Master Qualité -
Communication publique des résultats d'un stage de fin
d'études UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
Pilotage du Changement
et Amélioration de la Performance Industrielle chez le Groupe
SEB
Référence bibliographique à
rappeler pour tout usage : Pilotage du changement et Amélioration de la
Performance Industrielle chez le Groupe SEB, LUZURIAGA Andrés, Université de
Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO), Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", réf n°293, juin 2014
Ce document a été rédigé dans le cadre du stage de fin
d’études du Master Ingénierie des Service et des Systèmes
spécialité Qualité et Performance dans les Organisations
qui s’est déroulé au sein de la société TEFAL S.A.S basée
à Rumilly en Haute-Savoie, filiale du Groupe SEB, du 17
février 2014 au 18 juillet 2014. Le projet consistait à la
mise en place de tableaux de bords qualité, à
l’accompagnement d’une nouvelle organisation en unités
autonomes de production et à l’accompagnement dans la
démarche de résolutions de problèmes.
Ce document n’est pas un rapport de stage mais un Mémoire
d’Intelligence Méthodologique (MIM) cherchant à démontrer
la robustesse méthodologique suivie lors du stage, la
pertinence des choix et les apports des actions menées
dans l’organisation. Il s’agit d’un document non
confidentiel que vous pouvez retrouver sur le site
www.utc.fr/master-qualite/ avec son poster
associé.
Résumé
Leader mondial du petit équipement
domestique, le Groupe SEB vise à consolider sa position
malgré la concurrence. Dans cette optique TEFAL S.A.S
filiale du groupe, spécialisée dans les articles
culinaires, la cuisson électrique et les soins à la
personne vise à réduire la non qualité de ses produits
et augmenter la satisfaction de ses clients. Pour se
faire, elle a adopté le programme d’amélioration
continue du Groupe intitulé OPS (Operation Performance
SEB).
A ce sujet, une étude a été menée afin de proposer un
tableau de bord qualité standard afin que ses différents
ateliers de production travaillent en synergie avec les
mêmes sources d’information.
Afin d’augmenter son efficacité, TEFAL a également
adopté une nouvelle organisation en unités autonomes de
production. Pour cela, trois nouveaux coordinateurs
qualité ont été recrutés afin de piloter la qualité au
plus près du terrain. Une aide a été apporté dans ce
changement organisationnel à travers une capitalisation
et un transfert de connaissances en terme d’indicateurs
qualité.
Mots clés : gestion du changement
; indicateurs ; amélioration continue ; performance
industrielle
Abstract
World leader in small domestic appliances, the Groupe SEB
aims to consolidate its position despite the competition.
Thus, TEFAL S.A.S subsidy of the Group, specialized in
cookware, electrical cooking and personal care aims to
reduce the non quality of its products and increase its
customers satisfaction. With this in mind, it has adopted
the Groups continous improvement program called OPS
(Operation Performance SEB). About that, a study was
carried out in order to offer a standard quality
scoreboard to its manufacturing plants. The aim is to work
in synergy with the same information sources.
TEFAL has adopted a new autonomous production units
organisation to increase its efficiency. That is why three
new quality coordinators have been recruited and their
goals are to be closer to the action. Through a
capitalisation and a knowledge transfert concerning
quality indicators a help has been provided in order to
facilitate an organisational change.
Je tiens à adresser en premier lieux mes
remerciements à Monsieur Alban Eraclas, mon tuteur
d’entreprise, Directeur Qualité des Articles Culinaires, pour
m’avoir permis de réalisé ce stage, confié des missions à
enjeux importants et donné des conseils très précieux qui ont
facilité mon intégration au sein de l’entreprise.
Je remercie également Mlle Alnot, Mme Saintagne et M. Pennet
pour notre collaboration dans le cadre de la transition
organisationnelle.
Je tiens à remercier toute l’équipe qualité : Philippe,
Jocelyn, Jacqueline, Yvan, Sylvain, Philippe, Frank, Rinaldo
pour avoir été disponibles quand j’ai eu besoin d’informations
et pour leur accueil. Et Yanick pour m’avoir aidé dans la
gestion des stocks qualité.
Je remercie chaleureusement mes collègues stagiaires pour
leurs amitiés et pour leurs bonnes humeurs. Je remercie aussi
M. Diaz pour m’avoir apporté son expertise en matière
d’indicateurs.
Je souhaite remercier Monsieur Gilbert Farges, mon suiveur
UTC, pour sa visite en entreprise et ses conseils pour la
réussite du stage.
Enfin je tiens à remercier tous les enseignants du Master
Qualité et Performance dans les Organisations, dont Monsieur
Gilbert Farges, Monsieur Jean-Pierre Caliste, Monsieur Nicolas
Louis-Duclot, pour m’avoir accompagné au cours de ces deux
dernières année et avoir dispensé les savoirs-faire pour
devenir un qualiticien.
Le Master Qualité et Performance dans les
Organisations de l’Université de Technologie de Compiègne,
exige à ses étudiants la réalisation d’un stage de fin
d’études d’une durée de 22 semaines minimum. A ce titre, ce
mémoire d’intelligence méthodologique a été réalisé pour
mettre en exergue mes trois projets qui se sont déroulées du
17 février au 18 juillet 2014 au sein de la société TEFAL
S.A.S du Groupe SEB.
Suite à un parcours universitaire en sciences fondamentales,
qualité industrielle, gestion de production, management
d’entreprise et qualité dans les services, voici mes quatre
principales motivations pour le métier de qualiticien :
• C’est un métier transversal qui permet de
travailler dans tout type de domaine et avec tout type
d’acteurs du monde professionnel.
• C’est un métier qui permet d’accroitre
sans fin ses connaissances de l’entreprise et des différents
milieux socio-professionnels.
• C’est un métier où il faut comprendre et
apprendre avec les autres pour progresser et s’épanouir.
• C’est un métier où il faut sans cesse
mettre à jour ses connaissances et se remettre en question
pour s’améliorer au quotidien
Ce stage m’a donnée la possibilité d’effectuer différents
projets en parallèle. Il m’a permit d’accroitre mes
connaissances sur le monde de l’entreprise (les produits, les
procédés, les interactions entre les Hommes), sur les méthodes
de travail (animations de réunions, démarche de résolution de
problème et de gestion de projet) et sur la culture
professionnelle du milieu de la mécanique.
Les activités de ce stage doivent apporter à TEFAL et à ses
collaborateurs une aide méthodologique, une capitalisation de
connaissances et une facilitation au changement
organisationnel et technique qui apporteront sur le long terme
une amélioration de la performance industrielle.
Le Groupe SEB est né de la création, en 1857[6], de l’entreprise
Antoine Lescure à Selongey, en Bourgogne. Société de
ferblanterie spécialisée à l’origine dans la fabrication de
seaux et d’arrosoirs, l’entreprise élargit progressivement son
champ d’action (ustensiles de cuisine, baquets en zinc, etc.)
et, au début du XXe siècle, commence à mécaniser son activité,
avec l’acquisition de la première presse à emboutir.
Un grand pas est franchi en 1953 avec le lancement de la
Cocotte-Minute, qui donne à l’entreprise, désormais dénommée
Société d’Emboutissage de Bourgogne, une dimension nationale.
A partir de 1968, le Groupe SEB acquiert Tefal et se lance dans
une politique d’acquisition de ses concurrents en France et en
Europe. Aujourd’hui, le groupe possède 6 marques mondiales et 18
marques locales, cela représente 29 sites de production repartis
à travers le monde. Et donne au Groupe SEB la position de leader
mondial dans le domaine du petit équipement domestique. En 2013,
le Groupe SEB a réalisé un chiffre d’affaires de 4,161 milliards
d’euros pour près de 200 millions de produits vendus chaque
année dans 150 pays[7].
En 1956[9], les ingénieurs Marc Grégoire et
Louis Hartmann ont créé l’entreprise TEFAL qui s’installe à
Sarcelle. Le brevet de la première « poêle qui n'attache pas »
est déposé en 1954. Le nom Tefal provient de la contraction des
mots "teflon" et "aluminium". En 1961, TEFAL s’installe à
Rumilly en Haute-Savoie près de son principal fournisseur
d’aluminium, “Les forges de Cran-Gévrier”. L’entreprise TEFAL
est installée sur deux sites, à Rumilly et à Tournus. Elle
comporte 3 activités : les articles culinaires, la cuisson
électrique et les soins de la personne.
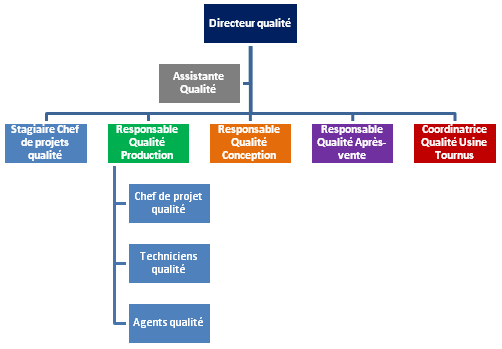
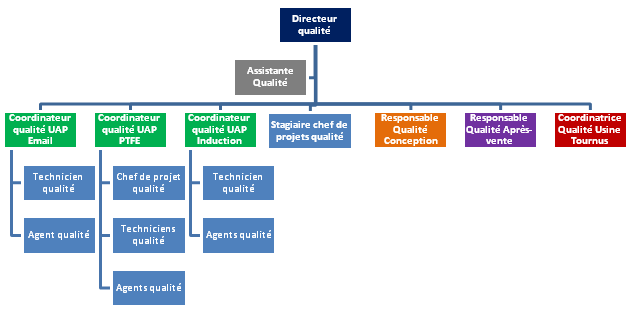
1.3.
Rôle du pilote de projet au sein de la direction qualité
Le contexte du stage se situe au sein du site de production de
TEFAL S.A.S à Rumilly en Haute-Savoie.
Figure 3
: Organigramme de la Direction Qualité de l'entreprise
TEFAL[11]
Le site de Rumilly est certifié aux normes
ISO9001 Système de management de la qualité depuis 2000,
ISO14001 Management Environnemental depuis 1999 et OHSAS18001
Management de la Santé et la Sécurité au Travail depuis 2007.
Le commanditaire du projet est le Directeur Qualité des
Articles Culinaires. C’est en quelques sortes le maître
d’ouvrage qui a défini un cahier des charges spécifique :
accompagner le changement organisationnel et technique ;
réaliser un état des lieux des indicateurs qualité en
production ; participer à la démarche de résolution de
problèmes.
Les livrables attendues sont : l’autonomie des coordinateurs
qualité ; un tableau de bord qualité standard à déployer
sur le site et une aide aux groupes de projet DMAIC en vue
d’une diminution des coûts de non qualité .
1.4.
Étude de la concurrence, stratégie et innovation
Le marché mondial estimé du petit
électroménager est de 32 Milliards d’euros[7].
Cette activité représente 70% du chiffre d’affaire du Groupe.
Le domaine des articles culinaires représente selon les
approximations 13 Milliards d’euros[7].
Voici une liste non exhaustive des principaux concurrents du
Groupe SEB :
Pour l’activité du petit et gros électroménager, il y a
Philips (Pays-Bas), Midea (Chine), Bosh-Siemes (Allemagne) et
De Longhi machines à café (Italie).
Pour l’activité des articles culinaires, les principaux
concurrents sont ASD (Chine) et Meyer (Etats-Unis). Il y a
également une forte concurrence sur les articles culinaires
qui provient des grandes enseignes françaises avec leurs
marques distributeurs de produits à bas prix.
Le Groupe SEB privilégie la croissance en diversifiant l’offre
du porte feuille produit et en adaptant ses produits aux
cultures locales. Il développe les circuits de distribution
dans tous les pays où il est implanté afin de rendre
disponible ses produits pour le consommateur.
Les pays émergent à forte croissance en Amérique latine et en
Asie du sud-est, sont l’une des cibles privilégiées du Groupe
grâce à un pouvoir d’achat en augmentation des classe moyenne.
Les deux piliers majeurs de la stratégie du Groupe SEB sont le
développement de produits novateurs et la conquête de nouveaux
marchés. Ainsi de 1968 à nos jours, le Groupe SEB a su
acquérir ses concurrents français (Calor, Moulinex), européens
(Rowenta, Lagostina), américains (All-Clads), chinois (Supor),
brésiliens (Arno), bolombien (Imusa), etc.
L’innovation chez Groupe SEB implique la recherche, le
développement, l’industrie, les achats, la logistique, le
markéting stratégique, le design et la qualité.[7]
C’est une démarche de création de l’offre produit avec des
concepts innovants destinés à démarquer les produits du groupe
SEB de ceux de la concurrence. Ainsi, une analyse fine des
attentes exprimées ou latentes des consommateurs, constitue un
axe de recherche privilégié.
D’après l’étude de la concurrence, les
enjeux pour Groupe SEB, sont de maintenir son leadership dans
tous ses domaines d’activités et notament dans les articles
culinaires. Chez sa filiale TEFAL, le but est de réduire
l’impact financier de la non qualité, pour pouvoir investir le
manque à gagner dans la recherche, l’innovation et le
développement de nouveaux produits.
Les enjeux du stage sont de contribuer à la réduction de la
non qualité en agissant sur la dimension organisationnelle qui
influe directement sur l’opérationnel.
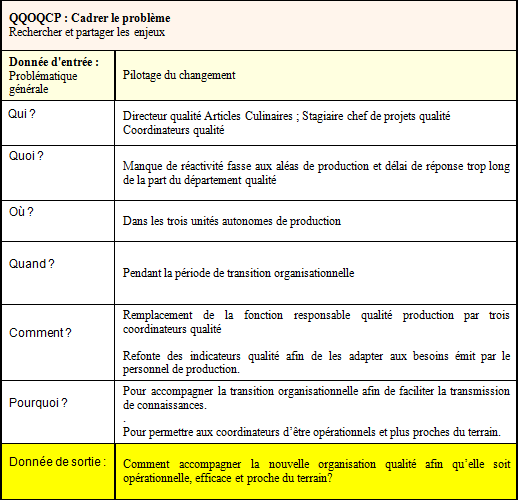
Le premier enjeux du stage est de faciliter la transition
organisationnelle résultant de la réorganisation de la
direction qualité.
Le deuxième enjeux est de mettre en place un nouveau tableaux
de bord qualité standard afin d’avoir une façon de travailler
commune et de faciliter les remontées d’informations
Le troisième enjeux est d’apprendre à mener un projet selon la
méthodologie DMAIC et mettre en pratique des connaissances
théoriques des outils de résolution de problèmes (test R&R
, batonnage, création de modes opératoires et procédures)
3.3.
Participation à la démarche de résolution de problèmes
Au sein du Groupe SEB, la méthodologie
utilisée pour piloter des projets d’amélioration continue est
celle tirée du 6 sigma, le DMAIC . Le but de ces projets est
de travailler sur les plus gros contributeurs de rebuts (TOP
3) et d’aléas de production afin de réduire les coûts de non
qualité (taux de rebuts et de 2ème choix en quantités). Pour
cette problématique il n’a pas été jugé nécessaire d’utilisé
le QQOQCP.
Le programme d’amélioration continue du Groupe SEB intitulé
OPS (Operation Performance SEB) est en charge de piloter tous
les projets DMAIC. Chaque projet est déclenché selon les
besoins d’un secteur particulier et conduit par un pilote
green belt .
Problématique : Comment intégrer un groupe de projet DMAIC
afin de contribuer comme une ressource supplémentaire tout en
apprenant la démarche de conduite d’un projet ?
Qualité :Proposition d’un tableau de bord
qualité standard permettant de travailler dans la même logique
dans les trois unités autonomes de production
Coût : Le coût horaire du projet ne doit pas dépassé la chargé
horaire estimée de 770 h par le chef de projet qualité.
Délai : Réalisation de l’ensemble des missions 1 mois avant la
fin du stage pour avoir le temps de contrôler et améliorer le
déploiment des solutions proposées.
Mesurables : Les principaux objectifs mesurables sont les
temps de mise à jour des indicateurs qualité.
Situation initiale : 2h par semaine pour la mise à jour des
indicateurs qualité hebdomadaires + 2 jours ouvrés (14h) à
chaque début de mois pour les indicateurs qualité mensuelle.
Situation souhaitée : réduire de 50% le temps de mise à jour
dans le 1er cas soit 1h/ semaine divisée par 3 coordinateurs,
soit 20 minutes par coordinateur.
Dans le 2ème cas, passer de 14h par mois à 2h par mois à
diviser par 3 soit 40 minutes par coordinateur.
Valeur ajouté du projet
Avec les réductions de temps de mise à jour d’indicateurs, les
acteurs opérationnels et d’encadrement consacrent plus de
temps aux problématiques de non qualité. Sur le long terme,
ceci va faire améliorer la qualité des produits, améliorer la
communication entre le personnel et l’ambiance au travail. Par
conséquent, les résultats financiers seront meilleurs grâce à
une amélioration de la qualité perçue par le client final et
une augmentation des ventes.
5.
Méthodes et mises en œuvre 5.1.
Pour le pilotage du changement
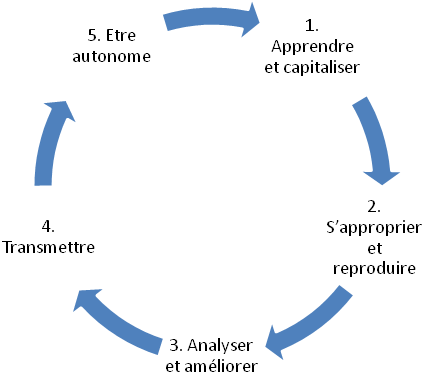
Après avoir expérimenté et accompagné un changement
organisationnel et technique au sein de Groupe SEB, voici la
méthode formalisée : Apprendre par l’expérience et transmettre
avec pédagogie et patience.
Figure 6
: Méthodologie de transmission de connaissances[18]
a) Apprentissage et capitalisation des
connaissances
Au début du projet, la transition
organisationnelle est programmée pour le mois d’avril ce qui
implique un temps d’apprentissage de 6 semaines.
Le responsable qualité production a mis en place un système de
production d’indicateurs qualité basé sur des outils
bureautiques (Microsoft Excel®, PowerPoint® et Access®),
informatiques et progiciels (, SAP®, Business Object™). Ces
indicateurs sont utilisés pour animer des réunions
hebdomadaires et mensuelles au niveau de l’encadrement. Ils
servent à réagir et prendre des décisions sur les actions à
mener afin d’améliorer la qualité des produits et la
satisfaction des clients. Ils couvrent les trois unité de
production.
Apprentissage par l’observation et l’écoute
L’apprentissage du savoir faire en indicateurs s’est effectué
en observant le travail du responsable qualité production. Ça
s’est fait de façon périodique, à chaque début de semaine et à
chaque début de mois pendant 14 semaines jusqu’au départ de ce
dernier qui a changé de fonction et de poste.
Capitalisation des connaissances
Afin de capitaliser des connaissances trois points
fondamentaux ont été nécessaires : la prise de note, la
concentration et l’attention portée envers le responsable
qualité production. En effet, la quantité d’information était
très importante et le temps de disponibilité de ce dernier
était très court alors il a fallut s’adapter.
Afin de trouver une cohérence dans le processus de mise à jour
des indicateurs, la reformulation a été très importante afin
de trouver une suite logique dans les étapes du processus qui
n’était pas formalisé.
Après avoir écouté le responsable qualité production pendant
plusieurs séances d’apprentissage et pris des notes, les
informations ont été retranscrites sous la forme de procédures
détaillées. Ainsi, avec une base solide de connaissances
écrites, il a été possible d’accompagner la transition
organisationnelle et technique au sein du département qualité.
b) Appropriation et reproduction des
connaissances
Pour que les connaissances soient capitalisées sous forme de
procédures écrites et compréhensibles par tous, il a été
nécessaire de rendre les documents génériques et simples
d’utilisation pour les futurs utilisateurs.
A la manière d’un informaticien écrivant un guide
d’utilisation pour des néophytes, chaque étape du processus a
été illustré avec des copies d’écrans et des explications
détaillées. Les procédures ont été écrites pour que le
savoir-faire soit reproductible par différentes personnes et
répétable dans le temps. Peu à peu, les activités du
responsable qualité production en termes d’indicateurs ont été
prises en charge pour faciliter la transition
organisationnelle et technique.
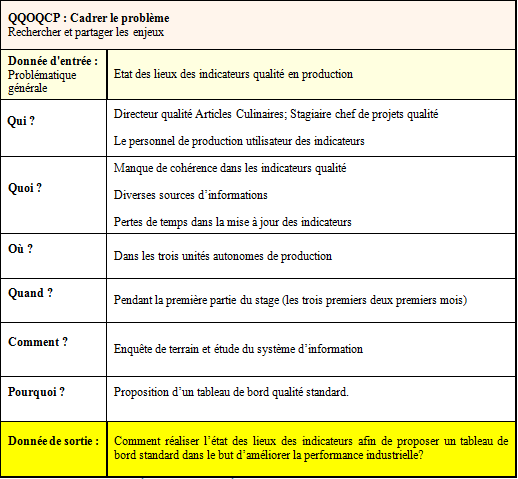
Après avoir capitalisé, s’être approprié
et reproduit des savoirs faire, il a été important d’analyser
l’état de l’art. En effet, le but étant que les coordinateurs
qualité soient autonomes dans la production et l’utilisation
d’indicateurs. Cette phase d’analyse doit se déroule avec les
principaux intéressés.
1) Lister tous les indicateurs tous les
indicateurs qualité
2) Se poser les questions suivantes :
a) Quels sont ceux qui sont utilisés ?
b) Quels sont ceux qui ne sont pas utilisés
?
c) Quels sont ceux qui pourraient être
supprimés ?
d) Quels sont ceux qui pourraient être
améliorés ?
e) Quels sont ceux qui pourraient être créés
?
Il existe différents types d’indicateurs qualité qui sont
utilisés à différents niveaux.
Il y a les indicateurs pour :
• Le Groupe et qui témoignent de la
performance globale des sites de Rumilly et Tournus : FPY , et
NQSU
• Les réunions qualité mensuelles qui
témoignent des performances en interne par unités de
production : la satisfaction client, le NQSU, l’audit produit,
le taux de rebuts, le taux de produits de 2nd choix, les
écoulements de stocks, les stocks de produits bloqués en
attende de décision etc.
• Les réunions mensuelles, hebdomadaires et
quotidiennes utilisés par l’encadrement ou les opérationnels
et qui permettent de piloter la performance industrielle :
taux de rebuts, taux de 2nd choix, etc.
Une fois la phase d’analyse et d’état des lieux du savoir
faire en matière d’indicateurs, il faut améliorer et innover.
Cette phase doit se réaliser en étroite collaboration avec les
coordinateurs qualité et le personnel de production qui seront
les principaux utilisateurs.
• Etudier les différentes sources
d’information et le circuit d’acheminement
• Travailler sur la façon de le mettre à jour
afin que son propriétaire perde le moins de temps possible
• Travailler sur l’ergonomie de l’indicateur
pour qu’il soit comprit en 1 seconde par les utilisateurs, pour
qu’il attire l’œil et pour qu’il soit agréable à lire
b) Supprimer un indicateur
Communiquer avec le personnel avant d’entamer la démarche de
suppression. Justifier ses actions avec un bon argumentaire
s’appuyant sur des faits et avec l’appuis de la hiérarchie.
Faire ressortir les avantages de l’élimination de cet indicateur
car il peut être toujours utilisé par certaines personnes.
Une fois le feu vert obtenu archiver ou supprimer
informatiquement l’indicateur. Ne pas oublier de le retirer des
les lignes de production ou des salles de réunion.
c) Si besoin créer un nouvel indicateur jugé
nécessaire
• Réaliser un recueil
des besoins du personnel de production afin réfléchir avec les
coordinateurs qualité sur quels seraient le ou les nouveaux
indicateurs à proposer.
• Réaliser un benchmark dans d’autres
secteurs que la qualité en production afin d’identifier des
indicateurs avec une bonne ergonomie et une bonne présentation
visuelle.
• Procéder à la création du ou des
indicateurs en collaboration avec les futurs utilisateurs
• Se poser certaines question comme :
o A partir de quelle distance les
informations sont-elles visibles ?
o En combien de temps l’utilisateur va-t-il
mettre à jour l’indicateur ?
o Y-a-t’il un objectif pour suivre
l’évolution de l’ indicateur ?
o Y-a-t’il des couleurs qui attirent l’œil ?
o Y-a-t’il trop ou pas assez d’information ?
o Quelle est le message à faire passer ?
Est-il pertinent ?
Après avoir réalisé ce travail, il faut passer à la phase de
création du ou des modèles informatiques. Pour cela il suffit
d’utiliser des outils bureautiques comme PowerPoint® ou
Excel®. Et enfin, laisser à disposition les trames sur le
réseau informatique pour que l’utilisateur qui sera en charge
de la mise à jour et de l’animation de l’indicateur puisse y
accéder rapidement.
d) Transmission des connaissances et autonomie
Les coordinateurs qualité dépendent
hiérarchiquement du Directeur Qualité des Articles Culinaires.
Ils dépendent fonctionnellement des Responsables d’Unité
Autonome de Production.
Les indicateurs à travailler en priorité avec les
coordinateurs sont ceux utilisés pour animer les réunions
qualité hebdomadaires et mensuelles. Il est également
nécessaire de travailler sur les indicateurs transmit au
Groupe à chaque début de mois.
Les deux premiers axes de travail visent à transmettre des
informations aux Responsables UAP et à l’encadrement pour leur
permettre d’avoir une vision sur le niveau de non qualité de
leurs secteurs et d’agir en conséquence.
Le 3ème axe vise à transmettre des informations au Directeur
Qualité des Articles Culinaires pour qu’il témoigne du niveau
de non qualité du site auprès du Groupe. Suite à cela, le
Groupe peut si nécessaire demandera que des actions soient
menées pour améliorer la performance interne du site.
5.2.
Pour améliorer la performance industrielle
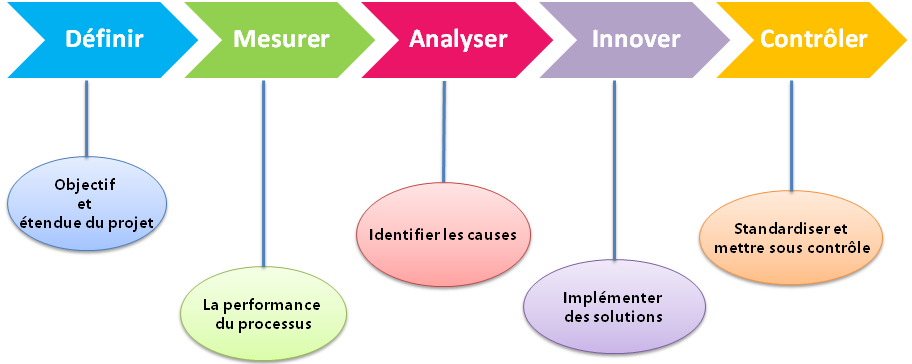
La méthodologie DMAIC a été utilisé pour piloter l’amélioration
de la performance.
Les périmètres d’action :
• Les AIC5, AIC15, AIC UAP Quotidiennes, AIC
UAP Hebdomadaires
AIC (animation à intervalle cours) : ceux sont des réunions
destinées à communiquer les résultats de la production sur les
lignes, par équipes de production (matin, après-midi, nuit),
par ateliers de production et par unités de production. Elles
abordent les thèmes suivants : sécurité, qualité, coût, délai,
implication. Chaque AIC se déroule dans un endroit spécifique
dans les ateliers ou dans des salles de réunions dédiées. Dans
ces lieux se trouvent des panneaux d’affichage avec cinq
rubriques : sécurité, qualité, coût, délai, implication. Dans
la rubrique qualité il doit y avoir un indicateur affiché ou
un endroit prévue pour divulguer des informations concernant
la qualité des produits ou des flash qualité (suite à un
défaut critique détecté par le client).
• Les indicateurs fait par les techniciens
qualité et apportés en production
• Les indicateurs fait par le responsable
qualité production et destinés à la production, aux réunions
qualité, au Groupe SEB
Les interlocuteurs à rencontrer :
Toutes les personnes propriétaires d’un indicateur sont des
sources d’information potentielles.
Les Responsables d’Unités Autonome de Production
Les Pilotes OPS
Les Chefs d’ateliers
Les Chefs de projets systèmes d’information
Les Chefs d’équipes
Les Techniciens qualité
b) Mesurer la situation à travers un état des
lieux
Afin de mener une étude robuste et basée sur des faits, il a été
important d’aller collecter des informations à la source. Pour
cela, des interviews ont été réalisées avec les interlocuteurs
indentifiés dans le paragraphe précédent. Pour pouvoir
enregistrer toutes les informations recueillies, un document
support a été créé et a servi de feuille d’enregistrement.
Pour pouvoir illustrer les preuves recueillies, des photos ont
été prises sur les lignes de production (des photographies des
panneaux AIC d’affichage et des indicateurs dans la rubrique
Qualité). Voir annexe n°1 : Photo d’un panneau AIC5
Figure 7 :
Tableau de caractérisation d'un indicateur qualité[19]
Quand les cases « Est un indicateur qualité » et N’est pas un
indicateur qualité » sont vides cela signifie que l’AIC ne
comporte pas d’indicateur qualité
Méthode d’interview
• Faire les présentations avec la personne
interviewé
• Exposer les raisons d’être de votre mission
et les gains potentiels pour la personne
• Préciser que la démarche est encouragée et
soutenue par la hiérarchie
• Détendre l’atmosphère en mettant en exergue
les bonnes pratiques afin de créér une relation de confiance
• Etre à l’écoute, se montrer curieux et
intéressé par le travail de l’interviewé
• Avoir un avis neutre sur les pratiques qui
pourraient être jugées inapproriées
• Diriger le dialogue pour que l’interviewé
transmette les informations en lien avec l’état des lieux
• Reformuler quand les informations ne sont
pas claires afin d’être 100% sû qu’elles n’ont pas été
interprétées différemment pendant la prise de notes
c) Analyser les données
A l’aide des enregistrements et des preuves
(photographies) collectées pendant les interviews, un traitement
des données va être réalisé informatiquement grâce à l’outil
bureautique Excel.
La démarche d’exposition des données va se faire du global au
local.
Des données statistiques vont permettrent d’avoir une vue sur
l’état actuel.
d) Innover en proposant un tableau de bord
standard
En s’appuyant sur les conclusions tirées
suite à l’analyse des données, un standard se dégage sous
forme de tableau de bord qualité. Il doit être présenté en
premier lieu au commanditaire du projet, le Directeur Qualité
des Articles Culinaires. Ensuite, il doit être présenté aux
trois Coordinateurs Qualité afin de recueillir leur points de
vues et d’avoir une vision commune de la problématique.
Une fois qu’un consensus a été trouvé au niveau de la
Direction Qualité, le tableau de bord est près à être présenté
aux acteurs de l’entreprise.
Il faut rencontrer le responsable de l’amélioration continue
du site et les différentes pilotes OPS pour leur proposer le
tableau de bord qualité.
Enfin, une fois que la Qualité et l’amélioration continue
seront en phase, il sera nécessaire de proposer à la
production le tableau de bord qualité.
e) Contrôler et pérénise les solutions
proposées
Une fois que l’encadrement de la
production a adhéré à la proposition de déploiement du tableau
de bord, il faut convaincre les opérationnels. Pour cet étape,
il faut que l’encadrement de production (les Responsables
d’UAP et les Chefs d’ateliers) réunissent les Chefs d’équipes
pour les convaincre à leur tours.
Ensuite pourra être déployé le tableaux de bord sur les
panneaux AIC en production.
5.3.
Pour participer à la démarche de résolution de problèmes
Les projets visant à réduire l’impact des plus gros
contributeurs de rebuts et d’aléas sont menés selon la méthode
DMAIC de gestion de projet. Les deux axes de travail sont la
qualité et la performance.
Pour chaque projet est désigné un pilote. Les membres de
l’équipe projet sont toutes les personnes succeptibles de
contribuer à la résolution du problème. Ces personnes peuvent
venir de la production, de la maintenance, des méthodes, de la
logistique, de la qualité etc.
Les informations qui suivent ont été tirées de la méthodologie
de projet DMAIC utilisée dans l’entreprise d’accueil du stage.
Voici un tableau qui sert à caractériser un projet :
Figure 8 :
Tableau de caractérisation d'un projet DMAIC[20]
Voici les 5 étapes à suivre pendant un projet conformément au
calendrier fixé par le tableau ci-dessus.
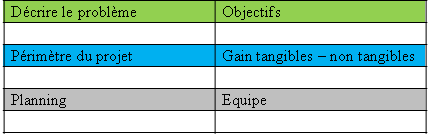
Pour valider la phase définir, il faut les livrables suivants :
• Charte de projet
• Analyse des risques
• SIPOC
• Planning de passage de phase
• Validation de la phase définir par un expert
OPS
Pour commencer, il faut cadrer le projet et c’est là où l’on
peut faire le parallèle avec la méthodologie de la norme ISO
21500 Management de projet.
1. Décrirer le problème
Exposer les faits comme par exemple : à l’année 20XX, sur un
secteur précis où il a été produit XXXX produits, il y a eut
XXXX rebuts soit XX % de la production pour un coût de rebuts de
XXXX € (1er, 2ème ou 3ème coût de rebut de l’UAP). Détailler
avec le maximum d’information factuelle.
2. Expoiter les données historiques
Pour justifier le lancement d’un projet, l’outil histogramme
peut être utilisé car il peut représenter des chiffres tirés de
la production de façon très visuelle et synthétique.
4. Les règles du projet
Ces réglès vont être déterminées avec tous les participants
grâce à un brainstorming . Elles vont servir à instaurer une
relation de confiance et à travailler dans la bonne humeur. Par
exemple, pendant la réunion de projet, il n’y a plus de
hiérarchie. Ainsi un opérateur va s’exprimer librement même s’il
travaille avec son chef d’équipe. Une autre règle peut être : à
la fin de chaque phase, le pilote de projet apporte des
viénoiseries et offre du café pour féliciter les membres de l’
équipe.
5. Définit les rôles de chacun
Il est très important de définir les rôles de chaque participant
du projet. Ainsi chacun saura à l’avance quelles sont les tâches
qui lui sont attribuées een accord avec ses compétences.
6. Objectifs, indicateurs, mesures
Conformément avec les objectifs fixés par le commanditaire du
projet, il faut définir un indicateur qui va servir à mesurer la
performance du projet pour savoir si les objectifs sont
atteints. Il faut aussi définir la fréquence de mise à
jour de cet indicateur ainsi que les sources d’information.
7. Définition des limites du projet
Pour définir le périmètre du projet, l’outil SIPOC est utilisé
Figure
12 : Méthode de définition du périmètre d'un projet[25]
Dans cet exemple le pérmiètre du projet est le processus
d’emballage.
8. La voix du client
Cet étape permet d’identifier les attentes de chaque partie
prenante du projet. Comme les membres de l’équipe projet sont
aussi des clients du projet, la voix du client va permettre de
prendre en compte leurs attentes afin d’améliorer non seulement
la performance industrielle mais aussi d’améliorer les
conditions de travail (ambiance, sécurité, prévention des
TMS ), de former les acteurs s’il y a un besoin de
formation, d’améliorer les moyens de production (changer les
outils vétustes, réparer les machines etc).
9. Analyser les risques et alternatives
Pour cet étape, l’outil AMDEC (Analyse des modes de défaillances
et de leurs effets) est utilisé. Ainsi sont identifiés tous les
modes de défaillances ou risques qui pourraient affecter le
projet et empêcher son bon fonctionnement. Par conséquent, des
alternatives sont prévues afin de diminuer le risque
d’occurrence des modes de défaillance.
b) Phase Mesurer
La phase mesurer consiste à évaluer la performance du processus
entrant dans le périmètre du projet. C’est pourquoi il est
important de commencer par faire une étude MSA du système de
mesure.
L’étude MSA (Measurement system analysis) vise à évaluer la
capabilité des moyens de mesure disponibles en production. Si le
moyen est un instrument de mesure alors il faudra réaliser un
test R&R classique, si le moyen de mesure est
l’opérateur lui-même (contrôle visuel) alors il faudra réaliser
un test R&R aux attributs.
Suite à cette étude, selon les résultats de la capabilité du
moyen de mesure Cpm, le moyen de mesure sera capable ou pas
capable. Si le moyen est capable, le projet peut continuer sinon
il faut revoir le moyen de mesure. Si c’est un test R&R aux
attributs alors il faudra planifier une formation pour les
opérateurs et réévaluer la capabilité du moyen de mesure. Si
c’est un test R&R normal alors il faut mettre en question
l’outil de mesure (vétusté, maintenance) et agir en conséquence
avec un achat de nouveau matériel de mesure par exemple.
Plan de collecte de données
Une fois que l’étude MSA est validé alors il faut passer au un
plan de collecte de données. Ce plan de collecte va permettre de
réaliser des diagrammes pareto afin d’identifier les principales
causes de rebuts ou d’aléas. Le plan de collecte doit être
élaboré avec les personnes qui vont le mettre en œuvre. Ici ce
sont les opérateurs qui ont contribué à l’élaboration du
document support qui va servir d’enregistrement de données. Le
plan de collecte doit être limité dans le temps et les réglès
doivent bien être expliquées aux opérateurs. Un suivi rigoureux
du plan de collecte doit être réalisé pour montrer l’exemple et
justifier le travail supplémentaire demandé aux
opérateurs.
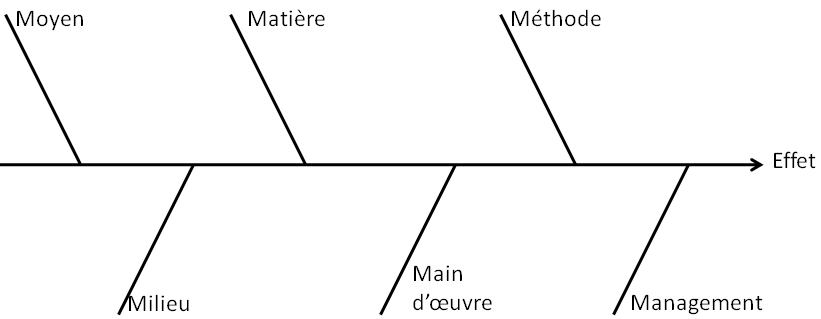
Grâce à l’exploitation des données du plan de collecte, il va
être possible de générer la liste des causes potentielles des
problèmes constatés sur les lignes. Ca s’appelle les Xs
potentiels. Pour effectuer cette analyse un brainstorming suivi
d’un diagramme 5M vont être les deux outils utilisés. L’outil 5
pourquoi peut être également utilisé pour trouver les causes
racines des phénomènes qui engendre les problèmes.
Il faut générer et imaginer des solutions avec les membres de
l’équipe projet. Pour favoriser la créativité, la réalisation de
brainstormings sur des solutions possibles est fortement
recommandée. Ensuite, il faut valider les solutions par une
démarche expérimentale, par exemple avec la réalisation de tests
des solutions adoptées. Puis enfin, quand les solutions ont été
validées par tous le membres du projet, il faut planifier la
mise en place des solutions.
e) Phase contrôler
Il faut mettre sous contrôle les actions engagées pour améliorer
le processus par le moyen d’indicateurs. Dans le cas de
l’entreprise d’accueil du stage, il n’est pas envisagé de
déployer des cartes de contrôle car les processus de contrôle
n’en sont pas encore à une telle maturité.
Il sera également nécessaire de calculer les gains obtenus
pour démontrer des biens faits du projet.
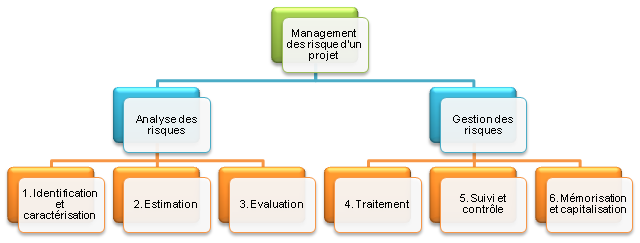
Afin de mener à bien les trois missions du stage, une analyse
des risque a été menée. Pour clarifier les notions de risque
d’un projet, analyse des risques d’un projet et de gestion des
risques d’un projet, voici les définitions tirées de la norme
française FD X50 – 117 Management de projet - Gestion du risque
- Management des risques d'un projet.
Risque d’un projet[28] : Événement dont l’apparition n’est pas
certaine et dont la manifestation est succeptible d’affecter les
objectifs d’un projet.
Analyse des risques d’un projet[28] : Processus
d’identification, d’estimation, et d’évaluation des risques afin
de décider du traitement des risques retenus.
Gestion des risques d’un projet[28] : Processus de traitement,
de suivi et de contrôle, et de mémorisation des risques
identifiés et des actions entreprises pour les traiter.
A partir de ces trois définitions et des étapes tirées de la
norme, voici un organigramme qui détaille le management des
risques d’un projet dans son ensemble.
Figure 14
: Management des risques d'un projet[29]
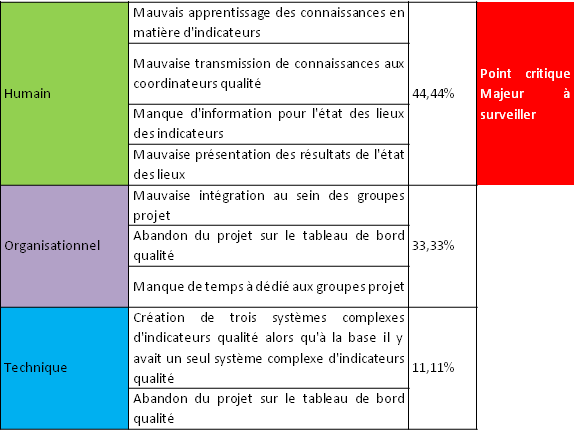
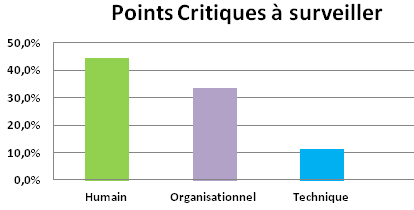
L’analyse des risques à été réalisé grâce à l’outil AMDEC. Voir
annexe °2. Suite à cette analyse, des plans d’actions ont été
trouvés pour diminuer les risques qu’ils apparaissent et pour
diminuer leur impact sur les trois projets du stage.
Pour définir les priorités d’action préventives sur les risques
potentiels succeptibles d’influer sur les projets, voici un
graphique qui les met en évidence.
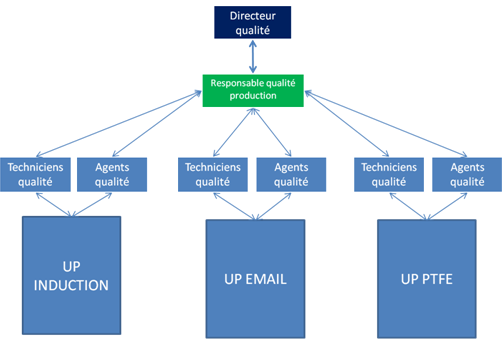
Figure
17 : Organigramme de la nouvelle organisation de la Direction
Qualité[31]
Avec la nouvelle organisation, chaque coordinateur qualité dédie
100% de son temps à s’occuper de son secteur. Les coordinateurs
qualité sont plus opérationnels et dépensent moins de temps dans
la mise à jour d’indicateurs qualité.
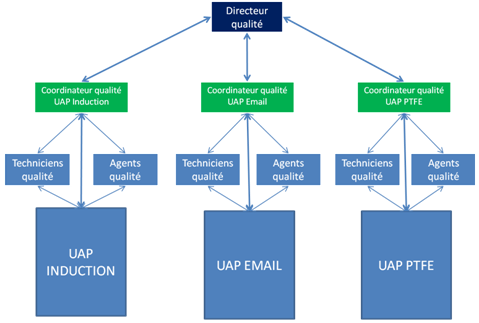
Figure 18 :
Remontée des informations avec la nouvelle organisation en UAP[32]
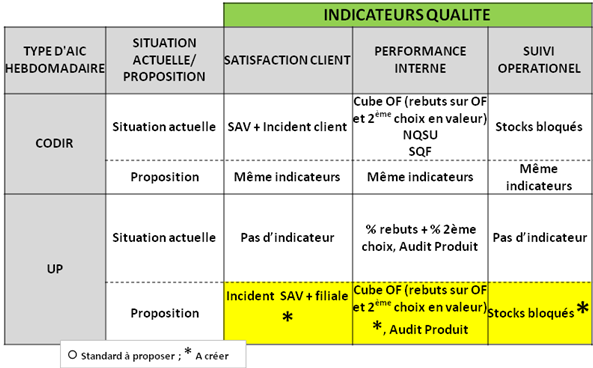
Suite à l’étude sur les indicateurs qualité, voic la proposition
du tableau de bord qualité standard qui se base sur deux axes :
la satisfaction client et la performance en interne des
produits.
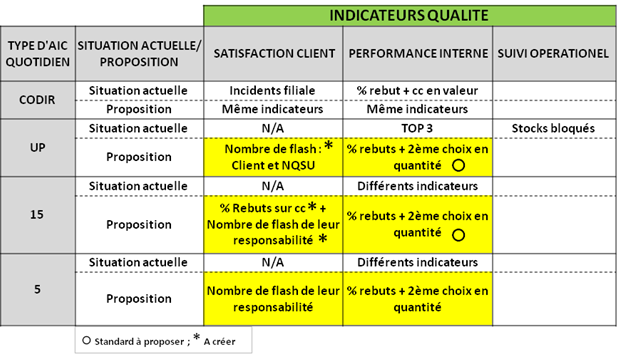
Figure 20
: Tableau de bord indicateurs qualité quotidiens[34]
Figure
21 : Tableau de bord indicateurs qualité hebdomadaires[35]
7.3.
Pour la participation à la démarche de résolution de problèmes
Participation à trois projets DMAIC. Tous les 3 consistaient à
la réduction du taux de rebuts en qualité d’un secteur
particulier.
Projet n°1 : Réalisation d’une étude MSA (test R&R aux
attributs) avec à chaque fois la participation d’un chef
d’atelier, d’un technicien qualité et de 3 ou 4 opérateurs.
Projet n°2 : Réalisation d’une étude MSA et rédaction de 3 modes
opératoires pendant le dernier mois de stage. Les modes
opératoires visent à standardiser les bonnes pratiques notamment
en matière de réglages des machines lors des changements de
séries ou changements d’équipes
Projet n°3 : Participation à un projet dès la première phase
avec un rôle spécifique (de superviseur du plan de collecte).
Apprentissage de la méthodologie DMAIC avec la possibilité
d’observer une pilote de projet très pédagogue.
Ce qui a été fait :
• Travail de formation et collaboration autour
des indicateurs qualité avec les coordinateurs qualité
• Participation active aux groupes de projet
DMAIC
• Etude sur les indicateurs qualité et le
système d’information
• Discution avec les coordinateurs qualité et
obtention d’un consensus autour d’une vision commune sur le
dépoiment du tableau de bord qualité
• Discution avec le responsable amélioration
continue du site et obtention de son soutien dans la démarche de
déploiment du tableau de bord qualité
Ce qui reste à faire :
• Travail sur la définition du rôle des
coordinateurs qualité à l’aide de l’outil PDS (Planification
dynamique stratégique) pour faciliter leur intégration au sein
des trois UAP et pour clarifier leur missions.
• Trouver un consensus sur les sources
d’information pour augmenter leur fiabilité et leur simplicitité
d’accès
• Proposer une trame du tableau de bord
qualité qui sera déployé dans les ateliers
• Présenter l’état des lieux des indicateurs
qualité aux pilotes d’amélioration continue et à la production
pour les convaincres de la pertinence de la démarche
• Déployer les indicateurs qualité dans les
ateliers de production
• Péréniser la démarche
Ce qui aurait pu être fait :
Pour la problématique de fiabilité des informations qui est la
source des problèmes rencontrés chez TEFAL, la mise en place du
knowledge management serait une alternatique très robuste au
système actuel afin de capitaliser toutes les connaissances déjà
disponible et permettrait de faire gagner plus de temps à tous
les acteurs de l’entreprise. Le déploiment d’une GED (gestion
électronique des documents) favoriserait les échanges de
connaissances et augmenterait la facilité d’accès aux
informations.
Pour les problématiques d’amélioration de la performance
industrielle, le déploiment d’une démarche de maîtrise
statistique des procédés permettrait de faire des gains
colossaux. Cette démarche irait dans la continuité de la
démarche de projets DMAIC déjà mise en place.
Retour d’expérience
Ce stage au sein de la société TEFAL S.A.S à Rumilly en
Haute-Savoie a été très enrichissant d’un point de vue humain et
technique. Il a permit de parfaire mes compétences en
communication professionnelle et en persuasion. Du point de vue
technique, il a permit de développer des connaissances sur les
indicateurs, outils indispensables pour le management de projet
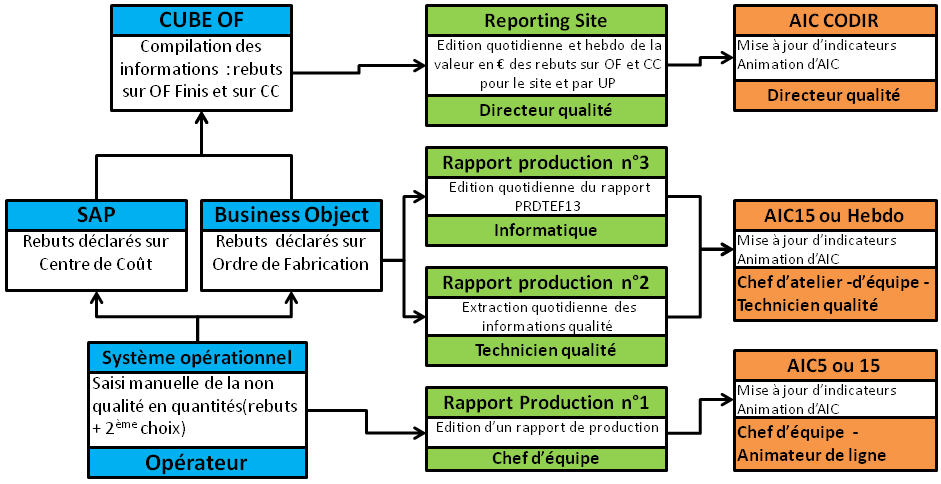
et d’entreprise. Il a permit également d’accompagner un
changement organisationnel au sein d’une grande structure et
d’avoir des échanges très enrichissants avec de talentueux
collaborateurs.
[1] A. FERNANDEZ, “La méthode
Six Sigma en pratique,” piloter.org, 2012. [Online]. Available:
http://www.piloter.org/six-sigma/. [2] Equipe Zinc, “La méthode
QQOQCP,” http://gii.polytech.up.univ-mrs.fr/, 2009. [Online].
Available: http://gii.polytech.up.univ-mrs.fr/deuterium/page_guide.php?num_page=442. [3] C. Rousseau, “Le lean
Manufacturing,” http://leleanmanufacturing.com/, 2014. [Online].
Available: http://leleanmanufacturing.com/unite-autonome-de-production/. [4] P. Weber, “Outil 5S ou
« une place pour chaque chose et chaque chose à sa place »,”
ameliorationcontinue.fr. [Online]. Available: http://www.ameliorationcontinue.fr/outil-5s/. [5] Velaction Continuous
Improvement, “First Pass yield,” velaction.com, 2014. [Online].
Available: http://www.velaction.com/first-pass-yield/. [6] Groupe SEB, “Histoire du
groupe SEB,” groupeseb.com, 2014. [Online]. Available:
http://www.groupeseb.com/fr/histoire. [7] Groupe SEB, “Document de
RÉFÉRENCE et RAPPORT FINANCIER ANNUEL 2013,” Rapport financier,
2013. [8] Groupe SEB, “Marques,”
groupeseb.com, 2014. [Online]. Available: http://www.groupeseb.com/fr/content/marques. [9] TEFAL S.A.S, “L’Histoire
de TEFAL.” [Online]. Available: http://www.tefal.fr/a-propos-de-tefal/notre-histoire. [10] Groupe SEB,
Implantation Industrielle de TEFAL. 2013. [11] A. Luzuriaga,
Organigramme de la Direction Qualité TEFAL. 2014. [12] AFNOR, “FD X50-171 Juin
2000 : Système de management de la qualité - Indicateurs et
tableaux de bord.” . [13] Benchmark Group,
“Définition non qualité,” linternaute.com. [Online]. Available:
http://www.linternaute.com/dictionnaire/fr/definition/non-qualite/. [14] A. Luzuriaga,
Définition du test R&R. 2014. [15] A. Luzuriaga, QQOQCP
problématique de pilotage du changement. 2014. [16] A. Luzuriaga, QQOQCP
problématique d’amélioration de la performance industrielle.
2014. [17] C. CALAS, “Green Belt
Lean-Six Sigma,” sigmaplus.fr, 2014. [Online]. Available: http://www.sigmaplus.fr/formation-green-belt-lean-six-sigma_320203.html. [18] A. Luzuriaga,
Méthodologie de transmission de connaissances. 2014. [19] A. Luzuriaga, Tableau de
caractérisation d’un indicateur qualité. 2014. [20] A. Luzuriaga, Tableau de
caractérisation d’un projet DMAIC. 2014. [21] P. OPS, Méthodologie
DMAIC. 2014. [22] P. OPS, Tableau 6 pack.
2014. [23] A. Luzuriaga, Planning
prévisionnel DMAIC. 2014. [24] Editions La Rousse,
“Définitions d’un Brainstorming,” 2014. [Online]. Available: http://www.larousse.fr/dictionnaires/francais/brainstorming/10919. [25] P. Scholtes, SIPOC.
2014. [26] AMELI, “Défintion d’une
TMS,” 2014. [Online]. Available: http://www.ameli-sante.fr/troubles-musculo-squelettiques-tms/definition-troubles-musculo-squelettiques.html. [27] A. Luzuriaga, Diagramme
ISHIKAWA. 2014. [28] AFNOR, “FD X50 - 117
Management de projet - Gestion du risque - Management des
risques d’un projet,” saga web, 2003. [29] A. Luzuriaga, Diagramme
de management des risques d’un projet. 2014. [30] A. Luzuriaga, Remontée
des informations avec l’ancienne organisation de la Direction
Qualité TEFAL. 2014. [31] A. Luzuriaga,
Organigramme de la nouvelle organisation de la Direction Qualité
TEFAL. 2014. [32] A. Luzuriaga, Remontée
des informtaions avec la nouvelle organisation en UAP. 2014. [33] A. Luzuriaga, Circuit
d’information du terrain jusqu’aux AIC. 2014. [34] A. Luzuriaga, Tableau
de bord qualité indicateurs qualité quotidien. 2014. [35] A. Luzuriaga, Tableau de
bord indicateurs qualité hebdomadaire. 2014.