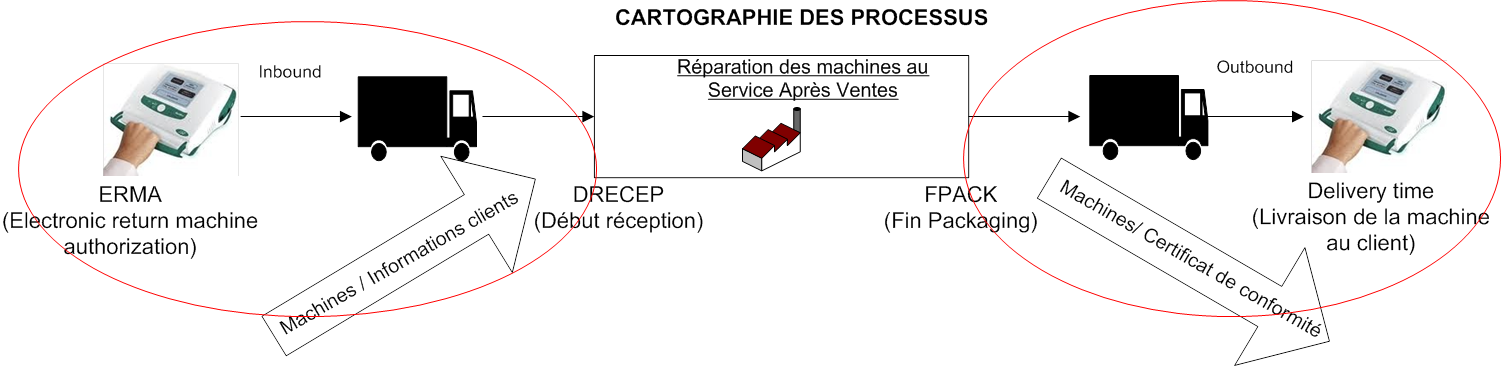 Figure 30: Le SIPOC
Figure 30: Le SIPOC[
18]
retour sommaire
Ensuite, une enquête client
a été effectuée par voie électronique, afin de discerner
les attentes de ces derniers. Il convient de rappeler que
dans un projet DMAIC, on distingue deux types de clients :
- Les
clients internes à la société et qui ont un intérêt pour
le succès du projet.
- Les clients externes à l’entreprise
qui sont ceux qui achètent les produits ou services de
l’organisation.
Pour les clients externes à l’entreprise, un questionnaire
a été réalisé suivant une démarche méthodique. Tout
d’abord, il a fallu déterminer les clients auxquelles nous
souhaitons envoyer le questionnaire. Ce choix a été
effectué en tenant compte des clients qui ont au moins une
fois, ou à plusieurs reprises eu à envoyer leurs machines
à réparer au SAV. Au nombre de ces clients figurent :
- Entité
ResMed 1
- Entité ResMed 2
- Entité ResMed 3
- Entité ResMed 4
- Entité ResMed 5
Suite à cela, il a fallu dresser toute une liste de
questions susceptibles d’être posées à ces clients. Les
questions ont été regroupées par thématique en fonction de
la problématique du temps de réparation totale (temps de
réparation et temps de transport des machines) ou
uniquement le temps de transport des machines (avant
réception et après réparation).
Une échelle à 4 niveaux du style (Absolument d’accord,
d’accord, pas d’accord, Absolument pas d’accord) a été
privilégiée afin d’éviter d’obtenir des réponses médianes.
Une fois le questionnaire effectué, il a été réalisé en
utilisant « surveymonkey », un site internet dédié
uniquement à la conception et à l’analyse d’une enquête en
ligne.
Les résultats de cette
enquête sont en cours donc ne sont pas encore obtenus. En
revanche, les attentes des clients internes à l’entreprise
sont connues. Ils souhaitent réduire davantage les délais
de transport des machines.
Pour pouvoir améliorer la partie du processus de transport
des machines, il a fallu descendre l’échelle d’abstraction
et identifier les éléments clés, critiques à la qualité
(Critical to Quality) qui font partie des étapes « avant
réception » des machines au SAV, et après réparation.
retour sommaire
Les étapes clés du
transport des machines avant réparation au SAV (inbound
logisctics)
1) ERMA (date et
heure de création en ligne d’un numéro client d’envoi de
la machine à réparer)
2) Transport
3) Réception au SAV
Les étapes clés du transport des machines après réparation
(outbound logistics)
1) FPACK (Fin
Packaging ou emballage des machines)
2) Transport
3) Livraison de la
machine au client (Delivery time)
Pour rappel :
- Pour l’envoi des machines à réparer
au SAV : le client prend en charge les frais de transport
et décide du choix du transporteur.
- Pour le retour des machines réparées
au client : le SAV prend en charge les frais de transport
et décide du choix du transporteur qui est UPS.
A la fin de la phase de Définition, les résultats sont :
- Une identification claire du
processus à améliorer
- Une identification des éléments clés
à mesurer dans la phase suivante (phase mesure)
- Une description du processus actuel
de transport des machines
PHASE DE MESURE
(MEASURE)
La phase Mesure est la seconde étape du projet DMAIC.
L’objectif de cette phase est de mesurer les étapes clés
du processus à améliorer.
Les étapes clés du processus sont :
- ERMA (date et heure de création d’un
numéro client pour la machine à envoyer)
- DRECEP (date et heure du début de
réception de la machine au SAV)
- FPACK (date et heure de fin
d’emballage de la machine)
- DELIVERY TIME (date et heure de
livraison de la machine réparée au client)

Figure 31: Les éléments clés du processus à
améliorer[18]
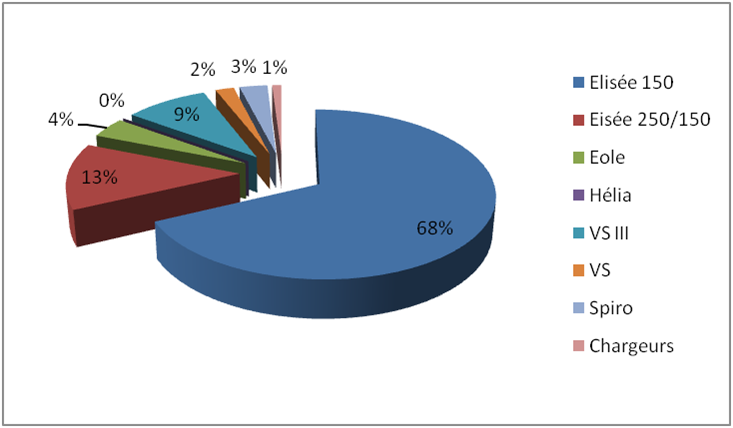
Le SAV reçoit en moyenne 200 machines par mois tous pays
confondus, avec une proportion de machines plus
importantes en provenance de l’étranger par rapport aux
machines des clients en France. Les mesures ont été
réalisées pour les 4 premiers mois de l’année 2012, soit
sur janvier, février, mars et avril.
Pour pouvoir mesurer les intervalles de temps entre les
avancements ERMA et DRECEP, puis entre FPACK et DELIVERY
TIME, il a fallu tout d’abord :
- Extraire d’un
logiciel interne au SAV, les dates et heures de DRECEP,
ERMA et de FPACK des machines pour les 4 premiers mois de
l’année 2012, puis fusionner ce fichier avec un autre
contenant les codes postaux correspondants, c'est-à-dire,
l’origine de provenance de la machine.
- Récupérer à
partir du site du transporteur UPS, les dates et heures de
livraison de la machine envoyée au client (Delivery time).
A la fin de cette phase de la Mesure, on obtient :
- Une identification
claire des variables à analyser
- Une focalisation
précise sur la problématique du sujet
PHASE
D’ANALYSE (ANALYZE)
L’objectif de la troisième phase du DMAIC (phase
d’analyse), est de déterminer puis confirmer les
causes profondes de la situation actuelle. Une fois les
informations nécessaires récupérées, il a fallu réaliser
une série de graphiques à partir d’un outil statistique
appelé Minitab.
Pour l’échantillonnage, 703 machines ont été prélevé dont
416 machines provenant des clients internationaux et 307
machines issues des clients en France. Ensuite, les
mesures ont été effectuées pour chaque code postal client
du SAV.
La démarche effectuée pour analyser les délais de
transport des machines avant réception au SAV est la même
que celle utilisée pour expliquer les délais de transport
des machines après réparation.
Dans ce mémoire, l’exemple qui sera abordé concerne
l’analyse des délais de transport des machines après
réparation au Service Après Ventes.
Délais de
transport après réparation au SAV
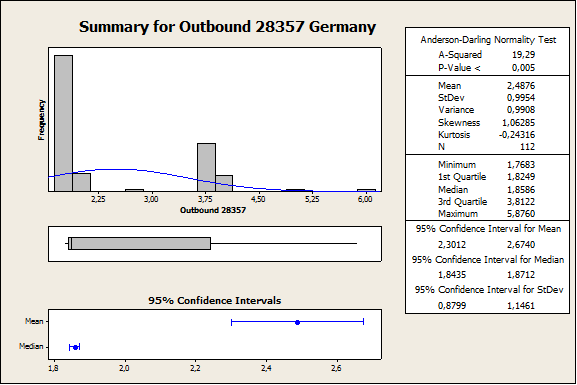
Figure 32: Résumé graphique des délais de transport
des machines après réparation[
18]
La figure ci-dessus est un résumé graphique des délais
de livraison des machines à un client donné X. La
courbe présente une distribution anormale car le
p-value est inférieur à 0,05 ; ce qui veut dire qu’il
y a des phénomènes qui affectent la non-normalité de
la courbe. Pour mieux expliquer cette situation, il a
fallu descendre l’échelle d’abstraction pour réaliser
des graphiques traduisant les délais de livraison des
machines en fonction du mois et du jour de réalisation
du FPACK. L’hypothèse ici est de vérifier si les
variations des délais observées sur la figure 32 sont
liées au transporteur ou pas.
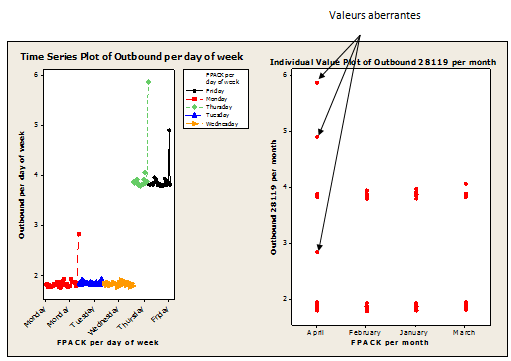
Figure 33: Graphique de la saisonnalité des
données pour le client X (outbound logistics)[
18]
Sur le graphique de gauche ci-dessus, le délai de
livraison de la machine est d’environ 5 à 6 jours
lorsqu’elle quitte le SAV le jeudi ou le vendredi. En
revanche, la machine est livrée au client sous 3 jours
maximum lorsqu’elle est finie d’être réparée et remise
au transporteur en début de semaine (lundi, mardi ou
mercredi).
Le graphique de gauche de la figure 34 montre que la
plupart des machines qui ont fini le processus de
réparation (FPACK) le lundi, mardi ou mercredi, et qui
ont été remises au transporteur, mettent moins de 2
jours à parvenir au client, à l’exception d’une valeur
extrême de 2,840 jours pour une machine envoyée le
lundi.
Le graphique de droite relatif aux valeurs
individuelles montre la dispersion des données au
cours des quatre mois étudiés. On constate sur cette
figure que les plus fortes variations de délais de
livraison des machines sont au mois d’Avril.
A partir de ces deux graphiques, on peut dire que les
valeurs aberrantes, c'est-à-dire les machines qui ont
des délais de livraison différents de 2 ou 4 jours
environ, sont des machines du mois d’avril.
Pour comprendre l’origine de cette valeur distinctive
des autres, il a été nécessaire de suivre le trajet
parcouru par la machine grâce à son numéro de suivi.
Le constat est que la machine de 3 jours environ est
restée pratiquement toute une journée dans l’un des
centres du transporteur avant d’être mis en mouvement
le lendemain. Ce qui explique la journée de plus
qu’elle a par rapport aux autres machines livrées en
moins de 2 jours.
- Machine de 5,876 jours (FPACK le jeudi
5/04/2012, livraison le mardi 11/04/2012)
La machine n’a pas eu de mouvement de transport un
dimanche de Pâques, un lundi et un mardi de Pâques en
cours de route
- Machine de 4,899 jours (FPACK le vendredi
06/04/2012, livraison le mardi 11/04/2012)
La machine n’a pas été transportée le dimanche 08 avril
2012 et le lundi de Pâques 09 avril 2012.
- Machine de 2,840 jours (FPACK le lundi
30/04/2012, livraison le jeudi 03/05/2012)
La machine perdra quasiment une journée entre le moment où
elle arrive dans un centre du transporteur au cours du
trajet, et le moment où elle quitte ce centre.
Les résultats des analyses montrent que l’ensemble des
machines affectées par cette situation traversent au moins
un weekend de deux jours durant le transport. Les délais
de quatre jours observés sur la figure 33 s’expliquent par
le fait que la machine n’a pas subi des mouvements de
transport un dimanche au cours du weekend.
L’hypothèse émise au début de cette phase était de
vérifier si les variations des délais de transport
observées sont liées au transporteur ou à d’autres
phénomènes.
A la fin de cette phase d’analyse, le résultat obtenu est
une hypothèse vérifiée et confirmée.
PHASE D’AMELIORATION (IMPROVE)
L’objectif de cette phase est de mettre en place des
solutions pouvant remédier aux causes fondamentales
détectées dans la phase précédente.
Cette phase du projet n’a pas encore débutée, mais des
pistes d’actions envisagées sont :
Pour des délais de
transport avant réception au SAV :
- Echanger avec les entités
ResMédiennes clientes du SAV pour voir dans quelles
mesures celles-ci pourraient accepter d’utiliser un
transporteur fiable qui a un processus maitrisé des délais
de transport, et un
système de traçabilité des machines.
Pour les délais de
transport après réparation
- Rencontrer le Responsable logistique
à ResMed Paris, ancien Responsable du SAV, afin de voir
dans quelle mesure le processus actuel de transport des
machines du SAV pourront être amélioré.
- Envisager une livraison des machines
aux clients le weekend par exemple et des délais de
transport des machines incluant le weekend.
PHASE DE CONTROLE (CONTROL)
L’objectif de cette phase est de vérifier et maintenir
les solutions mises en place pour qu’elles demeurent
satisfaisantes.
Les pistes d’actions pour cette phase sont :
- Vérifier si les délais de transport
des machines après renégociation avec le transporteur sont
plus courts et maitrisés par rapport à la situation
actuelle.
Démarche DMAIC
pour la réduction du temps de réparation des machines
Ce deuxième volet du stage
n’ayant pas encore eu lieu, une démarche DMAIC complète ne
peut pas être établie.
Cependant, quelques pistes d’actions ont été élaborées.
La réduction du temps de réparation des machines de 7 à 5
jours, suppose l’identification et l’élimination des temps
d’attente entre chaque étape du processus de réparation.
Aujourd’hui le constat qui est fait, est qu’il n’y a pas
beaucoup de temps d’attente entre chaque processus.
L’essentiel du travail pourrait se concentrer sur
l’amélioration du « process time », c'est-à-dire, de
l’intervalle de temps entre le début d’une étape et sa
fin.
Il s’agira entre autres :
1) D’établir une cartographie des
processus de la chaine de réparation actuelle
2) D’identifier le temps moyen de
réparation de chaque gamme de produits concernées par le
projet, c'est-à-dire Elisée, Eole, et VS.
3) D’identifier le nombre de machines
ayant eu un temps de réparation supérieure à la moyenne.
4) De calculer le Takt time de
l’ensemble du processus de réparation c'est-à-dire, le
rythme auquel chaque unité de machine doit sortir de
l’ensemble du processus. La valeur obtenue sera comparée
au temps de réparation
totale actuelle pour chaque machine. Le but de ce calcul
est de déterminer mathématiquement le temps qu’il faut
pour que chaque machine soit réparée puis faire une
comparaison avec la
situation actuelle.
5) D’identifier et analyser toutes les
causes à l’origine des délais de réparation plus long que
les délais actuels. Cette analyse se fera essentiellement
en identifiant de plus près, les machines qui ont pris
plus de temps à être
réparée par rapport à la moyenne répertoriée.
6) De mettre en place les solutions
trouvées pour réduire les causes à l’origine des délais de
réparation des machines plus long que la moyenne.
7) De vérifier si les améliorations
mises en place permettent de garantir des délais de
réparation des machines inférieur ou égal à 5 jours.
CHAPITRE
III : LES RESULTATS ESCOMPTES ET RETOURS
D’EXPERIENCE PERSONNELLE
1- LES RESULTATS
ESCOMPTES
- Pour la 1ère mission du stage
L’objectif escompté de la première partie du stage,
c'est-à-dire l’analyse de la chaine logistique du Service
Après Ventes, est de connaitre les délais moyens de
transports des machines en provenance et à destination de
chaque client du SAV. Par la suite, une négociation
contractuelle pourra être faite avec le transporteur
actuel du Service Après Ventes pour améliorer les délais
de transport des machines à destination des clients.
Etant donné que ce sont les clients eux-mêmes qui
choisissent le transporteur qui véhiculera leurs machines
au SAV pour réparation, les résultats des études
effectuées pourront être portés à leur connaissance pour
qu’ils décident de maintenir ou non leur transporteur
actuel.
- Pour la 2ème mission du stage
Le résultat escompté pour la deuxième mission du stage
consiste à livrer 95% des machines réparées en 5 jours.
2- RETOURS D’EXPERIENCE
PERSONNELLE
Le projet de stage réalisé a été un réel apprentissage à
la méthodologie de gestion de projets DMAIC. Au départ,
quelques difficultés ont été rencontrées pour s’approprier
le fonctionnement du processus de réparation des machines
mais avec le temps, cette situation a pu très vite être
surmontée.
Ce stage a été une réelle valeur ajoutée dans la
construction d’un plan de carrière professionnelle
articulé autour de l’amélioration des processus. De
nombreux éléments ont été acquis tant sur le plan
opérationnel en matière de gestion d’un projet qualité de
A à Z suivant la méthodologie DMAIC, que sur le plan
humain par la communication avec différentes personnes
travaillant au sein du service.
CONCLUSION
Dans un contexte global et compétitif du marché, la
satisfaction du client est un enjeu majeur pour assurer la
pérennité de l’entreprise. L’enjeu est de répondre aux
exigences du client sans générer de coûts supplémentaires.
L’organisation devrait y parvenir en optimisant ses
processus, c'est-à-dire en essayant de rendre efficace et
performante, toute activité qui transforme une donnée
d’entrée en donnée de sortie en y mettant de la valeur
ajoutée, et qui a un impact sur le fonctionnement de
l’entreprise. Pour aboutir à ce résultat, la combinaison
de deux approches méthodologiques s’imposent : le Lean
management et le Six Sigma.
Le premier est une philosophie qui permet de réduire les
gaspillages et les pertes de temps qui se situent à
l’intérieur des processus, et le second sert à réduire
toutes les variations qui pourraient influencer la
focalisation sur les exigences du client. La combinaison
de ces deux éléments permet à l’entreprise d’améliorer sa
performance opérationnelle aux bénéfices de la
compétitivité et des clients finaux.
Pour pouvoir mieux exploiter le Lean Management et le Six
Sigma, il convient d’utiliser une démarche qualité appelée
le DMAIC (Définir, Mesurer, Analyser, Améliorer et
Contrôler). Cette approche de résolution de problème est
adéquate en entreprise car elle structurée, méthodique, et
se base sur des outils qualité et statistiques pour
obtenir des résultats adaptés aux besoins de la société.
Les perspectives de ce projet sont doubles : d’une part,
améliorer le processus de transport actuel des machines,
de manière à inclure les weekends pour les jours de
livraison et de transport des machines, d’autre part, une
fois la réduction du temps de réparation des machines
ramenée à 5 jours, des efforts supplémentaires pourront
être effectués pour continuer à réduire davantage ce
délai.
ANNEXES
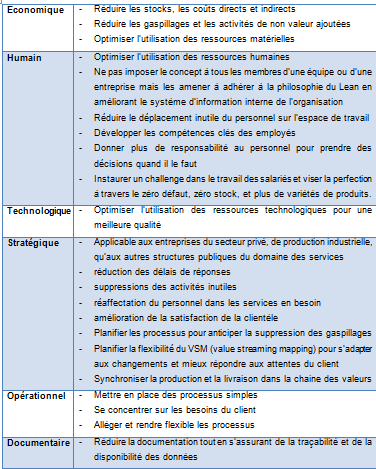
Annexe 1
: Les avantages du Lean management
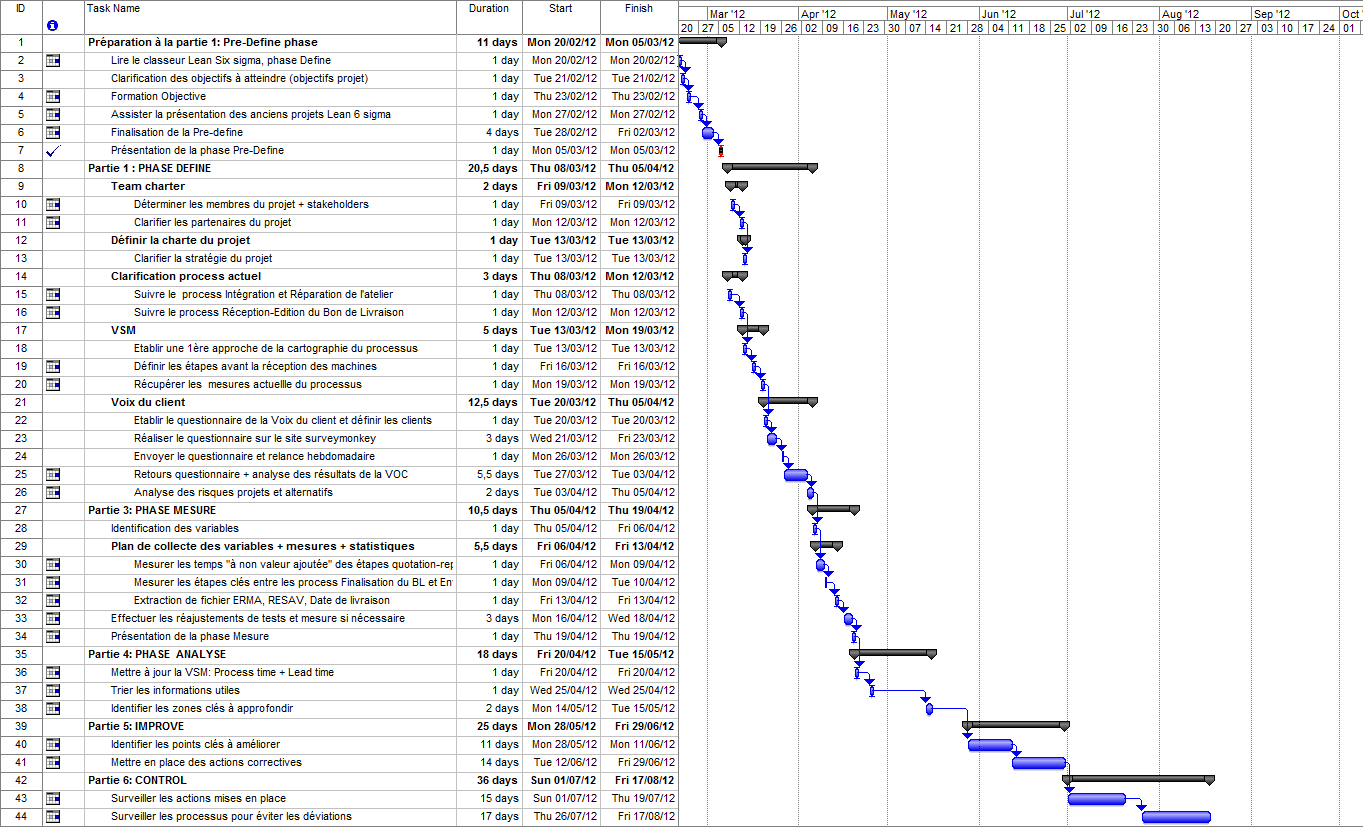
Annexe
2: Rétroplanning
BIBLIOGRAPHIE
1. Lexique définitions normalisées
(ISO 9000), Extraits du document AFNOR, octobre 2005,
http://www.e-filipe.org/modules/qualite/glossaire.pdf,
consulté le 12 mai 2012.
2. NF EN ISO 9001 Novembre 2008.
«Système de management de la qualité-Exigences».
3. Institut National du sommeil et
de la vigilance, «Sommeil et diabète»,
http://www.institut-sommeil-vigilance.org/documents/Actu-Carnet-Sommeil-Diabete.pdf,
consulté le 8 mai 2012.
4. Site internet, rapport annuel
2009 du groupe ResMed,
http://media.corporateir.net/media_files/IROL/70/70291/ResMed%202009%20AR/ResMed%202009%20Annual%20Report.PDF,
consulté le 31 mai
2012.
5. Enquête INSV-MGEN 2012 « Sommeil
et performance au quotidien », Institut National du
Sommeil et de la Vigilance ;
www.institut-sommeil-vigilance.org, consulté le 07 avril
2012.
6. Document interne, Présentation
réunion du personnel, ResMed Paris, 6 avril 2012.
7. Site internet du groupe,
http://www.resmed.com, consulté le 7 avril 2012.
8. Document interne, Manuel Qualité
ResMed, portail intranet « Objective.resmedglobal.com »,
page 6, consulté le 19 avril 2012.
9. Code de la santé publique,
www.legifrance.gouv.fr, consulté le 8 mai 2012.
10. Présentation Réglementation et
Normes, Application aux dispositifs médicaux, Février
2011, portail intranet « Objective.resmedglobal.com
», consulté le 15 mai 2012.
11. Directive 93/42/CEE du conseil
du 14 juin 1993 relative aux dispositifs médicaux,
http://www.lne.fr/publications/directives/93-42.pdf,
consulté le 8 mai 2012.
12. Site internet de ResMed,
communiqué de presse,
http://investor.resmed.com/phoenix.zhtml?c=70291&p=irol-newsArticle&ID=1688112&highlight,
consulté le 31 mai 2012.
13. Site internet
http://www.marketsandmarkets.com/Market-Reports/sleep-apnea-devices-market-719.html,
consulté le 31 mai 2012.
14. Document interne, Organigramme
du Service Après Ventes, référence document 020, version
18, page 12.
15. Document interne, Samuel
REMBLIERE, Présentation réunion mensuelle, Février 2012.
16. Charbel BOU KHEIR,
Amélioration de la Qualité et de la production du Service
Après Ventes, et réduction de temps de réparation des
machines, projet de fin d’étude de Master Management de la
Qualité,
2009-2010, Université de Technologie de Compiègne, http:
www.utc.fr/master-qualite/, rubrique « Travaux », numéro
160.
17. Charbel BOU-KHEIR,
Présentation PowerPoint interne Phase de Définition du
projet «Amélioration de la Qualité et de la production du
Service Après Ventes, et réduction de temps de réparation
des machines», 11 mars 2010, « Objective.resmedglobal.com
», consulté le 17 mai 2012.
18. ADECHIAN Gisèle, Analyse et
amélioration de la chaîne logistique du Service Après
Ventes, projet de fin d’études de Master Management de la
Qualité (2011-2012), Université de Technologie de
Compiègne,
https://www.utc.fr/master-qualite, puis "Travaux"
"Qualité-Management", référence numéro 210.
19. Global study report, Synovate
Medtech, «Ease of doing Business», internal presentation
document, 31 mars 2011.
20. Charbel BOU-KHEIR,
présentation PowerPoint interne, phase d’Amélioration du
projet «Amélioration de la Qualité et de la production du
Service Après Ventes, et réduction de temps de réparation
des machines», ResMed Paris, 2009
21. Thomas L. JACKSIN, JONES KR.
« Implementing a lean management system», Portland:
Productivity Press, 1996, 162p, 3-4p.
22. H. James HARRINGTON, «Business
process improvement: the breakthrough strategy for total
quality, productivity, and competitiveness», United States
of America, Mc Graw-Hill, 1991, page 9,
ISBN-10:0-07-026768-5.
23. Craig GYGI, Neil DECARLO,
Bruce WILLIAMS, «Six sigma for dummies», Indiana, Wiley
publishing, 2005, 23p, ISBN: 0-7645-6798-5.
24. Praveen Gupta (2004),
«The Six Sigma Performance Handbook: A Statistical Guide
to Optimizing Results», McGraw-Hill Professional, 2004,
519p, ISBN 0-07-143764-9.
25. Six sigma Academy
International LLC, «Role of Design for Six Sigma in Total
Product Development»,2006, 5p.
26. «Maitrise statistique du
processus, Plan de déploiement»,
http://www.leanflowconsulting.fr/DraftMSP10A_F.pdf,
consulté le 31 mai 2012.
27. «How to compare Six Sigma,
Lean and the Theory of Constraints»,
http://www.lean.org/Admin/KM%5Cdocuments/76dc2bfb-33cd-4ef2-bcc8-792c5b4ef6a6-ASQStoryonQualitySigmaAndLean.pdf,
consulté le 31 mai 2012.
28. ALUKAL G, MANOS A. «Lean
Kaizen: a simplified approach to process improvements»,
ASQ Quality Press, 2006. 174p, ISBN-13: 978-0-87389-689-4.
29. DAVE NAVE, «How to compare Six
Sigma, Lean and Theory of Constraints», www.asq.org,
consulté le 01er mai 2012.
30. GOPAL K. KANJI, «Total Quality
Management», UK, Chapman & Hall, First Edition, 1995,
619p, ISBN: 0 412 643 80 4.
31. Nicolas VOLCK, «Déployer et
exploiter le Lean Six Sigma», Editions d’Organisations,
2009, 19p, ISBN : 978-2-212-54334-6.
retour sommaire