Je tiens tout particulièrement à remercier ma maître
de stage, Corinne Laurent, manager du service process, pour
m’avoir accompagnée et encadrée durant cette période de stage. Sa
disponibilité, les conseils et l’aide apportée ont été une aide
précieuse pour réaliser les missions qui m’ont été confiées.
Je suis très reconnaissante à l’ensemble du service qualité et
plus particulièrement le process qui m’a intégré au sein de
l’équipe et qui a rendu ce stage agréable.
Je gratifie l’ensemble du personnel des unités de production qui
ont eu la patience de m’expliquer le fonctionnement et sans qui la
création des dossiers de validation n’aurait pu se faire.
Je témoigne toute mon affection à l’ensemble des stagiaires et
apprentis que j’ai côtoyé et avec lesquels j’ai pu échanger durant
toute cette période, un échange sur les différents sujets de
chacun a permis de découvrir l’entreprise dans sa globalité.
Pour n’oublier personne, je souhaite remercier l’ensemble des
personnes du site qui ont participé de près ou de loin à mon
intégration et m’ont permis de faire cette durée de stage avec
envie et enthousiasme.
Enfin, je tiens à remercier Jean Pierre Caliste (tuteur école) et
Gilbert Farges (responsable master) pour leur suivi et leur
attention à distance durant mon stage. La visite effectuée au
milieu de stage est très bénéfique et permet de continuer
sereinement le stage.
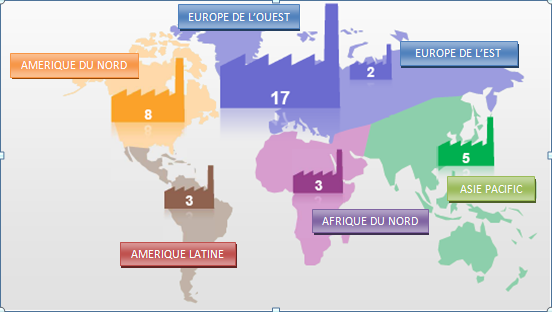
Le groupe l’Oréal est le leader mondial de la
cosmétique [1] avec 22,5 milliards d'euros de chiffres d’affaires
en 2012, en croissance de 5,5% [2]. Il représente un siècle
d’expertise cosmétique soit 27 marques internationales réparties
dans 130 Pays et 41 usines (figure 1). 5,8 milliards de produits
finis sont commercialisés chaque année grâce au travail de 72 600
collaborateurs [3]. Pour renforcer son expansion internationale,
l’Oréal effectue de nouvelles percées stratégiques sur les marchés
émergents tels que le Brésil, la Russie, le Mexique, la Chine,
l’Inde et dernièrement l’Arabie-Saoudite.
Ce groupe représente une expertise qualité dans les soins de la
peau et des cheveux, les maquillages, les colorations, les
produits d’hygiène et les parfums. Afin de séduire toujours plus
de consommateurs, le groupe développe ses produits au plus près
des exigences du marché.
En France, L’Oréal luxe se trouve fortement
représenté en Picardie, et est appelé Pôle d’Excellence via les
sites de Sicôs à Caudry, Fapagau à Gauchy et Beauté
Recherche &Industries (B.R.I.) à Lassigny dans l’Oise (figure
3) [2]. Ces trois sites assurent la production de 70% des soins,
maquillage et parfums haut de gamme vendus dans le monde par le
groupe. Ces produits incarnent l’élégance et le raffinement. Une
centrale logistique localisée à Roye regroupe l’ensemble des
produits du pôle d’excellence et assure les expéditions sur la
planète [5]. Au sein du pôle « Une réorganisation appuyée sur la
chaîne logistique contribue à la compétitivité et permet de
répondre vite à la hausse de la demande » [5].
B.R.I., usine de l’Oréal luxe, est spécialisée
dans la production de maquillages anhydres et de produits
alcooliques de luxe (figure 3). B.R.I. se développe sur 45 000 m²
de surface de production, 40 lignes de conditionnement et 25 cuves
de fabrication. Il en sort environ 3300 produits différents [2] :
vernis à ongles, parfums, vernis à lèvres, blush, poudres de
teints, fards à paupières de marques prestigieuses telles
que Yves Saint Laurent, Lancôme, Giorgio Armani, Viktor&Rolf,
Vichy, La Roche-Posay, Héléna Rubinstein et Roger&Gallet [3].
L’objectif chez B.R.I. est d’assurer un service d’excellence et un
niveau de Qualité au service du luxe [2] :
- En maîtrisant la sécurité
- En réduisant l’empreinte environnementale
- En rendant performants les outils de
production et l’organisation
- Dans le respect des femmes et des hommes de
cette entité en favorisant leur formation, leur responsabilisation
et leur développement
Les valeurs du groupe et de BRI sont basées sur six principes : la
passion, l’innovation, le goût d’entreprendre, l’ouverture
d’esprit, la quête d’excellence et la responsabilité de chacun des
collaborateurs.
L’Oréal et plus particulièrement B.R.I.
fabrique des produits de cosmétiques de luxe et s’engage à
répondre à un cahier des charges très strict basé sur le zéro
défaut.
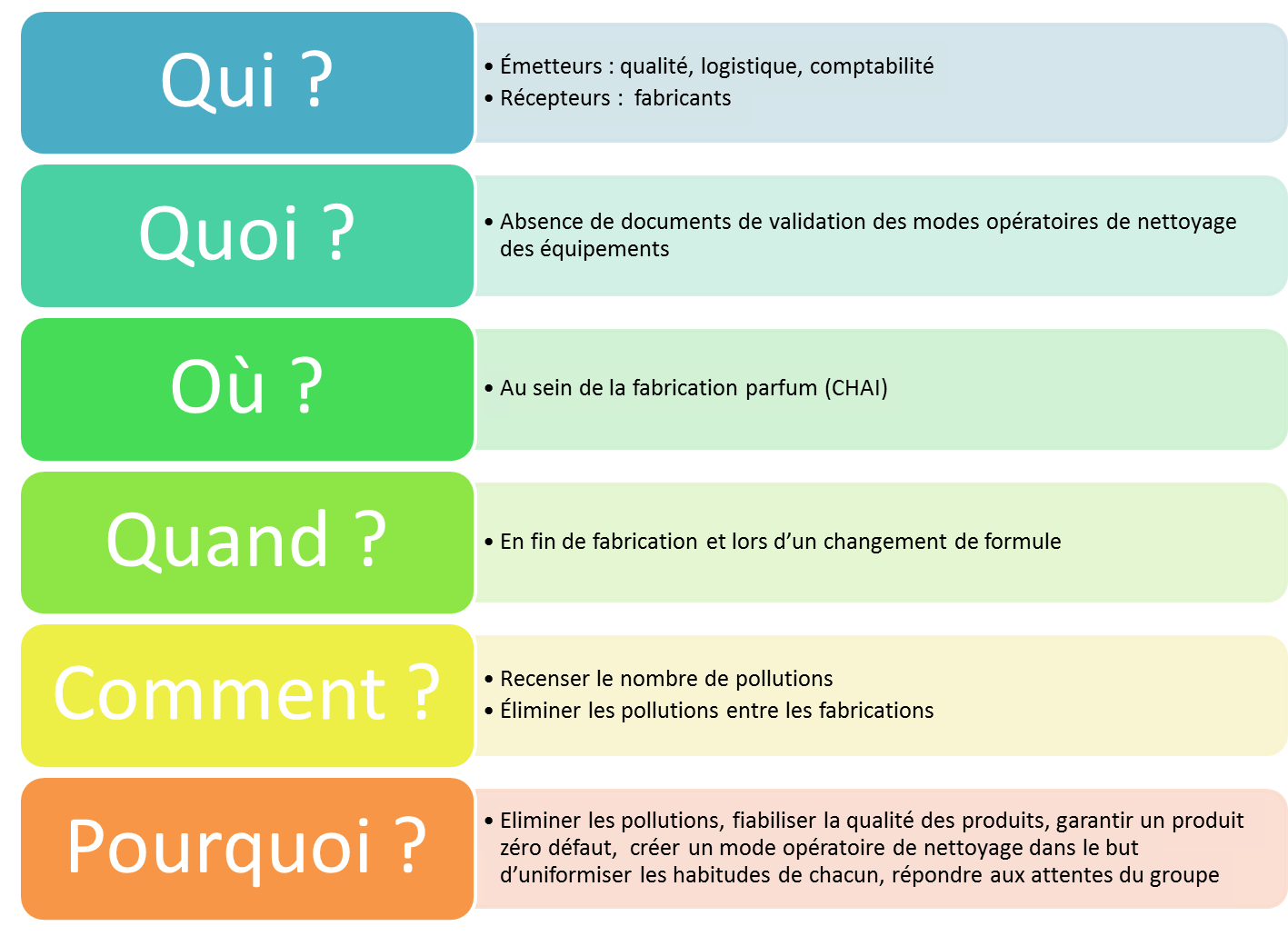
L’étude porte sur la fabrication de parfum et plus
particulièrement le nettoyage entre chaque fabrication. La
fabrication du parfum se fait au chai*, zone de fabrication aux
normes ATEX (ATmosphères EXplosives), c’est dans ces salles que
l’on trouve les différentes cuves de fabrication.
La réglementation ATEX est une directive européenne qui
demande à tous les responsables d'établissements de maîtriser les
risques relatifs à l'explosion de certaines atmosphères. Pour
cela, une évaluation du risque d'explosion dans l'entreprise est
nécessaire pour permettre d'identifier tous les lieux où peuvent
se former des atmosphères explosibles et ainsi mettre en œuvre les
moyens d'éviter les explosions [6].
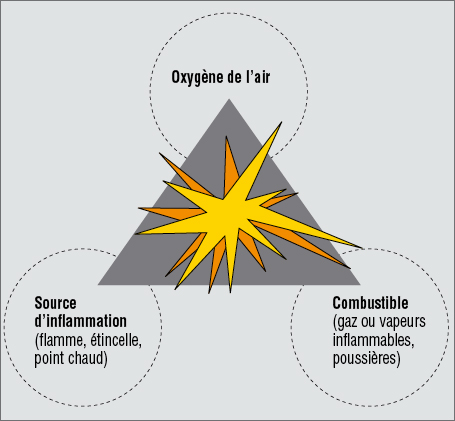
Une explosion est une réaction rapide d’oxydation ou de
décomposition entraînant une élévation de température et de
pression. Toutefois, pour qu’une explosion survienne, trois
facteurs sont nécessaires : l’oxygène de l’air, un combustible
(gaz ou vapeurs) et une source d’inflammation (ou un point
chaud) comme présenté sur la figure 4 [6].
La fabrication de parfum chez B.R.I. se fait
dans un environnement composé de 100 cuves de stockage, ce qui
représente une capacité totale de 319 000 litres, 2 unités de
glaçage/filtration.
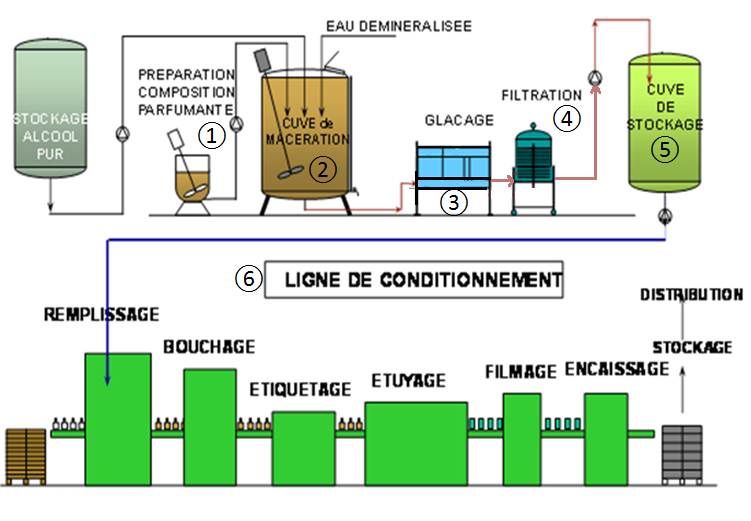
La fabrication de parfum (figure 5 [4]) débute tout d’abord
par la fabrication des HEC : Huiles Essentielles Concentrées, qui
constitue l’essence du parfum. Elle forme la préparation
composition parfumante ①. Cette dernière est incorporée dans la
cuve de macération*② et est mélangée avec l’eau et l’alcool,
matières premières principales d’un parfum pour être stockée
pendant une durée propre à chaque parfum. A la suite de cette
période de macération, le jus est glacé ③ afin de stopper le
processus de macération et pour condenser les impuretés afin de
faciliter la précipitation des substances les moins solubles qui
seront retenues par l’étape de filtration④.
La filtration s’effectue dans une cloche de filtration équipée
d’une superposition de plaques en plastiques et de filtres en
ouates (20 au total).
Enfin, le jus* est stocké dans une cuve dite cuve de
stockage⑤ dans laquelle selon les formules, l’ajout de
colorant est possible avant d’être pompé pour le conditionnement
⑥. Ce dernier s’effectue sur 8 lignes de conditionnement grâce à
112 personnes qui produisent 22 millions d’unités.
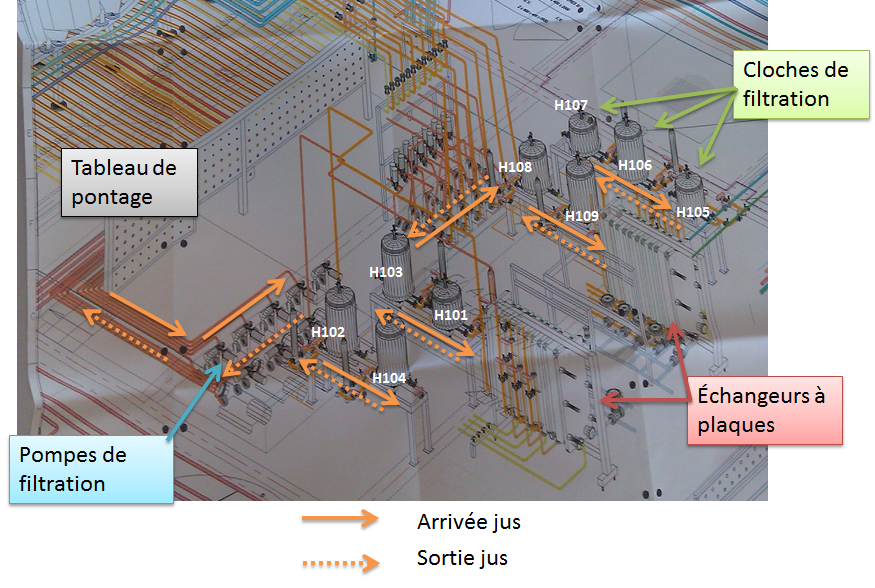
La partie glaçage/filtration se compose de
deux échangeurs à plaques : 1A et 1B. L’échangeur 1A permet de
refroidir le jus filtré dans les cloches H105, H106, H107, H108 et
H109 ; le 1B permet de refroidir celui des cloches H101, H102,
H103 et H104 (figure 9).
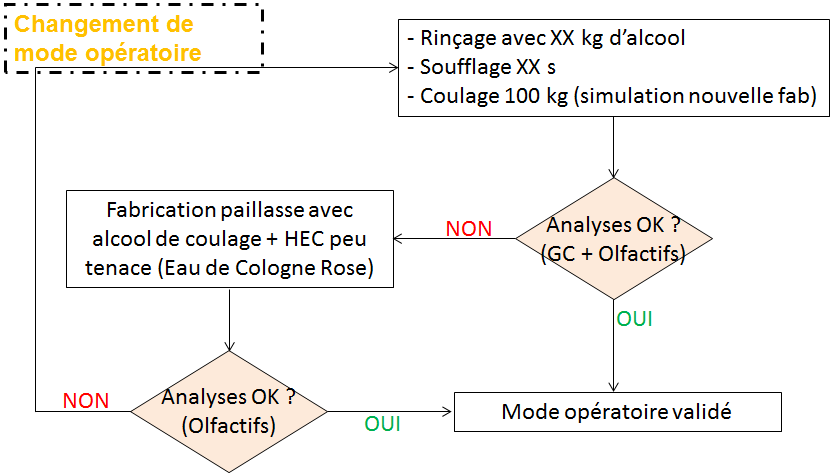
A la suite du rinçage, un coulage d’alcool de
100 kg (quantité minimale pour représenter une nouvelle
fabrication), est fait et évacué dans un fût. Cet alcool est
analysé par Chromatographie en phase Gazeuse (GC) et
selon les critères organoleptiques. Ces derniers correspondent à
trois analyses de l’alcool dilué à 30% dans l’eau déminéralisée :
limpide, inodore, incolore. En présence de polluants, l’alcool se
trouble dans l’eau. En cas de résultat non conforme, une
fabrication paillasse est réalisée avec l’alcool récupéré du fût.
Le but est de déterminer si les polluants restants lors du rinçage
seraient susceptibles de polluer une fabrication suivante. La
fabrication paillasse sera donc volontairement un jus de ténacité
légère pour représenter un worst-case. Le jus le plus léger et le
plus simple (sans macération) à représenter en paillasse est donc
l’Eau de Cologne Rose de Roger&Gallet.
Cette fabrication paillasse est comparée à un
témoin paillasse formulé dans les même conditions avec de l’alcool
propre. Ces deux fabrications seront comparées olfactivement par
rapport à un témoin fait de façon industrielle. Pour compléter
l’olfaction on effectue une GC de la fabrication paillasse et une
comparaison avec une fabrication industrielle est faite pour
visualiser les constituants du jus.
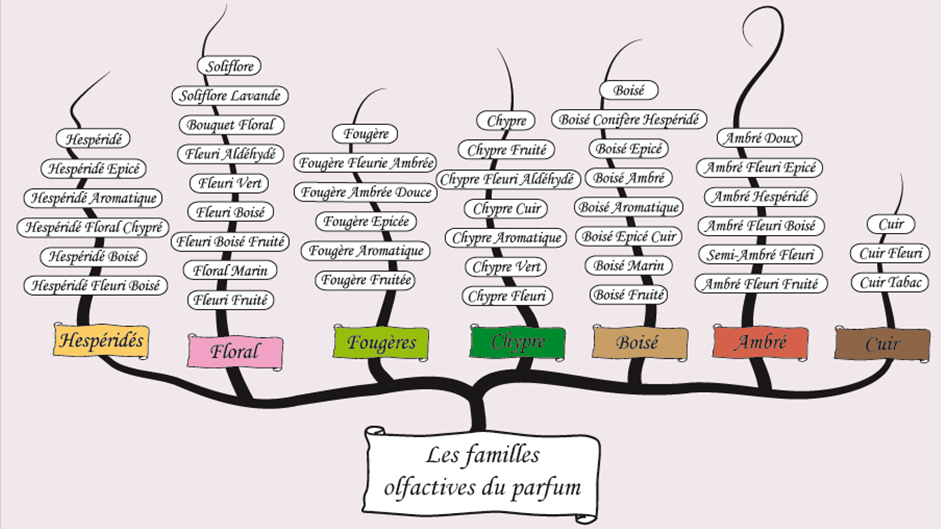
Les Selon la ténacité des parfums, les notes sont
différentes. Les notes proviennent essentiellement des concentrés
(HEC) constituant le parfum.
A ce titre, il existe sept familles olfactives de parfum (figure
12) : hespéridés, floral, fougères, chypre, boisé, ambré et cuir
[7]. Dans le cadre de la validation, il faut veiller à ne pas
fabriquer un parfum qui appartient à la même famille olfactive ce
qui rend l’analyse trop délicate car les notes se ressemblent.
La deuxième partie des validations des lavages
s’effectue sur les cuves de fabrication d’Huiles Essentielles
Concentrées. Il en existe deux sur le site de B.R.I., de
contenances différentes : 1 Tonne et 2 Tonnes. L’étude porte
uniquement sur la cuve1 Tonne, présenté sur la figure 13, mais
pourra être reproduite à l’identique sur la 2 Tonnes (actuellement
cette dernière n’est pas en service). Toutes les actions sont
pilotées via la supervision.
Pour la fabrication d’HEC, on mélange des
matières premières diverses et variées ainsi que l’essence de
parfum. Certaines fabrications sont utilisées directement sur le
site tandis que d’autres sont vendues.
Pour l’étude, il faut émettre l’hypothèse que les lavages
actuels suffisent au bon nettoyage des cuves puisqu’il n’y a
aucune pollution rencontrée. C’est-à-dire que lors des
fabrications d’HEC, aucune pollution n’est révélée lors des
enchaînements de formules différentes. Après un cycle de lavage
actuel, il faut couler une quantité d’alcool qui est analysée pour
doser les polluants résiduels suite au lavage. Ce niveau ne devra
pas être dépassé lors des essais d’optimisation.
De ce fait, le travail à réaliser consiste à déterminer le seuil
de polluants acceptable présent dans l’alcool de lavage en
effectuant un lavage dans les conditions actuelles par les
fabricants. Une fois de plus, le dialogue avec ces derniers est
nécessaire et essentiel pour connaître les astuces de chacun et
les inclure dans le projet.
Grâce à cet échange avec les fabricants et via leurs expériences,
les essais seront réalisés avec 150 kg d’alcool propre comme
à l’ordinaire, suivi d’un coulage de 50 kg d’alcool analysés en
chromatographie pour définir le taux de polluants résiduels.
Un des points clefs de cette étude repose sur l’impact
environnemental donc l’enjeu sera de diminuer la
quantité d’alcool utilisée pour le nettoyage.
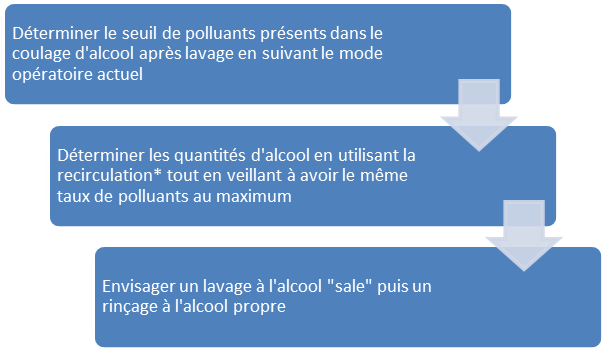
Déroulement
Le but de ce travail est d’étudier l’existant pour ensuite
l’améliorer. Le diagramme sur la figure 14 présente l’enchaînement
des étapes à réaliser sur les cuves.
Il est donc primordial qu’ils accompagnent
leurs personnels dans cette démarche.
La première méthode établie a été le plan
d’expérience. Il s’agit d’une suite ordonnée d’essais, permettant
d’acquérir de nouvelles connaissances tout en contrôlant un ou
plusieurs paramètres [12].
La méthode de Tagushi se distingue des autres méthodes car elle
permet de réduire de façon considérable le nombre d’essais [12] à
réaliser tout en gardant une précision correcte. Une étude
préalable des facteurs pouvant influer et leurs interactions est à
réaliser avant de choisir les essais les plus judicieux à
réaliser. Les facteurs sont classés selon la difficulté de
réalisation de ces derniers. Les plus difficiles auront une place
spécifique dans le plan d’expériences pour effectuer le moins de
changements de niveaux disponibles [13].
Les avantages et les inconvénients de cette méthode sont tracés
dans le tableau figure 16.
Figure 16 : avantages et
inconvénients du plan d'expérience [4]
Il s’avère que les facteurs rencontrés (longueurs des
canalisations, quantité d’alcool, temps de soufflage à l’azote en
fin de filtration et en fin de rinçage) dans cette étude sont trop
nombreux et différents d’un équipement à l’autre et influent sur
les résultats obtenus.
La méthode de succession d’essais suivant les résultats obtenus
par le laboratoire est privilégiée.
Les avantages et les inconvénients de cette méthode sont tracés
sur la figure 17.
Figure 17 : avantages et
inconvénients des essais [4]
Avant de procéder à des essais, un benchmark chez FAPAGAU (site de
production de parfums) a permis de comparer la quantité
d’alcool utilisé pour le nettoyage des équipements parfum.
Toutefois, leurs cuves étant équipées de recirculation, les
volumes sont moindres que sur le site de B.R.I.
Pour conclure sur le choix des deux méthodes, le plan d’expérience
n’est pas l’outil le plus approprié en raison de la multitude de
facteurs entre les différentes cloches de filtration et les essais
seront plus cohérents pour résoudre la problématique.
- Lien entre
l’existant et les axes d’améliorations
Avant de vouloir modifier l’entièreté des choses, un état des
lieux de l’existant est nécessaire.
Les fabricants travaillent sur des équipements où tout se commande
par automatisme et par un système de supervision, mis à part les
pontages de tuyaux et l’ouverture des vannes.
Chapitre
3 : valider les lavages sur les équipements parfum
Les cloches
de filtration
Cette étude se base sur une moyenne de 60 filtrations réalisées
chaque mois (chiffre représentatif de la fabrication actuelle sur
le site de B.R.I.). Notons que sur les 60 filtrations mensuelles,
il y a 5 filtrations de jus très tenaces et 55 de jus tenaces et
légers. Ces chiffres seront importants pour la comparaison des
méthodes possibles.
Une restriction des quantités d’alcool a lieu car il a un coût
(figure 18).
Figure 18 : prix d'achat et de
revente de l'alcool [4]
Afin de mieux visualiser, une cloche de filtration est représentée
sur la figure 19.
Figure 19 : représentation d'une
cloche de filtration [4]
Il existe une vanne permettant l’entrée de l’alcool et deux vannes
permettant la sortie de l’alcool. Une vanne de mise à l’évent
permet de réguler le taux d’azote présent à l’intérieur du
circuit.
L’alcool arrive par le bas de la cloche de filtration. Une des
contraintes est donc de s’assurer que le haut de la cloche est
bien nettoyé par l’alcool.
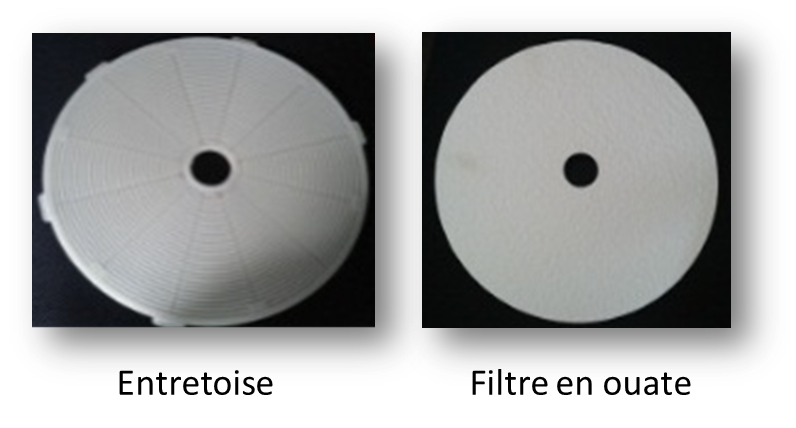
Rappelons ici que la filtration s’effectue à l’aide d’entretoise
(plaque plastique) et de filtres en ouate superposés représenté
sur la figure 20.
Figure 20 : entretoise et filtre
en ouate utilisés lors de la filtration [4]
L’étude se base sur le nettoyage des cloches de filtration vide.
Les entretoises sont nettoyées en salle de lavage et les filtres
en ouate sont détruits à chaque fin de filtration.
- Etat des lieux
de l’existant
Avant l’étude, toutes les cloches de filtration sont nettoyées
avec 100 kg d’alcool et mise à part quelques jus, considérés comme
critiques, c’est-à-dire plus difficiles à nettoyer soit du fait de
certaines matières premières ou de par leur odeur, sont nettoyés
avec 150kg d’alcool. La durée du soufflage quant à elle est
indéterminée et peut durer jusqu’à 45 minutes.
Ainsi actuellement le rinçage des cloches de filtration coûte
mensuellement à l’entreprise 4 312,50€ (figure 21) :
Figure 21 : quantité d'alcool et
prix par mois avant étude [4]
Le
soufflage se fait à l’
azote qui arrive par le
pied de cuve dans la cuve « alcool sale », il en résulte un
bullage de l’alcool. L’alcool s’évapore facilement ce qui implique
des pertes et une augmentation des
Composés Organiques
Volatils (COV). Il s’agit donc d’un facteur à contrôler. Les
COV regroupent une multitude de substances qui sont d’origine
naturelle ou suite à l’activité humaine. Ils sont composés
d’élément carbone et d’halogène, d’oxygène ou de soufre [14].
Leur propagation entraîne des impacts directs et indirects sur la
nature et les animaux. Ils interviennent dans le processus de
formation d’ozone [15].
Les émissions sont dues à certains procédés industriels impliquant
la mise en œuvre de solvants tels que les cosmétiques. Ils ne
représentent qu’un faible pourcentage mais doivent être contrôlés
[16].
Plusieurs méthodes sont possibles pour résoudre la validation des
lavages sur le circuit glaçage/filtration. Les méthodes vont être
décrites successivement ; les avantages et les inconvénients de
chacune seront présentés.
- Remplissage
total de la cloche
Une première méthode est de remplir l’ensemble de la cloche de
filtration d’alcool pour s’assurer que toutes les parois sont
soigneusement rincées.
Un calcul du volume des cloches et d’un volume de sécurité a été
réalisé (figure 23). Cette étude a été faite pour les deux types
de cloches présentes sur le site : petite cloche (3 sur le site)
et grande cloche (6 sur le site) (figure 22).
Figure 22 : les grandes et petites
cloches [4]
Figure 23 : volume des cloches [4]
La masse volumique de l’alcool vaut 800 kg/m3.
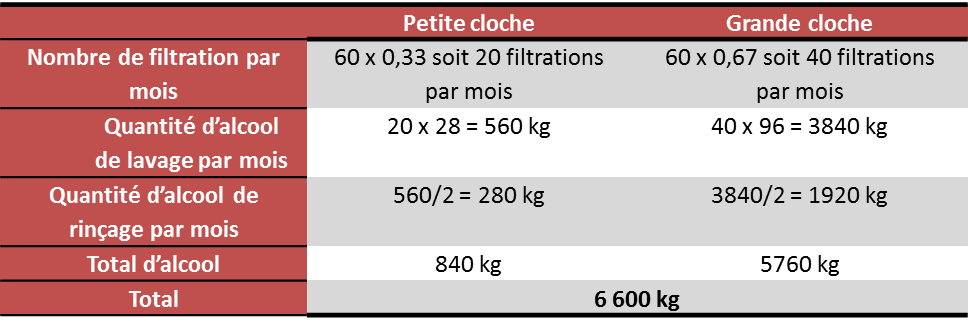
Cette hypothèse implique un rinçage supplémentaire puisque le
premier alcool se charge des résidus du jus. Admettons que
seulement la moitié de la quantité d’alcool utilisée pour le
lavage permette d’acquérir un rinçage satisfaisant, il faudrait
280 kg d’alcool pour rincer les petites cloches de filtrations et
1920 kg pour les grandes cloches de filtration (figure 24).
Figure 24 : quantité
d'alcool nécessaire par mois avec la méthode remplissage
total des cloches de filtration [4]
Pour un mois, on est donc à une utilisation globale de 6 600 kg
d’alcool (figure 25).
Figure 25 : le coût de la méthode
remplissage total des cloches de filtration [4]
Cette méthode est délicate puisque l’alcool circule dans les
tuyauteries et l’échangeur à plaques avant d’arriver dans la
cloche de filtration. Pour recueillir la totalité de l’alcool
utile au remplissage de la cloche, un soufflage à l’azote est
nécessaire avant ouverture des vannes de sortie de la cloche.
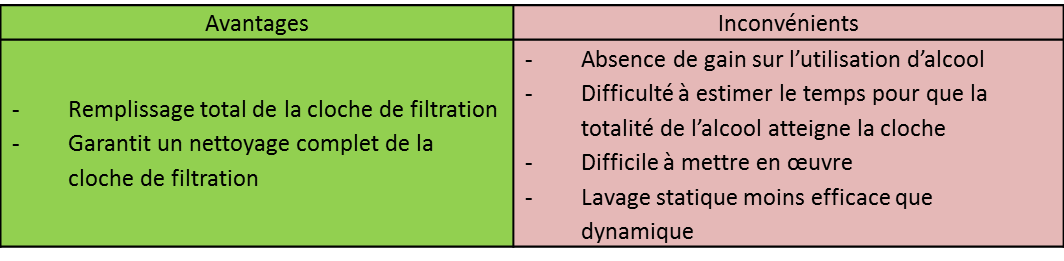
L’azote a également un coût. Les avantages et les inconvénients
sont représentés dans le tableau figure 26.
Figure 26 : avantages et
inconvénients de la méthode remplissage total des cloches de
filtration [4]
- Remplir
la cloche de filtration par le haut
Cette hypothèse implique des
investissements puisque
l’alcool arrive actuellement par le bas de la cloche et il
faudrait parvenir à le faire arriver par le haut de cloche pour le
faire circuler de manière dynamique. La figure suivante représente
la simulation de l’arrivée d’alcool par le haut de cloche (figure
27 en orange), qui implique une
dispersion de l’alcool sur les
parois pour s’accumuler dans le fond de la cloche de
filtration avant ouverture des vannes de sortie.
Figure 27 : circuit de l'alcool
par la méthode arrivée de l'alcool par le haut de cloche [4]
Pour réaliser ces lavages, la quantité utilisée d’alcool ne
changerait pas c’est-à-dire 100 kg pour 55 filtrations et 150 kg
pour 5 filtrations par mois. Ainsi
aucun gain d’alcool n’est
envisagé. Les avantages et les inconvénients sont
représentés dans le tableau figure 28.
Figure 28 : avantages et
inconvénients de la méthode arrivée de l'alcool par le haut
de cloche [4]
- Remplir
pour assurer un nettoyage complet via un bullage* à
l’azote
Le savoir-faire des fabricants a lui-même évoqué une troisième
hypothèse qui est de
remplir avec un volume minimum d’alcool
et de souffler à l’azote pour créer une zone dite de « bullage »
qui permet à l’alcool d’arriver jusqu’en haut de cloche.
En effet un nettoyage est défini comme étant une opération
assurant un niveau de propreté et d’aspect, consistant à séparer
et éliminer d’une surface les salissures généralement visibles,
par la combinaison de facteurs, en proportions variables, tels que
des actions chimiques ou mécaniques (bullage), température, durée
d’application [17].
Ce volume minimal est défini comme étant égal à 75kg. Cette
quantité étant répartie dans les tuyaux et dans la cloche de
filtration.
La succession d’essais a permis de révéler que les jus tenaces et
légers pouvaient être rincés avec 75 kg d’alcool et 600 secondes
de soufflage à l’azote, tandis que les jus très tenaces avec 100
kg et 900 secondes de soufflage.
Les jus légers auraient pu être rincés avec une quantité d’alcool
moindre mais la hauteur des cloches est un
facteur limitant.
Une famille de jus supplémentaires fait son apparition et ne tient
pas compte de la ténacité des jus, il s’agit des jus contenant des
matières premières spécifiques grasses et donc difficiles à
nettoyer. Cette famille fait office d’essais similaires aux jus
très tenaces et tenaces/légers.
Ainsi il est possible de faire un rapide calcul pour présenter le
gain réel possible avec cette nouvelle méthode. Pour un mois
l’utilisation globale est de 4 625 kg d’alcool (figure 29), ce qui
implique les coûts représenté figure 30.
 Figure 29 : quantité d'alcool nécessaire par mois avec
la méthode de bullage à l'azote [4]
Figure 29 : quantité d'alcool nécessaire par mois avec
la méthode de bullage à l'azote [4]
Figure 30 : coût de la méthode de
bullage à l'azote [4]
Cette méthode apporte un gain appréciable d’alcool (1500 kg
environ). Les avantages et les inconvénients de cette méthode sont
représentés dans le tableau figure 31.
Figure 31 : avantages et
inconvénients de la méthode bullage à l'azote [4]
Les essais seront réalisés en suivant cette méthode de création de
zone de bullage.
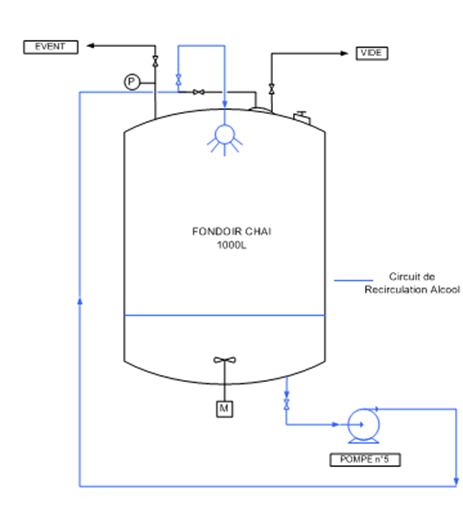
Les
cuves HEC
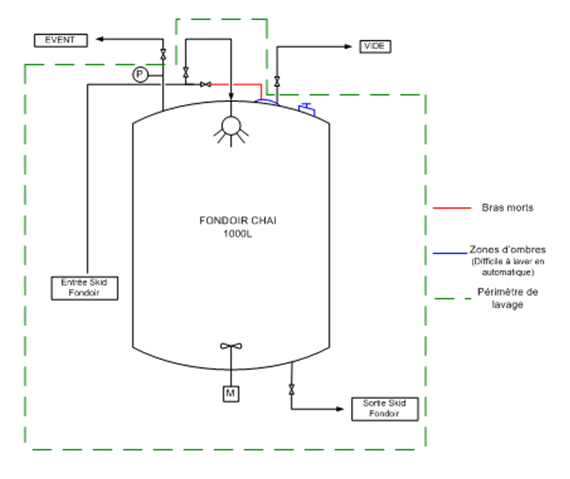
La figure 32 représente une cuve HEC de 1T présente sur le site de
BRI. La cuve est équipée d’une boule de lavage (rond bleu en haut
de la cuve) qui permet une bonne dispersion (comparable à une
pluie) de l’alcool.
Figure 32 : schéma d'une cuve HEC
[4]
Avant le début de cette étude, les fondoirs HEC sont rincés avec
150 kg et sont soumis à un soufflage d’une durée de 180 secondes.
Les bras morts indiqués sur la figure nécessitent un nettoyage
manuel.
Plusieurs méthodes sont possibles pour réaliser cette validation
de lavage. Toutefois, elles seront traitées les unes à la suite
des autres pour ne pas prendre de risque.
- 1ère
étape : Déterminer un seuil de polluants résiduels dans la
méthode actuelle
Pour débuter cette étude, il faut
déterminer un seuil de
polluants et prouver la répétabilité des lavages.
L’hypothèse initiale est la conformité des lavages puisqu’aucune
pollution n’est recensée dans la succession des fabrications.
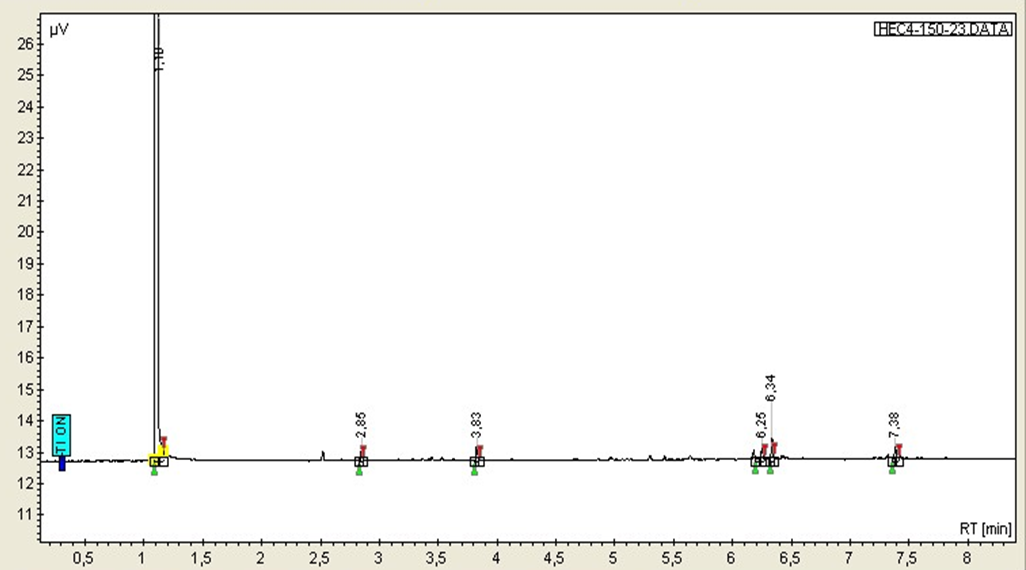
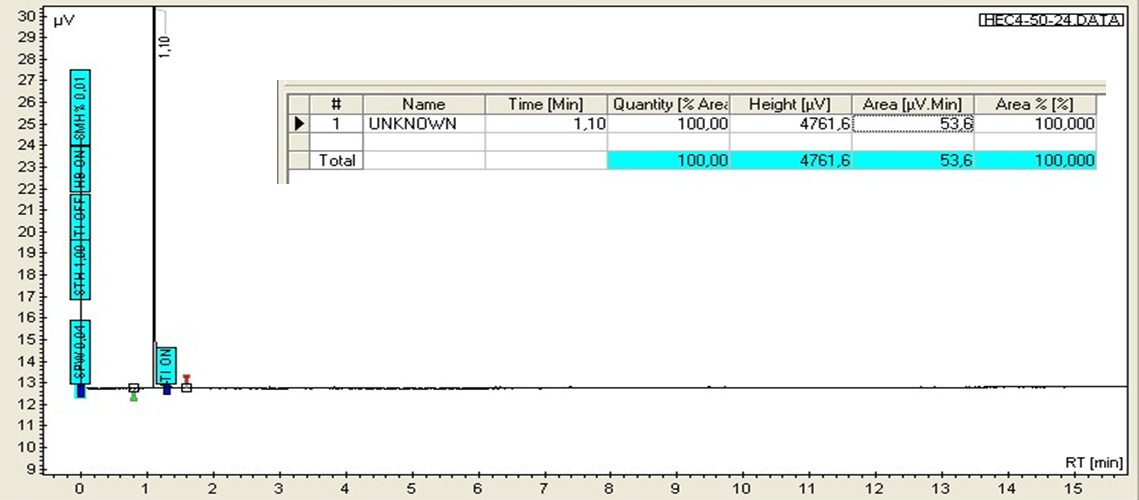
Pour se faire on récupère une partie de l’alcool servant au lavage
du fondoir. L’alcool est soumis à une GC. La figure 33 présente
les résultats obtenus en GC.
Figure 33 : résultat de l'analyse
de l'alcool après lavage du fondoir [4]
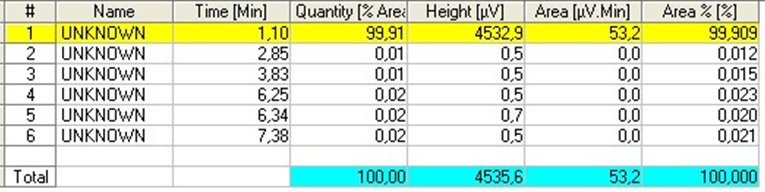
Une étape supplémentaire permettant d’intégrer le pic d’alcool est
nécessaire. Ainsi le tableau directement obtenu après analyse
présenté figure 34 indique le taux de pureté de l’alcool en
pourcentage. Les pics apparents sur la figure 33 sont numérotés et
apparaissent à un temps de rétention T (Time) selon un pourcentage
(Quantity), l’intensité du pic (Height) et un calcul se répercute
pour trouver l’aire du pic (Area) qui est ensuite traduit en % en
comptabilisant l’ensemble des pics.
Figure 34 : tableau lié au
graphique obtenu par GC [4]
Le taux de polluants est donc égal à 100-99,909 soit
0,091 %
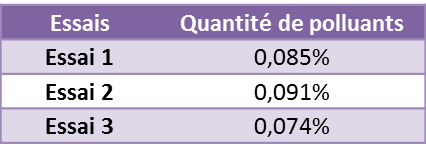
de polluants. Cette étape est répétée trois fois sur la même
formule afin de tester la répétabilité. Le tableau figure 35
présente les résultats sur le concentré utilisé pour la
fabrication du parfum « La Vie est belle ».
Figure 35 : taux de polluants dans
l'alcool de lavage du concentré "la vie est belle" [4]
Une étude est également faite sur le lavage d’autres concentrés.
Les résultats sont présentés dans le tableau figure 36 et il est
constaté que le
même ordre de grandeur de polluants se
révèle.
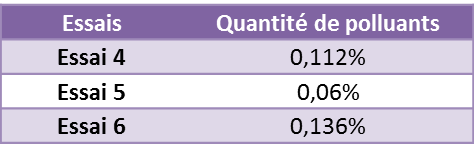
Figure 36 : taux de polluants dans
l'alcool de lavage sur d'autres concentrés [4]
Grâce à l’expérience des fabricants il a été mis en évidence
quatre
formules qui peuvent être plus difficiles à nettoyer. Ces
formules sont composées de nombreuses matières premières dont des
poudres qui peuvent rester sur les parois, ce qui créé une
difficulté pour le nettoyage. Il s’agit des essais 4 et 6. Il s’en
découle un taux de polluants plus élevé, mais qui reste toutefois
raisonnable.
Pour garantir un nettoyage correct, un coulage de 50kg d’alcool
est réalisé et analysé. Dans chacun des essais, la GC ne distingue
aucun polluant, en effet, la figure 37 présente le résultat. Cette
absence de polluant peut résulter d
’un lavage excellent ou
d’une sensibilité de l’appareil trop élevée.
Figure 37 : résultat de l'alcool
de coulage propre [4]
A partir de ces résultats, le but est de mettre en œuvre la
recirculation. L’étude consiste à retrouver des taux de polluants
similaires à ceux trouvés sur les coulages d’alcool (aucun
polluant détecté en GC) lors des essais 1 à 6.
- 2ème
étape : Diminuer les quantités d’alcool grâce à la
recirculation
La
recirculation nécessite une démarche sécurité car la
cuve doit être inertée et doit répondre à des critères
spécifiques. Le lavage peut être effectué à l’alcool uniquement si
le taux d’oxygène est inférieur à 3,0% dans le fondoir. Pour
mesurer ce taux, l’installation d’un oxygénomètre est essentielle.
L’inertage est utilisé principalement pour assurer la sécurité des
procédés et maintenir la qualité des produits en minimisant leur
contamination ou leur dégradation provoquées par la présence d’air
en ciel de cuves [18]. Cet inertage est validé via un appareil
nommé astinax pour mesurer en temps réel le taux d’oxygène dans un
espace contenant ou susceptible de contenir une atmosphère
explosive gazeuse ou pulvérulente [19].
Grâce à la recirculation l’objectif est de diminuer au moins de
moitié la quantité d’alcool nécessaire pour le rinçage.
La quantité et le temps sont des facteurs à déterminer. Suivant
les résultats de la GC sur les alcools prélevés, une adaptation
des conditions d’essais sera nécessaire.
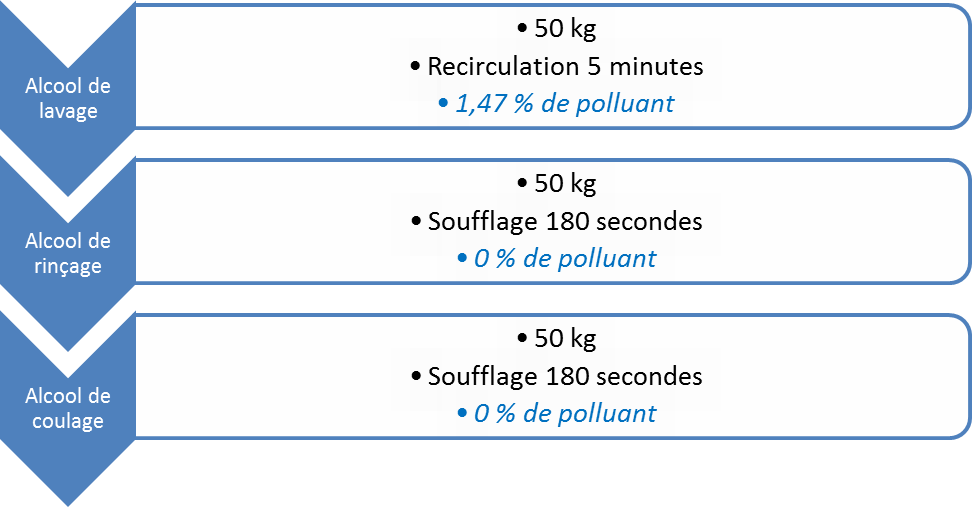
Un exemple avec le premier essai réalisé est présenté sur la
figure 38. Une étape supplémentaire est ajoutée pour les essais :
l’étape d’alcool de coulage. Les étapes sont décrites et les
résultats des analyses GC sur les alcools sont indiqués.
Figure 38 : déroulement d'un essai
de lavage sur le fondoir HEC [4]
L’
objectif est de déterminer une quantité minimale pour
satisfaire un rinçage conforme.
La
validation d’un mode opératoire a été déterminée par
l’obtention de
trois rinçages successifs conformes.
Le mode opératoire avec 50 kg d’alcool en recirculation est donc
validé après trois essais.
L’objectif est de diminuer la quantité d’alcool pour le rinçage.
Des essais avec 30 kg d’alcool pour le lavage sont faits suivit
d’un rinçage avec 20 kg d’alcool. Ce mode opératoire n'a pas été
retenu.
L'enchaînement d'essais a permis de conclure sur le mode
opératoire suivant :
- rinçage avec 50 kg d'alcool
- coulage avec 50 kg d'alcool
Le coulage est uniquement réalisé dans le cadre des essais. Le
mode opératoire sera validé lorsque les HEC critiques seront
rincés en suivant ce mode opératoire.
Cette étape n’a pu être validée faute de temps et de planification
des HEC critiques.
- 3ème
étape : utiliser de l’alcool sale pour le lavage
La troisième et dernière étape consiste à laver avec un alcool
sale et rincer avec un alcool propre. Il est appelé alcool sale,
l’alcool qui a déjà servi une fois à nettoyer les cuves d’HEC.
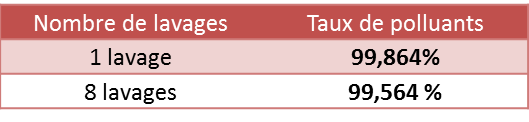
Le risque de cette méthode est de souiller davantage la cuve avec
l’alcool sale. Pour éviter cette hypothèse, il est essentiel
d’étudier l’évolution du taux de polluants dans la cuve d’alcool
sale au cours des lavages. Cette étude a été menée et les
résultats sont présentés dans le tableau sur la figure 39. Le taux
de polluants n’évolue pas ou très peu au cours des lavages.
Figure 39 : taux de polluants
relevés dans une même cuve au cours des lavages [4]
Cette troisième étape nécessite un rinçage à l’alcool propre.
Toutefois, les premiers résultats avec la recirculation à l’alcool
propre montrent que seul l’alcool de lavage est pollué. Cette
étape ne sera peut-être pas appliquée car cela ne permettra pas de
réduire davantage les quantités d'alcool consommés.
D’un point de vue réglementaire, la
démarche de validation
qualité du nouveau mode opératoire passe par la rédaction de
dossier de validation. Pour chaque équipement un dossier de
validation est créé :
- L’échangeur 1A
- L’échangeur 1B
- La cuve de fabrication HEC
Sur la partie glaçage/filtration, une
économie d’environ
1
000€ est réalisée avec le nouveau mode opératoire.
Ces dossiers sont constitués de plusieurs parties dont les
caractéristiques de l’équipement étudié, les
caractéristiques
du détergent ou de la matière utile au
nettoyage,
les points critiques pour l’étude, le
type
de nettoyage et le
mode opératoire qui s’y réfère
ainsi que
les essais qui prouvent l’efficacité et la
répétabilité de la nouvelle méthode mise en place.
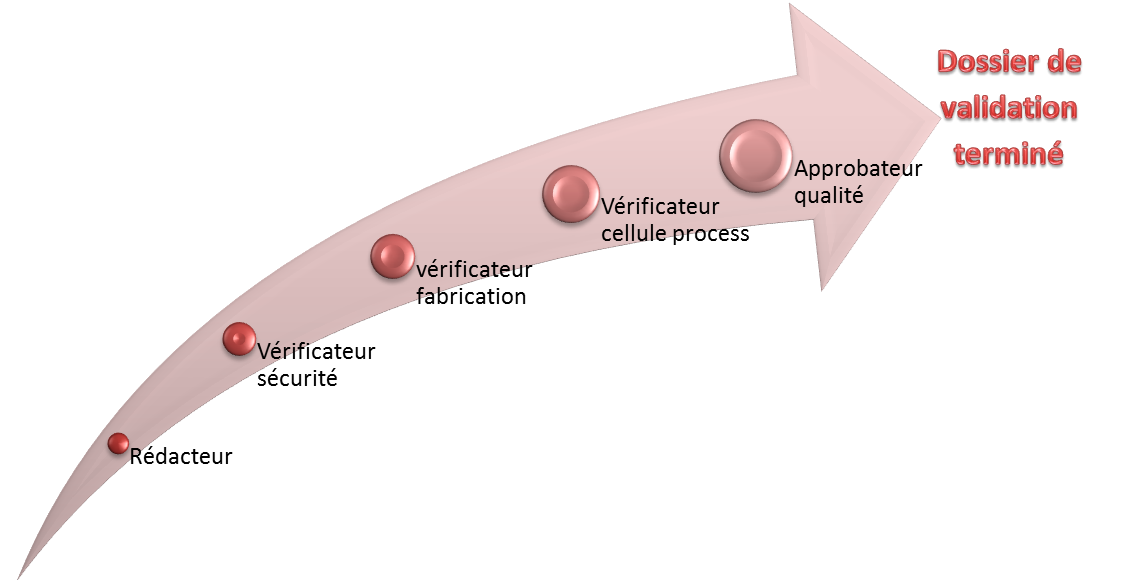
Ce dossier est ensuite soumis aux différents responsables de
secteur représenté sur la figure 40 pour être validé.
Figure 40 : responsables aux quels
est soumis le dossier de validation [4]
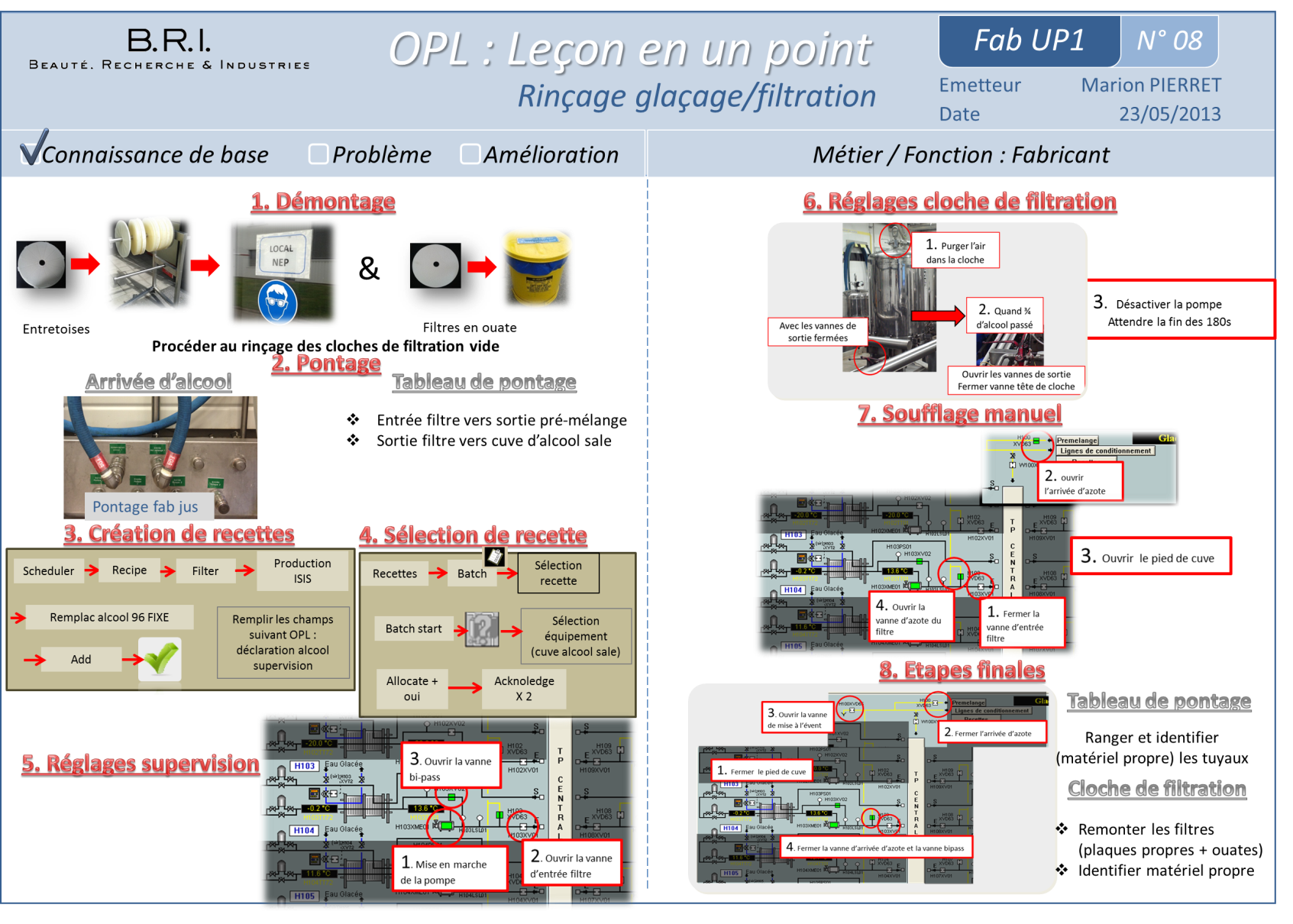
Il en découle un mode opératoire de rinçage de l’atelier
glaçage/filtration transcrit sous format d’
OPL « One point
lesson » ou « formation minute ». Ce document est utilisé dans
la méthode des 5S*, une démarche qualité ayant pour but
d’améliorer les conditions de travail et la productivité dans le
milieu industriel. Aujourd’hui cette démarche est présente plus
généralement dans tous les secteurs d’activités ou la concurrence
et la compétitive sont au cœur des préoccupations de l’entreprise,
tel est le cas chez BRI. Il s’agit d’une leçon de 5 minutes sur le
sujet des nettoyages. Elle se présente sous une forme
rédactionnelle simplifiée et présente des illustrations.
Elle constitue une base de connaissance commune sur laquelle
pourront s’appuyer les collaborateurs de l’entreprise.
La figure 41 présente l’OPL créée propre à la nouvelle méthode de
rinçage glaçage/filtration.
Figure 41 : OPL du rinçage
glaçage/filtration [4]
L’étude sur les fondoirs HEC n’est pas encore terminée en ce début
de mois de juin 2013. L’objectif est de trouver un mode opératoire
en diminuant les quantités d’alcool utilisée d’ici la fin de cette
période de stage.
Les essais continuent chaque jour, et permettent de progresser
dans le cheminement d’amélioration. D’ici mi-juillet 2013, il
serait souhaitable d’avoir terminé les essais et rédigé le dossier
de validation.
La
difficulté est de s’adapter sur le planning de fabrication.
Réaliser des essais demande du temps supplémentaires aux
fabricants et il faut veiller à ne pas perturber la fabrication
qui est prioritaire sur la démarche d’amélioration.
Il est toujours difficile de reprendre un sujet commencé par une
autre personne c’est pourquoi, clôturer celui-ci apporterait une
plus-value à l’entreprise pour prouver l’efficacité de ses
nettoyages et donc la qualité de ses produits.
Cette période de stage de fin d’étude m’a été très bénéfique. J’ai
eu la chance de travailler avec des personnes ouvertes et qui
m’ont très bien expliquées leur métier.
Le monde de la cosmétique m’était déjà connu. L’an passé chez
L’Oréal, l’apprentissage des fabrications de shampoings, de
mascaras et de crèmes m’avait plu et poussé à réaliser ce dernier
stage de ma scolarité au sein d’une autre usine de L’Oréal :
fabrication de parfums, de rouge à lèvres et de maquillage
anhydre.
Un sujet d’une grande importance pour le site et pour le groupe
m’a été confiée et je trouve m’être bien adaptée à la demande de
ma hiérarchie. Ma tutrice, toujours très disponible, a favorisé un
échange très dynamique. Son accompagnement au début de stage a
permis mon intégration au sein des différentes équipes.
Le master dans le domaine de la qualité à la suite de mes études
d’abord dirigées vers l’agroalimentaire et les analyses chimiques,
microbiologiques et chimiques m’ont été d’une forte utilité. En
effet, cette double compétence me permettait de réaliser en
solitaire les analyses et grâce aux aptitudes en qualité une
réaction et une réadaption rapide des conditions d’essai ont été
faites.
J’ai eu l’occasion de faire évoluer mon aspect managérial en
créant un point hebdomadaire et en étant l’interlocutrice directe
avec les fabricants.
Cette période de stage chez L’Oréal : Beauté Recherches et
Industries, clôture deux ans de formation au sein du master
Qualité et Performances dans les Organisations à l’UTC. Durant ce
stage j’ai pu apporter au groupe une vision nouvelle et un œil
critique au site dans une optique d’amélioration.
L’Oréal est un groupe mondialement connu et sa croissance prouve
la détermination de rester leader dans le domaine de la
cosmétique. Les normes qualitatives évoluant, elles impliquent des
changements au sein des entreprises. Cela entre dans l’optique de
performance et d’amélioration.
La qualité est le gage de la fabrication de cosmétiques conformes
au cahier des charges et ainsi aux attentes des consommateurs. La
qualité passe donc par la validation des lavages dans l’optique
d’éliminer toute pollution croisée possible et donc obtenir un
produit conforme.
La validation des lavages terminée, elle permet de réduire
l’impact environnemental de l’entreprise. Cette vision est en
accord avec le citizen days organisé chaque année, et la recherche
de certification ISO 14001 prévue courant juillet 2013.
Références
bibliographiques
[1] « L’Oréal », www.bfmbusiness.com,
01-mars-2013.
[2] Mario FOURMY, « L’Oréal mise sur le Nord
pour servir le marché mondial du luxe », l’Usine Nouvelle, p.
cosmétique, 01-mars-2013.
[3] « L’Oréal », www.loreal.fr, 10-juin-2013.
[En ligne]. Disponible sur: www.loreal.fr.
[4] M. PIERRET, « La validation des lavages pour
les équipements parfum : un enjeu majeur », Université de
Technologie de Compiègne, Master Management de la Qualité, stage
professionnel de fin d’études,https://www.utc.fr/master-qualite,
puis « Travaux » « Qualité-Management » réf n°264, juin 2013.
[5] Dominique Chapuis, « La hausse des ventes de
l’Oréal dans le luxe profite à ses usines françaises », France, p.
22, 04-mars-2013.
[6] « Environnement et normes : la norme ATEX »,
10-juin-2013. [En ligne]. Disponible sur:
http://www.petzl.com/fr/pro/lampes-frontales/norme-atex.
[7] « les familles olfactives de parfum »,
10-juin-2013. [En ligne]. Disponible sur:
http://www.aroma-zone.com/aroma/dossier_parfum.asp.
[8] norme, « NF EN ISO 21500 :octobre 2012 –
ligne directrice sur le management de projet) ». AFNOR,
www.afnor.org, oct-2012.
[9] D. B. Frederique Alexandre-Bailly, N. R.-C.
Jean-Pierre Gruère, et V. T. Christine Roland-Lévy, «
comportements humains et management », in comportements humains et
management, Édition 2013., 2013.
[10] « maturité des comportements »,
10-juin-2013. [En ligne]. Disponible sur:
http://papidoc.chic-cm.fr/36comportpouvoir.html.
[11] « la méthode “smart safety” »,
10-juin-2013. [En ligne]. Disponible sur:
http://www.smart-safety.com/fr/methode.php.
[12] « la méthode de Tagushi », 10-juin-2013.
[En ligne]. Disponible sur:
http://sn1.chez-alice.fr/calculs/taguchi/taguchi.html.
[13] « les plans d’expérience », 10-juin-2013.
[En ligne]. Disponible sur:
http://www.techniques-ingenieur.fr/base-documentaire/procedes-chimie-bio-agro-th2/genie-industriel-alimentaire-42469210/plans-d-experiences-f1006/.
[14] « Les Composés Organiques Volatils »,
10-juin-2013. [En ligne]. Disponible sur:
http://www2.ademe.fr/servlet/KBaseShow?sort=-1&cid=96&m=3&catid=15979.
[15] « composés organiques volatils »,
10-juin-2013. [En ligne]. Disponible sur:
http://www.actu-environnement.com/ae/dictionnaire_environnement/definition/compose_organique_volatil_cov.php4.
[16] « Origine et effet du polluant »,
10-juin-2013. [En ligne]. Disponible sur:
http://www.citepa.org/fr/pollution-et-climat/polluants/aep-item/composes-organiques-volatils.
[17] Norme, « NF EN ISO 22716:2007 Cosmétiques
-- Bonnes pratiques de fabrication (BPF) -- Lignes directrices
relatives aux bonnes pratiques de fabrication ». www.afnor.org,
2007.
[18] « l’inertage des cuves », 10-juin-2013. [En
ligne]. Disponible sur:
www.opta-periph-france.com/coffret-d-inertage.html.
[19] « sécurité industrielle & inertage »,
10-juin-2013. [En ligne]. Disponible sur: www.anticipia.com/.