Si vous arrivez directement sur cette
page, sachez que ce travail est un rapport d'étudiants
et doit être pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant la
période de formation et constitue avant-tout un travail
de compilation bibliographique, d'initiation et
d'analyse sur des thématiques associées aux concepts,
méthodes, outils et expériences sur les démarches
qualité dans les organisations. Nous ne faisons aucun
usage commercial et la duplication est libre. Si, malgré nos précautions, vous avez
des raisons de contester ce droit d'usage, merci de nous
en faire part, nous nous efforcerons
d'y apporter une réponse rapide. L'objectif de
la présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
Préparation de
l’obtention du certificat REACH-RoHs
Référence bibliographique à
rappeler pour tout usage : Préparation
de l’obtention du certificat REACH-RoHs, LIU
Chunmei, Université
de Technologie de Compiègne, Master Qualité
et Performance dans les Organisations (QPO) Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, juin 2013, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 256
RESUME
REACH est
un règlement de l’Union Européenne sur l’enregistrement,
l’évaluation et l’autorisation des substances chimiques,
ainsi que les restrictions applicables à ces
substances. RoHs sert à limiter l’utilisation de
certaines substances dangereuses dans les équipements
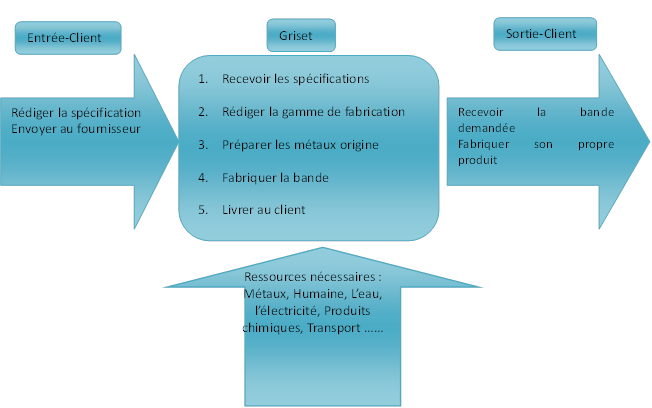
électriques et électroniques. Griset est une entreprise
qui fabrique et vend des rouleaux en cuivre, en laiton,
en bronze : produits laminés plats et produits double
épaisseur (produits électroniques en cuivre uniquement).
Pour préparer l’obtention du certificat REACH-RoHs chez
Griset, identification des processus de traitements des
substances chimiques et calcul de leurs concentrations
sur les produits finis sont les tâches principales. Un
point important sorti de la mise en place de REACH-RoHs
est : pas de donnés, pas de marché.
REACH is
the European regulation on the registration, evaluation
and authorization of chemical substances and
restrictions applicable to these substances. RoHs
relates to the restriction of the use of certain
hazardous substances in electrical and electronic
equipment. Griset is a company that manufactures and
supplies rollers in copper, brasses, bronzes:
flat-rolled and double-thickness products (electronic
products only in copper). In order to preparer obtaining
certificate of REACH-RoHs at Griset, identify the
treatment process of chemicals and calcule their
concentrations on finished products are major endeavors.
One important view by the experience of preparering
REACH-RoHs, is that: no Records, no market.
Key words : REACH, RoHS,
Griset; Substances; Products; Concentrations; Records
Master Qualité - UTC -
Communication publique des résultats d'un stage de fin
d'études
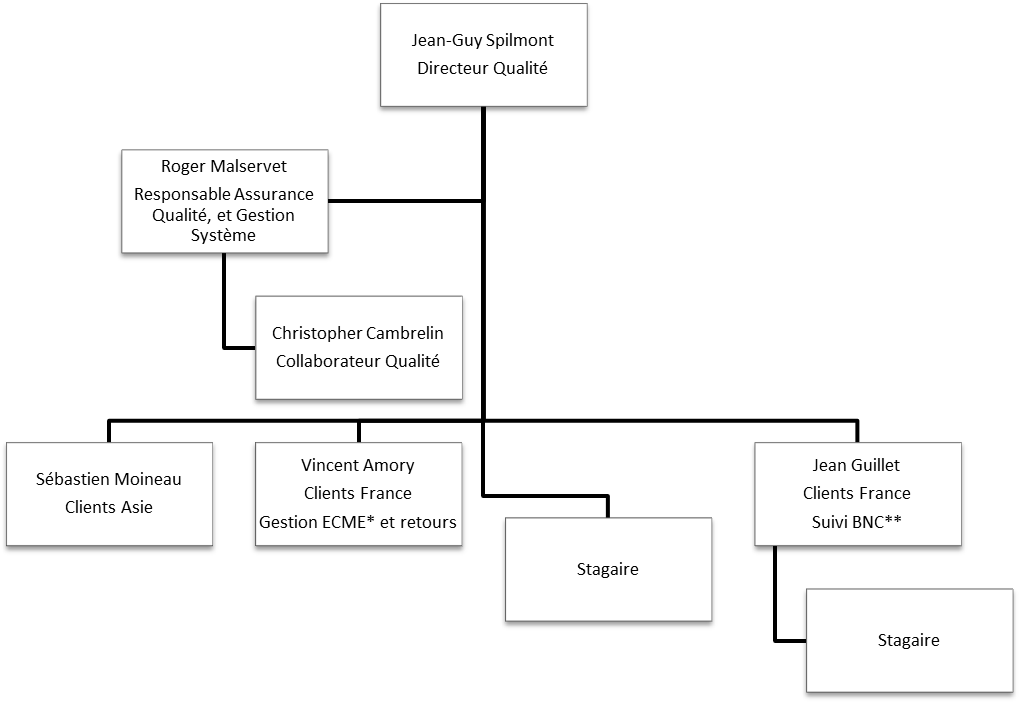
Tout d’abord je tiens à remercier M. Jean
Pierre VALADE, le directeur général et M. Jean-Guy SPILMONT, le
directeur qualité pour m’avoir permis de faire ce stage au sein
du Service Qualité.
Je remercie particulièrement M. Roger
MALSERVET et M. Jean-Guy SPILMONT encore pour tout le temps
qu’ils m’ont accordé, pour leur suivi, leur encadrement et
tous leurs conseils très utiles tout au long du stage.
Merci également à M. Jean GUILLIER M. Vincent
AMORY et M. Sébastien MOINEAU pour toutes leurs explications et
les travaux qu’ils m’ont confié et qui m’ont permis de mieux
comprendre le fonctionnement du service qualité.
Je remercie M. Thierry ATMANI; M. Stéphane CHARRONDIERE ; M.
Bruno COLLERY; M. Paul CONTANTY; M. Patrick DARTEVELLE ; Mme.
Carole DORY ; M. Eric ERTZBICHOF; M. Yvon FRERET ; M. Stéphane
MARTIN; M. Michel MASSINI ; M. Serge MOLUH; M. Julien NICOLAS;
Mm. Monique NILOR; M. Bertrand PIERRE ; M. Fabrice RIPOCHE; M.
Eddy SEMINGER; M. Philippe FALKENAU pour leur disponibilité et
toutes les réponses qu’ils m’ont apportées.
Merci à tout le personnel chez Griset pour
l’ambiance chaleureuse et sérieuse qui y règne.
Finalement, je remercie M. Jean Pierre CALISTE, mon
tuteur à l’UTC, et M. Gilbert Farges mon responsable de
master, qui me suivent, guident et donnent les conseilles
utilisables. Je remercie également M. Yann
Moulier-Boutang, mon future directeur de la thèse, qui me
courage de faire ce stage. Je remercie mes familles et mes amis
pour leurs soutiens aussi.
Déchets
d’Equipements Electriques et Electroniques.
ECHA
European
CHemicals Agency.
EINECS
European Inventory of Existing commercial
Chemical Substances.
Intermédiaire
Substance fabriquée
en vue d’une transformation chimique et consommée ou
utilisée dans le cadre de cette transformation.
QALITEL
Logiciel
de gestion documentaire chez Griset
REACH
Registration,
Evaluation and Autorisation of CHemicals -
L’enregistrement, l’évaluation et l’autorisation des
substances chimiques, ainsi que les restrictions
applicables à ces substances.
RoHs
Restriction
of Hazardous Substances Directive CE-relative à la
limitation de l’utilisation decertaines
substances dangereuses dans les équipements électriques
et électroniques.
RoHs -
une matière homogène
Une matière homogène
est une substance simple comme une matière plastique,
par exemple l’isolant PVC sur un fil de cuivre isolé. Si
les composants comme les condensateurs, les transistors
ou les boîtiers de semi-conducteurs ne sont pas des
"matières" à proprement parler, ils sont néanmoins
constitués de plusieurs matériaux différents
SAP
Systems,
Applications and Products for data processing,
un progiciel de gestion intégrée chez Griset qui a
presque tout les informations de Griset.
Substance
Tout élément chimique
et ses composés, à l’état naturel ou fabriqué, y compris
les additifs nécessaires à leur stabilité et les
impuretés qui résultent du processus, à l’exception des
solvants qui peuvent être séparés de la substance sans
affecter sa stabilité ou sa composition.
SVHC
Substance of Very High Concern = Substance extrêmement préoccupante
CHAPITRE 1 Contexte
réglementaire et de l’entreprise
1.1
Introduction aux exigences sur REACH-RoHs
1.1.1
Le règlement REACH
REACH est un règlement de
l'Union européenne adopté pour mieux protéger la santé humaine
et l'environnement contre les risques liés aux substances
chimiques, tout en favorisant la compétitivité de l'industrie
chimique de l'UE. Il encourage également des méthodes
alternatives pour l'évaluation des dangers liés aux substances
afin de réduire le nombre d'essais sur animaux[1]. Il concerne
l’enregistrement, l’évaluation et l’autorisation des substances
chimique, ainsi que les restrictions applicables à ces
substances[2].
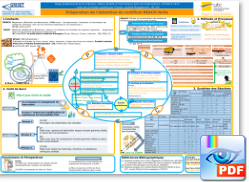
1.1.1.1
Évaluation des outils législatifs sur REACH
Depuis près de quarante ans,
l'Europe s'est dotée progressivement de plusieurs outils
législatifs (directives et règlements) permettant de contrôler
la mise en place sur le marché de l'utilisation des substances
chimiques dangereuses. En-dessous, c’est l’évaluation des outils
législatifs sur REACH [3] :
Figure 1L’évaluation des
outils législatifs sur REACH
La Directive Européenne
2011/65/UE dite : RoHS (Restriction d'utilisation de substances
dangereuses pour l'environnement) transposée en droit français
concerne l'utilisation de certaines substances dangereuses
constituant une menace pour la santé humaine et l'environnement
dans une série de produits électriques et électroniques
commercialisés dans l'Union Européenne. Cette directive complète
la directive relative aux déchets d'équipements électriques et
électroniques (WEEE ou DEEE), entrée en vigueur en 2005, qui
fixe pour chaque État membre des objectifs en matière de
collecte des déchets électriques et électroniques, ainsi que de
recyclage et de récupération d'énergie[4].
Les six substances
dangereuses interdites dans RoHssont certains métaux lourds
(le plomb, le cadmium, le mercure et le chrome hexavalent) et
deux groupes de retardateurs de flamme bromés (les
polybromobiphényles -PBB et les polybromodiphényléthers
-PBDE).
L'interdiction nous
permettra non seulement d'éliminer le risque inhérent à ces
substances, mais également d'accroître considérablement la
quantité d'équipements usagés qui seront recyclés, en rendant
le recyclage plus sûr et moins coûteux, a indiqué M. Stavros
Dimas, membre de la Commission responsable de
l'environnement[5].
En effet, toutes ces
substances peuvent porter préjudice à la santé humaine et à
l'environnement. Ainsi, le plomb et le mercure peuvent avoir
des effets nocifs sur le cerveau et le système nerveux et sont
particulièrement dangereux pour les femmes enceintes et les
jeunes enfants. En outre, ils s'accumulent dans les organismes
vivants et l'environnement. Les retardateurs de flamme bromés
peuvent quant à eux perturber la reproduction chez l'homme,
être transformés dans l'organisme en composés hautement
toxiques, et causer des tumeurs. Ils sont toxiques pour le
milieu aquatique, où ils peuvent également s'accumuler et
persister, au lieu de se décomposer en plusieurs sous-produits
inoffensifs.
Décision de la commission du
18 août 2005(2005/618/CE):Les valeurs maximum de concentration
admises pour les substances dangereuses de la RoHs sont : 0.1%
pour le plomb, le mercure, le chrome, le PBB le PBDE
; 0 ,01% pour le cadmium, tout sont en poids dans le matériau
homogène[6].
1.1.3 Les
liens entres les deux
Tout les réglementaires
s’applique pour l’environnement sur les Produits Chimique.
Ils convient de réaliser une consultation des acteurs
concernés et de porter une attention particulière aux incidences
potentielles sur les PME [7].
RoHs est sorti après REACH et
il s’appuie sur le REACH. Pour RoHs les travaux réalisés
conformément au règlement (CE) n° 1907/2006-REACH tout en
veillant à ce que la présente directive et ledit règlement
s’appliquent indépendamment l’un de l’autre. RoHs est
particulier, il s’applique uniquement au domaine électrique ou
électronique. REACH peut être utilisé dans tous les domaines
principalement ceux utilisant des produits chimiques.
Griset est une entreprise qui produit des bandes de
cuivre, bronze (cuivre+étain), laiton (cuivre+zinc), des bandes
d’alliage cuivre-nickel et d’aluminium (voir processus de
fabrication), livrées sous formes de rouleaux. Il propose des
solutions innovantes en laminés de cuivres et alliages, au ses
clients pour les réussites de tout le monde. Les produits
chez Griset ont deux types principaux : Produits Laminés
Plats et Produits double Epaisseur ; les deuxièmes
sont les produits électroniques qui allez être utilisé dans les
domaines électriques ou électroniques.
Griset est certifié ISO 9001 depuis 20 ans et a déployé au
travers de son QMS (Quality Management System) les outils
modernes de la qualité indispensables à l’établissement d’une
relation de confiance avec ses clients. Fort de ses succès
commerciaux en France, Europe et Asie, Griset (200 personnes)
est l’un des acteurs leader du marchés des bandes profilées et
plates en cuivre pour l’industrie électronique des composants de
puissance.
Les documents :
L’histoire de Griset,
Produits Griset et ses interactions
avec fournisseurs et clients,
Chez Griset, dès que la
nouvelle réglementation européenne REACH a été adoptée en
décembre 2006, et la directive RoHs est entrée en vigueur, elle
démarre de la mise en conformité des exigences REACH et RoHs.
Dans le monde industriel, si vous voulez, en 2008, dans « Le
Nouvelle Industriel », un article : REACH est le casse-tête au
tout début, à six mois de l’échéance des premiers
enregistrements de substances, les industriels sont partagés
entre inquiétudes et incompréhensions [8], il explique la
difficulté de la première étape à conformer aux exigences de
REACH. Heureusement, chez Griset, certains produits fabriqués
par Griset sont déjà certifiés par rapport à REACH-RoHs dès
l’année 2008. Pour RoHs, Il existe des enregistrements des six
substances dangereuses par le biais des FDS.
Un projet a lancé en 2008 par
l’ancien responsable de la sécurité et l’environnement avec le
Service Qualité pour obtenir le certificat existe. Actuellement
Il existe deux documents principaux en version papier:
Certaine fiches des enregistrements de gamme de
fabrication de produit avec le numéro de l’article et les
machines passée ;
Un PPT qui s’appelle : ENVIRONMENT-CALCULATION OF RESIDUE,
qui compris le processus de fabrication générale, les
substances à l’étape et la méthode de calculassions
Les tâches actuelles sont
d’étendre le certificat à tous les produits fabriqués par
Griset.
1.3.2
Moyen existant pour obtenir le certificat
Pour l’obtention du certificat, Griset a choisi
LISAM comme partenaire, spécialisé en veille réglementaire
REACH et RoHS. C’est une société composée essentiellement
d’ingénieurs chimistes.Griset a la responsabilité de fournir les
documents utiles à la description et compréhension du process .
1.4
Projet-préparer à l’obtention du certificat REACH-RoHs
1.4.1 Avantages
de la mise en conformité à REACH-RoHs
Développement Durable : Malgré la
situation chez GRISET, la mise en conformité aux
règlementations de REACH et RoHs est écologique, par rapport
au développement durable au niveau mondial, pour la santé des
générations futures. Donc, le premier avantage de respecter
REACH-RoHs est la sauvegarde de notre environnement sur la
terre, c’est une stratégie de long terme pour une usine qui a
déjà une longue histoire comme Griset.
Marché Commerciale :
dès que REACH-RoHs est mis en vigueur, de plus en plus
d’entreprises, organisations et individuels sont au courant
des contenus et voudraient les respecter. Le certificat de
REACH-RoHs va bientôt devenir un certificat important et
nécessaire pour démontrer la qualité des produits et la
performance de l’entreprise en utilisant les produits
chimiques. La raison pour laquelle Griset lance le projet
d’étendre le certificat REACH-RoHs à tous les produits
fabriqués par Griset est que ceux-ci sont livrés en Asie et
certains clients asiatiques sont demandeurs du certificat
REACH-RoHs. Donc au niveau de commercial, un certificat
REACH-RoHs est un avantage qui peut faire gagner des parts de
marché.
Gestion du personnel interne :
Jusqu’à maintenant, pour une société, les clients n’étaient
pas que des personnes qui achètent les produits, à présent les
salariés aussi doivent être traités comme les clients, avec
soin. Motiver les salariés et les traiter avec attention va
surement augmenter l’efficacité de l’entreprise. [11] Chez
griset, les produits utilisés ou les substances sont parfois
dangereux. Lancer le projet REACH-RoHs apporte beaucoup
d’attention sur les quantités utilisées des produits chimiques
machine par machine. il peut montrer aux opérateurs que Griset
est en train de faire des efforts pour protéger leur santé et
les respecter. C'est-à-dire que le projet de Certificat peut
aider à la gestion des personnes.
Commencer avec les demandes de clients
asiatiques, ensuite réfléchir aux avantages, Griset
a finalement choisi le certificat REACH-RoHs comme stratégie de
développement. Le projet REACH-RoHs est maintenant intégré
dans le service qualité qui représente le développement durable
dans l’organisation interne de Griset.
Nom du projet : Préparation
de l’obtention du certificat REACH-RoHs
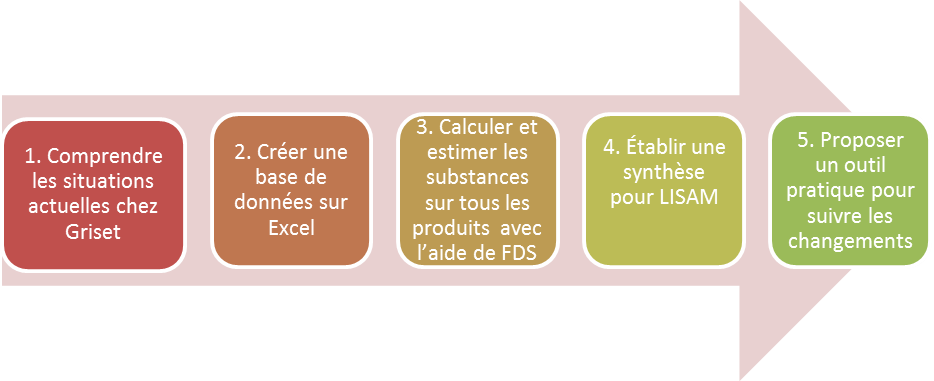
Les objectifs du projet :
Plan d’action:
Comprendre les situations actuelles chez Griset
Créer une base de données sur Excel à recenser tous
les chemins de fabrication possible (analyse des processus
et circuits), et identifier toutes les matières chimiques
utilisées à chaque étape de réalisation
Calculer et estimer les substances sur tous les produits
avec l’aide de FDS afin de sortir leur consommation propre
et la conformité des FDS disponibles et les quantités
résiduelles potentiellement présentes sur les produits avant
livraison
Établir une synthèse officielle nécessaire pour
LISAM
Proposer un outil pratique pour suivre les changements
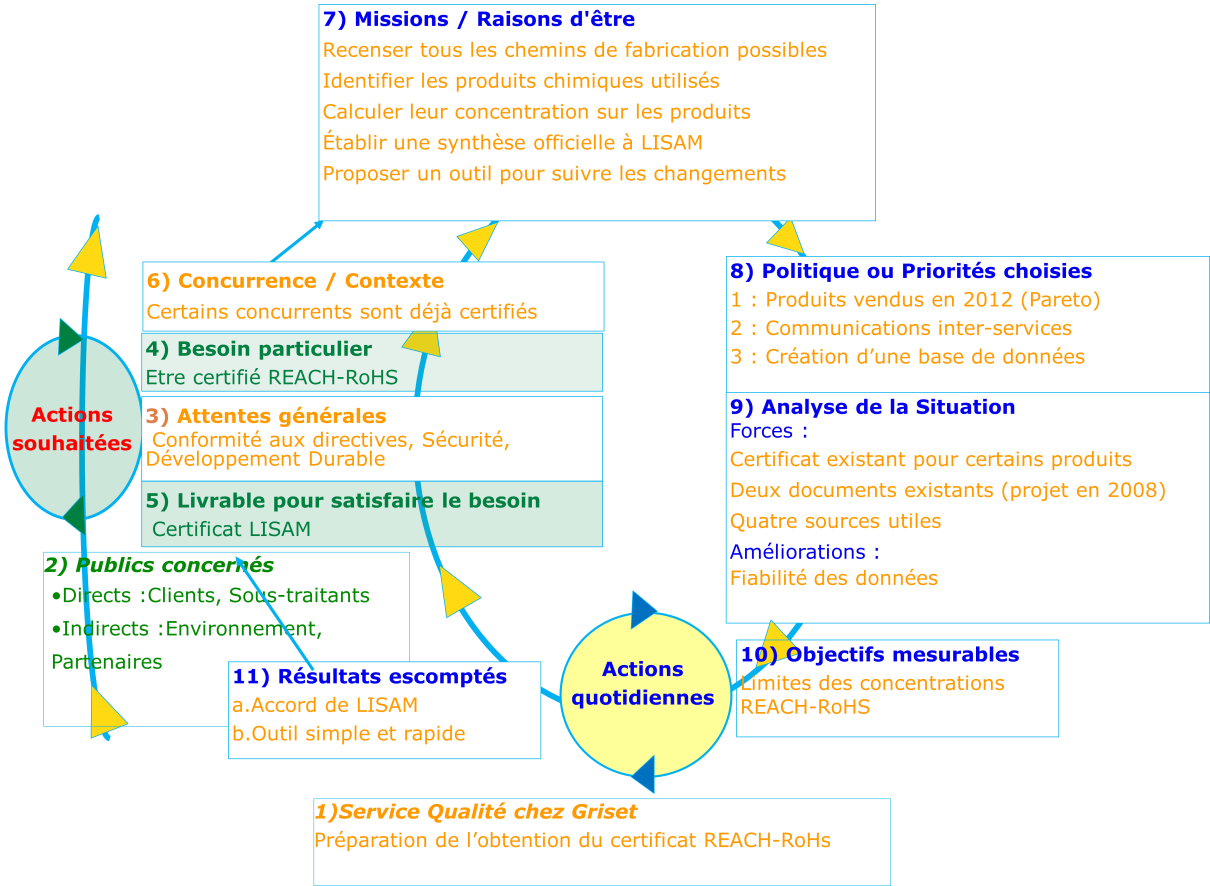
Pour cadrer le sujet et bien
comprendre, un schéma général du projet et la planification
dynamique stratégique (PDS) a dessiné ci-dessous :
Figure 2 Schéma
général du projet-LIU Chunmei
Figure 3 Planification Dynamique
Stratégique du projet-LIU Chunmei
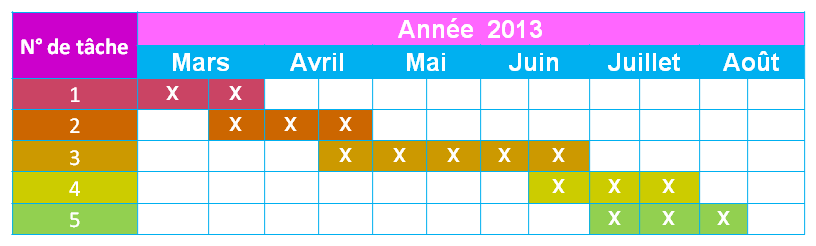
Planning simplifiée :
Figure 4
Planning du projet-LIU Chunmei
Un planning plus détaillé a été
créé avec EXCEL, il a été mis en Annexe
7 .
Un projet d’entreprise est
toujours plus difficile comparé aux projets scolaires, la
situation est plus concrète et en même temps plus compliquée.
Plus de liaisons avec différentes personnes et
participants : les opérateurs, les machines, les
fournisseurs, les clients, les directeurs……
Son propre système qui demande du temps à comprendre,
par exemple, chez Griset, dans le service qualité, il
existe au moins quatre grandes applications de la gestion
du système informatique : SAP, WINDEV, QALITEL et les
serveurs internes.
Difficultés d’avoir les données. Dans l’usine,
pour lancer un nouveau projet comme REACH-RoHs, la
difficulté à récupérer les données est prévue avant de
commencer :
Avec une longue histoire, chez Griset, il existe
différentes références qui ne peuvent pas être
standardisées ;
Avec différentes applications et services, il y a
différentes sources de données ;
Avec de nombreux produits utilisés et fabriqués, les
quantités sont parfois approximatives ;
Manque de données ou informations nécessaires, comme
c’est un nouveau projet, de nouvelles données et
informations sont parfois nécessaires. Dans cette
situation là, les données n’existent pas, par exemple les
quantités de Produits Chimique consommées sur les bandes.
Difficulté de sortir une méthode entière pour calculer
les concentrations des substances restantes. Chez Griset
les produits fabriqués sont demandés par les clients, en
fonction des spécifications des clients, le service
méthodes définit le processus de fabrication du produit.
Donc, les produits fabriqués ont des gammes de fabrication
diverses, d’où la difficulté d’estimer le passage de bande
qui est important dans le processus de calcul.
1.4.
4 Synthèse
Une fois l’analyse terminée, le contexte de REACH-RoHs
chez Griset, les avantages et les difficultés d’étendre le
certificat à l’ensemble des produits fabriqués chez Griset sont
presque bien identifiés.
Les objectifs, le processus de réalisation du projet
sont bien indiqués dans les contenus avant, la partie « Plan » est
faite. Il est temps de commencer la deuxième partie « DO ».
Les objectifs clairs, indiquent le chemin à suivre.
Les 5 grosses étapes du stage intègrent le timing : le
planning va être respecté.
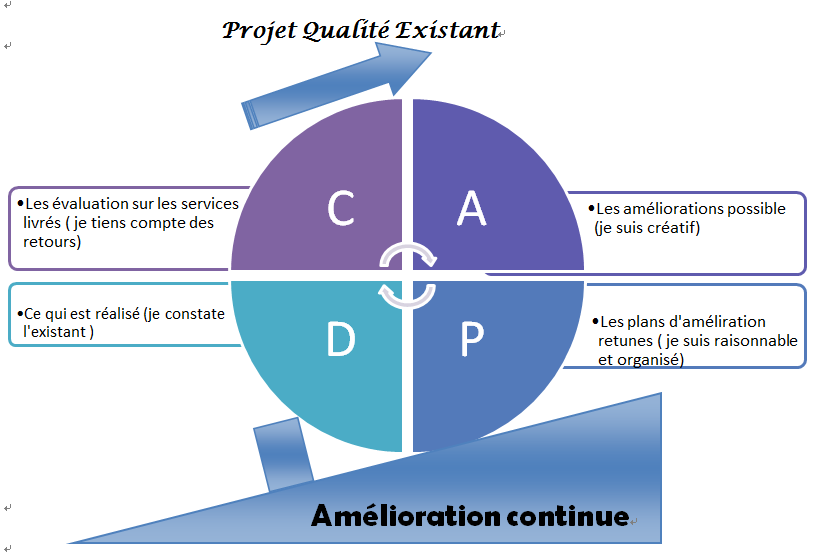
Au cœur de la méthode
principale, le PDCA est intégré dans la vie du projet. Car c’est
une activité existant : Déployer et réaliser les tâches défini
par l’ancien responsable du projet, comprendre les et contrôler
et mesurer les en même temps, en cas de point faible, ajuster
les, améliorer les pour éviter les risques, ensuite planifier et
anticiper les actions après en DCAP amélioration continu……
Figure 5 la méthode PDCA du projet -
LIU Chunmei
Suivre les résultats restés par
l’ancien projet, c’est créer la base des données. A priori, par
rapport à la situation chez GRISET, pour être plus clair, c’est
mieux de créer une base de donnés en commun. L’objectif est
pour estimer les concentrations des substances sur les
surfaces de produit fini afin de rédiger les documents à
livrer au LISAM pour étendre le certificat REACH-RoHs à
l’ensemble des produits fabriqués par Griset
Pour obtenir le certificat REACH-RoHs, au niveau de la méthode,
une base de données est créé (par Pareto) afin de
calcule la concentration de produit chimique sur la bande a
construit en identifiant tous le processus de fabrication
possible et la consommation des matières chimiques qui sont
touchent la bande à chaque étape de réalisation.
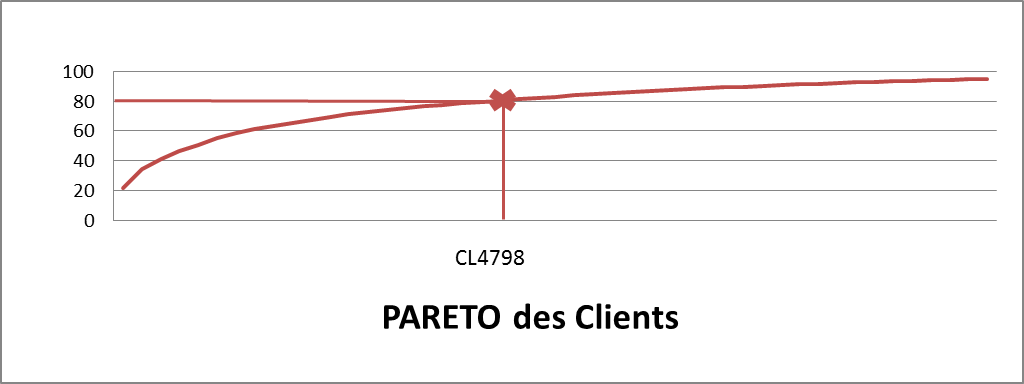
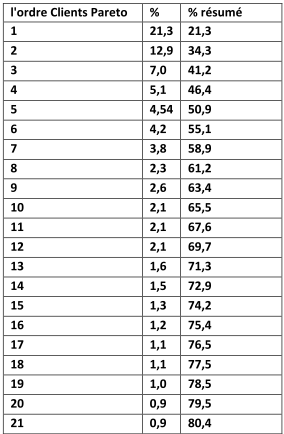
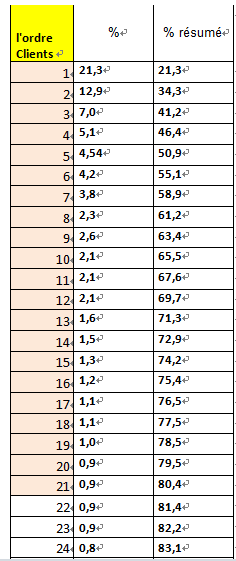
Dans la base de données, les
productions d’année 2012 ont choisi par la méthode Pareto, qui
a finalement réussi trier 21 clients (13.5%) qui présentent
les 80% produits vendus en 2012, nous avons registré tous les
paramètres importants de produit dans le fiche Excel, par
exemple : épaisseur fini et épaisseur à l’étape, densité,
poids vendu, machine passé (gamme de fabrication), No°
article, état métal …Ils prouvent nous aider d’estimer le
passage de machine possible et calculer la concentration de
substance sur le produit à chaque étape.
Figure 6 la
méthode Pareto du projet - LIU Chunmei
Table 1 21
clients essentiels choisis par Pareto
Un autre grand partie dans la
basse de données concerne les produits chimiques qui pourrai
estimer la quantité de substance chimique consommé sur la
bande machine par machine. Finalement nous pouvons sortir
la concentration de substance chimique sur le produit fini,
avant de livrer au client.
La base de données sur
Excel est sert à recenser tous les chemins de fabrication
possible (analyse des processus et circuits), et identifier
toutes les matières chimiques utilisées à chaque étape de
réalisation. Par rapport au contexte chez Griset, certaines
actions sont décidées à la fin de la réunion avec le responsable
assurance qualité et le directeur qualité:
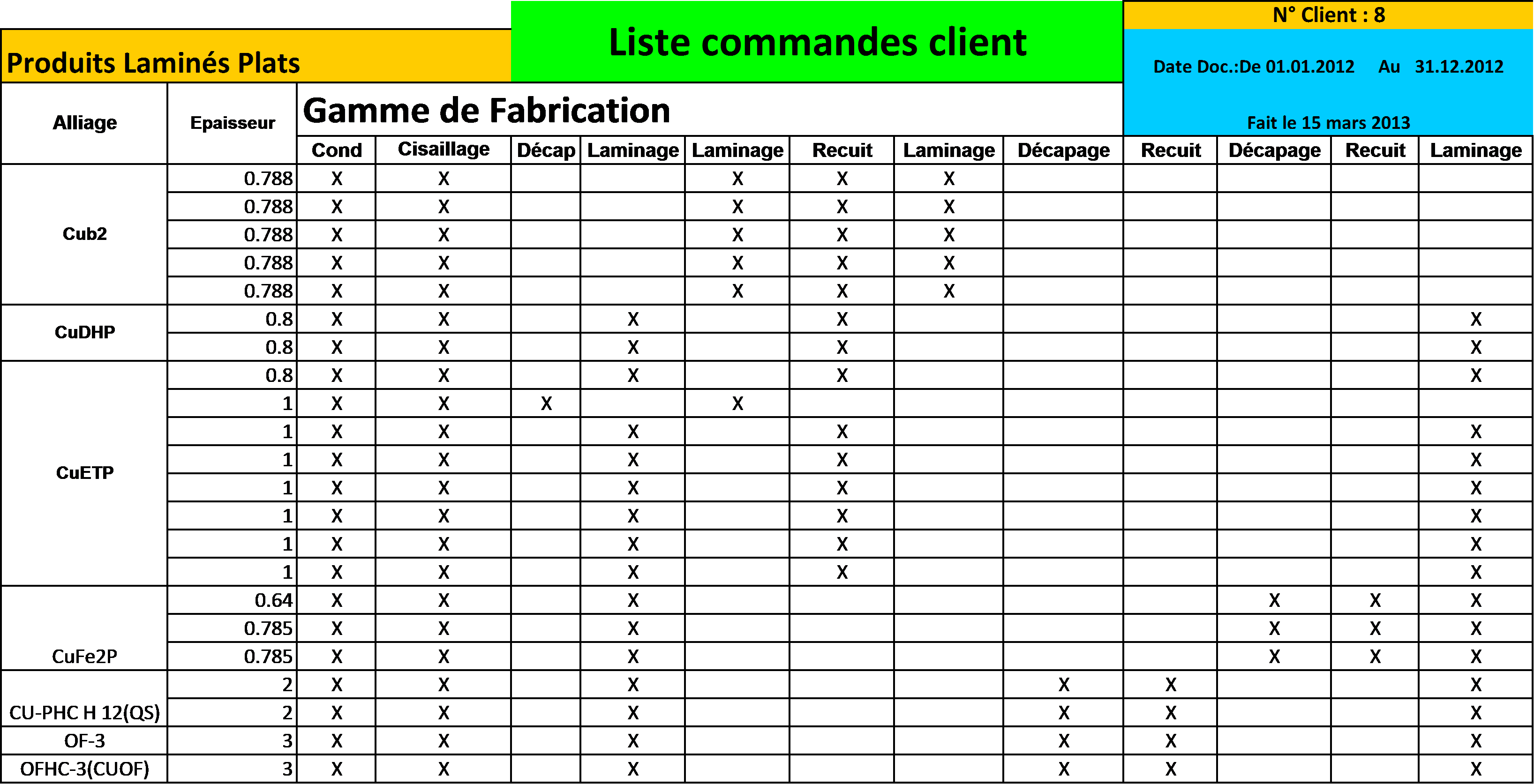
Lister la gamme de fabrication de produit fabriqué par
article vendu client par client
Lister les fonctions des tous les machines par ordre de
fabrication afin de comprendre le processus de fabrication
en générale
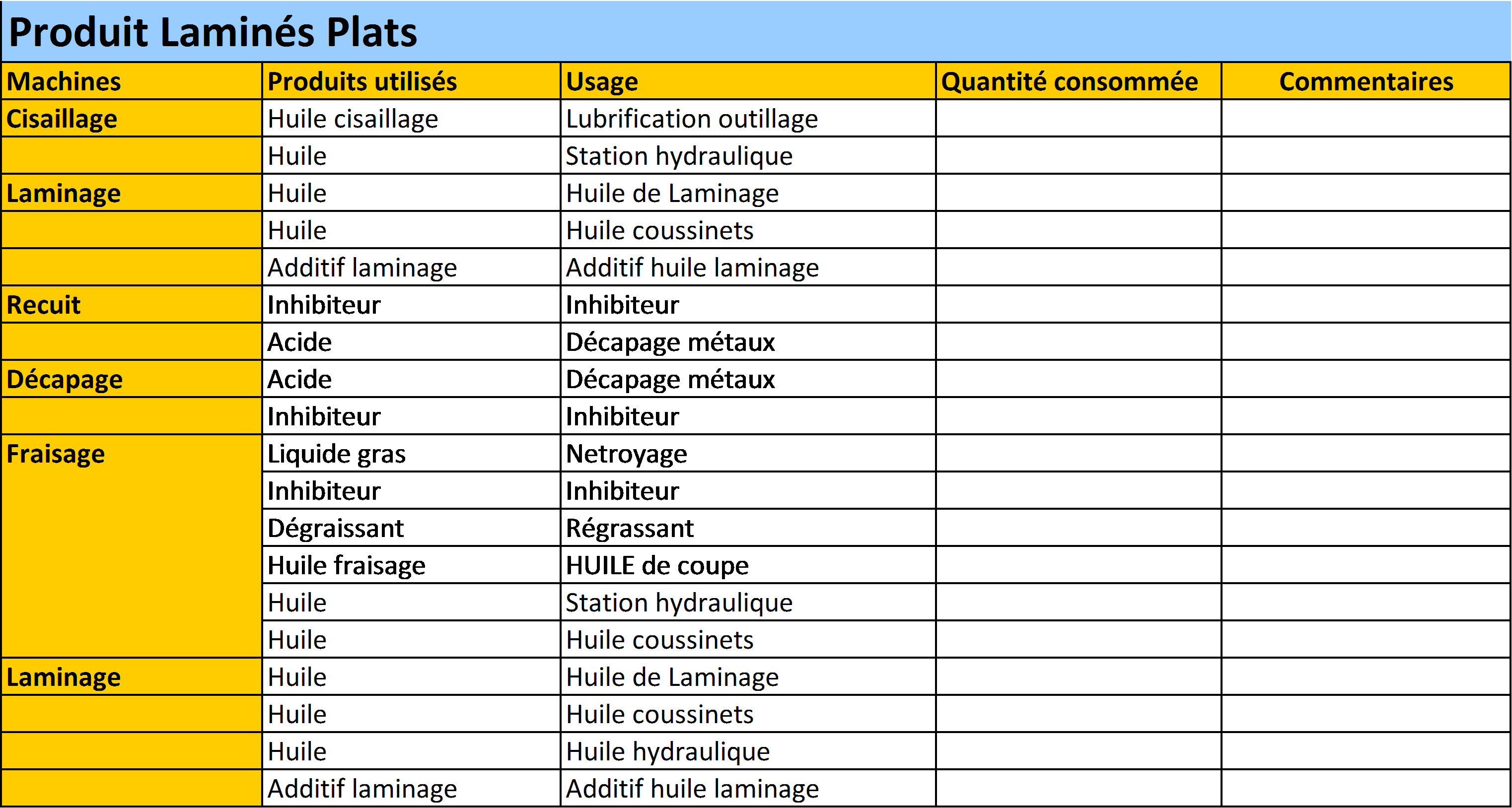
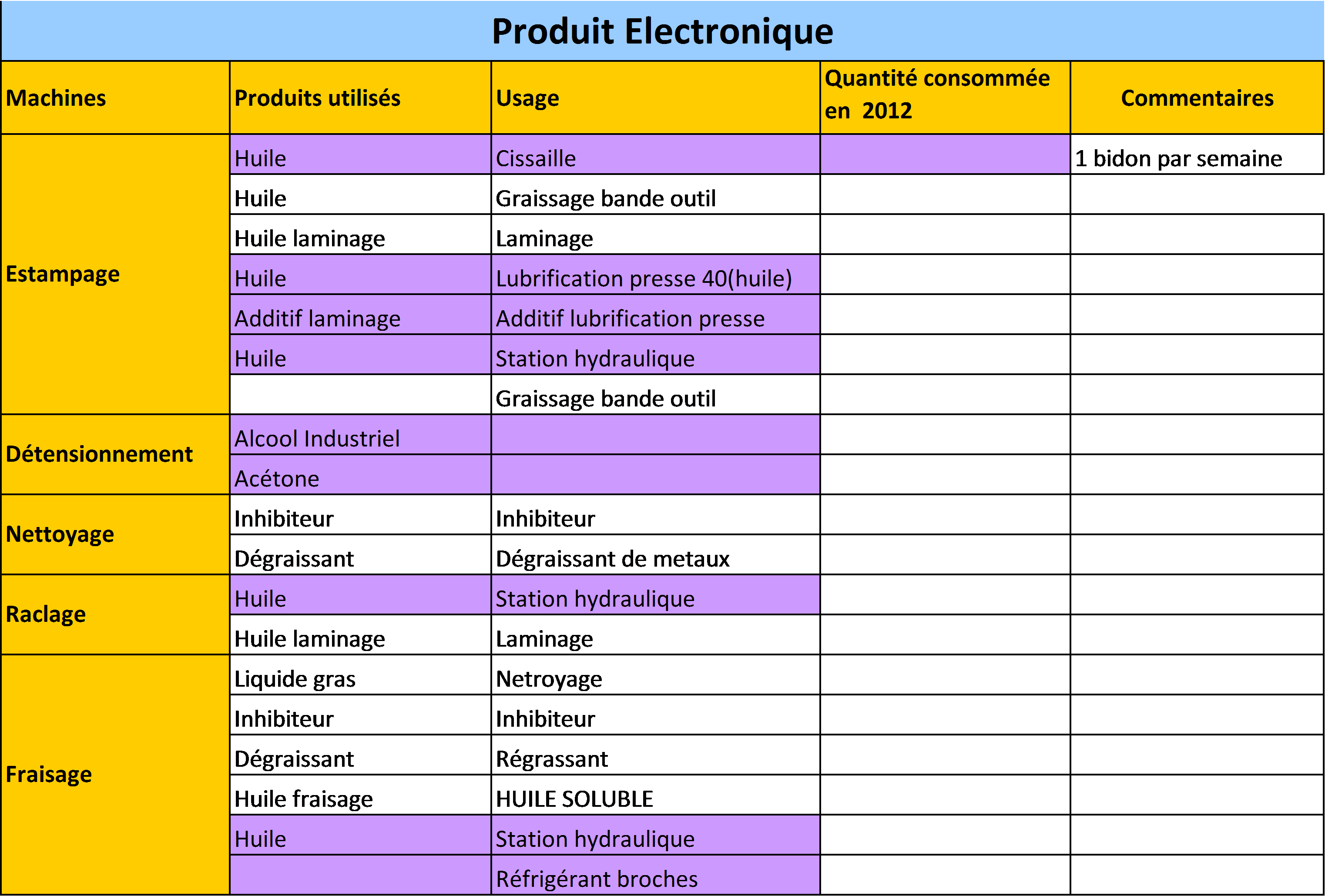
Lister les produits utilisés ou huiles qui touchent les
bandes machine par machine
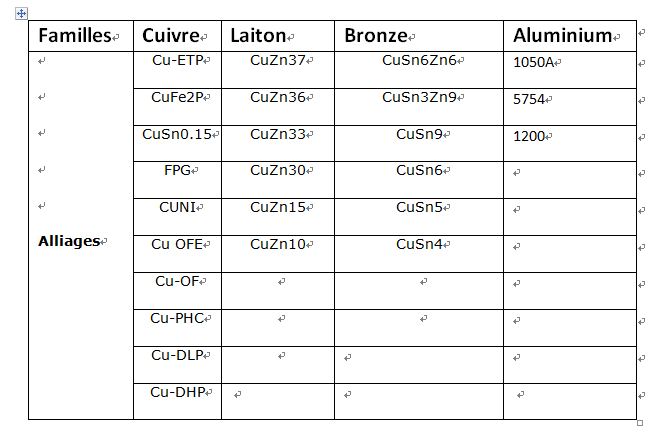
Lister toutes les types des alliages afin de noter les six
dangereuses substances dans RoHs avec l’aide de FDS des
produits rédigé par LISAM
Les quartes tableaux a b c d
vont construire la base des données.
2.1.1
Liste des Gammes de Fabrication
La méthode PCDA a été
utilisée comme file conducteur.
Pourquoi liste la gamme de
fabrication de produit fabriqué par article vendu client par
client ?
Besoin d’estimer tous les possibilités de gamme de
fabrication afin de calculer les quantités des
produits chimiques restés sur les surfaces des produits
fabriqués par Griset,
Les articles vendus sont calcifiés par client.
Pourquoi il existe le
besoin d’estimer les différentes possibilités de la Gamme de
fabrication ?
Premièrement, chez Griset, il y a de 156 clients,
chaque client a plusieurs spécifications répondant à un besoin
différent. Pour répondre aux besoins du client, Griset utilise
une ou plusieurs gammes de fabrications.
Figure 7 Processus de la
demande client - LIU Chunmei
Deuxièmement, les types des produits sont riches
chez griset, c'est-à-dire que griset est capable de fabrique
différents en fonction des besoins avec des innovations.
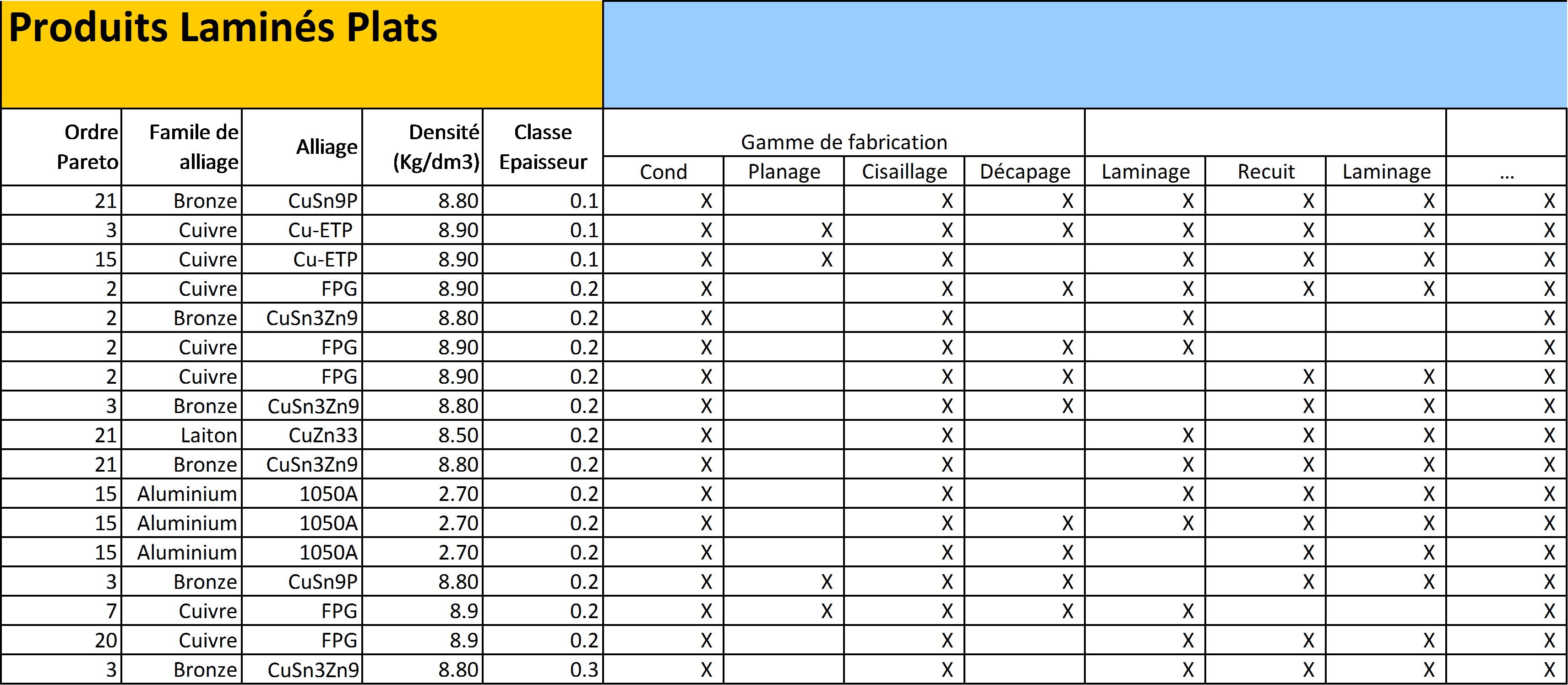
Principalement, chez griset, il y a deux grands groupes de
produit : Produits Laminés Plats et Produits Electroniques
avec double épaisseurs (uniquement en cuivre). Pour Produits
Laminés Plats,il y a quatre familles : Bronze, Laitons,
Cuivre, Aluminium en annexe 6
Il existe d’autres paramètres
: l’état métal, le dimensionnel et revêtu ou non qui feront
varier la gamme de fabrication même pour un même alliage.
Nous arrivons à la deuxième
partie : Comment faire ?
Contexte :
Comme indiqué dans la convention, tout le projet
va se construire sur Excel ;
Méthode : Cela
revient à se poser des questions.
Gamme de fabrication de quel produit ?
Est-ce que les ressources dans le
système interne chez Griset sont simples d’accès ?
Sous quelle forme noter les gammes ?
Répondre à la question a,
revient à choisir l’échantillon le plus présentatif. Pour la
question b, il est préférable de demander à des connaisseurs
du système. Après discussion avec le responsable qualité et le
directeur qualité la décision est prise :
Lister les gammes de
fabrication des produits livrés aux clients en 2012 avec la
méthode Pareto, car il est plus simple de sortie les
quantités de Produits Utilisés dans une année entière et les
données sont plutôt présentatives.
C'est-à-dire :
Sortir la liste des clients en 2012 ayant commandé de la
matière,
Utiliser la méthode Pareto pour trier les clients les plus
importants ;
Rechercher et sortir les listes de demandes client par
client en 2012 avec les commandes dans SAP. Avec le
numéro nous pouvons obtenir toutes les informations sur le
produit fini.
Trouver les gammes de fabrication avec l’aide de l’article
vendu dans WINDEV et les imprimer (voir annexes pour un
exemple de gamme de fabrication).
Mettre en forme la gamme sur EXCEL
Classer les gammes client par client dans un classeur
Avec cette action, une base de
données pourra être créée.
Do :
La liste de client en 2012 a été rédigée par le secrétaire au
service qualité s’occupant de suivre tous les chiffres et de
préparer le bilan qualité. Elle peut être utilisée comme
ressource pour la base. Le tri par la méthode Pareto est
fait sous la forme EXCEL, le résultat est : 21 clients
(13.5%) présentent les 80% produits vendus en 2012. Tableau
est mis dan en annexe
8.
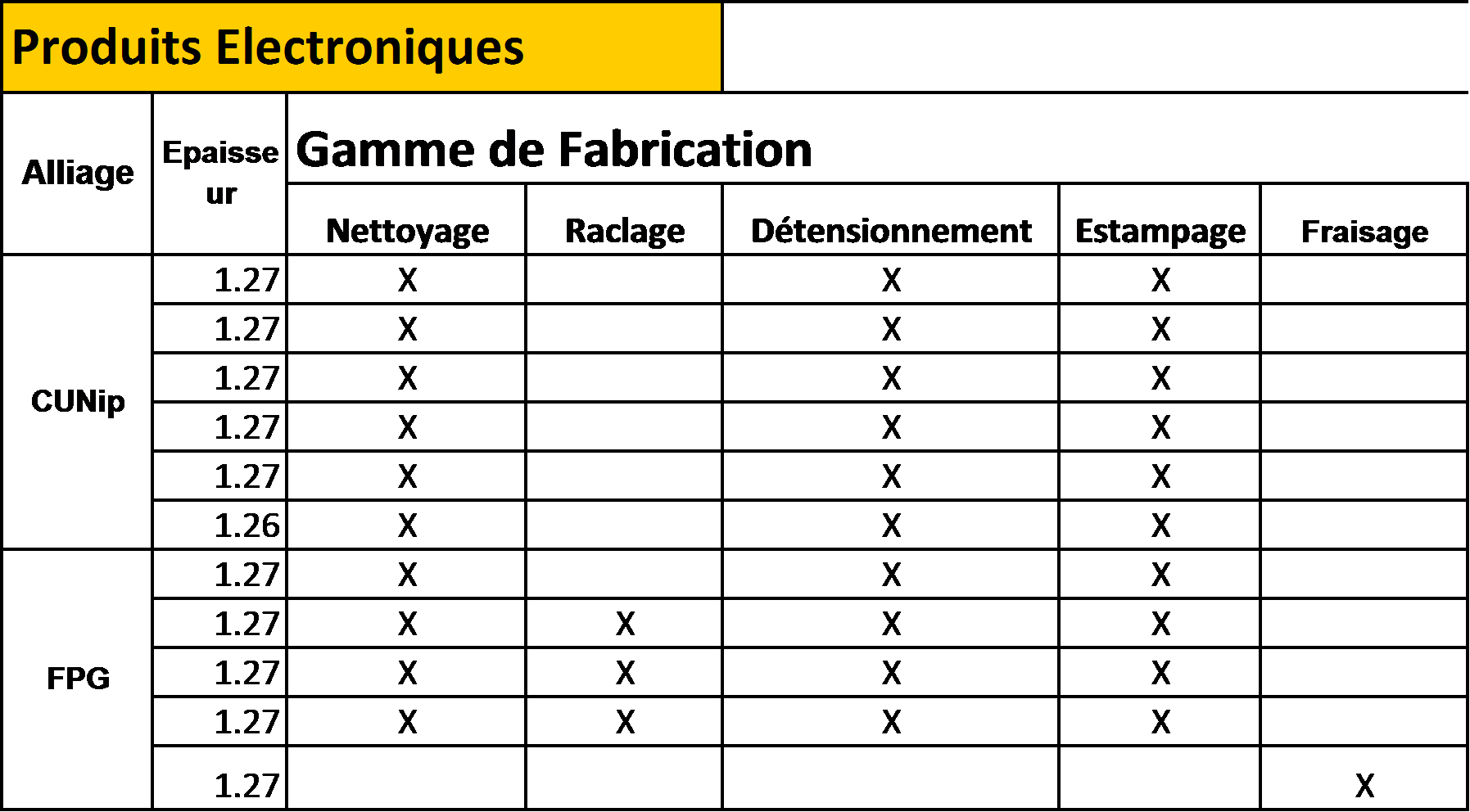
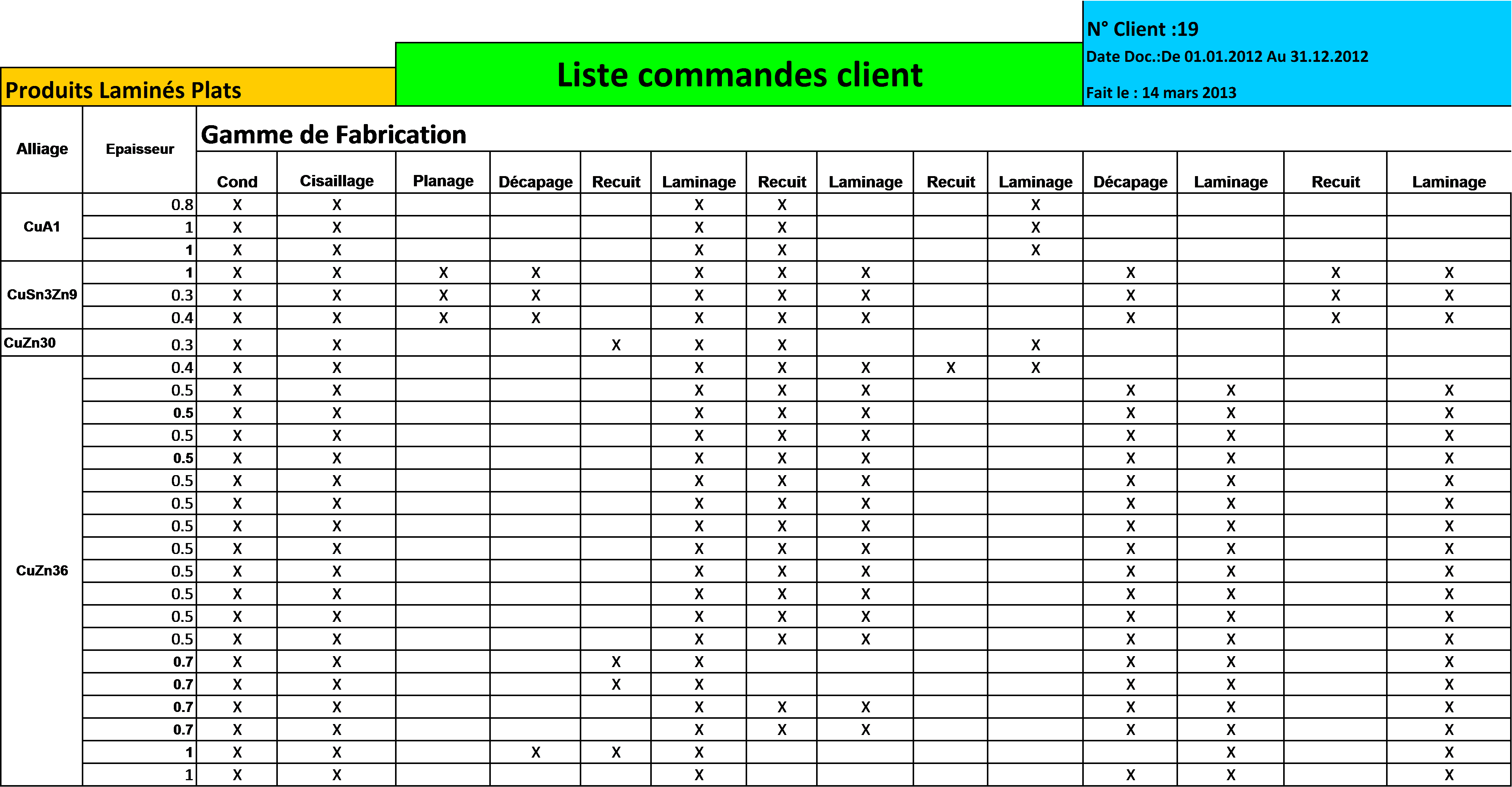
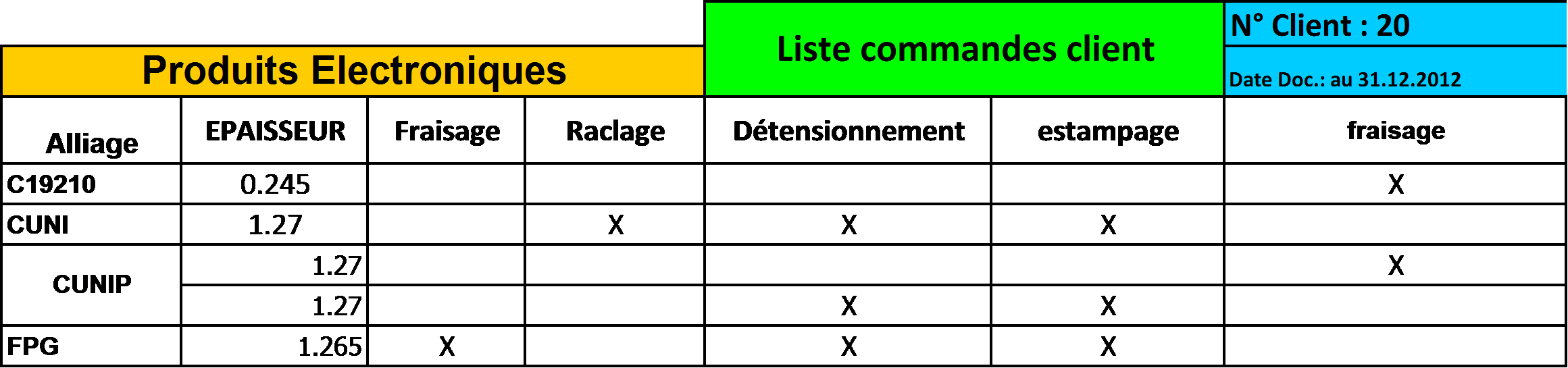
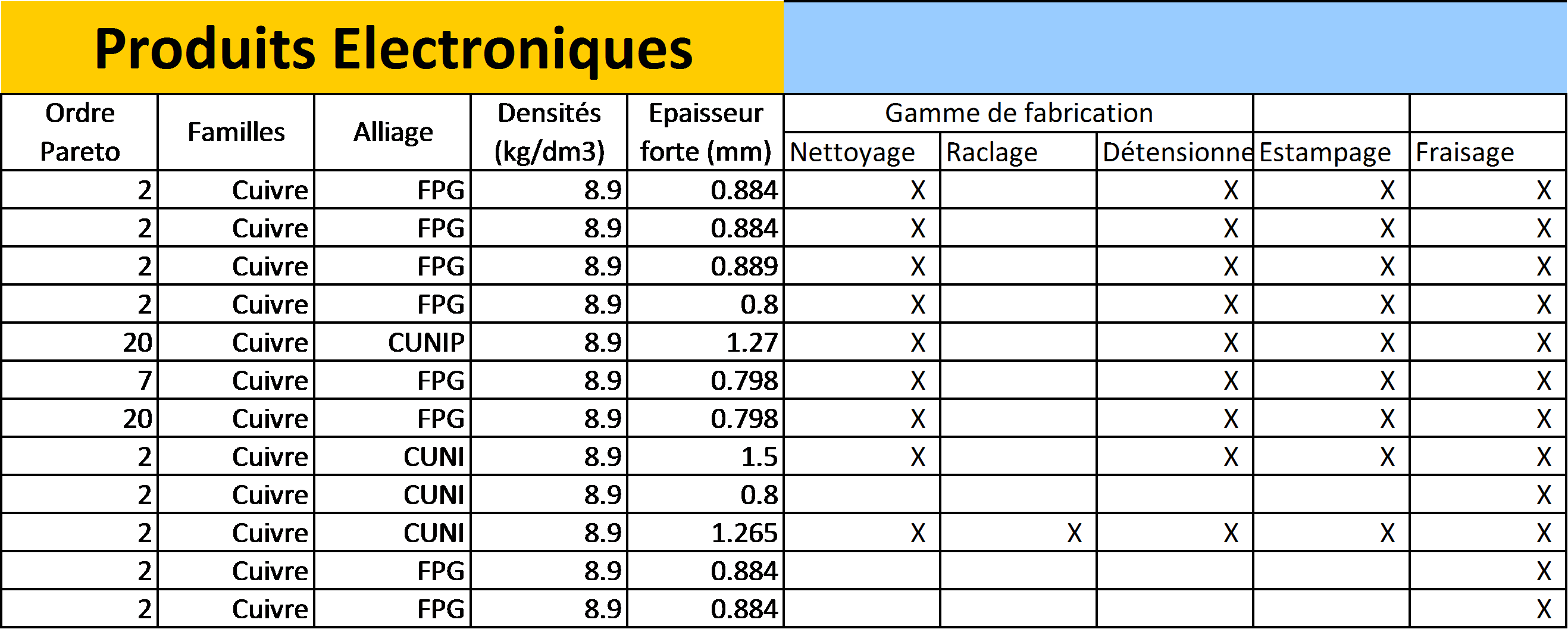
Les gammes de fabrication
sont bien enregistrées client par client sur EXCEL, pour
21 clients, cela représente 21 tableaux. Pour les deux groupes
de produits, comme les gammes sont totalement différentes, il
a été créé deux formulaires : Formulaire des produits
laminés plats et Formulaire des produits
électroniques (voir l’annexe
9 )
Attentionque
le Produit Electronique est fabriqué par le Produit Laminé
Plat, c’est LP qu’est son bande mère, indiqué dans le
processus de fabrication dans l’annexe
La première étape est faite.
Mais n’oublions pas l’objectif final de créer la base de
données, pour calculer la concentration des substances. Il
existe de l’amélioration à faire après la sorti de la méthode
de calculassions. Au long de création de la base, le réfléchi
de la méthode de calculassions est déjà commencé (le processus
de réalisation des méthodes est présenté dans le deuxième
partie du chapitre 2)
Un point est important : Par rapport au
processus de fabrication, tous les produits utilisés sont restés
sur la surface de la bande. Donc le surface de la bande sera un
paramètre important. Pour avoir les surfaces de la bande, il
nous faut Masse, Densité, Epaisseur. Donc, il faut
ajouter les trois données dans la base.
Objectif
Contexte
Plan d'action
Ajouter les Masse
Base de données est crée par une méthode de
Pareto sur les quantités livrées aux clients, les masses
totales de produit de chaque client sont calculées par les
articles vendus, donc pour les produits finis, les poids
peuvent être sorti dans SAP.
Avec 500 articles, il n’est pas évident de sortir les poids
un par un.
1. Ajouter une colonne pour
noter les poids livrés au client article par article ;
2. Utiliser SAP afin de trouver les
chiffres de poids article par article ;
3. Service Comptabilité peut sortir les
quantités des produits vendus en 2012 ;
4. Compléter cette colonne dans la base à
l’aider de SAP et de la fiche du Service Comptabilité
Ajouter les Epaisseurs
Les épaisseurs, sont en relations avec les
spécifications des clients, toutes les informations sont
enregistrées dans la fiche article, par exemple :
Numéro article : 23709
Libellé : 7441-CuZn3336 0,4 x 44-H13 ETA OK
La dimension de la bande finie est, 0.4 pour l’épaisseur et
44 pour le largueur
1. Ajouter une colonne à
noter les épaisseurs des produits finis article par article
;
2. Ressortir toutes les gammes de
fabrication
3. Compléter la colonne des épaisseurs
dans la base de données
Ajouter les Densités
Les densités sont en liaison avec le
type de métal. Au Service Qualité, il existe une application
sur EXCEL pour calculer les dimensions de la bande, dedans,
les densités sont plus simples à sortir.
1. Ajouter une colonne à
noter les densités article par article ;
2. Sortir l’application à trouver les
densités ;
3. Compléter la colonne des densités dans
la base de données.
Table 2 21
clients essentiels choisis par Pareto
La deuxième version de la base de données est terminée, un exemple
de table est présenté en l'Annexe
10.
Vu les différences des donnés
entre les produits laminés plats et les produits doubles
épaisseurs, leurs listes des gammes vont être traité
différemment.
Revenir au tout début du projet,
dans le problème numéro 5 prévu dans le chapitre 1 que la
difficulté d’estimer le passage de la bande des produits laminés
plats, qu’est ce que peut être fait pour résoudre cette
difficulté ?
Figure 8
Idée créative-une gamme de fabrication longue
Titre : Gamme de
Fabrication Longue
Contexte :
Pour les Produits Laminés Plats, la base de données a 21
feuilles EXCEL, pour faire le calcul, ce n’est pas
évident. Il faut simplifier. Mais comment ?
Au tant de la difficulté d’estimer le passage de la
bande, c'est-à-dire sur quelles machines est passée la bande
?
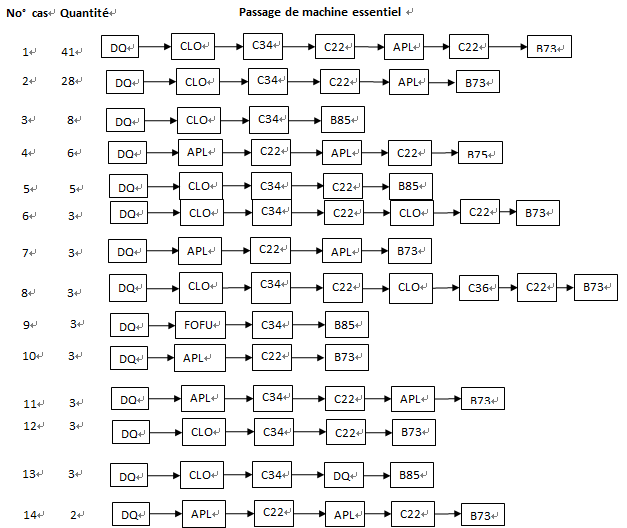
Dans les 21 tableaux, chacun a déjà une gamme de
fabrication non vraie
Conclusion, c’est la gamme de
fabrication longue.
Définition :
une gamme de fabrication longue n’est pas une gamme de
fabrication réelle rédigée par le service méthodes avec la
spécification de client, mais une gamme de fabrication estimée
(virtuelle) qui est constituée par les gammes de fabrication
des échantillons en 2012 qui ont été choisis pour le
Certificat REACH-RoHS. C'est-à-dire que la gamme de
fabrication longue a tout compris les gammes réelles, toutes
les gammes de fabrications des articles choisis peuvent être
notées dedans. Il a compris toutes les machines chez Griset à
fabriquer les produits laminés plats dans l’ordre de
production, certaines machines ont été répétées plusieurs
fois, comme C22, DQ, C36 etc.
Objectifs : Bien
profiter les fonctions d’EXECL et Faciliter les tâches
ensuite. Plan d’action :
Recréer une fiche EXCEL
Copier les 21 tableaux dans une
feuille
Masquer les détails afin d’afficher
les 21 gammes de fabrications non vraies.
Estimer la Gamme de Fabrication Longue
Compléter la table avec les données
des toutes les articles
Corriger les noms des alliages par la
référence en Européenne
Vérifier l’exactitude des donnés
Do :
Le plan d’action est clair, ils ne sont pas les tâche
difficiles à faire. Certaines images sont présentées en Annexe 12 pour
surveiller le processus de réalisation. Check :
Au long de réalisation de la base de donné, il aura
probablement des erreurs. Certaines gammes de fabrication ont
été ressorties pour faire la vérification. Version 3 en Annexe 11
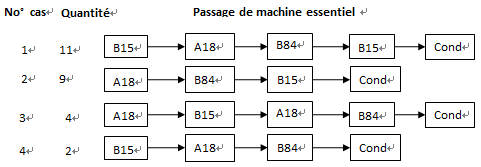
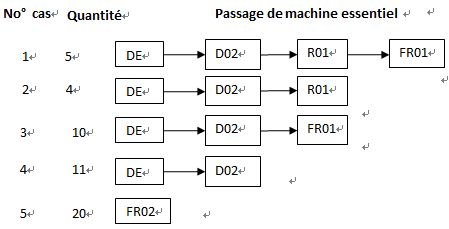
Pour les produits double épaisseurs, les gammes de
fabrication ne sont pas compliquées. Le processus de
fabrication des produits double épaisseurs, n’utilise que 5
machines. C’est simple à estimer la gamme car il y a5 passages de
machines différents au total.
Cette action est simple et sans difficulté. Le
process de fabrication est documenté avec précision en
particulier les fonctions de machine.
Chez griset, il y a deux grands groupes de produit
LP et DE, qui se répartissent moitié-moitié la quantité totale
de fabrication. Leurs systèmes de fabrication ne sont pas le
même. Les Produits DE ont plus de procédures de fabrication.
L’extension du certificat REACH-RoHs concerne principalement
ces produits DE (et les produits « sans C36 »).
Objectif : comprendre
le système de fabrication et faciliter le travail au bout.
A partir du logiciel de la
gestion documentaire QALITEL, nous sortons les fonctions des
machines. Une table pour chaque groupe de produit est créé comme
ci-dessous :
Produits laminés plats
Machines
Fonctions
Commentaires
Cond
Conditionnement
package; mettre l’instruction de la
bande
B73
Cisaillage
Découpe d’une grande largeur en plusieurs
petites largeurs commandées par le client traduit par une
gamme de fabrication.
B75
Cisaillage
Découpe d’une grande largeur en plusieurs
petites largeurs commandées par le client traduit par une
gamme de fabrication.
B84
Cisaillage
Découpe d’une grande largeur en plusieurs
petites largeurs commandées par le client traduit par une
gamme de fabrication.
B85
Cisaillage
Découpe d’une grande largeur en plusieurs
petites largeurs commandées par le client traduit par une
gamme de fabrication.
B86
Cisaillage
Découpe d’une grande largeur en plusieurs
petites largeurs commandées par le client traduit par une
gamme de fabrication.
DQ
Laminage
Le laminage s’effectue dans les 2 sens
puisque chaque tambour ou mandrin est un «
Enrouleur/Dérouleur ».
But : laminer d’une épaisseur à plus faible épaisseur
commandée par le client traduit par la gamme de fabrication
C22
Laminage
Le laminage s’effectue dans les 2 sens
puisque chaque tambour ou mandrin est un «
Enrouleur/Dérouleur ».
But : laminer d’une épaisseur à plus faible épaisseur
commandée par le client traduit par la gamme de fabrication
A18
Laminage
Le laminage s’effectue dans les 2 sens
puisque chaque tambour ou mandrin est un «
Enrouleur/Dérouleur ».
But : laminer d’une épaisseur à plus faible épaisseur
commandée par le client traduit par la gamme de fabrication
APL
Recuit dynamique
Four ; Décapage acide ; Rinçage : élimine
toute trace d'acide ; Brossage : élimine les dernières
traces ; Rinçage après brossage ; Inhibiteur : protection
contre la corrosion ; Rinçage final -L'essorage ; Séchage de
la bande
C36
Décapage et dégraissage (pour des épaisseurs
plus faible comparé C34)
Pré-dégraissage (La bande est « lavée
» par aspersion à l’eau chaude sans additif. Le but est
d’enlever un maximum d’huile. La teneur en huile descend aux
environs de 0.1 à 0.2 g/m2.) ; Dégraissage électroplaque (soude +Novaclean); rinçage
; décapage (Acide Sulfurique H2SO4); rinçage ; brossage ; Inhibition ( une substance chimique qui a la
propriété de se fixer au cuivre par des liaisons covalentes,
Cela protégera la bande contre la corrosion car aucun oxyde
ne pourra se former.)
Assurer le ou les traitements
thermiques prévus dans la gamme de fabrication d’un produit. Recuit : Réchauffage du produit à T= 490 °C
Nouvelle structure cristalline Restauration : Réchauffage du produit à T = 280 °C
Nouvelle structure cristalline à grain très fin Détentes : Réchauffage du produit à T = 220 °C Pas
de Modification de la Structure mais amélioration de
l’allongement en conservant les autres propriétés mécaniques
(Résistance, limites élastiques).
Ce type de traitement permet de supprimer les tensions
internes du métal. Bronze / Laiton : les 3 traitements sont possibles, Cuivre : Possible uniquement traitement RECUIT
CLO
Recuit stastique
comme au dessus
B90
Recuit stastique
comme au dessus
B15
Recuit stastique
comme au dessus
F89
planage
Planer les bandes à la fin du processus de
fabrication afin de conformer les exigences de clients,
traduit dans la gamme de fabrication
F87
Planage
comme au dessus
EBAU
Linge chaude
Laminage
FRAISSEUSSE
Linge chaude
Brossage ; Fraisage ; Planeurs ; enrouleur à
chaud
TANDEM
Linge chaude
Coupage des deux côtés de la bande
Table
3 Machines et ses fonctions pour les produits laminés plats
Conditionnement
Contrôle
Développement produit processus
Outillage
Planning
package;
mettre l’instruction de la bande
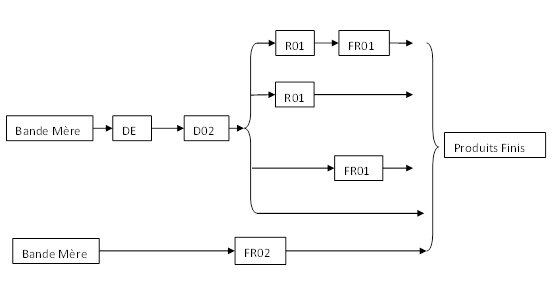
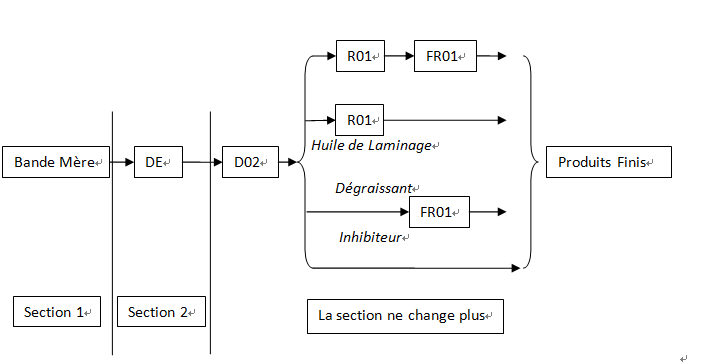
Fabriquer les doubles épaisseurs
D02
Ligne de détensionnement
une machine de détensionnement qui sert à
libérer le métal des tensions internes. en mode discontinu.
FR01
Ligne de décapage inhibition
une machine de nettoyage qui sert à protéger
la surface du cuivre contre l’oxydation ; en mode continu
avec un accumulateur et discontinu (dégradé) sans
l’accumulateur ; Dégraissage électrolytique ; Brossage ;
Rinçage ; Inhibition ; Séchage
R01
Ligne de raclage
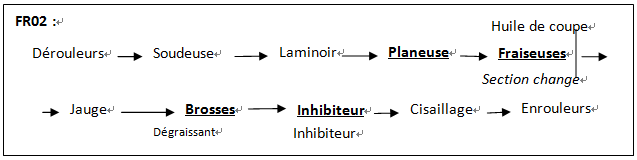
FR02
Ligne de fraisage
Une machine fraise le métal pour avoir la
deuxième épaisseur, il ne touche pas la largeur ou la
longueur, c'est-à-dire la surface d’une bande ne change
jamais après passer FR02. Il fabrique des produits spéciaux.
Il a des fonctions des nettoyages, brossages, …. Une bande
mère a passé FR02, c’est les produits fini.
Table 4
Machines et ses fonctions pour les produits double épaisseur
Avec ces deux tableaux, c’est plus
facile de travailler pour de personne qui connait pas encore le
système de fabrication par cœur.
Contexte : A partir
des deux tableaux de toutes les machines et leurs fonctions,
c’est le début pour chercher les informations des substances
chimiques que l’on appelle Produits Utilisés qui touchent les
bandes. Il y a aucun doute sur le besoin de savoir les quantités
consommées sur les bandes, c’est à partir de cela que la
concentration de substance sur le produit fini pourra être
calculée. Donc lister les produits utilisés c’est pour
finalement sortir leurs quantités consommées sur les bandes
machine par machine.
Objectif : sortir les
quantités consommées des produits utilisés sur les bandes
machine par machine en 2012.
Remarque : cette
action-là est plus dure comparé avec les autres, la
problématique est déjà prévu au tout début du projet, car ce
domaine est la partie non connue, il n’existe pas d’informations
suffisantes pour réussir l’objectif de cette action.
Comment faire ?
Apres discuter avec le responsable qualité
qui connait très bien l’usine et qui a travaillé chez griset
depuis 30 ans. Pour savoir les quantités consommées des
Produits Utilisés sur la bande, au moins, nous pouvons
commencer cette tâche comme le processus dessous :
Schéma :
Figure 10Le processus de
l’utilisation des produits chimiques
Lister les noms des produits qui touchent
la bande machine par machine pour les produits laminés plats
et produits double Épaisseurs ;
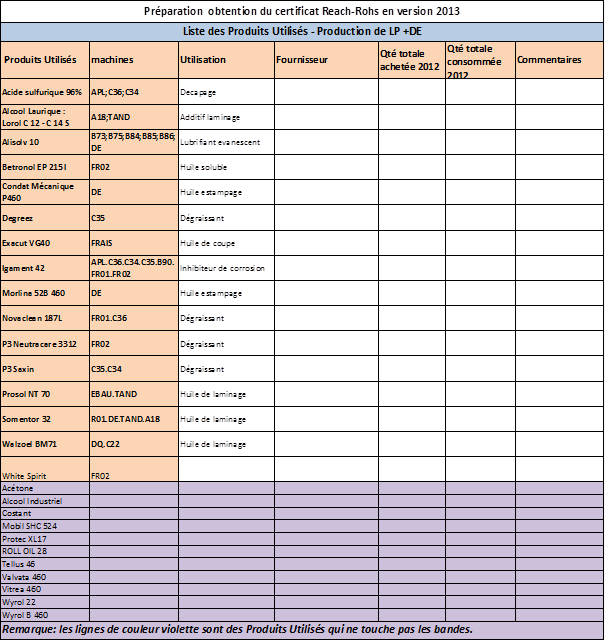
Éditerune liste complète des produits
utilisés dans l’usine pour le service Achats
Demander au service Achats de sortir les
quantités achetées en 2012 de ces produits
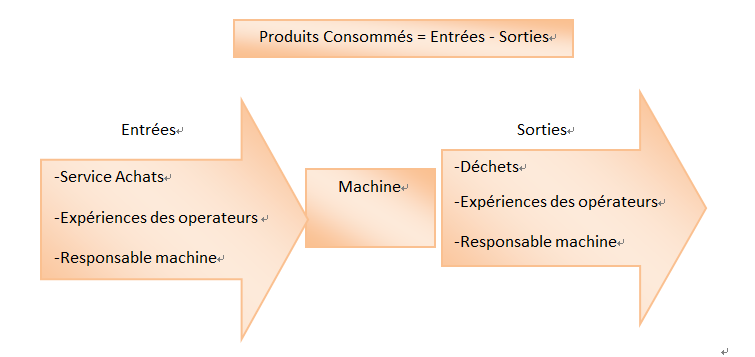
Discuter avec les Responsables des
machines afin d’estimer les entrées et les sorties de
produits utilisés machine par machine.
Discuter avec le Responsable de la
gestion des déchets pour vérifier la quantité sortie des
produits dont il a la charge
Calculer et estimer les quantités
consommées de produits utilisés machine par machine.
DO : Tâche 1 : Lister les noms des produits qui touchent la bande
machine par machine pour les produits laminés plats et
produits double Épaisseurs ;
Avec le logiciel de gestion
documentaire QALITEL, on peut éditer une des produits utilisés
en utilisant les informations contenues dans les MI
(Manuels d’instructions des machines).
Par précaution cette liste est
soumise à vérification auprès des Responsables de fabrication.
Au tout début du stage, il faut
s’informer et discuter avec les Responsables de fabrication afin
de comprendre leur façon de travailler et d’obtenir les
informations de consommation de ces produits.
Lorsque cela était nécessaire,
aller sur terrain pour vérifier les données avec les operateurs
afin d’ajuster au mieux la consommation.
Figure 11Processus de
recherche des produits utilisés
Après tous les effets, les deux
tableaux sont présentés dans l’Annexe
14
Tâche 2 : Editer une liste
complète des produits utilisés dans l’usine pour le service
Achats
Cette tâche est simple à faire.
Rassembler les deux tableaux avant, c’est suffisant. La table se
présente dans l’Annexe14
Tâche 3 : Demander au service Achats de sortir les
quantités achetées en 2012 de ces produits
Figure
12Processus de
recherche des quantités achetées de produits utilisés en 2012
Remarque : c’est de la
communication entre services et c’est plus simple à gérer, car
il y a moins de personne dans cette tâche.
Toutes les données des
quantités achetées sont engistrées dans le système SAP.
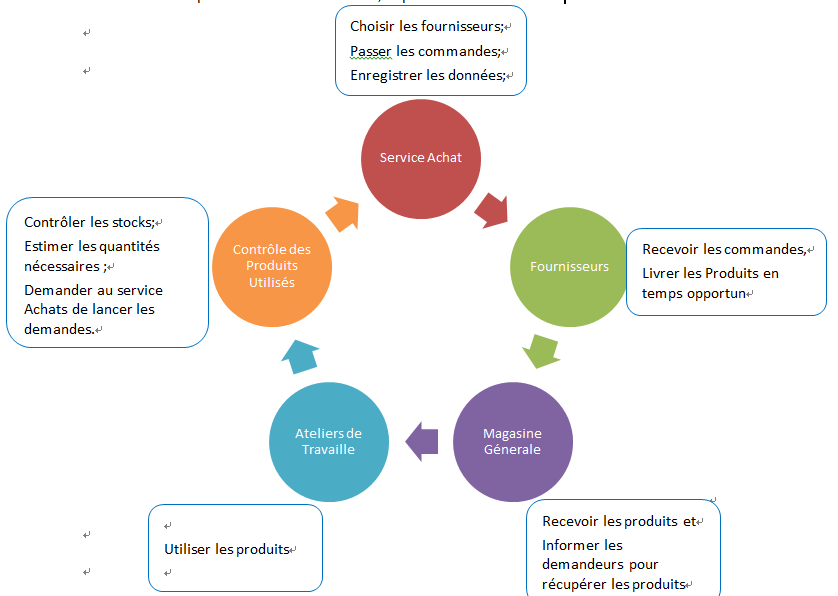
Pour acheter les produits
utilisés chez Griset, le processus est le suivant :
Figure
13Processus
d’achat des produits chimiques
Le service Achats est en
mesure de sortir les commandes de produits utilisés en KG ou L.
Pour certain produit, ce sont des commandes passées en 2012 et
d’autres des commandes passées en 2011 ou bien même avant, s’il
s’agit de produits peu utilisés.
Tâche 4 : Discuter avec
les Responsables des machines afin d’estimer les entrées et
les sorties de produits utilisés machine par machine
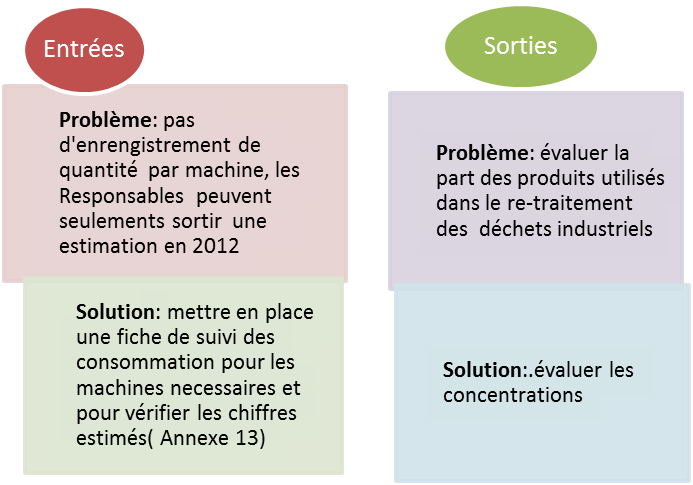
Les responsables des machines concernés ne sont pas en
mesure de donner les consommations exactes et il n’existe pas de
feuille de suivi des consommations de ces produits.
C’est au travers de leur
expérience et de celle des operateurs que les
consommations peuvent être estimées.
Remarque :
Problème rencontré : pour différentes machines,
selon leur fonction, le traitement des produits utilisés n’est
pas le même, c’est compliqué de gérer l’ensemble. Il faut alors
les traiter une par une
Figure
14 Traitement de l’entrée et la sortie de produit chimique
par machine
Tâche 5 : Discuter avec le Responsable de la gestion
des déchets pour vérifier la quantité sortie des produits dont
il a la charge
Le Responsable de la gestion des
déchets/Exploitation STEP, ne connaît pas les concentrations des
produits utilisés dans les eaux arrivant à la STEP. Ce sont les
eaux de rinçage ou refroidissement des machines : C36
(52%)>C34 (20%) > APL (10%) >FR01 (10%)>DE (8%).
Le système de STEP mesure les concentrations des 4 paramètres :
PH ; Cu ; Zn ; Al. Pour les autres produits Utilisés dans ces
machines, il y a des bains fermés en utilisation continue.
Lorsque les Responsables des machines veulent changer les bains,
le Responsable de la gestion des déchets va demander à des
sociétés extérieures de venir récupérer les bains.
Particulièrement les bains : eau + Igarmet 42; eau + Somentor 32
; bains d’huile soluble de la ligne à chaud, du laminoir
Duo-Quarto, de la FR02 et C22.
Ces sociétés extérieures ne calculent pas les concentrations des
substances dans les déchets, c’est donc difficile d’avoir les
informations de sortie des produits utilisés.
Tâche 6 : Calculer
et estimer les quantités consommées de produits utilisés
machine par machine
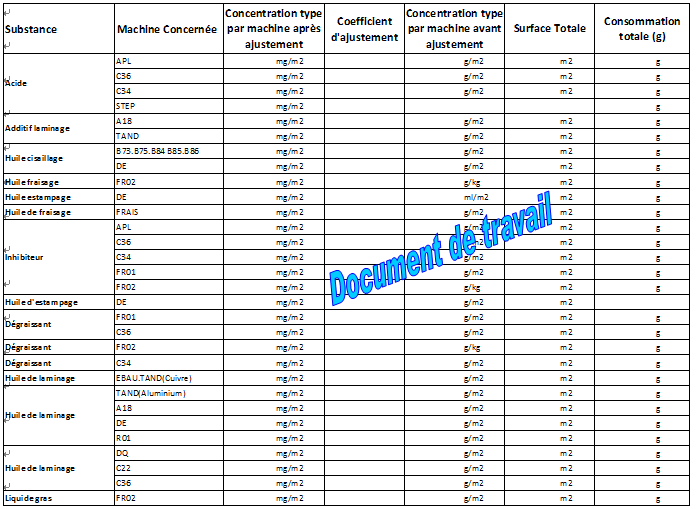
2.1.4
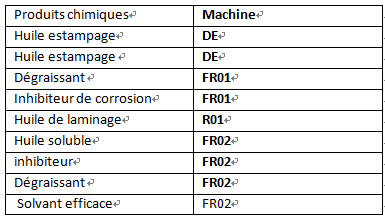
Liste des concentrations des substances limités sur RoHS
Pour chaque produit fabriqué
par Griset, il y une fiche de données de sécurité(FDS) faisant
état des substances dangereuses. Un tableau Excel Excel en Annexe 15
liste les concentrations des six substances :plomb(Pb) ; mercure
(Hg) ; cadmium(Cd) ; chrome hexavalent (Cr Vi) ;
polybromobiphényles(PBB) ; polybromodiphényléthers (PBDE).
2.2.1
Processus de fabrication intégré les produit chimiques
2.2.1.1
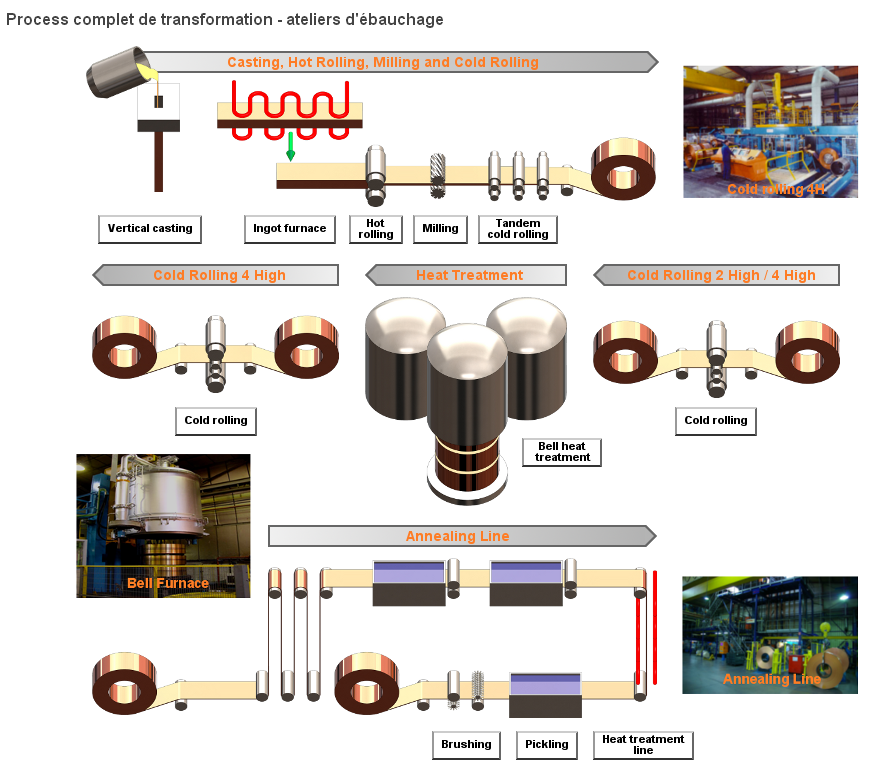
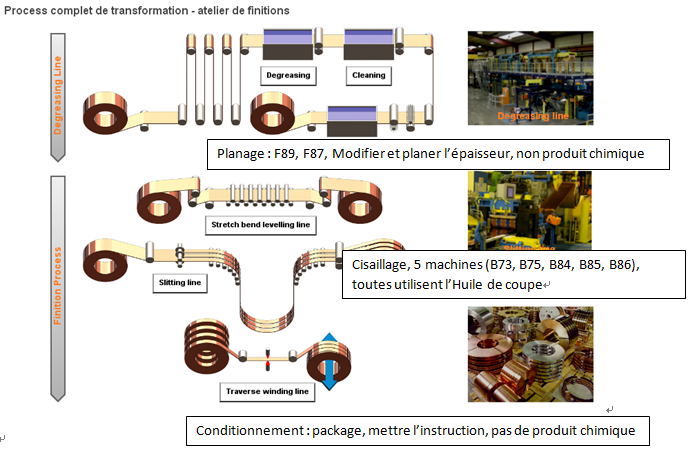
Processus complet de transformation des Produits Laminés Plats
1) Ateliers d’ébauchage
Ligne chaud comprend trois machines:
EBAU, FRAIS, TAND ; en fonction de
traitement des matières chimique, ils sont
traités ensemble.Les
quatre produits chimiques utilisés touchants
la bande :
Figure 15
Processus de fabrication d’atelier ébauchage pour LP
2) Atelier de finitions
Décapage et dégraissage, trois
machines C34, C35, C36. C34 dégraisse des bands
ayant épaisseur épaisse ; C35 ne tourne de moins
en moins ; C36 dégraisse des bandes ayant
épaisseur faible. C36 fonction mieux que C34, il a
de cycle fermé au niveau de l’utilisation de
produit chimique, moins de volume utilisé.
décapage- C34, C36
dégraissant – C36
dégraissant – C34
Inhibiteur- C34, C36
Figure
16 Processus de fabrication d’atelier finition pour LP
2.2.2
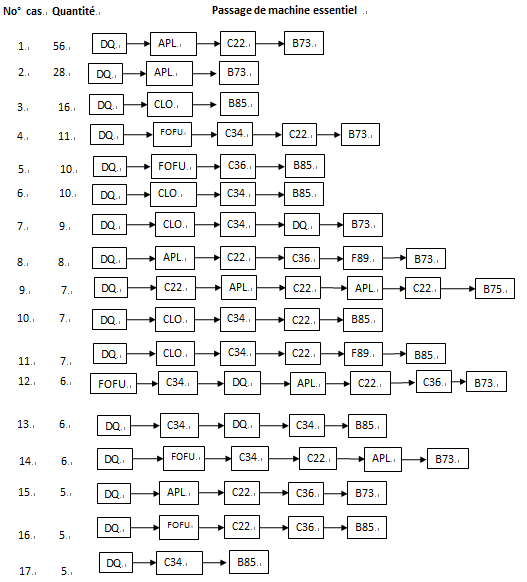
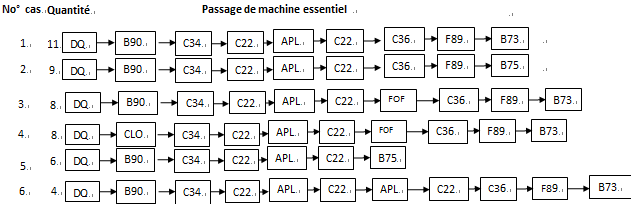
Gamme de fabrication et liste de produit chimique
Un schéma général à présenter la gamme de fabrication
pour les 4 familles des alliages Pour chaque famille
de bande, le passage de machine est différent,
ci-dessous va présenter le chemin le plus présentatif,
comme ca, nous pouvons savoir quelles produis
chimiques ont possibilité de reste sur la bande pour
chaque famille.
Figure
21. Schéma générale de gamme de fabrication au
niveau de l’usine
2.3
Méthodes à calculer les concentrations des
substances
Le processus de calcul des
concentrations n’est pas identique, en raison des différents
processus fabrication, des produits utilisés et des machines par
lesquelles passent les produits laminés plats et les produits
double épaisseurs. La situation des produits laminés plats est
plus compliquée et c’est aussi la base des produits double
épaisseurs. C’est donc la partie du processus à calculer en
premier, puis ce sera les produits double épaisseurs.
2.3.1
Pour les produits laminés plats (LP)
Au cours de la création de la Base, les informations
du système de fabrication des produits ainsi que les substances
utilisées pour les produire sont devenues plus claires.
Par rapport à la façon dont les bandes sont fabriquées chez
Griset, pour sortir les concentrations sur les produits finis,
il faut calculer les concentrations sur les surfaces.
Le schéma suivant résume les paramètres importants à prendre en
compte afin d’éviter des erreurs.
Figure 27Processus de calcul
des concentrations pour Produits Laminés Plats
Le schéma à calculer les concentrations des substances
Figure
28Le schéma à
calculer les concentrations des substances
Les résultats finaux sont les
quantités résiduelles potentiellement présentes sur les produits
avant livraison, c'est-à-dire le Concentration de la Substance
(Produit Chimique) qui a été utilisée dans le processus de
fabrication.
L’équation de base est la suivante
:
PU : Les Produits Utilisés ; les
produits chimiques participant à l’élaboration du produit vendu.
PF : Produits Fabriqué par Griset
(produit vendu).
Au regard du schéma, les Concentrations des Produits Utilisés dans
les Produits Fabriqués tient compte de la surface des bandes à
chaque étape de transformation.
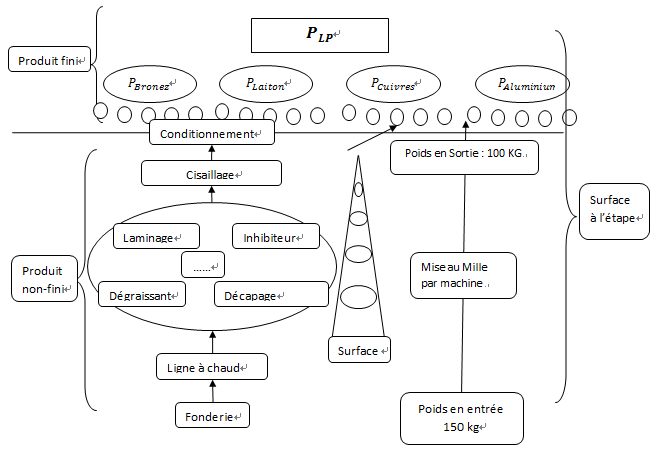
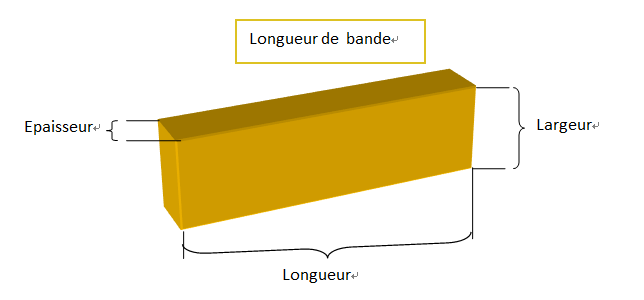
On considère la masse et la
surface des bandes comme expliqué ci-dessous :
Figure
29Surface de
produit fini LP
M=ρ×V=ρ×Longeur×Largeur×E.
S=2Longeur×Largeur
Les surfaces comptabilisées ne
tiennent pas compte de la tranche (épaisseur), car obtenu par
cisaillage après dépôt de tout produit chimique (sauf huile
Alvisolv 10). Par ailleurs, cette valeur est négligeable au
regard des surfaces principales.
Equation des surfaces:
S=2M/ρE
Les unités sont:
M: kg
ρ:kg/〖dm〗^3
E: mm
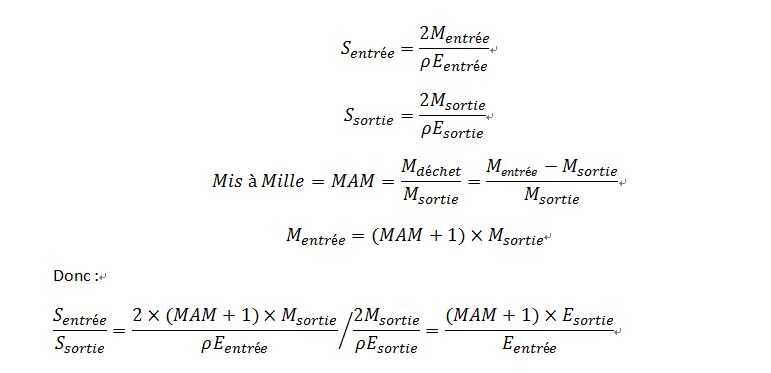
Le calcul des surfaces donne :
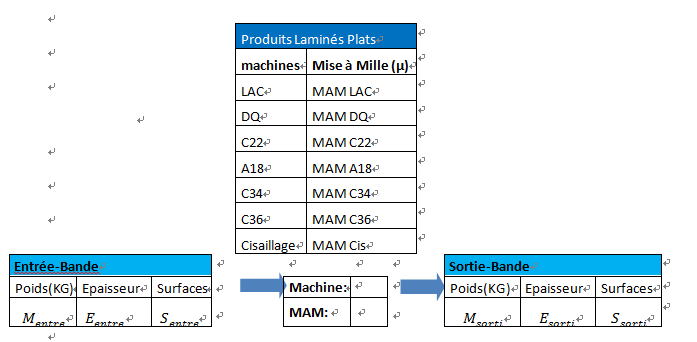
En connaissant la surface de tous les produits finis et
en intégrant le taux de rebut (mise au mille) il devient possible
de calculer la surface et la masse entrante de chaque produit lors
de chaque étape de transformation.
Figure
30 Surface à chaque étape
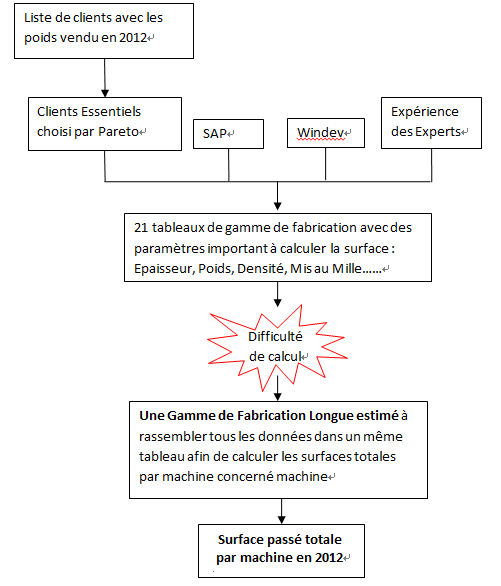
Sur EXCEL, toutes les surfaces
peuvent être calculées pour chaque étape de transformation en
ajoutant des colonnes qui présentent toutes les épaisseurs et
toutes les surfaces de l’étape .
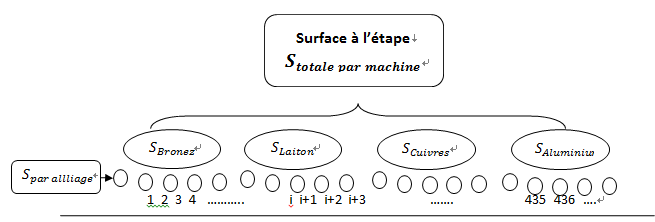
Figure
31 Logigramme de surface passé totale par machine en
2012
Sur la gamme de fabrication
longue certaines machines se répètent trois ou quatre fois, pour
calculer les surfaces totales, toutes les situations vont être
comptabilisées.
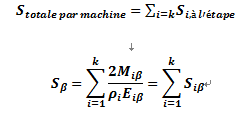
Figure 32Surface
totale par machine
i : se présente les articles
des produits qui sont passé par machine
β : représente la machine
Notons que l’étude porte sur 80% du tonnage réalisé par Griset
en 2012. Il conviendra de corriger les surfaces totales de ce
rapport 0,8.
Les machines C35 et B90 tournent très peu, donc ne
comptent pas. Les machines FOFU, CLO, B15, F89, F87, COND ne
comptent pas car elles n’utilisent pas de produits chimiques.
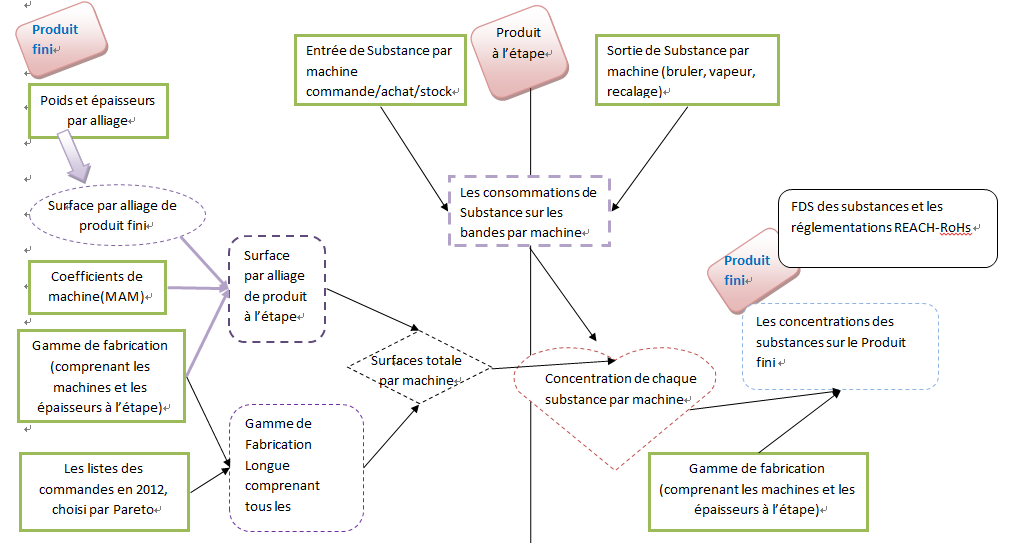
2.3.1.4
Consommations des Produits Utilisés par machine
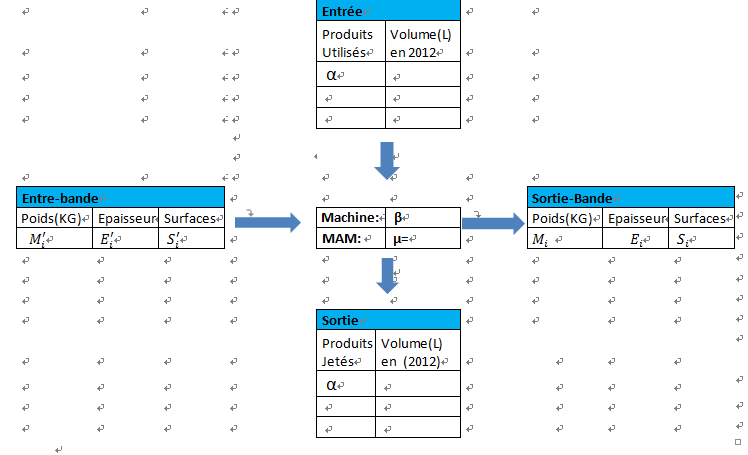
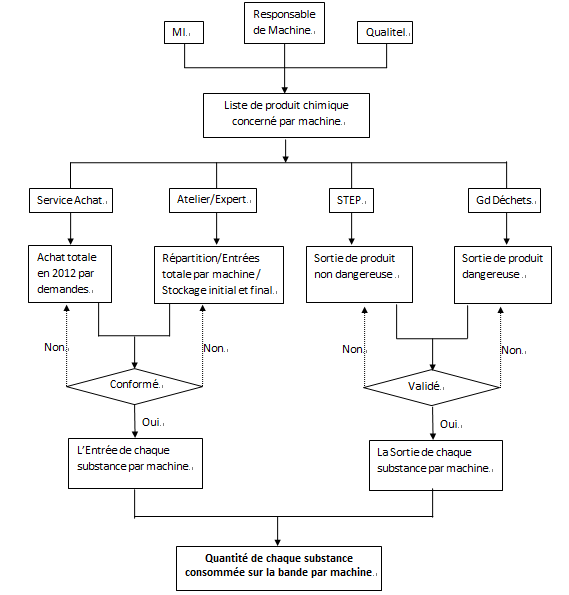
Figure
33 Logigramme de l’obtention de la quantité de
substance consommée sur la bande
Avec toutes les Entrées et
Sorties estimés des produits utilisés par machine dans la base,
nous pouvons calculer les consommations d’une année entière
selon le schéma ci-dessous. Ces valeurs d’Entrée – Sortie sont
des estimations au plus juste, qui sont souvent maximiser en
Entrée (données d’achat).
Consommation = Entrée –
Sortie
2.3.1.5
Concentration de chaque substance à l’étape
Les Concentrations Types de
substance par machine sont théoriquement stables. Le process
ne change pas. Notons que pour certaines machines, nous avons
mesuré la concentration de produit chimique sur la surface,
par dosage. Au niveau du processus de calcul, les
Concentrations types des produits chimiques par machine
peuvent être sorties par l’équation ci-dessous :
Sβ': Surface totale
passé par machine β
Vαβ : Quantité de produit chimique α consommé sur les
surfaces de machine β en 2012
2.3.1.6
Concentrations des substances sur les
produits à l’étape
Hypoesthésie 1 : Nous considérons
que les substances une fois déposées restent « accrochées
» aux surfaces des bandes produites. Le paramètre qui
change sur la bande, c’est l’épaisseur qui cause
l’augmentation de changement de surface une fois que la
bande passe le processus de laminage. La concentration de
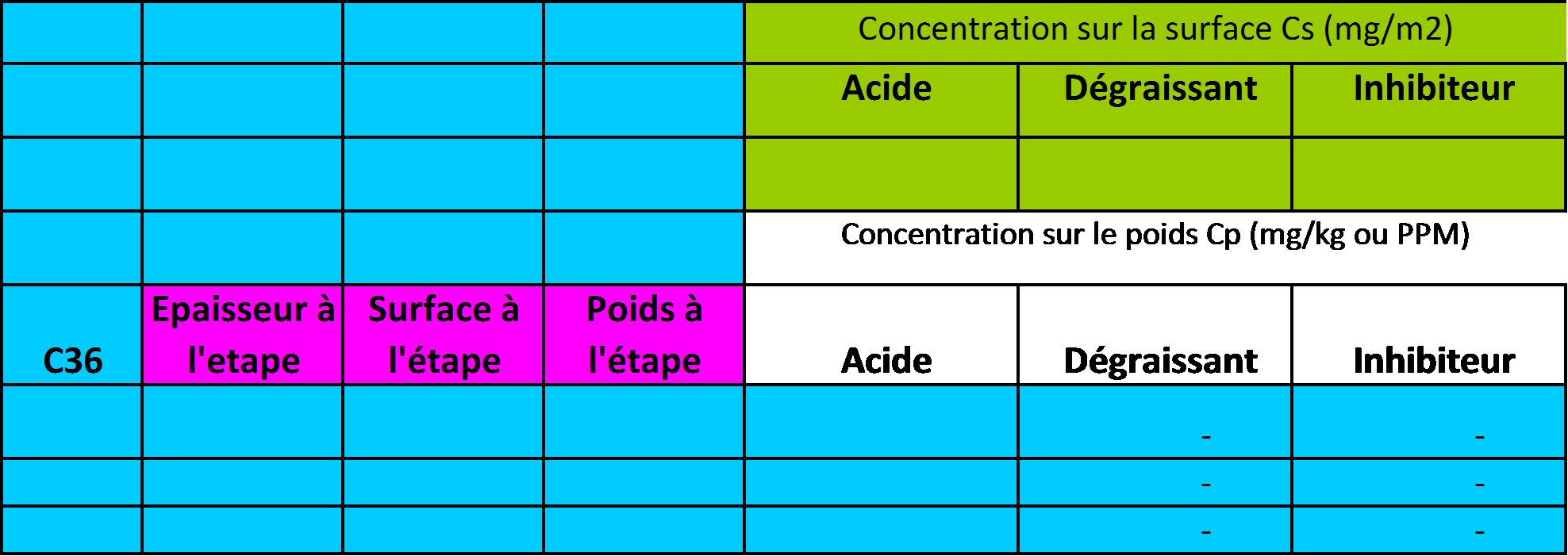
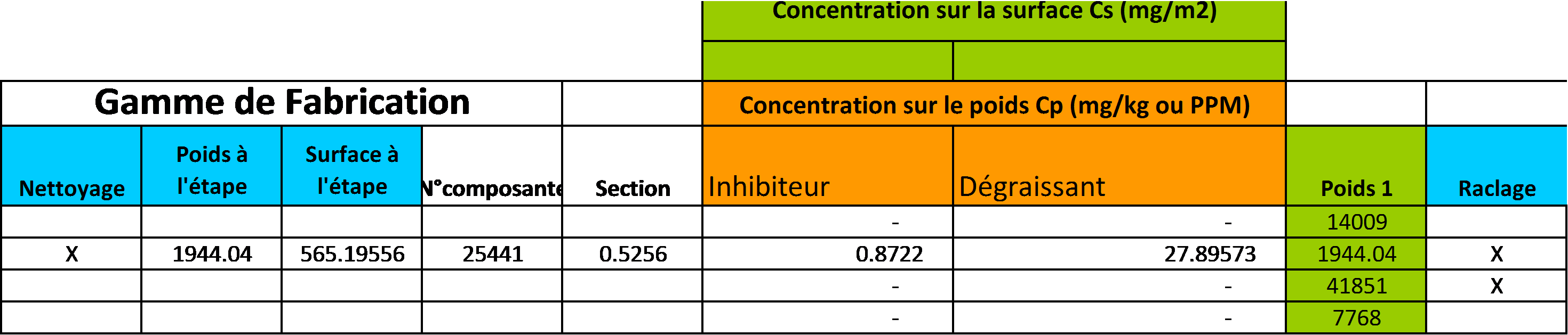
la substance sur les poids à l’étape par alliage :
Cαβi
Notons simplement le cas de l’huile (laminage…) qui
sera éliminée dans le process de dégraissage spécifiquement
dédié, l’huile sera alors automatiquement comptabilisée.
2.3.1.6
Concentrations des substances sur les poids des produits finis
La concentration de la substance sur les poids des
produits finis :
2.3.2 Pour
les produits doubles épaisseurs (DE)
Les produits double épaisseur
sont fabriqués dans deux ateliers distincts, l’un
d’estampage/laminage et l’autre de fraisage grande vitesse.
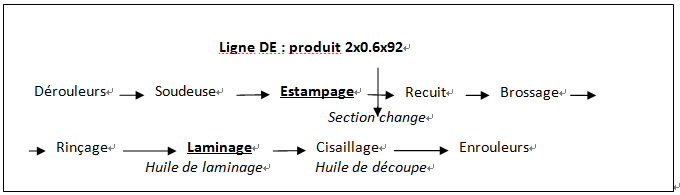
Estampage/laminage :Les
produits fabriqués par estampage/laminage suivent une
succession d’opération de transformation en continue et
reprise
(Estampage/Recuit/Brossage/Nettoyage/Laminage/Cisaillage …).
Le principe de calcul des Produits Utilisés est identique aux
Laminés Plats.
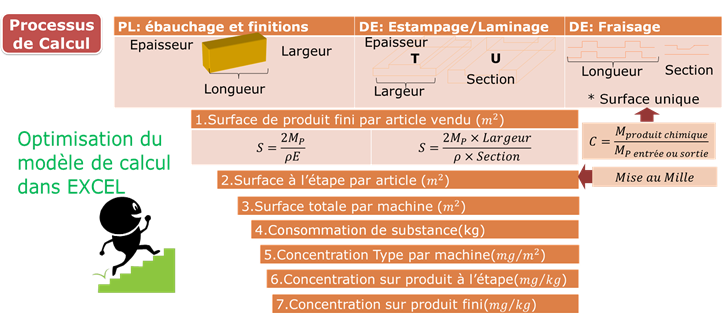
Calculer la surface de produit fini
Calculer la surface de produit
intermédiaire ou à l’étape
Calculer les surfaces totales passées
par machine
Calculer les consommations des
Produits Utilisés par machine
Calculer les concentrations de
Produits Utilisés sur les produits intermédiaires
Calculer les concentrations de
Produits Utilisés sur les produits finis
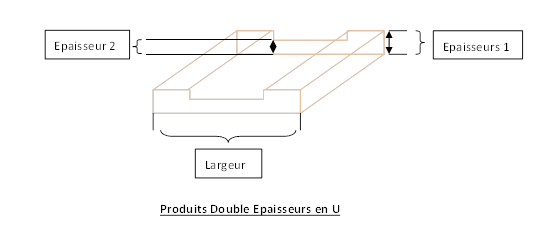
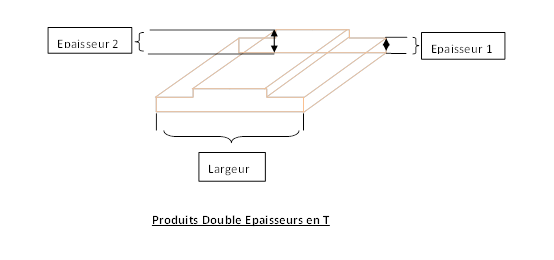
Notons simplement une différence importante de forme entre deux
grandes familles de produits double épaisseur, le profil en U et
en T selon les schémas ci-dessous :
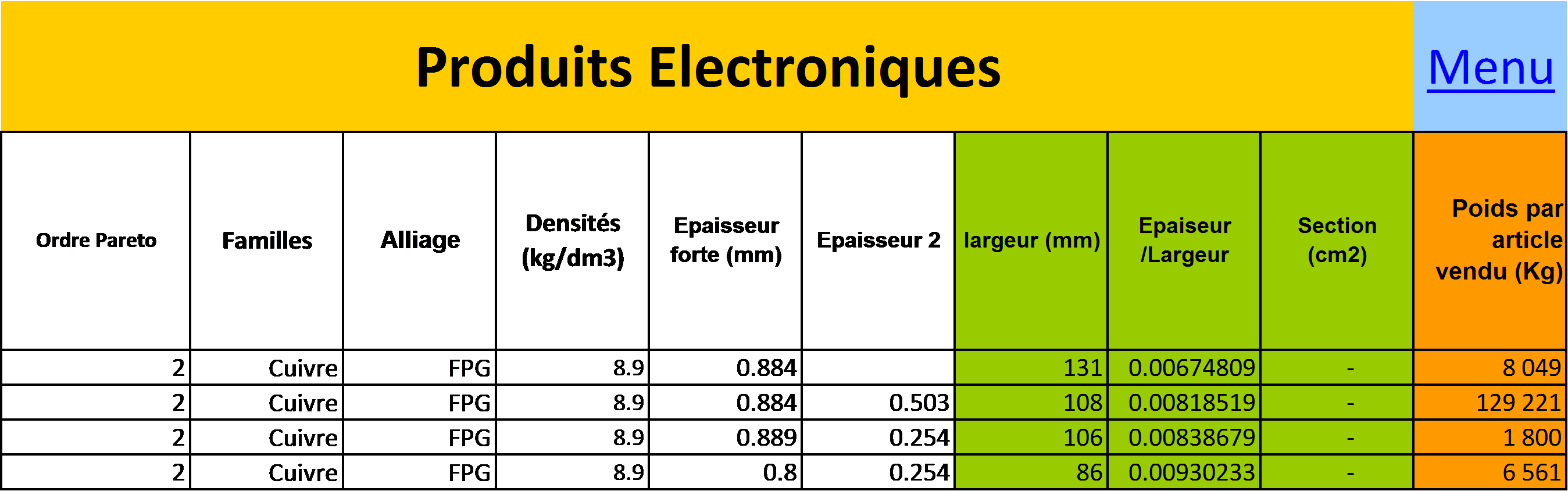
La section du produit change
uniquement durant l’opération d’estampage/laminage :
Figure
34Surface de
produit fini pour produits double épaisseur
La section du produit change uniquement durant
l’opération d’estampage/laminage. La section finale de chaque
produit est déterminée par la spécification du client. Cette
exigence est reportée dans le process pour établir à la fois la
bande mère et les réglages de l’opération d’estampage :
M=ρ×V=ρ×Section×Longeur
S=2×Longeur ×Largeur
Ce qui donne,
S=(2M×Largeur)/(ρ×Section)
Les Unités de cette
équation
S : m^2
M : kg
ρ:8.92 kg⁄dm^3
Section : cm^2
Largeur : mm
Il faut considérer les unités afin
de calculer directement aves les valeurs enregistrées,
l’équation devient
S=100×(2M×Largeur)/(ρ×Section)
Produits Double Epaisseur
Machines
Mis au Mille
EST
MAM
EST
D02
MAM D02
R01
MAM R01
FR01
MAM FR01
Les M, les largeurs et les sections des produits finis
ou intermédiaires des échantillons qui sont été choisi sont dans
la base.
Avec la même fonction, les surfaces à l’étape peuvent
être sorties. En fait, comme présenté avant dans toutes
les possibilités des gammes, les surfaces ne changent qu’ne fois
lors de l’étape d’estampage et de laminage. Les deux
surfaces sont définies comme la surface Entrée et la surface
Sortie.
Les Produits Utilisés en Estampage sont les huiles Morlina S2B
460 et Condat Mecanic EP 460, qui sont dans les surfaces
d’Entrée, les autres produits sont tous sur les surfaces de
Sortie.
Avec les consommations de Produits Utilisés, il est simple de
calculer les concentrations par surface.
Les concentrations des
Produits Utilisés sur les produits non-finis à l’étape: Cαβ
Les quantités ou les volumes consommés des Produits Utilisés :
Vαβ
Cαβ=Vαβ/Sβ
Avec la gamme de fabrication de
chaque article, les concentrations de chaque Produits Utilisés
sur les surfaces pour un article de produit à l’étape :
Ciαβ=Cαβ
La concentration de la substance
sur les surfaces des produits finis : Cαβi ;
La concentration de la substance sur les poids des produits
finis : Pαβi ;
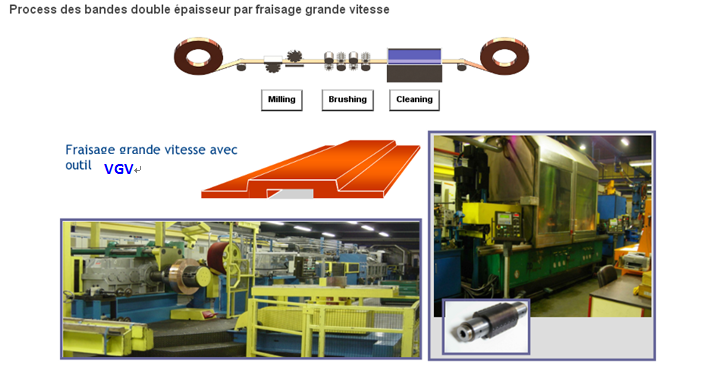
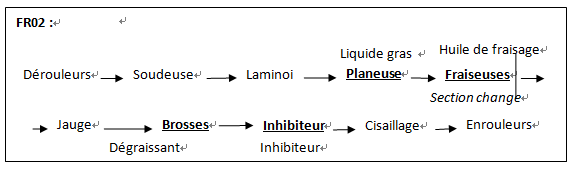
Fraisage
grande vitesse : Pour les produits
qui sont fabriqués par Fraisage Grande Vitesse (Machine FR02),
les surfaces de la bande ne changent pas, car l’enlèvement de
copeaux ne modifie pas la largeur et la longueur de la bande
mère correspondant aux spécifications des clients. La machine
FR02 est capable de fabriquer des produits spéciaux aux formes
complexes.
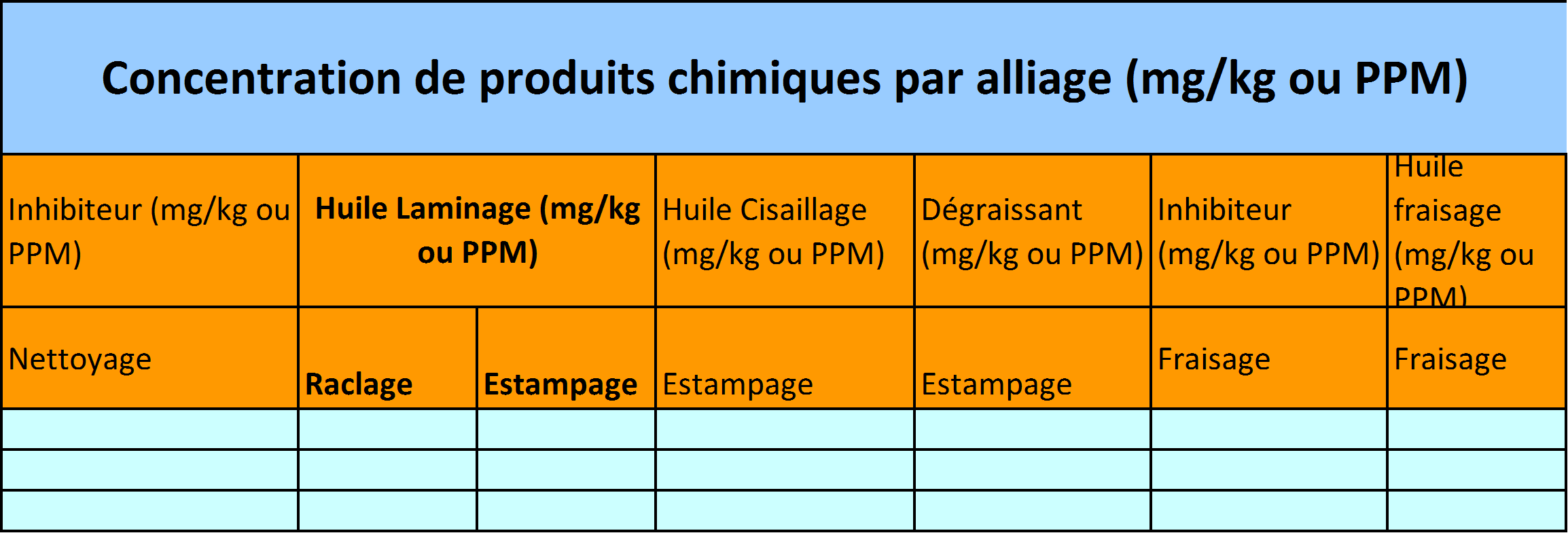
Les quatre Produits Utilisés dans cet atelier de
Fraisage sont : Liquide gras ; Inhibiteur ;
Dégraissant et Huile de laminage. L’inhibiteur est utilisé sur
d’autres machines tandis que les 3 autres sont utilisés
uniquement par l’atelier de Fraisage. Leurs concentrations
peuvent être calculées par les quantités consommées sur les
poids des produits intermédiaires directement.
C=V/M
Les produits
sont utilisés dans les différentes procédures de fabrication,
ce qui changera la quantité de M,en fait, pour FR02,
il n’y a que deux poids, entrée et sortie, le poids changeant
à l’étape de fraisage.
Figure 35
Produits utilisés à l'étape FR02
Donc les concentrations des
substances sur les produits finis en année 2012:
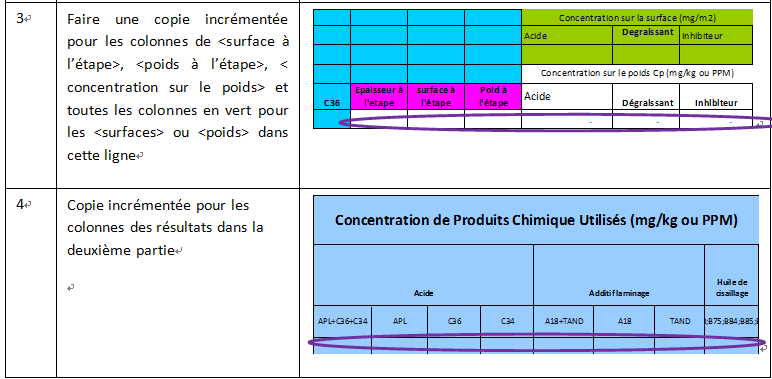
2.4.2
Concentration de substance sur le produit fini
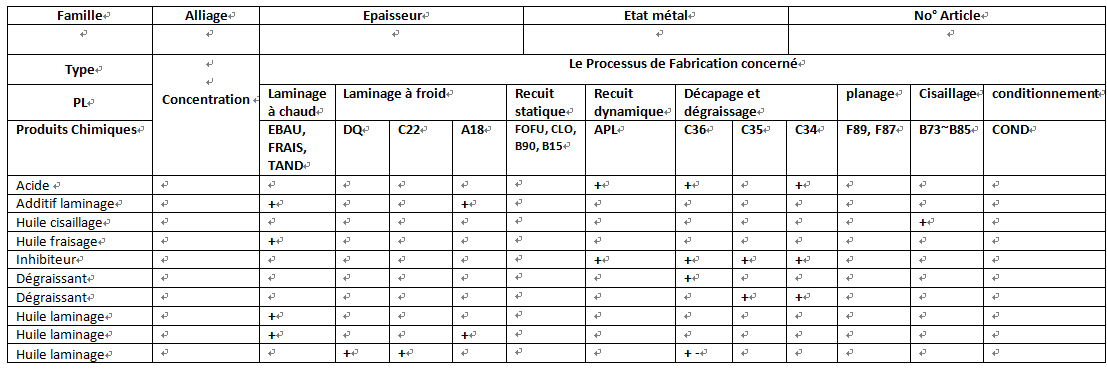
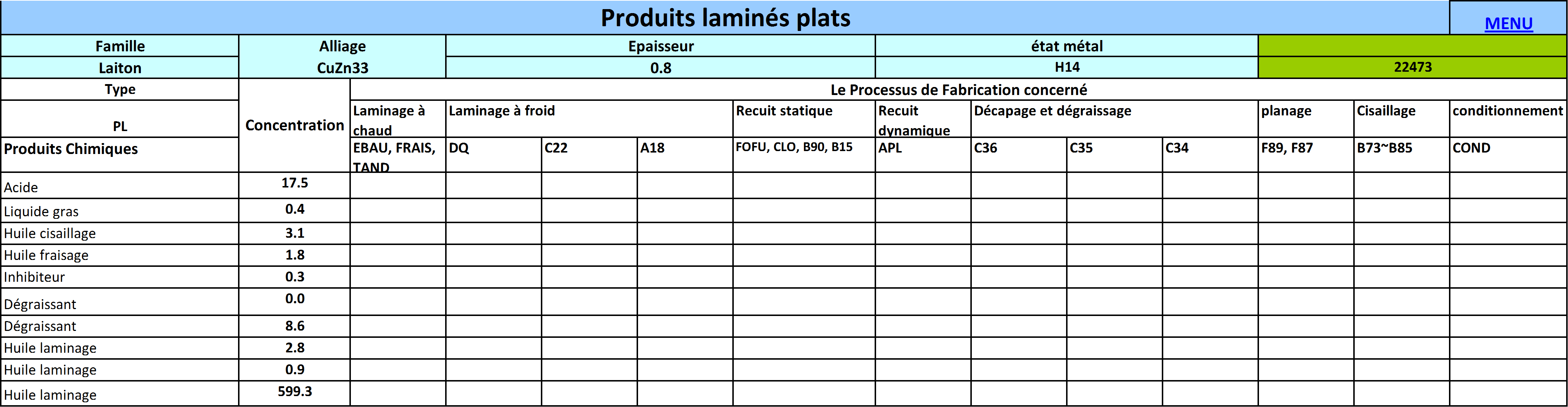
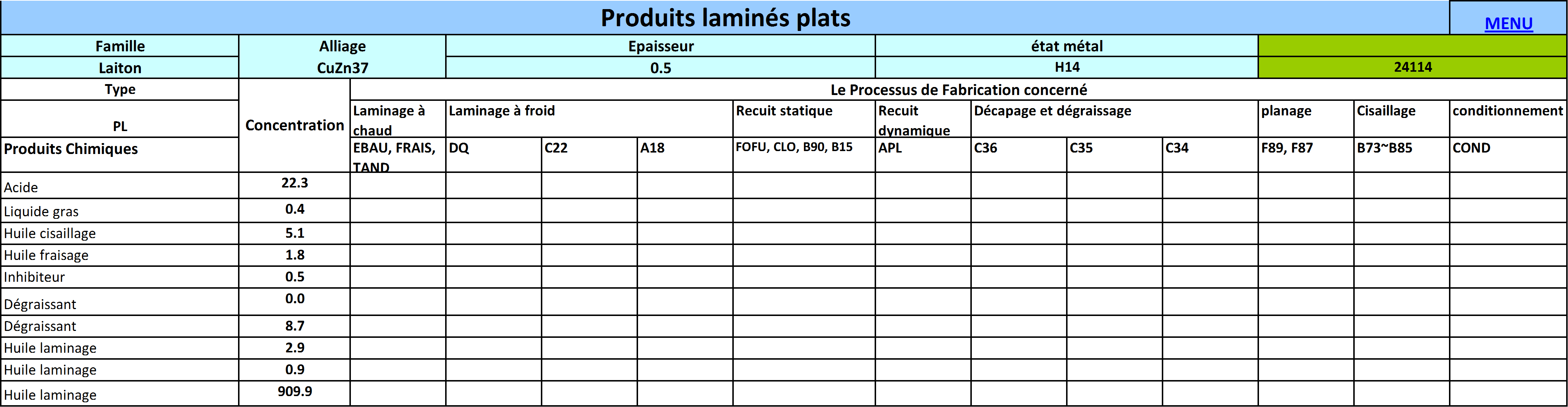
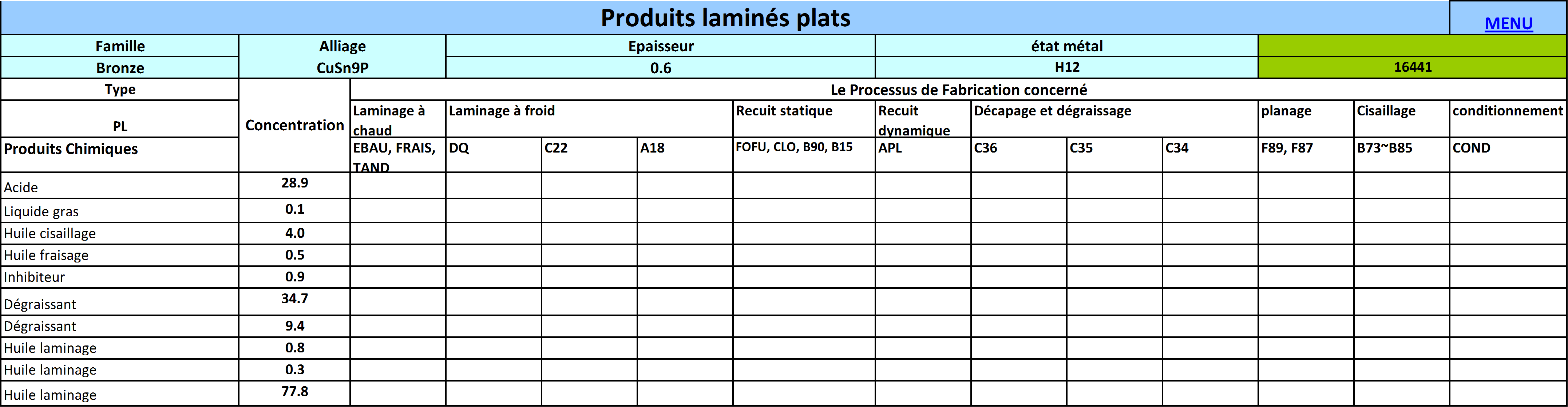
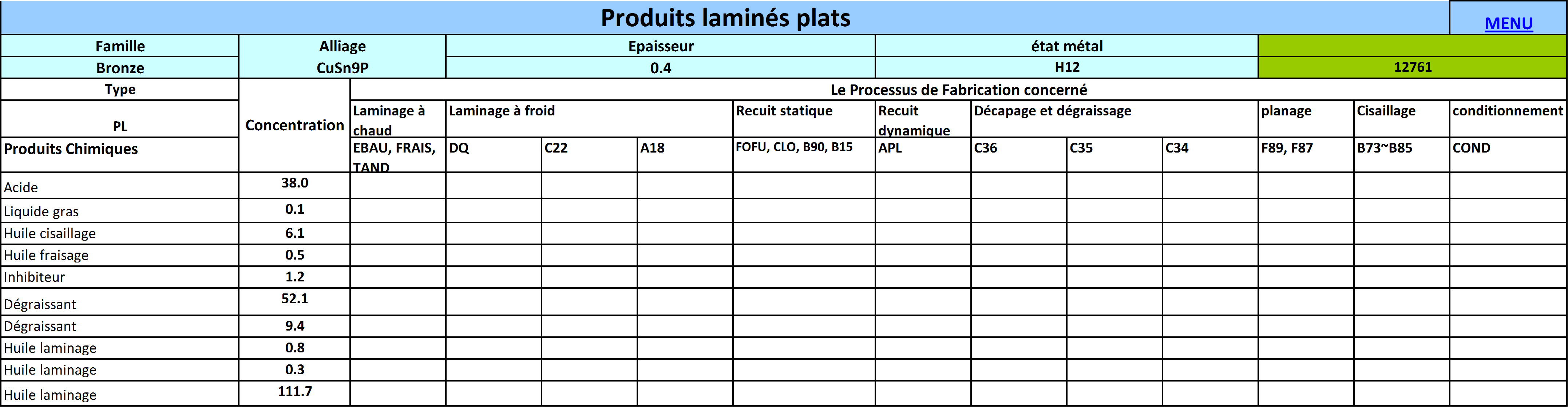
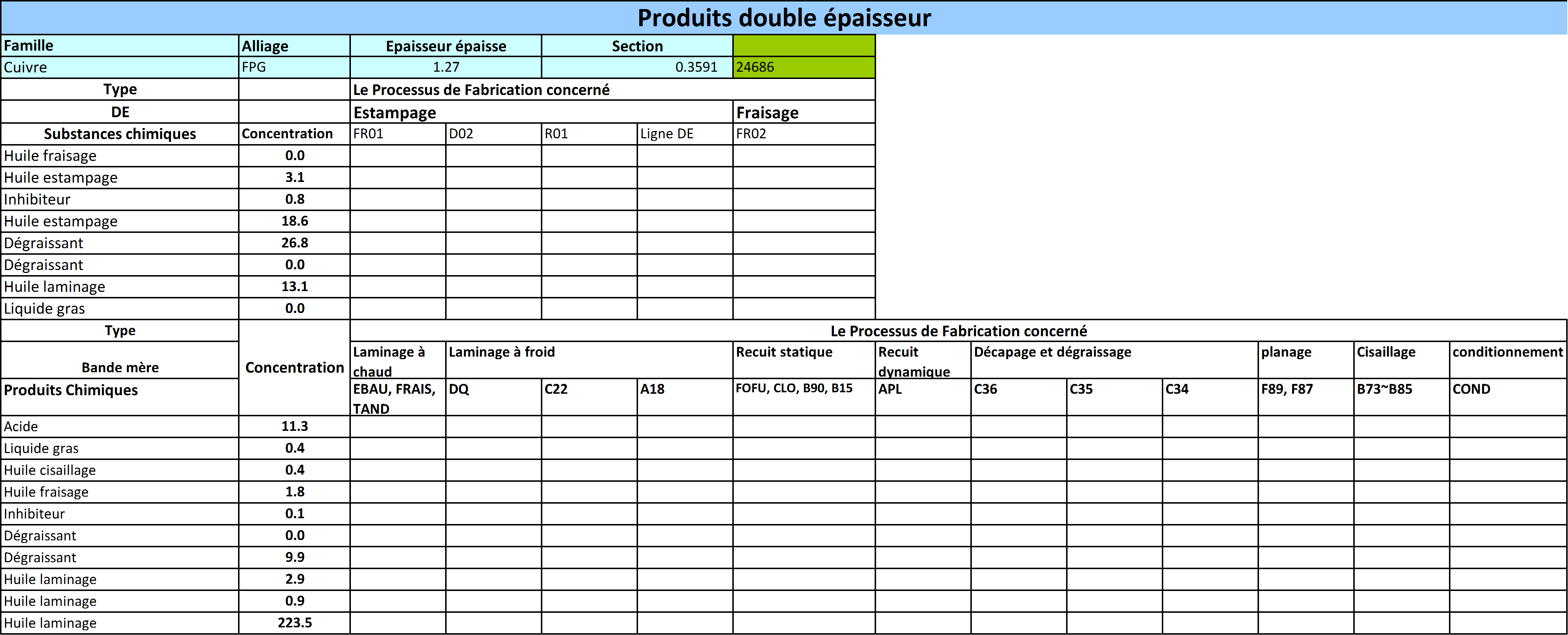
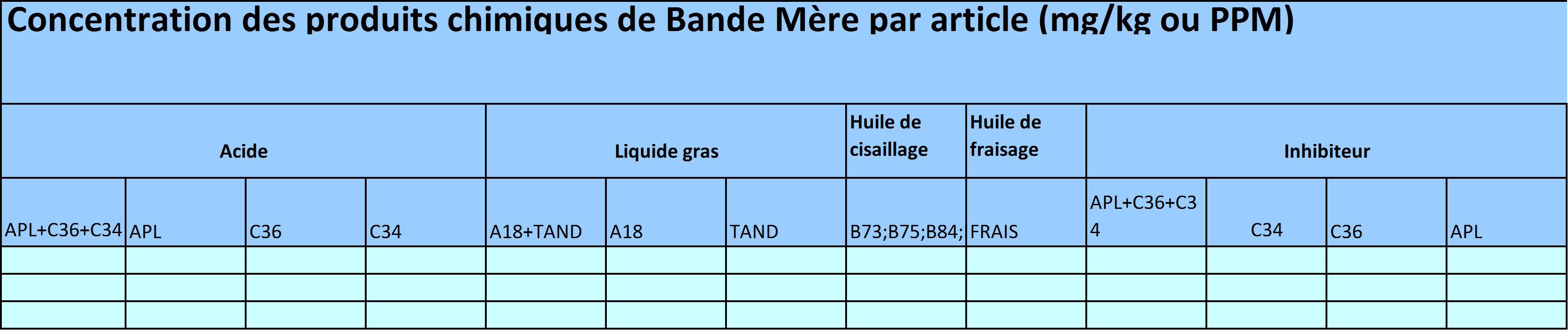
Les résultats de chaque concentration
par alliage vont présenter dans les formulaires en dessous,
ils incluent les paramètres principaux, tous les
produits chimiques et son processus de fabrication
concerné. Les symboles ‘+ ‘ dans le tableau présentent
que cette machine utilise ce produit chimique ; le symbole
‘-‘ se présente que cette machine enlève ce produit
chimique. Tous les résultats des articles vendus dans
la base de données peuvent être présentent dans ces deux
tableaux par choisi le N° Article, ici, nous vous présentons
des exemples le plus représentatifs pour chaque
famille.
L’unité de résultat est PPM (mg/kg)
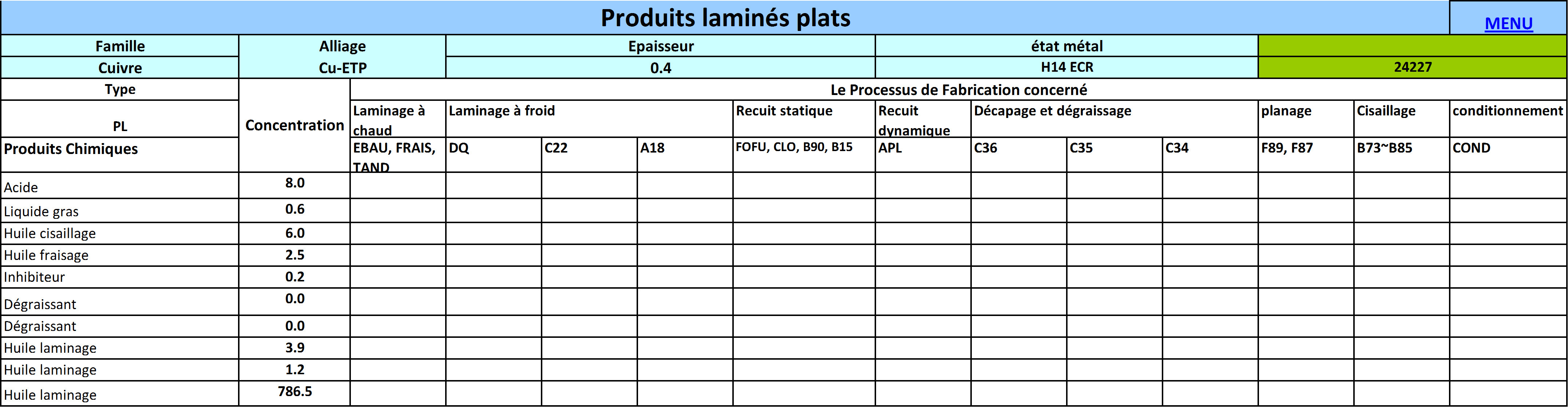
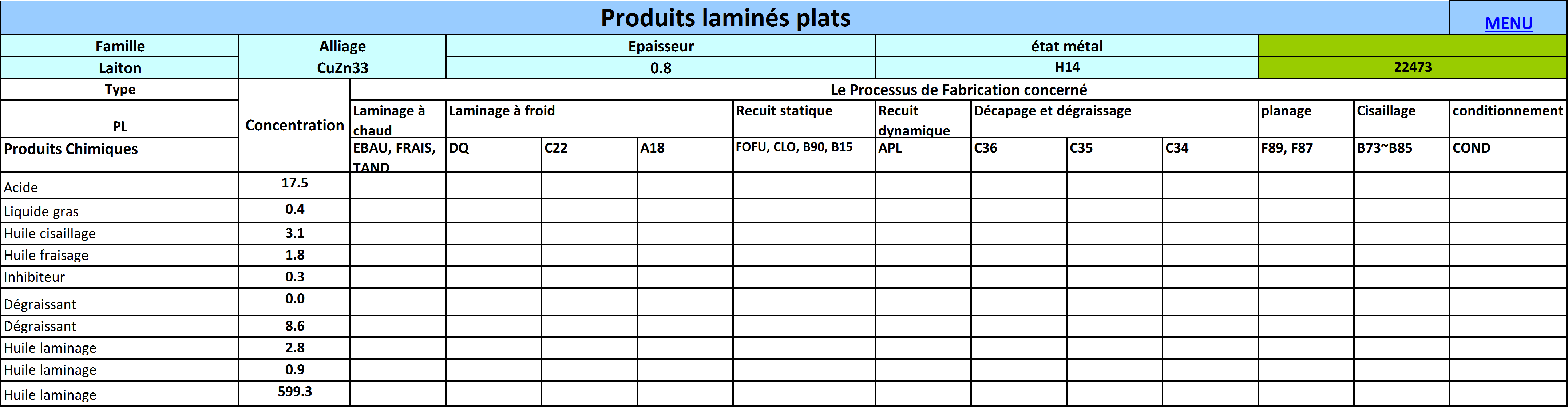
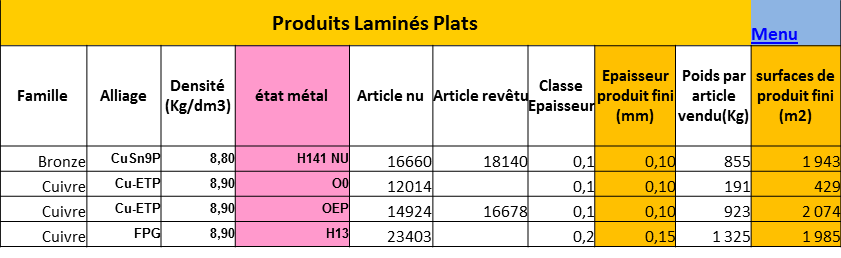
Table 8 Formulaire à présenter les concentrations des
substances sur le produit fini LP
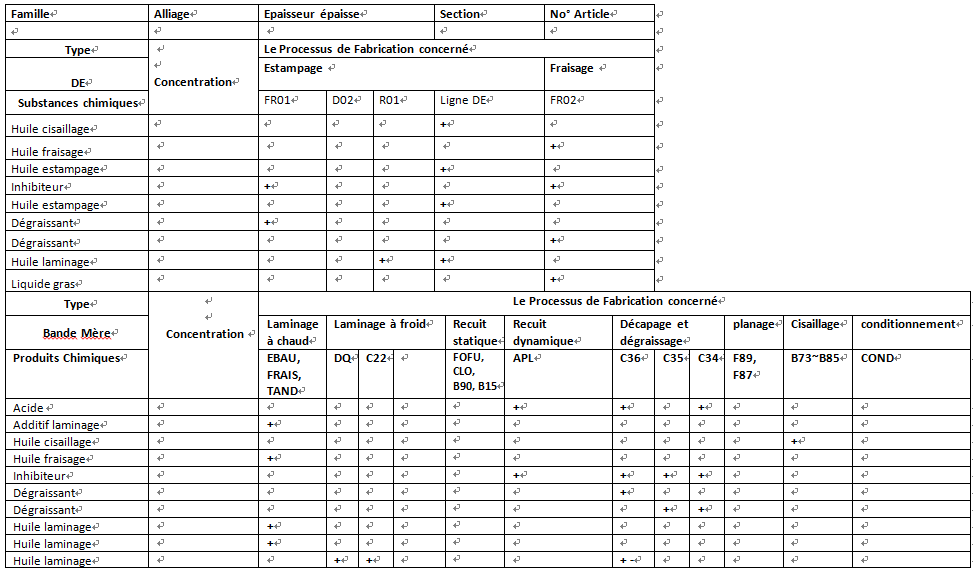
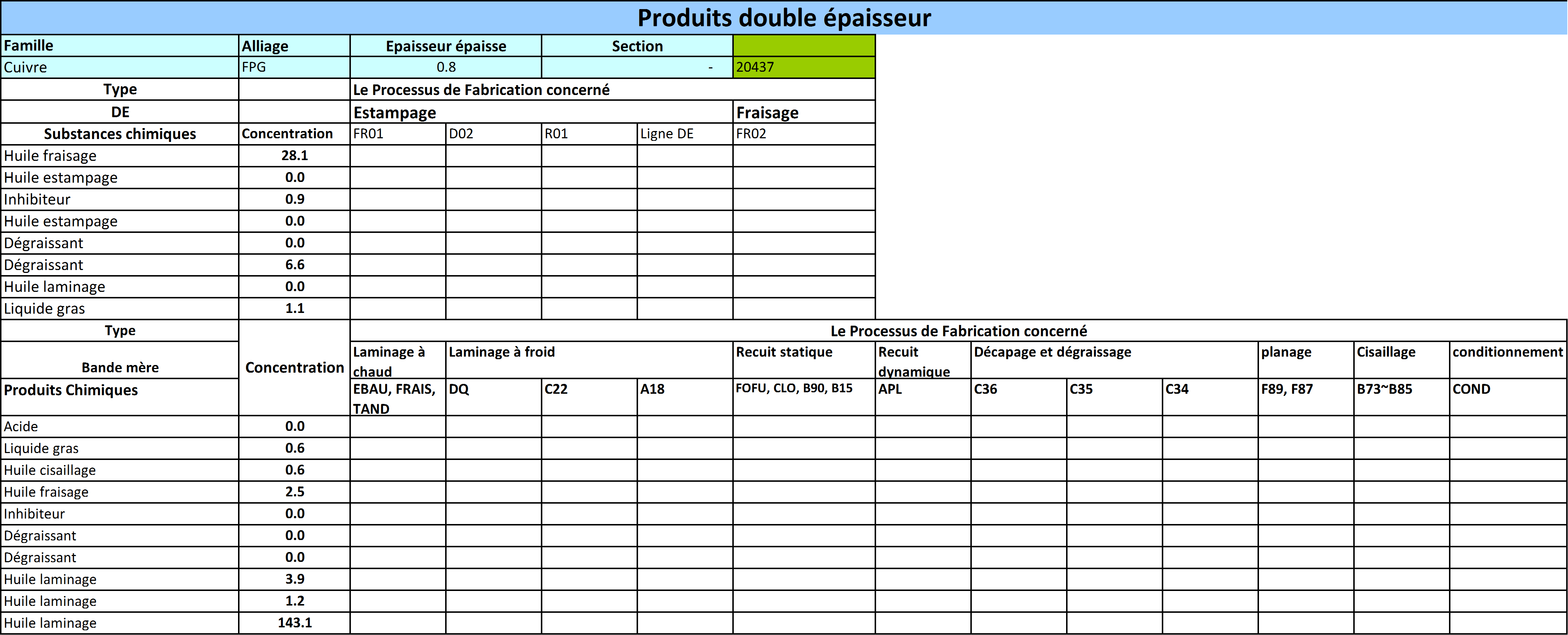
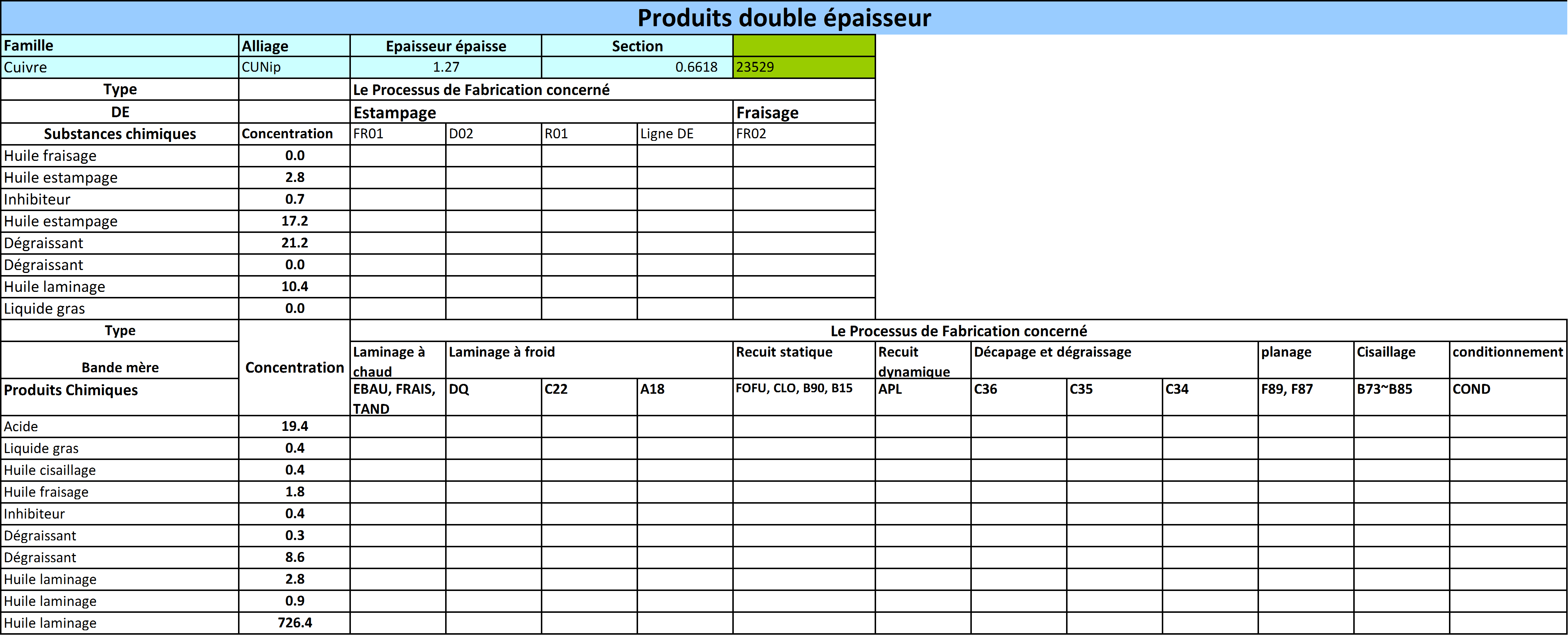
Table
9 Formulaire à présenter les concentrations des
substances sur le produit fini DE
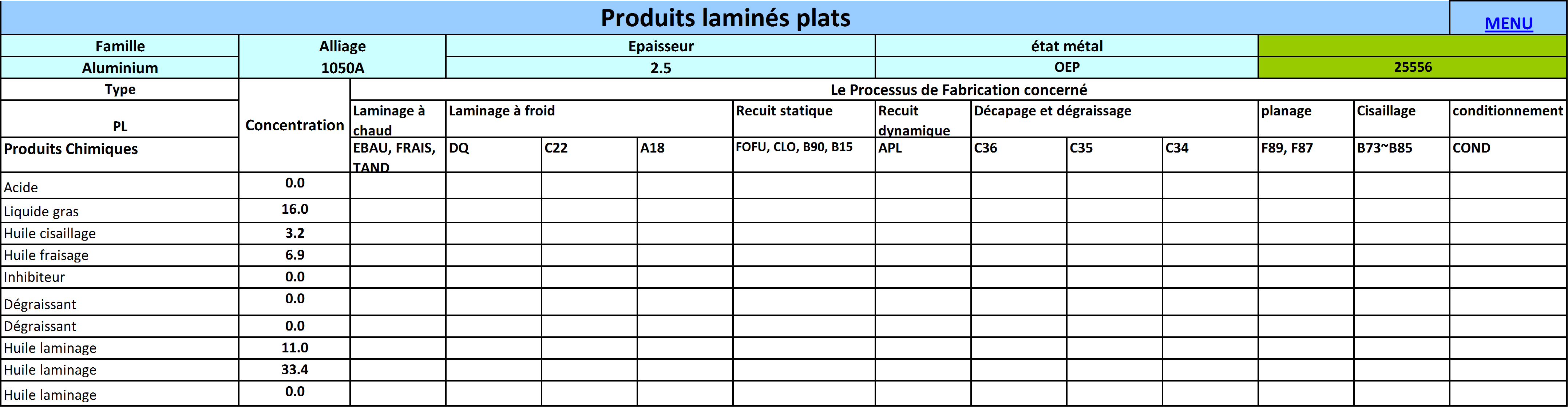
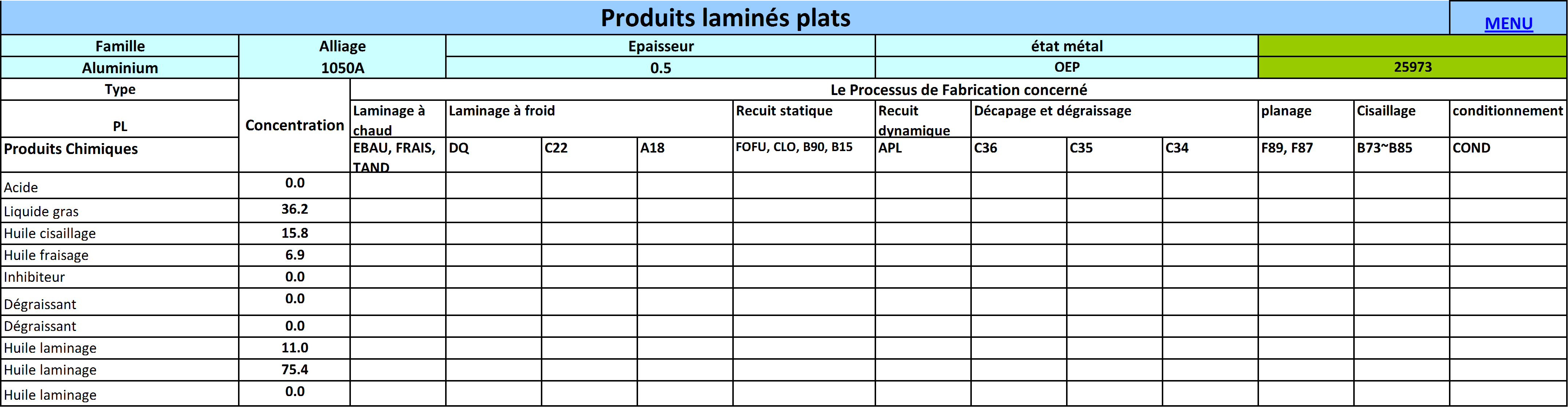
Nous
avons analysé les tendances de concentration par
epaisseur, pour les produits chimiques qui sont
utilisés en fin de fabrication (huile de cisaillage,
dégraissant, huile de laminage). Quand l’épaisseur
est plus faible, la valeur de concentration est plus
importante. Tandis que les produits chimiques qui
sont utilisés en début de fabrication (huile
fraisage, dégraissant, huile laminage), la valeur de
concentration ne varie pas beaucoup avec
l’épaisseur. Pour mieux comprendre, nousprésentons
quelques résultats par alliage en utilisant le
formulaire de concentration de substance. Les cas
choisis sont les articles les plus préventifs.
Aluminium Cas 1 Gamme de Fabrication :
No° Article Vendu : 25556- épaisseur : 2.5 mm
No° article vendu : 25973- épaisseur 0.5 mm
Figure
38 Concentration pour 2 Aluminium ayant la même
gamme mais des épaisseurs différentes
LISAM est un partenaire de Griset au niveau de la
veille réglementaire. La synthèse sera livrée au LISAM, elle
doit être claire, simple et compressible afin qu’ils
puissent comprendre le processus de traitement des substances et
le processus de préparation (calcul des concentrations des
substances potentielles sur les produits livrés aux clients)
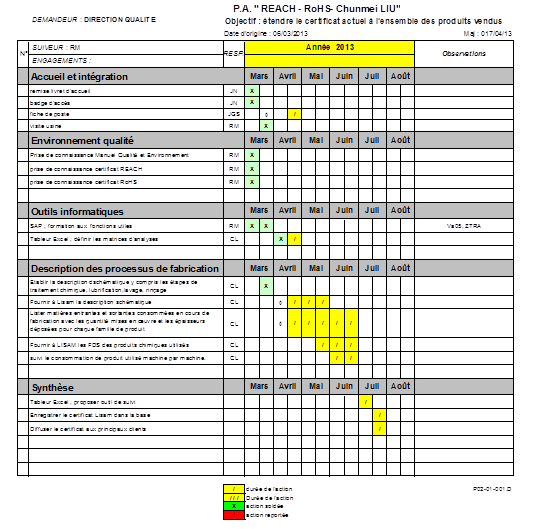
Parmi les documents utiles à la description et compréhension du
process :
Une description schématique du procédé y compris les étapes
de traitement chimique, de lubrification, lavage, rinçage etc.
Les matières entrantes, sortantes et consommées en cours de
fabrication avec les quantités mises en œuvre et les
dimensions (épaisseur déposée…) pour chaque grande famille de
produits fabriqués
Les FDS des produits chimiques utilisés, les fiches
techniques et /ou les spécifications des matières mise en
œuvre
Tout certificat d’analyse et toute information utile pour
comprendre les procédés et vérifier ou calculer les
concentrations des substances recherchées et les quantités
maximales pouvant être présentées dans les produits fabriqués
Dans la synthèse officielle, le document
comporte 6 parties. Car LISAM est notre partenaire depuis des
années, nous n’avons plus besoin de présenter la société, nous
avons commencé directement avec le principe de la méthode –
Pareto et base des données- sans entrer dans les détails
du calcul. Des informations supplémentaires sont jointes en
annexe. Ensuite, nous présentons le processus de fabrication
intégrant les produits chimiques utilisés à chaque étape de
réalisation avec des photos et tables pour comprendre
facilement les utilisations de chaque machine. La gamme de
fabrication et le traitement des produits chimiques, quelques
exemples par famille sont présentés dans la troisième partie.
A partir des bases, nous montrons les résultats les plus
représentatifs, c’est à dire, la concentration type de
substance par machine, qui ne change pas si les éléments de
fabrication ne changent pas et les concentrations des
substances sur le produit fini. Etant donné qu’il n’est pas
possible de présenter le résultat des 500 articles vendus,
nous avons choisi les articles qui ont des gammes de
fabrication répétitives.
-Accompagner les changements de processus de
production.
-Evaluer l’impact des modifications de substances sur
les produits finis.
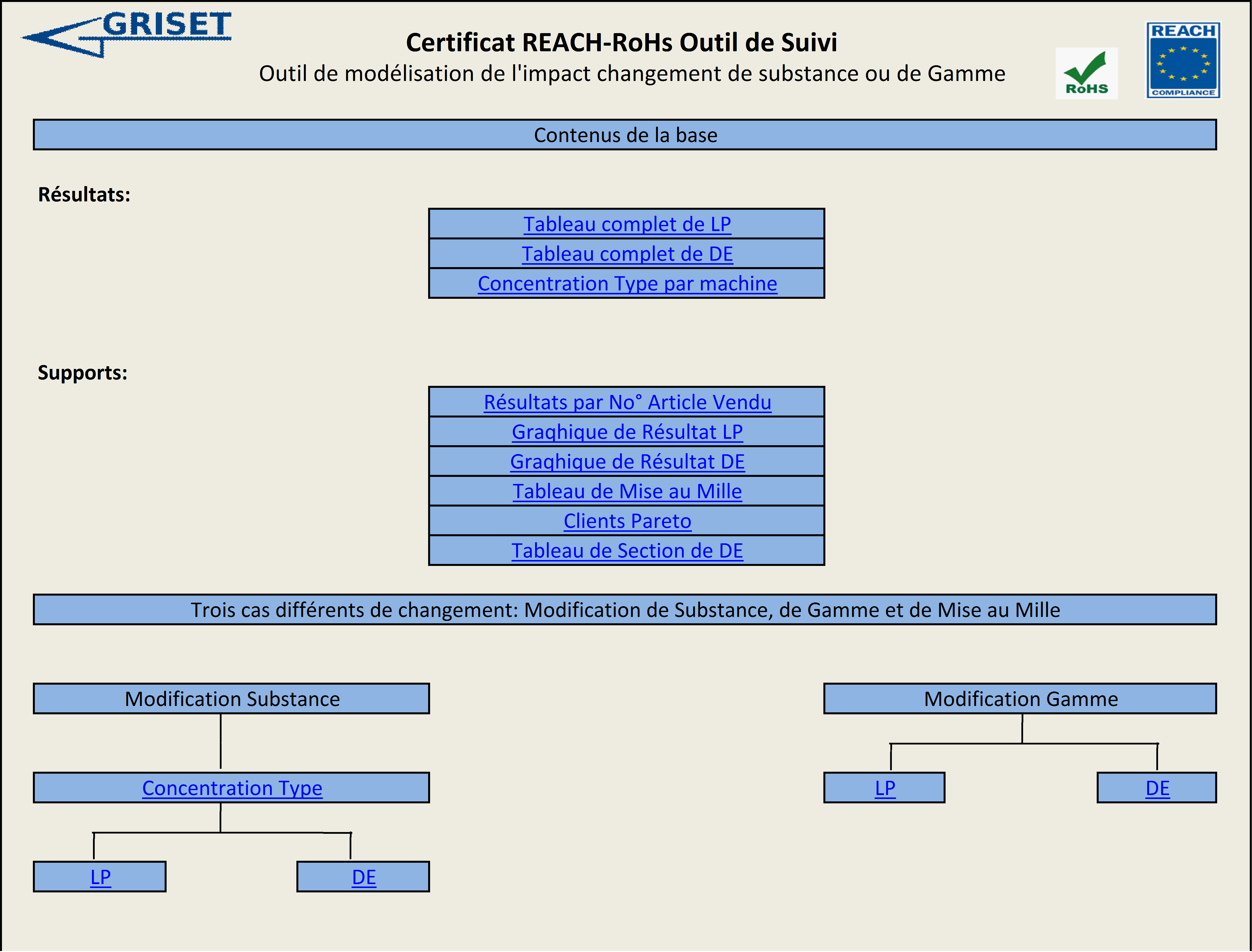
Cet outil tableau Excel nous sert à
modéliser l’impact d’un changement de substance ou
de Gamme de Fabrication
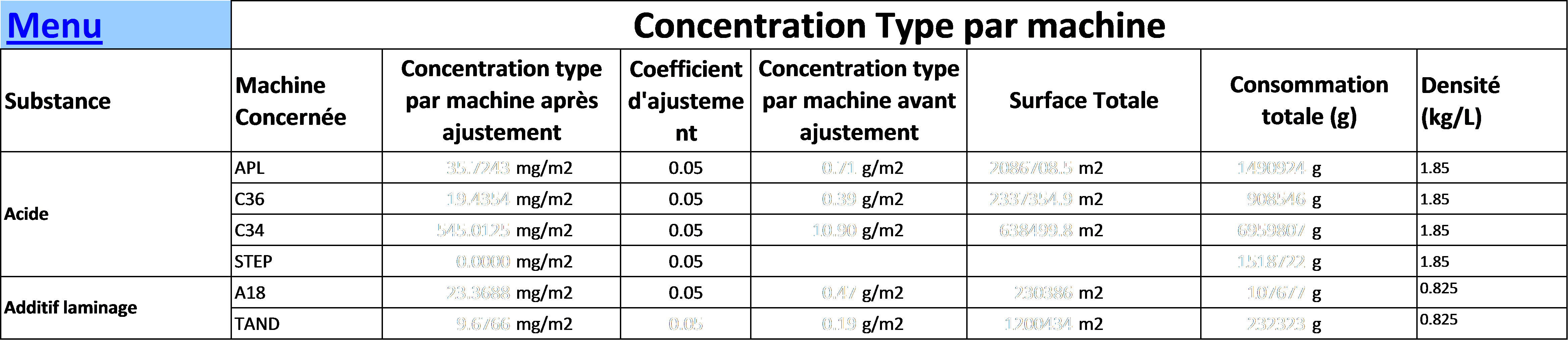
3.2.2 Présentation
de l’outil
Cet outil est basé sur les données des produits vendus
en 2012 triés par la méthode Pareto. Les substances concernées
sont les produits chimiques qui touchent la bande à chaque étape
de réalisation. La Concentration Type de substance par machine
ne changera jamais si les éléments du processus de fabrication
ne changent pas, c'est le résultat de la quantité
consommée totale de substance par machine sur la surface
totale passée par machine. Les résultats finaux sont les
concentrations des produits chimiques sur le poids de la bande
par article.
Cet outil intègre les possibilités de changement. Des
exemples ci-dessous expliquent le fonctionnement :
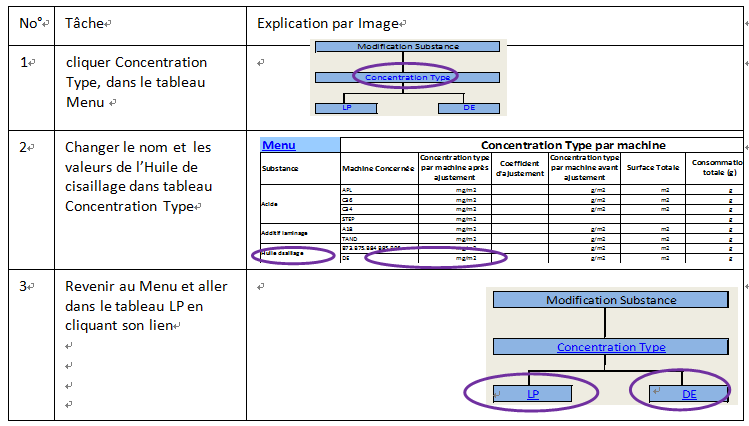
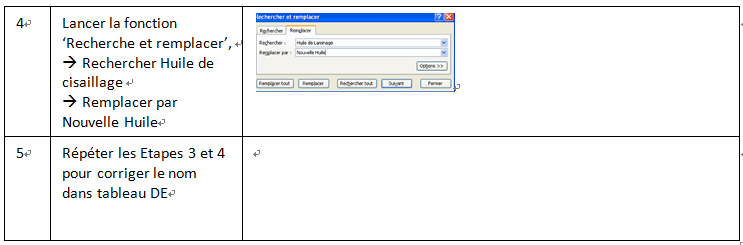
- changement de la Valeur de substance
- changement de substance (son nom et valeur)
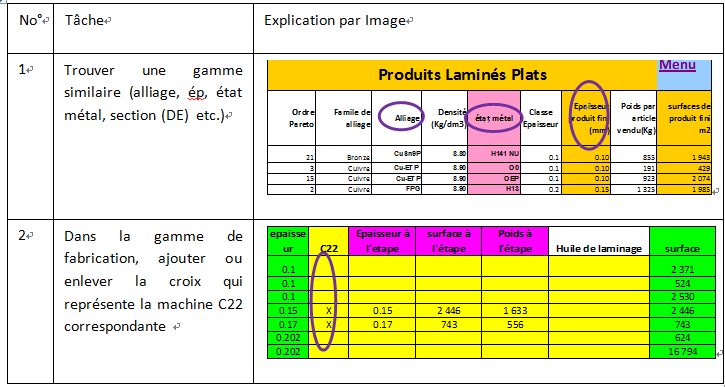
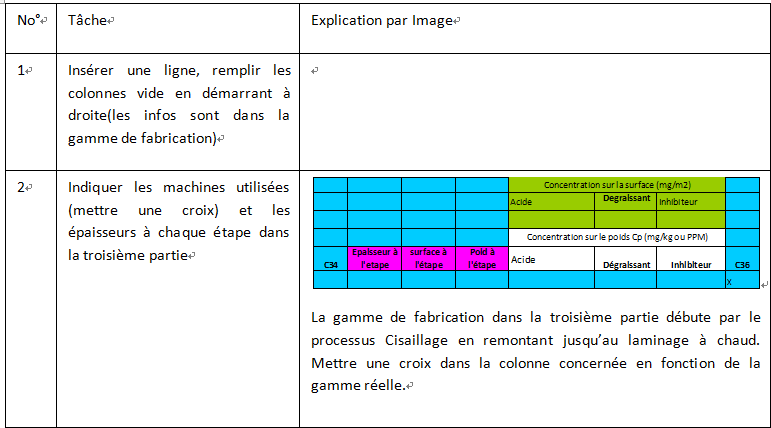
- changement de gamme (ajouter ou enlever une machine / création
d’une nouvelle gamme)
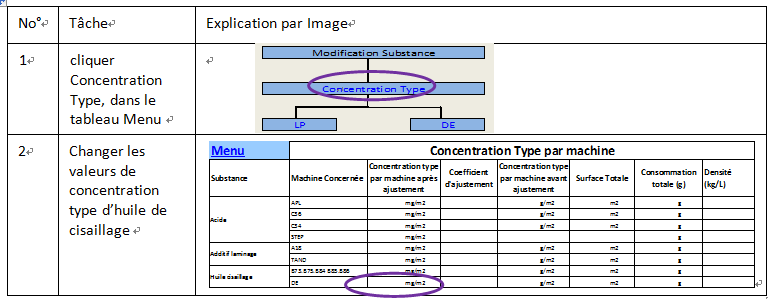
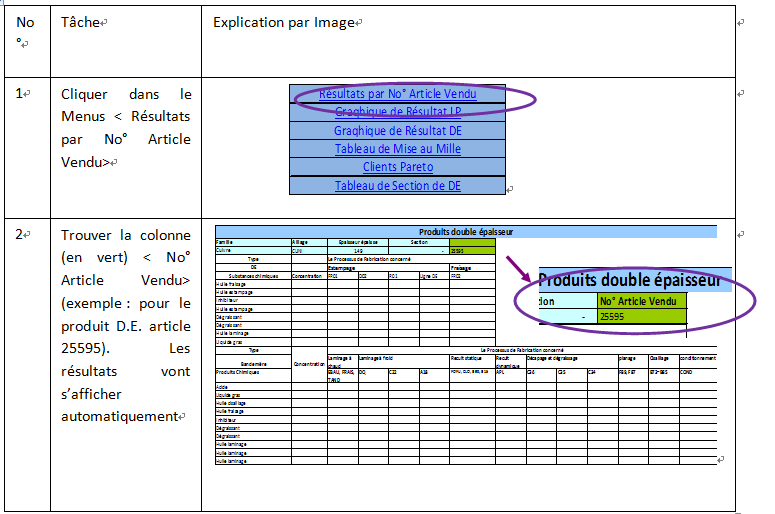
3.2.7
Consulter les résultats par No° Article Vendu
Exemple: nous avons un No° Article
Vendu: 25595 en 2012, c’est du produit DE, nous avons besoin de
savoir ses concentration des produits chimiques
Cette partie présente les
possibilités de changement de la base,. En effet, si vous
rencontrez des changements non-cités dans les exemples,
et que vous n’arrivez pas à modéliser le système, je
vous conseille de regarder la synthèse de l’outil qui présente
le processus de calcul et de création.
Les objectifs de mon projet sur la préparation de
l’obtention du certificat REACH-RoHS étaient de calculer les
concentrations des substances chimiques sur tous les produits
fabriqués par Griset afin de livrer les documents utiles à notre
partenaire LISAM pour obtenir le certificat. Cet objectif a été
atteint.
Le second objectif consistait à mettre en place un outil simple et
rapide de suivi des changements de façon à évaluer rapidement
l’impact des modifications apportées au process. Cet objectif a
été atteint.
La méthode PDCA a été intégrée tout au long du projet avec
d’autres outils de la qualité (Pareto, PDS…….). Les deux
réglementations REACH et RoHs sont des directives dont il m’a
fallu comprendre l’essentiel.
Ce stage m’aura apporté de la rigueur dans la réflexion et le
management de ce projet.
Bibliographique
référence
Parlement européen et du Conseil,
Règlement (CE) no 1907/2006 du 18 décembre 2006 concernant
l'enregistrement, l'évaluation et l'autorisation des
substances chimiques, ainsi que les restrictions applicables
à ces substances (REACH), Journal officiel de l’Union
européenne, L136/3-L136/109, 29/05/200
Parlement européen et du Conseil,
Directive 2011/65/UE du 8 juin 2011 relative à la limitation
de l’utilisation de certaines substances dangereuses dans
les équipements électriques et électroniques, Journal
officiel de l’Union européenne, L174/88-L174/109, 01/07/2011
ANSES, le contexte de l’émergence de la
nouvelle réglementation REACH sur les produits chimiques,
consulté 25/03/2013, http://www.afssa.fr/ET/PPN4454.htm
Communauté européennes, 1995-2013, le
matériel électrique et électronique renonce aux substances
dangereuse, consulté 04/04/2013 http://www.notre-planete.info
Premier Farnell, Guide pas à pas la
règlementation REACH, version 6, Février 2009
Premier Farnell, Guide législatif et
Technique RoHs, Version 2, 2005
1760 : Antoine Griset crée un
atelier de fonderie dans le quartier du Marais à Paris. Il
s’agit là de la naissance de la Maison Griset dont la
vocation s’étendra ensuite au métier du laminage.
1825 : c’est dans ses nouveaux
locaux du 11e arrondissement de Paris (Oberkampf) qu’est laminée
la plaque de Platine dont sera tiré le mètre étalon.
1920 : Griset se dote de
matériel de laminage de finition et d’un atelier de
fonderie de Cuivre et d’Aluminium. L’usine prend alors sa
configuration actuelle.
1977 : Le site de
Villers-Saint-Paul (où s’effectue le stage) est inauguré. La
situation géographique est idéale, en effet, Villers-Saint-Paul
se situe proche de Paris et des grands axes autoroutiers (carte
précise en Annexe 1).
1998 : le groupe DIEHL rachète Griset. Ce groupe à dimension
internationale possède une division métal à laquelle est
rattaché Griset. Le fait d’appartenir à ce grand groupe
industriel offre de nouvelles opportunités de
développement.
2001 : Griset devient ISO 9001
.
2012 : Bavaria
Industriekapital AG achète tous les actifs de Griset.
Griset est une société dotée
d’une histoire et ceci joue certainement un rôle positif face
aux difficultés économiques qu’elle connaît en ce moment. Ce
contexte économique instable peut expliquer la difficulté
d’obtenir les frais de développements que les études que
j’ai menées nécessitent. Une fois les situations historiques et
économiques présentées, il s’agit de présenter la place de
Griset sur la scène industrielle avant de se recentrer sur ma
place au sein de Griset.
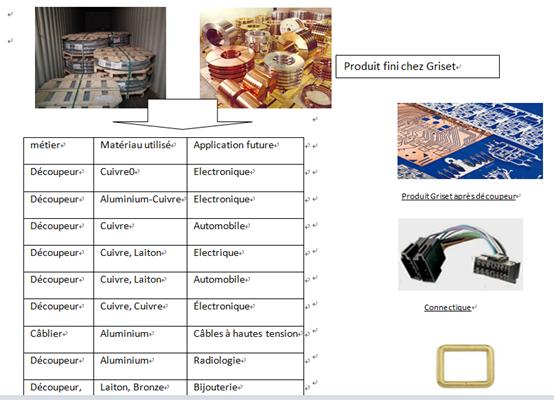
ANNEXE
2 Produits Griset et Interactions avec fournisseurs et
clients
Le Cuivre est extrait de mines
dont les plus célèbres se situent en Amérique du sud (Photo
ci-contre). Les matériaux cuivreux sont mis sous forme de
lingots soit par sous-traitant soit directement à la fonderie de
Griset.
Griset produit des bandes de
cuivre, bronze (cuivre+étain), laiton (cuivre+zinc), des bandes
d’alliage cuivre-nickel et d’aluminium (voir processus de
fabrication), livrées sous formes de rouleaux. Le profil des
bandes varie suivant les clients, ceci sera détaillé par la
suite.
Griset occupe ensuite 20% des cuivreux utilisés en France, et
est leader ex-caque en bandes applis électronique e dans le
marché mondial.
Griset fabrique des bandes
métalliques de simple ou double épaisseur. Le processus de
fabrication est commun pour les deux types de bandes au début.
Une fois la bande ayant atteint une épaisseur définie (bande
mère), elle est soit considérée comme le produit fini, soit
parachevée pour faire de la double épaisseur.
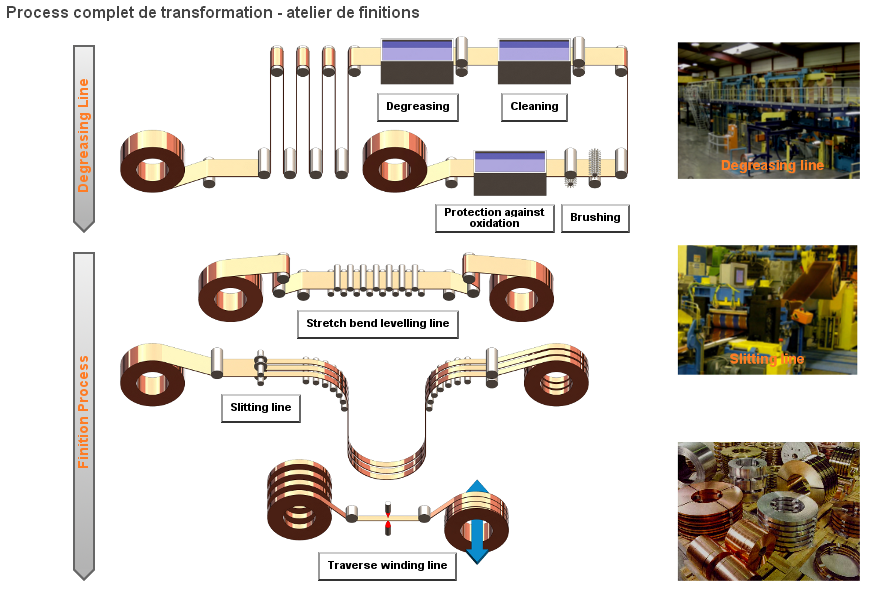
Processus complet de
transformation des Produits Laminés Plats:
Ateliers d’ébauchage
Fonderie : Griset possède 6 fours de fusion à
induction, ceci pour couler principalement des lingots
d’alliages de cuivre mais aussi des lingots d’aluminium (lorsque
cette première étape n’est pas confiée aux sous-traitants).
Ensemble de laminoirs :
Laminage : le métal arrive avec
une certaine épaisseur, en passant entre les 2 cylindres,
celui-ci va diminuer d’épaisseur.
Laminage à chaud : les lingots sont chauffés à
880°C, puis passés au laminoir pour que leur épaisseur passe de
215 à 13 millimètres. Les lingots font 6 à 8 passages sur le
laminoir réversible, en moins de 8 minutes, cette opération est
très spectaculaire et j’ai pu y assister à plusieurs
reprises.
Laminage à froid : les lingots devenus bandes sont
laminés ensuite à froid pour atteindre 3.8 mm d’épaisseur en 3
réductions successives.
Laminage Duo-Quarto : Ce laminoir réversible permet
d’obtenir des épaisseurs de bande différentes suivant les
exigences des clients, et permet également d’obtenir une très
bonne qualité de surface.
Atelier de finitions
Recuit : Les bandes
sont mises sous forme de rouleaux. Ceux-ci sont regroupés par 3
ou 4 pour aller ensuite dans les fours de recuit. En effet les
alliages de cuivre ou d’aluminium ont vu leurs propriétés
physiques modifiées à cause des laminages, et cette opération
permet de redonner toutes les propriétés, concernant la solidité
ou la conductivité notamment, de ces alliages. Cisaillage : les bandes sont cisaillées pour obtenir les
largeurs souhaitées en fonction des demandes des clients.
Conditionnement
Le processus s’arrête ici pour
les bandes mères (une épaisseur) qui sont mises sous forme de
bobine, conditionnées et prêtes à être vendues. Mais certaines
de ces bandes vont être réutilisées pour pouvoir créer des
bandes de double épaisseur (qui représentent environ 40% des
ventes de l’entreprise).
Processus des bandes
double épaisseur par estampage/laminage
Processus des bandes double
épaisseur par fraisage grande vitesse
Lignes de finition-les bandes
de double-épaisseur vont subir les dernières étapes qui sont :
Détensionnement : au cours des
différentes opérations, les bandes ont subit des
tensions pouvant provoquer des casses d’outils chez
les clients découpeurs, par exemple. Une machine de
dimensionnement, en « tirant » sur les bandes, permet de
régler ces problèmes.
Raclage : cette opération sert à
rainurer les bandes (surtout doubles épaisseur en U). Ces
rainures vont permettre de fixer des composants tels que des
transistors. Cette opération de raclage est amenée à
disparaître car les laminoirs, aujourd’hui, sont également
capables de faire ces rainures (comme mentionné
précédemment).
Nettoyage : les bandes sont
nettoyées dans un bain de soude (nettoyage par électrolyse),
brossées, puis protégées de la corrosion par un inhibiteur
(produit antirouille). Elles sont ensuite rincées une
dernière fois et séchées avant d’être conditionnées et enfin
prêtes à être envoyées sous forme de bobines chez le client.
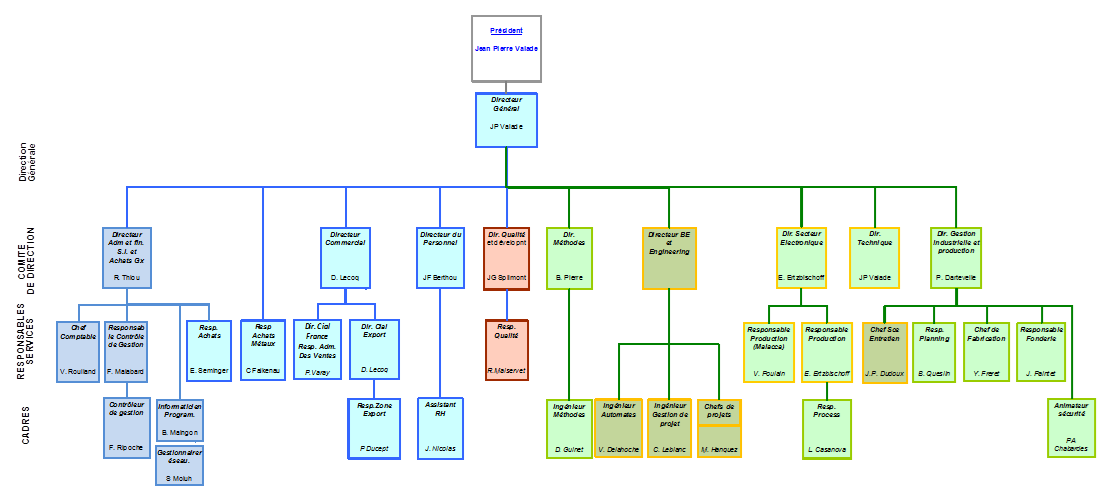
Recentrons-nous sur le service
qualité, où j’effectue mon stage, et son organisation :
Le système Qualité a été mis en
place il y a 20 ans et a pour but de perfectionner le savoir
faire de l’entreprise, garantissant des produits conformes aux
exigences requises par les clients. Griset optimise son
processus grâce aux divers outils mis en œuvre (PDCA, rapports
3D, 8D, méthode des 5Ws).
Chacun des membres s’occupe
des litiges clients et cela représente 50 à 90% de la charge de
travail des employés. Les interactions avec l’atelier sont
nombreuses et le service se situe dans un vaste bureau ce qui
facilite intégration et communication.
Remarque : client 6, il a deux N°
client ; c’est parce que dans SAP, tout les numéros se
présentent cet entreprise ; client 16, il a de numéro client
différente dans le SAP, c’est CL6975.