Master Qualité -
Communication publique des résultats d'un stage de fin
d'études UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
Product quality management of industrial connectors
Référence bibliographique à
rappeler pour tout usage : Product quality management of industrial connectors, ZHAO Xinyi, Université
de Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO), Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", réf n° 299, juin 2014
RESUME
Ce rapport a pour mission de décrire la
méthodologie adoptée pendant la période du stage effectué
au service qualité chez Stäubli (Hangzhou) Mechatrnic Co.,
Ltd., à Hangzhou, Chine. Ce stage
a permis d’effectuer les tâches suivantes :
Contrôle de qualité des produits du
connecteur industriel
Trouble-shooting sur la ligne de production
Contrôle de processus et contrôle final des
produits
Management du fournisseur chinois
Management des plaintes des clients.
Traiter les plaintes des clients
Poursuivre des actions correctives et préventives
Mots clés : Contrôle de qualité
des produits;Contrôle de processus; Fournisseur
Management ; Plaintes des clients.
ABSTRACT
This
report aims to describe the adopted methodology during
the period of my internship in quality service at
Stäubli (Hangzhou) Mechatrnic Co., Ltd., Hangzhou,
China.
This internship has allowed me performing the following
tasks:
Quality control of products as
industrial connector
Trouble-shooting on the production line
Process control and final inspection for product
Management of the Chinese supplier
Management of customer complaints.
Dealing with customer complaints
Adherence to and implementation of corrective and
preventive actions
Key words : Quality control of
products;Process control;Supplier management; Customer
complaints.
I would like to show my heartfelt gratefulness to all the people of
Stäubli group, University of Technology of Compiegne(UTC), and who
have helped me to complete this 6-months’ internship.
Firstly, I want to acknowledge Mr.SHAO Wenqiang, the chef of
Quality Department, and Madame GUO Xiaofang, my tutor of the
internship, for their patient to all my interrogations, for their
valuable advice and guidance during all the process of my
internship.
Secondly, I want to show my thanks to Mr.Jean-pierre Caliste, my
strategy tutor in UTC, for the help they provided and gave me
during the 6 months, and for his kind visit in Stäubli Hangzhou.
I also want to acknowledge all the members of Stäubli Quality
Department, who had warmly welcomed me in their team and helped me
a lot for my work and this final report.
Figure 1: The global presence of Stäubli Group
Figure 2: Workshop 1 of STHZ
Figure 3: Organization of the quality department
Figure 4: Pyramid of documentary system
Figure 5: Homepage of Mystäubli system
Figure 6: Main interface of AS/400 system
Figure 7: 5W1H (QQOQCP)
Figure 8: Dynamic strategic planning (PDS)
Figure 9: Presentation of QMC products
Figure 10: MCS product
Figure 11: MPS product
Figure 12: Micrometer
Figure 13: PDCA for product quality control process
Figure 14: Grouping of requirements by ISHIKAWA diagram
Figure 15: Structure of a final inspection sheet
Figure 16: Flowchart of the product quality control process
Figure 17: Final inspection qualified rate in 2013
Figure 18: Customer complaint vs. defect type in January 2014
Figure 19: PDSA for the improvements for the existed process
Figure 20: Relation of internal & external management system
Figure 21: Flowchart simplified of customer complaint
management
Figure 22: The cause-effect matrix
Figure 23: Example of Problem description report
Figure 24: Interaction between product quality engineer and other
actors
Figure 25: Importance-Urgency Matrix
Figure 26: Overview table of quality control process
Figure 27: Cycle WV: 7 steps problem resolution
Figure 28: Auto-diagnostic before and after the work
Figure 29: Certificate of approval of ISO 9001
Preamble
Because of my curiosity about France
and my interests in science, I studied Materials Engineering at
the Sino-European School of Technology of Shanghai University
during my Bachelor’s studies. During the internship phase of my
engineering studies, I became less interested in becoming a
materials engineer, or in acquiring expertise related to that
field. Instead, I chose to focus more upon the quality of Chinese
products. That is why I instead to pursue a Master's degree in
Quality Management.
For my graduation internship, my goals were three-fold: 1) to
acquire practical, real-world experience within the industry; 2)
to prepare for my future employability; and 3) to apply the
theoretical knowledge I acquired during the course of my quality
master's education and the mechanical and materials knowledge I
gained at UTT. In this, I have sought to exploit my own extensive
research in a variety of industries, including those related to
plastics, automotive, and even aviation.
My skills and expertise corresponded to the needs and expectations
of quality service at Stäubli, which led to my decision to apply
to offer my services.
The combination and diversity of proposed missions, the harmonious
atmosphere during my interview and also a close alignment with my
own expectations and goals were powerful motivating factors for
me.
This experience has given me the opportunity to quickly discover
and appreciate the intricacies of, and differences between, French
and Chinese business cultures, to put into practice my own
theoretical knowledge, and to learn how to work alongside people
from different cultures. Most importantly, I have been afforded
the opportunity to work within and assimilate the dynamics of a
multi-cultural environment. I was also able to achieve proficiency
in written, reading and oral English and French.
For this experiment, I was assigned several tasks. In this paper,
I will concentrate on five main areas that I consider most
pertinent and which allow me to explore a range of topics.
Stäubli is an innovative
mechatronic solutions provider with three dedicated divisions:
Textile, Connectors and Robotics. With a workforce of over 4000,
the company generates a yearly turnover surpassing 1 billion Swiss
francs. Stäubli is active on all 5 continents:
- overseas 12 industrial production sites,
including its group companies Multi-Contact, Schönherr and Deimo
- maintains a presence in 25 countries through
its sales and customer service subsidiaries
- has agents in 50 countries
History
Founded in 1892 in Horgen,
Switzerland, Stäubli was originally known as a workshop
specialized in producing textile machines.
In 1909, the company opened a new manufacturing site in Faverges,
Haute-Savoie, France, in order to be closer to their clients.
In 1956, the company diversified its line of products into the
field of hydraulics and pneumatics and commenced the production of
rapid action couplings. The Connectors division was born.
In 1982 the company diversified again, this time into automation
and robotics.
In 1997, Establishment of an assembly plant in Hangzhou, China.
Today Stäubli is an international group headquartered in
Pfäffikon, Switzerland, delivering innovative solutions to all
industrial sectors around the world.
Mission
Innovation is Stäubli’s driving
force. In its constant search for excellence, the Group expands on
expertise and experience in mechatronics by designing, producing,
selling and providing support for products and systems in markets
where high productivity levels are essential.
Customer focus
The company asserts its position as
a global innovator by:
- offering customers the best products and
services in terms of both quality and performance.
- actively supporting any initiative aiming at
further improving products and services.
- maintaining synergy between the needs of
customers, suppliers, shareholders, staff and the environment.
Since its foundation in 1892, Stäubli has expanded into three
different lines of products and services:
Stäubli Textile is the division of the company's original
field of products and has since expanded into multiple
countries. It manufactures Dobbies and similar products related
to textile weaving, including shedding systems, Jacquard
machines, carpet weaving machines and weaving preparation
systems.
Stäubli Connectors manufactures quick, single and
multi-connector systems used for all types of fluids, gases and
electrical power, as well as robot tool changers and quick mold
change systems. In this particular division, there are three
different activities: Fluid Connect System (FCS), Electronic
Connect System (ECS) and products of Prévost.
Stäubli Robotics is Stäubli's automation and robotics related
division founded in 1982. It produces SCARA (Selective
Compliance Assembly Robot Arm) and 6-axis robots for industrial
automation, including controllers and software.
1.3
Stäubli in Hangzhou
In 1997, Stäubli opened its first
production site of Asia in Hangzhou, China. At the beginning, STHZ
(short for Stäubli Hangzhou) was just an assembly plant of the
company. They imported the parts and the equipment from Europe and
did the assemblage in STHZ. There were not many local customers at
that time so that the products were mainly exported.
Today, STHZ has been developing in China over 16 years. With the
rapid growth of China's industry and its urgent need for high-tech
equipment and products, all three Stäubli divisions are now
represented in China. The importance and dynamic development of
the Chinese market motivate the Group to expand its business all
around China.
Workshops / Assembly lines in
STHZ
There are three workshops for
different products in STHZ. Workshop 1 is for the production of
connectors and textile machines, and is the largest workshop.
The assembly lines in Workshop 1 have a unique feature which sets
them apart from a traditional continuous production model, in
which workers are in charge of only a part of the assembly of a
whole machine. Instead, “A worker is in charge of the assembly of
an entire machine”.
This feature has both its advantages and disadvantages. The
advantage is that the product has better accountability, as the
worker responsible for each machine is easily traceable.
Furthermore, both production and quality management are more
streamlined.
The disadvantage is that productivity is relatively low. The
training period for workers is long, because they need to be
expertly familiar with all aspects of assembly for a whole
machine.
2.1 Quality
approach of STHZ and the Quality Department of STHZ
In different circumstances, the
definition of “Quality” can vary. The word “Quality” does not only
denote the quality of a manufactured product. It can also refer to
the quality of the process (men, material, machine, method,
measurement, and environment), as well the management of said
process. The quality of products or services may well also be
measured in terms of the degree to which a customer's requirements
are fulfilled. 'Quality', therefore, is in some respects a
subjective concept, but one which can be judged or defined through
comparison with existing standards.
As a century-old enterprise, Stäubli considers its own quality
culture as an expression of its corporate ethos. Stäubli's quality
culture can best be summarized thusly:
To ensure our worldwide leadership in different activities by
applying the policy of sustainable development.
To achieve the customers’ satisfaction with the most optimized
costs.
To improve our adaptive capacity in order to respond to the
market’s needs.
To win the customer through good product quality, leading
technologies and good service.
To maintain the balance between customers, suppliers,
enterprises and stake holders.
The consistent improvement of quality is the primary object of
all personnel in Stäubli.
These quality objectives are
approved by the top managers of the group.
Quality is usually determined by such characteristics as design,
dimensions, material, chemical composition, and mechanical
function, among other properties.
Generally, quality management encompasses the oversight of all
activity related to product delivery: from suppliers, through the
production line and, finally to the customers. Incoming
materials/components from the suppliers are examined to make sure
that they meet the demanded functional specifications. The
assembly specification should be respected strictly during the
assembly process by the workers. And this process is controlled by
the process quality technicians and engineers. The final products
and services are also inspected at the end of the production line
before being delivered to the customer.
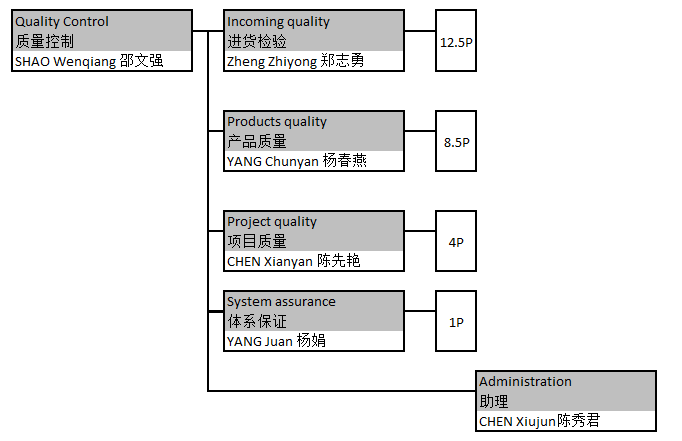
To ensure effective quality management, the quality department of
STHZ has been divided into 4 teams (Figure 6), which are as
follows:
Incoming quality team: tasked with controlling the quality of
parts and other activities from local suppliers;
Product quality team: tasked with controlling the quality of
production and products before sales and managing quality
complaints;
Project quality team: tasked with controlling projects'
quality-related activities;
System assurance team: tasked with controlling the perfection
of the quality management system, especially with respect to the
environment, security and standards of hygiene.
Figure 3: Organization of the quality department[3]
2.2
Quality management system of STHZ
STHZ passed its first certification
ISO 9001 in 2012. And it is renewed because of the relocation of
plant. The perimeter of this certification includes 2 parts:
Part 1: Manufacture of shedding systems for the textile and
industrial connectors; this part concerns the design, production,
sales, logistic, after-sales of all the localized products.
Part 2: Provider of quick connector systems and robots for all
industries; this part only concerns the sales, logistic and
after-sales activities of the imported products
This system is actually in perfection. We are attending to include
the processes of treatments of complaint of customer. Referring to
ISO 9001, STHZ has its own system for the management of
documentation.
2.2.1
Documentary system
The management of documentation in
Stäubli is highly digitalized. Virtually all documentation
concerning daily activities can be found on either our intranet or
in our ERP system.
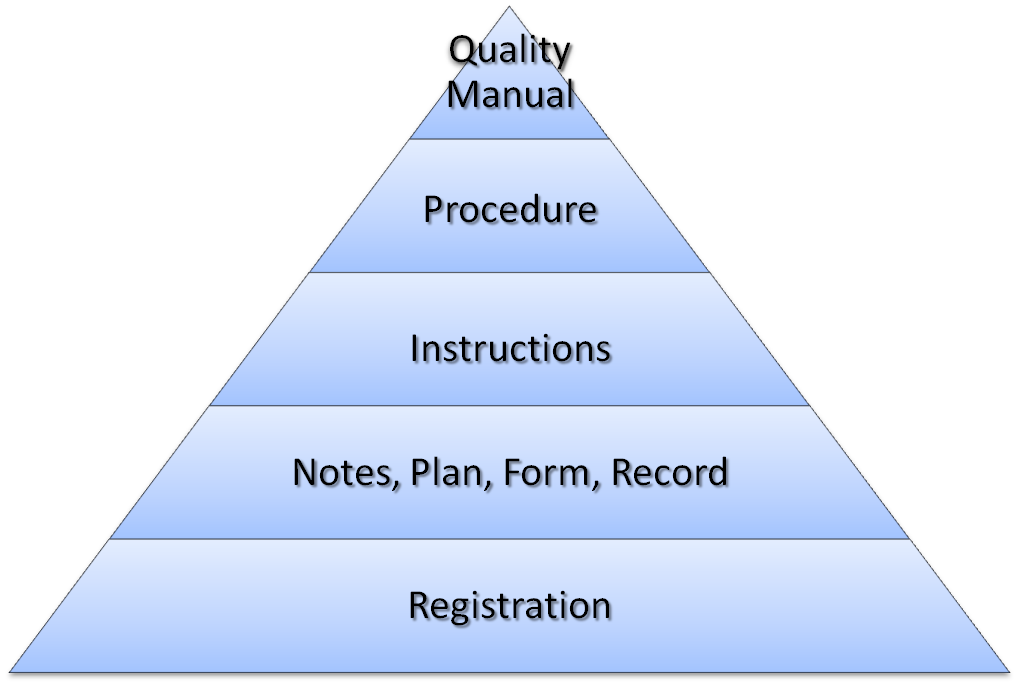
This is a documentary system which consists of a set of procedures
and instructions, which are well-structured according to the
mapping process.
Figure 4: Pyramid of documentary system
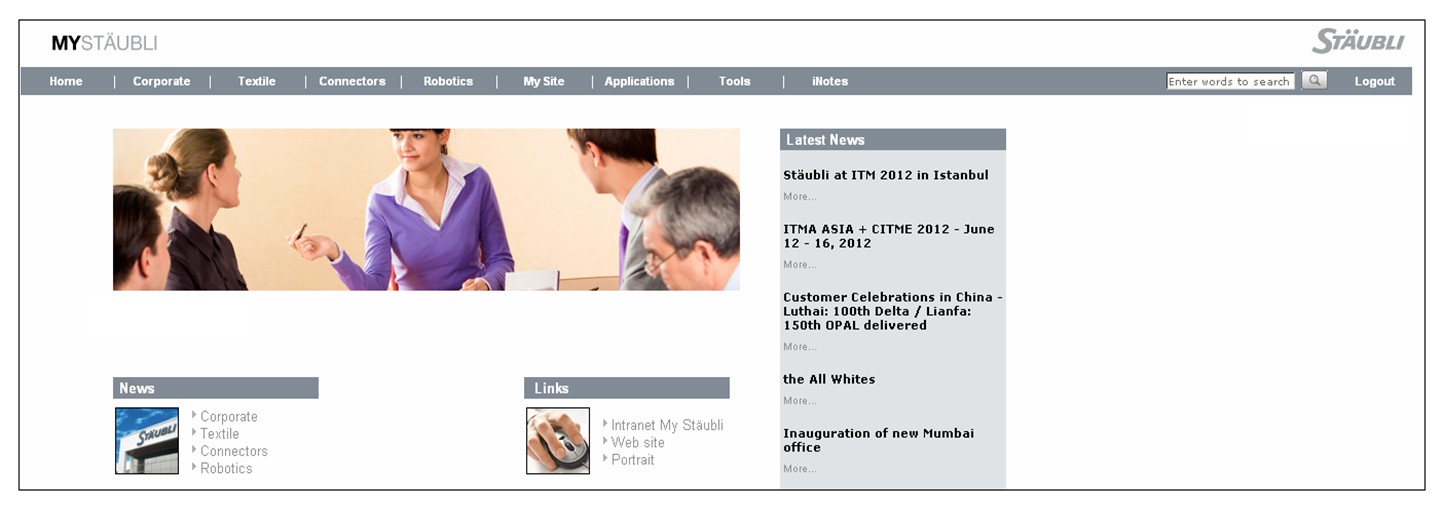
2.2.1.1
Mystäubli system
The Mystäubli system is an internal
multi-functional system of Stäubli group. It integrates the
intranet, the mail box, the technical documents management system,
the supplier relationship management system, etc. Information and
documentations among people, sites, even countries are shared on
this system. With the help of Mystäubli, we are able to find out
the latest press of Stäubli group; presentation of all our
products. We can also find the 2D drawing of parts, the
instruction of our products which depends on your limits of
authority. Mystäubli is not only a management system, but also a
facility for all personnel in group to work efficiently and to
communicate easily.
Figure 5: Homepage of Mystäubli system
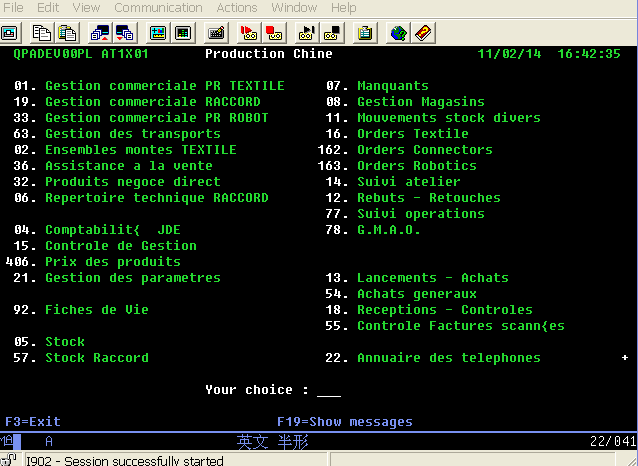
2.2.1.2
AS/400 system
The AS/400 was renamed as the "IBM
iSeries" in early year, but it is normally known as AS/400 which
is a midrange server built for businesses and departments in the
large enterprises. It is popular in small and middle size
corporations.
In Stäubli, the AS/400 system is mainly used as the ERP
(Enterprise resource planning) business management software, which
is a suite of several integrated applications that a company can
use to collect, store, manage and interpret data from many
business activities, including:
- Product planning, cost and development
- Manufacturing
- Marketing and sales
- Inventory management
- Shipping and payment
Definition - What does Product
Quality Management (PQM) mean?
Product quality management is a comprehensive set of tools that
enables organizations to control and manage the activities related
to product quality across enterprises. The activities include
product and manufacturing defects, field failures, customer
complaints, product improvements and corrective and preventive
actions requests.
My internship in the quality department of STHZ has been divided
into two areas. The first area, which is also the primary focus of
this internship, is: Quality controls of the production process of
the Fluid Connect System (FCS). The second part is: Quality
management of customers’ complaints.
This internship has allowed me to perform the following tasks:
- Part 1: Quality control of FCS products
Trouble-shooting on the production line
Process control and final inspection of product
Management of the local supplier of platen for QMC 122
- Part 2:
Management of customer complaints
Dealing with customer complaints
Adherence to and implementation of corrective and preventive
actions
For the first part of my internship,
my responsibility is to organize and supervise the progression of
product control during and at the end of assembly. Assisting me in
this task is a technician who works with me to control the FCS
products. When quality problems occur in components during
production, either I or my technician are directly involved in
contacting the relevant supplier.
It may come as somewhat of a surprise, that a product quality
engineer would be in charge of a supplier, at a time when an
incoming team is joining the quality department in HZ. The reasons
will be explicated in the following text of Chapiter 4.4
Management of the local supplier of platen for QMC 122.
The second part of my internship has to do with handling
customers’ complaints. As product quality engineers, we are not in
direct contact with our final customers, but rather with sellers
and SAV engineers. We mainly concentrate on carrying out cause
analysis and tracking improvement through surveillance of
corrective actions. In this role, I have acquired a heightened
awareness of the value of customer service, critically important
to the success of a company.
3.2
Definition of the subject
In order to frame the problem
properly, as well as to obtain essential information as in order
to pinpoint possible causes and possible solutions, a 5W1H
(QQOQCP) is achieved (Figure 12).
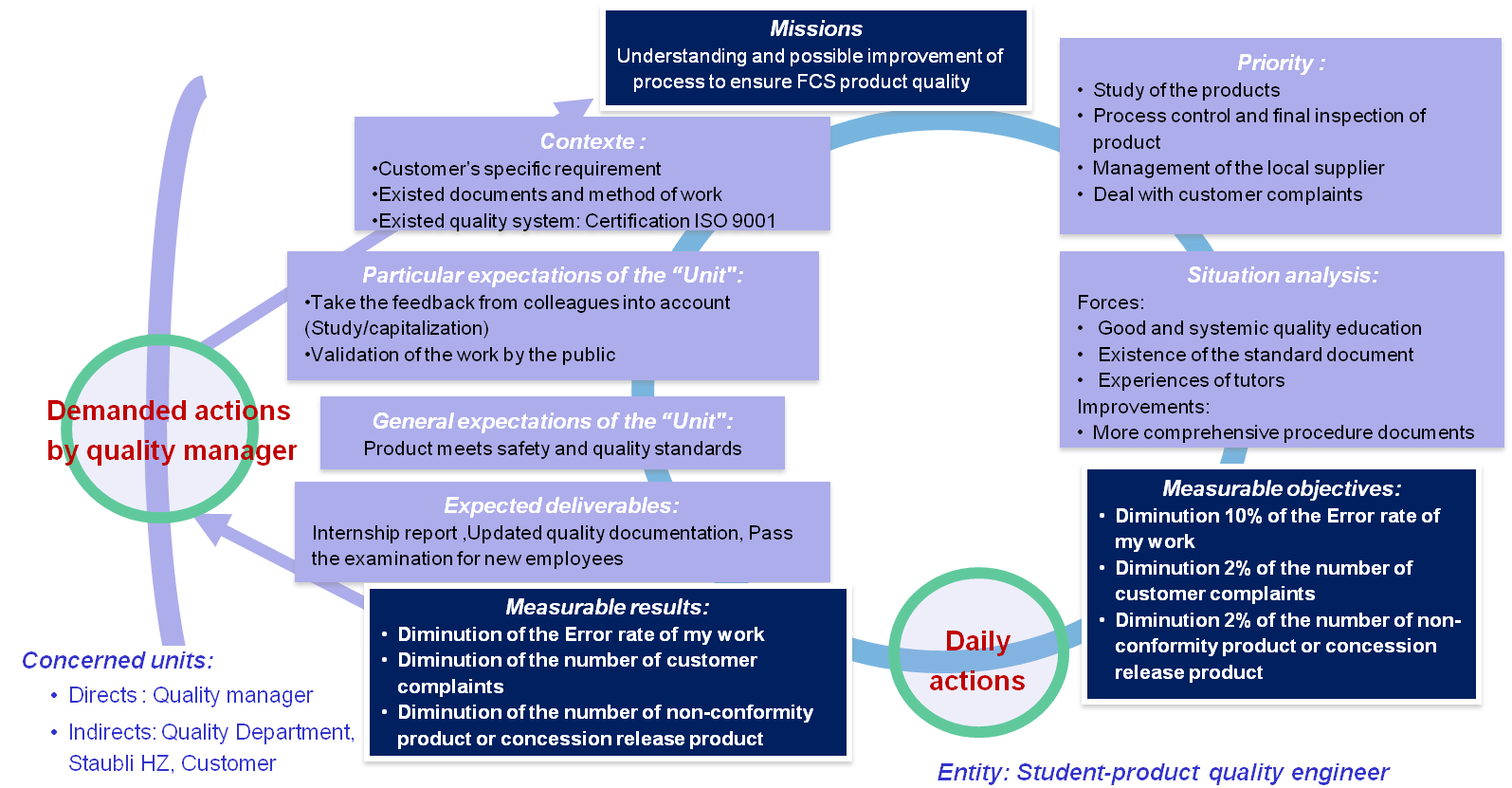
Input
•Target quality characteristics defined by
customer and mother company
•Design of parts
Who?
Direct
Indirect
Emitters:Quality
manager
Receivers: Student-engineer
Emitters: STF, Mother company of
STHZ
Receivers: Quality Department
What?
Be familiar with the existed
process to ensure product quality.
Where?
In Quality Department of Stäubli
Hangzhou
When?
From March 2014 to July 2014
How?
Be familiar with the existed
process to ensure product quality by
-Be familiar with the internal quality
document and products
-Learn from my tutor and colleagues
Measurement Indicators:
-Error rate of my work
-Appraisal from my tutor
-Number of customer complaints caused by
quality problem
-Number of non-conformity product or
Concession release product
-...
Why?
To ensure product compliance and
customer satisfaction
To clarify the manufacturing
process and to define the critical control points
To explain to the operators how and
what to check
To have reliable methods of product
control
Output
Understanding and possible improvement
of process to ensure FCS product quality
For an overview, to explain the
overall objectives of the internship (job) and to do better
practices, a dynamic strategic planning (PDS) (cf. Figure 13, next
page) is designed to target the continuous improvement process.
In the following sections of this report, the scope of my
internship goals, along with further technological and cultural
information regarding quality engineering will be presented in
detail.
4.1
Product quality control process
4.1.1
Origin of parts
A Stäubli FCS product is composed
of at least dozens of parts, a few of which are produced at STHZ.
In practice, this means that STHZ has an enormous need for
incoming parts, from different suppliers.
All sections of STHZ can be divided into two families:
- Domestic parts (made by Chinese local
suppliers)
- Imported parts (made by other sites of
Stäubli)
For FCS products, the QMC122 and MCS originate in France:
Stäubli Faverges
The MPS,QMC 106,QMC 122 Loading Table originate in Germany:
Stäubli TEC SYSTEMS GMBH
For domestic parts, STHZ maintains
close contact with all local suppliers for all the activities
related to production. For imported parts, we contact the relevant
Stäubli site.
With the burgeoning growth of Chinese industry, more and more
parts are being produced by ST China. For FCS products, there are
presently four projects underway. There are two types of
localization; one solely to localize the assembly line, and the
other to localize components suppliers.
Two important advantages to the localization of products are:
- Low cost
- Short delivery time
It is well-known that the cost of a part made by a local supplier
is much lower than it would be to import the same part. In
addition, the delivery time is much shorter.
However, a major obstacle to the localization of production lies
in selecting a qualified supplier. The quality of suppliers varies
significantly in China. But, thanks to the efforts of STHZ, stable
relationships have been cultivated with numerous Chinese suppliers
who can provide qualified parts. By having started out slowly,
with non-critical parts requiring less precision, STHZ has
carefully and steadily built upon its initial successes. Nowadays,
more and more local parts appear in our machines.
In the future, both our customers and Stäubli itself will benefit
from having more localized products. It will be a win-win
situation for both parties.
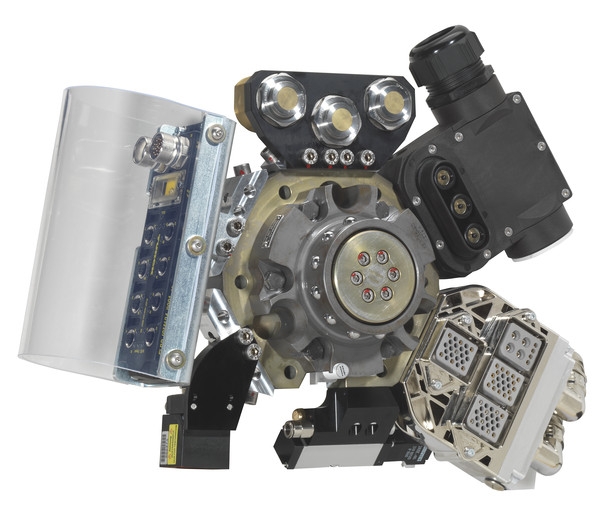
To have a quality product, the
first challenge is to truly know one's product. Stäubli's products
are geared towards an upscale market. So, I devoted a lot of time
and energy to studying, and thoroughly familiarizing myself with,
the full range of FCS products.
Stäubli has more than 50 years' experience in manufacturing fluid
and energy connectors. Its designs focus especially on ensuring
rapid replacement and upgrading of tools, and on developing
solutions to automate these processes.
As a product quality engineer in the Connector Division, I am in
charge of five products:
Quick mould clamping systems
QMC122
QMC106
Loading table for QMC 122
Multi-coupling systems (MCS)
MPS
Quick mould clamping systems
Quick mould clamping systems are
designed to implement the rapid alteration and swapping out of
moulds, particularly in the Plastics Industry. Tool change
times are a significant cost factor in the Plastics industry.
Stäubli's quick mould clamping systems enable our customers to
improve productivity, increase flexibility and minimize response
times.
QMC 122
QMC
106
Loading table
Product
name
QMC 122
QMC
106
Loading
table
Product
description
Magnetic rapid clamping systems
Mechanical rapid clamping systems
Mould changing tables and
mould changing trolleys
Functions
-Quick mould change with magnetic solution
-Optimization of organization methods
(SMED),
-Satisfaction of safety requirements
relating to injection presses.
-Quick mould change with mechanical
solution
-Security of operators
-Simple to
operate
-Clamping force of up to 200 tones and
tools weighing up to 2000 kg
The co-ordination of your
machining facilities with the Stäubli mould changing
table and trolley can realize:
-Reduction of unproductive preparation
times to a minimum
-The “single minute exchange of die”(SMED)
process
-Customized dimensions, type and function
of the trolley
Application
field
Plastics industry
Norm/standard
Safety standard:
EN201: 2009, directive
2006/95/CE and 2004/108/CE.
EUROMAP/SPI/JIS drilling pattern
Euromap71 interface
Figure 9: Presentation of QMC products
Multi-coupling systems (MCS) Functions: Perform simultaneous connections of all
fluid and electrical lines. To meet customers' specific
requirements, different modules are available: Modular couplings and
electrical connectors, guiding and floatability components,
connection and locking systems, etc.
Figure 10: MCS product
Application field: nearly all
industrial sectors: Automotive, Engineering, Aeronautics,
Plastics, Railways, Off-shore, Nuclear, Iron and Steel
Robot tool changer systems
(MPS) Functions: The MPS is solely used to connect /
disconnection (change) tools (such as welding tongs, grapples,
etc.) predominately on industrial robots and handling units in
automated production lines, including the coupling and release of
energy and medium lines.
Synthesis:
All FCS products share one common characteristic: they are highly
customizable. Even in the case of a product of the same type,
dimensions, the type of the modular can vary according to the
demands of a customer. This characteristic determines a model of
discontinuity production; the so-called Made-to-Order.
4.1.3
Management of the local supplier of platen for
QMC 122
As mentioned earlier, it is perhaps surprising to find that a
product quality engineer is in charge of a supplier, especially when
there exists an in-house team in the quality department in HZ.
There are two reasons for this.
a) Firstly, the management of the platen for QMC
122 has its own peculiarities. Because the product QMC 122 has to be
compatible with the customer’s injection machine, the design of the
platen for each type of machine is different. It is a highly
customized product. All fabricating methods, measuring methods, and
the control plan of each platen are defined by Stäubli. As well, the
particular measuring instruments are provided by Stäubli. The
authority of process control is therefore passed on to the supplier
due to an inability to be available at all times to the supplier.
Other suppliers are managed in a relatively systematic way. The
quality of components is mainly controlled through incoming
inspections. According to the results of incoming inspections, it is
possible to decide whether to accept or refuse parts.
However, it is potentially too late to discover defects in the
platen until incoming inspections are completed, due to the risk of
an entire platen being rejected, a costly situation for both Stäubli
and its suppliers.
Considering the risks undertaken, it is crucially important to
control the process for a product. The PQE understands better the
application of the products than does the SQE, which allows a quick
response to reported problems. For example, when a defect is
detected by a supplier, Stäubli can directly determine if it is a
critical control point or not. But as I mentioned above, the control
plan is made by Stäubli. And the control reports have to be
disseminated to Stäubli Hangzhou without delay.
b) Secondly, the restitution of 3 teams in Quality
Department started in 2012. Prior to that, there were no
distinctions between the incoming team, product team and project
team. At that time, if you were in charge of one product, you had to
manage all the activities related to the product. That meant
management of the project when it was imported, management of the
suppliers, and the management of the process. As it invariably
involved a high-demand and complex product, the management wasn’t
distributed to the incoming team in the first place. So it was kept
under the management by PQE.
During the course of my internship, I visited a supplier once. The
objective of the visit was to familiarize myself with the supplier's
working environment and equipment. As well, to communicate any
changes to the Control Plan, and possible regular audits in the
future.
As a product quality engineer, a
part of my work is to organize the control of products, for which
I must determine appropriate measuring instruments and equipment
to be used, as well as the necessary operating mode.
How can it be determined whether or not a product is good?
It can be evaluated by measuring compliance with the customer’s
specifications. A product is possesses several quality
characteristics. Stäubli's products must meet all of these
characteristics. More precisely, the measured dimensions of our
products have to satisfy levels of tolerance.
Commonly-used types of equipment for FCS products are:
• Micrometer to measure thickness
• Roughnessmeter to measure roughness
• Caliper to measure dimensions
• Threaded plug gauge to measure the thread
• Depth gauge to measure depth
Stäubli also makes use of its own additional proprietary
specialized tools and operating modes to further measure
particular dimensions.
Other equipment and instruments in the quality department of STHZ:
• Geometry and assistant: Coordinate Measuring
Machining (CMM), Projector, Faro arm, High scope, Caliper,
Micrometer, Marble, Roughness tester and some special tools
• Metallurgy and treatment: Microscope and
preparing equipment, HV hardness tester, HB hardness tester, HR
hardness tester, etc.
• Electronic: High voltage and insulation
tester, special test instruments for products etc.
• Environmental: Salty spray machine, high-low
temperature cycle test
• Painting and coating test: Thickness, adhesion
test
Figure 12: Micrometer
4.1.5
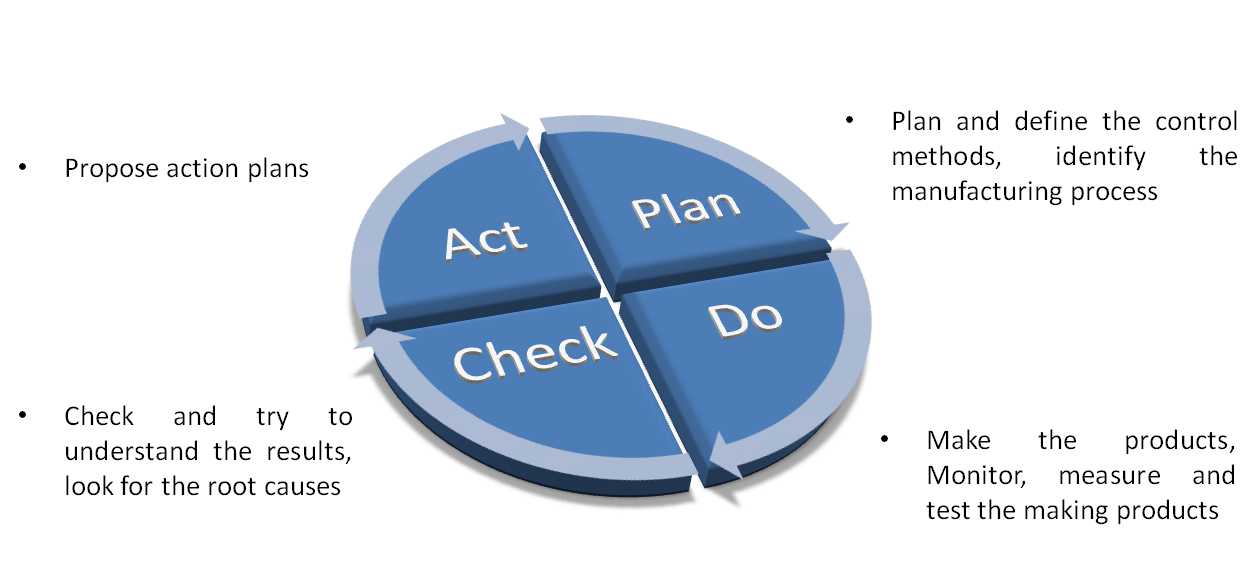
Method « PDCA »
Figure 13: PDCA for product quality control process[2]
4.1.5.1
Phase “Plan”
STHZ
is rarely involved in the early-planning phase of localized
products. For example, the company generally uses the Failure
Model Effectiveness Analysis (FEMA) tool to define the
potential risk of products, and to determine critical control
points. Here, the "control plan" of our sister company is in
principle borrowed, and modified so as to adhere to China's
national conditions.
For some localized parts, Stäubli is authorized to define its
own control plan. It is therefore vital to have the
sensibility to identify key characteristics.
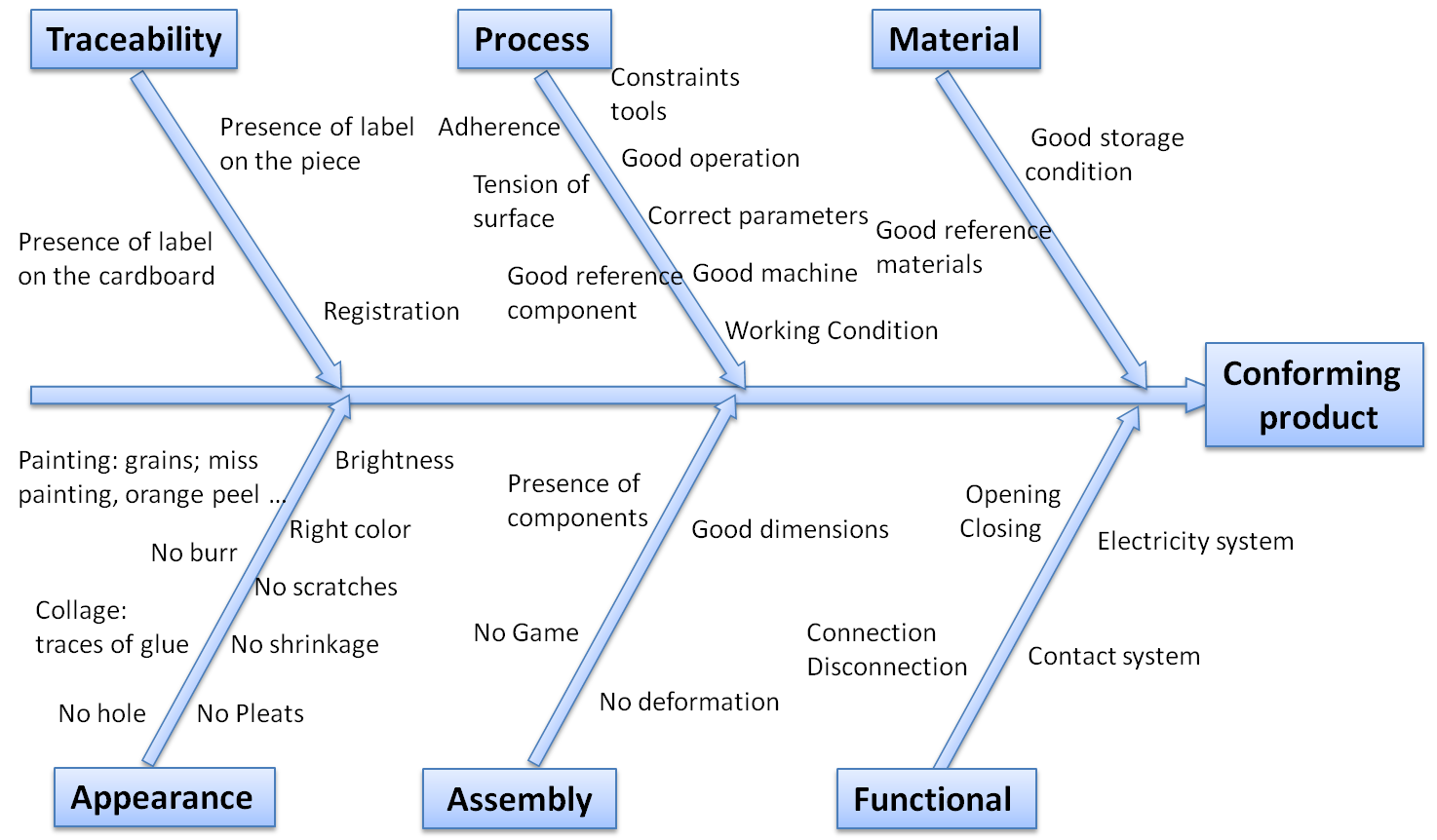
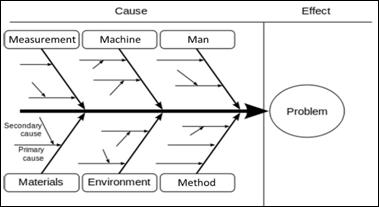
Identify key characteristics
Each piece has specific characteristics related to safety,
assembly with other parts, or that are related to operation.
It is sound practice to list all the requirements related to
process or product by grouping them in a diagram Ishikawa (Figure
14).
Figure 14: Grouping of requirements by ISHIKAWA diagram[2]
The advantage of this method is that
the key characteristics can be listed quickly.
Our control methods also vary
according to the product. For example, for an MPS product, final
inspection is more of a priority than process control. Otherwise,
for the platen of QMC 122, it is more important to control the
process. If a problem is detected late, there exists the risk the
entire platen will be rejected, which is expensive for both the
company and the supplier.
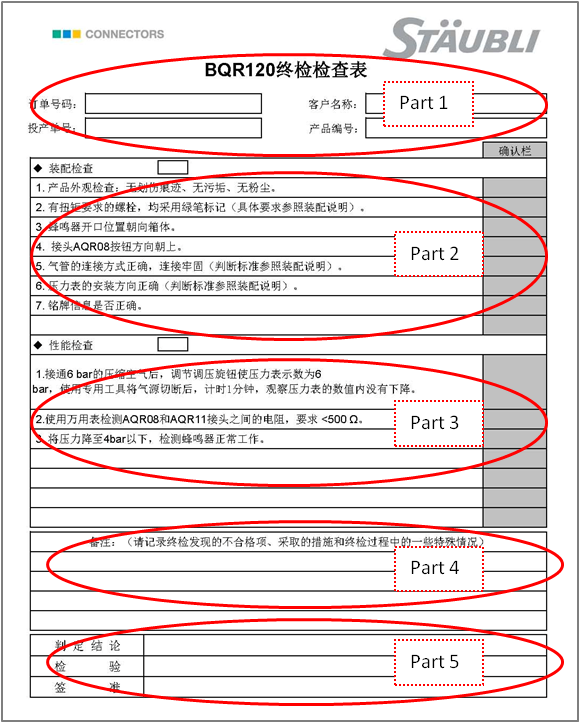
Establishment of inspection sheet
For the new products, the inspection sheet is established by PQE.
The following document is established by me for our new FCS
product: BQR120.
The inspection sheet is generally constituted of 5 parts:
- Part 1: General information: order number,
customer, part number
- Part 2: Items of the assembly inspection
- Part 3: Items of the functional inspection
- Part 4: Other remarks
- Part 5: Final analysis conclusion (Ok/NOK),
the signature of inspector and approved engineer.
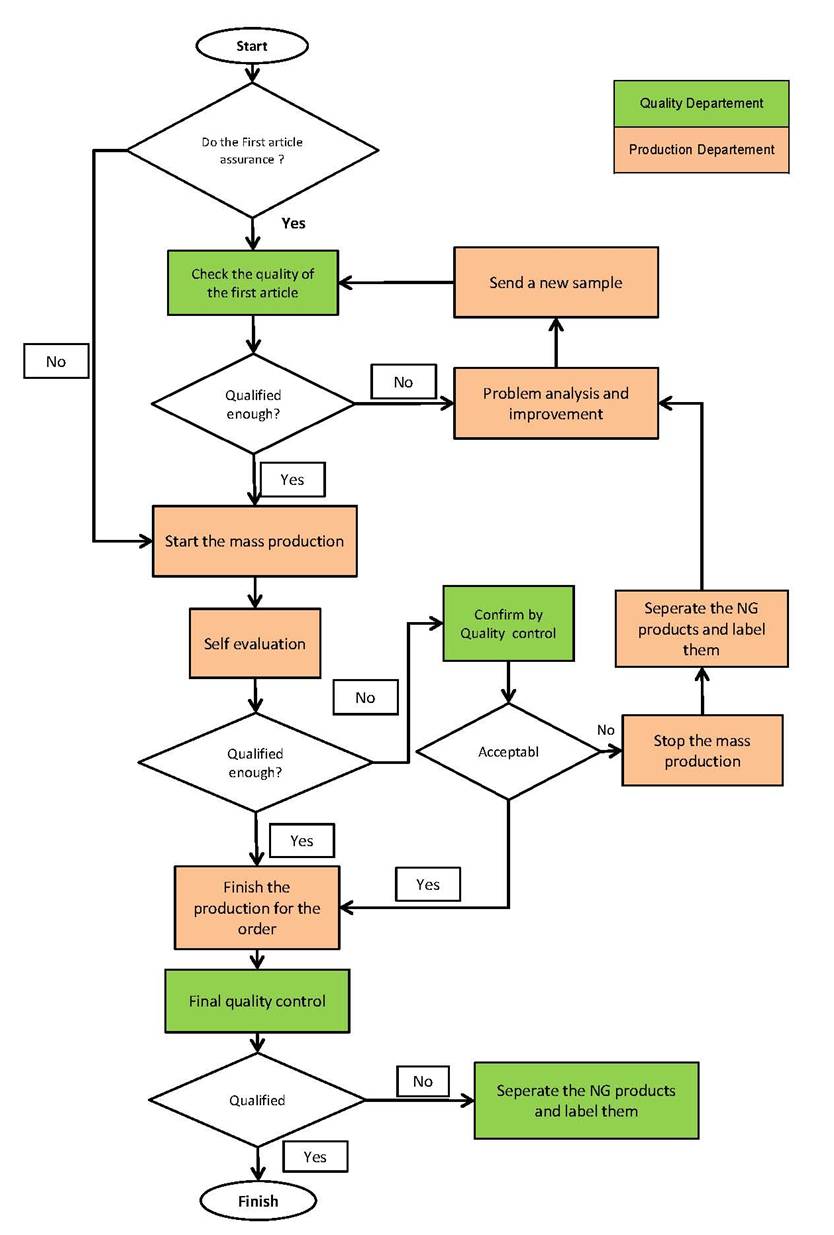
In fact, a procedure of “product quality control” is integrated in
our documentation system, as determined by ISO 9001. It can best be
summarized by the following flowchart (Figure 16).
The workers check their work themselves during assembly. A
"Checklist" is required.
For the process control, my mission was specifically to solve
quality problems arising on the assembly lines. Once a problem
occurs on an assembly line, I need to address it as soon as
possible, and then analyze it according to a series of procedures,
ultimately pinpointing the source of the problem and giving a
result.
In order to assure the quality of every machine sorted from
assembly, a final inspection is undertaken following the last
performed operation on the control line immediately prior to
delivery of the product to the customer.
It is performed on the basis of the verification of the
characteristics of the finished product (visual, functional, and
dimensional) according to the inspection sheet.
According to the control plan of products, Final Control can be
achieved 100 % ( ex. case of QMC 122) to assure maximum safety.
Non-conforming parts are stored in a red pot awaiting a
decision by the quality team. After a check of all the
criteria on the checklist, a “Cross checklist” is generated.
For non-conforming parts, a Non-Conformity Report (NCR) is generated
in AS400, which serves as an assembly line complaint.
Figure 16: Flowchart of the product quality control process[3]
4.1.5.3
Phase “Check”
Quality Indicators:
• Number of customer complaints and the defect
type
• Final inspection qualified rate. It equals the
conformity product quantity / production quantity comes from the
assembly line.
Every month, the NCR (Non Conform Report) data is exported from
AS400. This data allows the determination of the final inspection
qualified rate.
Otherwise, the number of customer complaints and their defect type
are concluded in a form entitled “Data analysis FCS”.
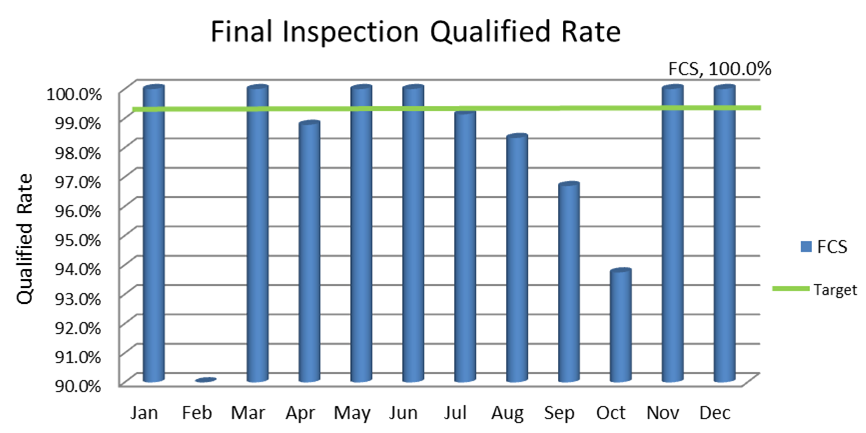
Figure 17:
Final inspection qualified rate in 2013
From this histogram, we can see the
difference between the target rate and the actual rate of every
month in 2013. There are several months that we didn't reach our
goals. In order to augment the final inspection qualified rate in
2014, close coordination with the Production Department is
necessary.
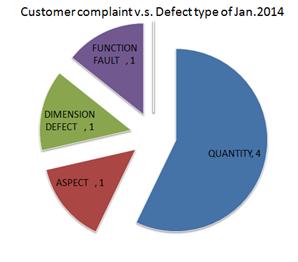
Figure 18:Customer complaint vs. defect type in January 2014 [4]
From this chart, we can see the
quantity of different defects types. The predominant cause of
customer complaint is the quantity problem.
These results are then analyzed, resulting in the determination of
which corrective and preventive actions should be taken for the
most significant factors.
4.1.5.4 Phase “Act”
The corrective and preventive actions are progressed in
different ways. For example, current days the wires of the MPS
products are frequently complained by the customer to be very
disordered. This problem is seriously taken by us. Now for each
order, the arrangement of the wires is defined by the engineer in
the technical center. In the final inspection of this product, we
consider this as a point to check. This is a example for a small
change. For the big changes as the improvement of the control
plan, there must be compelling reasons to propose that Faverges
make changes.
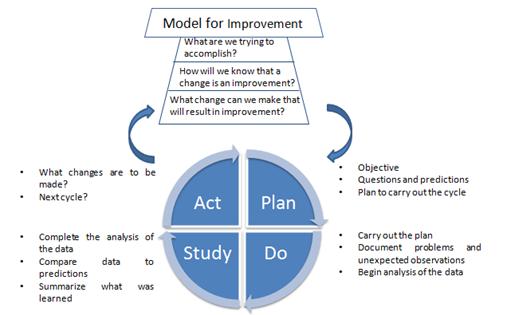
Improvement: practice of PDSA
method
In 1987 Moen and Nolan presented an overall strategy for process
improvement with a modified version of Deming’s cycle of 1986:
PDSA cycle.
For the first part of my work: to be familiar with the existed
process, it’s good to follow the existed method, which is to
progress a PDCA cycle for the quality management of products. As
the control plan has already been defined. For the improvement of
the existed processes in STHZ, this PDSA model can be applied for
developing, testing, implementing, and spreading changes that
result in improvement.
The use of the word “study” in the third phase of the cycle
emphasizes that the purpose of this phase is to build new
knowledge. It is not enough to determine that a change resulted in
improvement during a particular test. As you build your knowledge,
you will need to be able to predict whether a change will result
in improvement under the different conditions you will face in the
future. In addition, they added three basic questions to
supplement the PDSA cycle:
• What are we trying to accomplish?
• How will we know that a change is an
improvement?
• What changes can we make that will result in
improvement?[5]
Figure 19:PDSA for the improvements for the existed process [5]
4.2
Handling customer complaints
For our customer, the quality of
our brand is not only evaluated by the quality of our product, but
also by the quality of our service.
- Can we respect the delivery time?
- Does our customer receive the right product
that they ordered?
- Are their problems seriously considered and
analyzed, and is the result that our customer is satisfied?
Being a product quality engineer, it is important to put oneself
in the position of a customer. That is why handling customer
complaints is an integral aspect of a quality engineer's work.
Unlike the management of product quality, in this respect, we have
no internal standard procedure to follow. It’s more like a process
of learning by doing. I summarize a rule or a pattern of problems
by myself.
4.5.1
Background
As a policy of the quality culture
of Stäubli group, customers’ satisfaction is the key to our
products' success. But as no machine can keep running forever,
there necessarily arises the need to repair products. So while we
are trying to provide customers the best products, we should at
the same time always ensure that our after-sale service meets
customers’ requirements.
STHZ has its own access point for customers, which is the
after-sales department. Engineers and assistants in the
after-sales department are in charge of affairs related to
customers; such as maintenance of products, by respecting the
after-sales policy of the Stäubli group. And if some quality
problems are involved, the quality department will be right behind
the after-sales department in providing support.
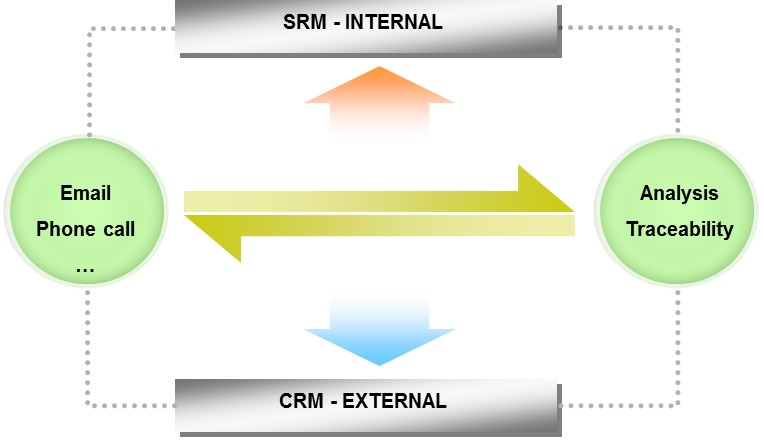
Stäubli uses the Customer Relationship Management system to manage
all activities related to customers. Unlike the SRM system, the
CRM has not been integrated into the Mystäubli system. The CRM is
considered to be an external system, whereas the SRM is internal.
And the quality department is in-between, because we believe most
quality problem found on the customer side can be traced to a
cause on the supplier side. That is why quality engineers always
play an intermediary role in dealing with the customer
complaints.
Figure 20: Relation of internal & external management system
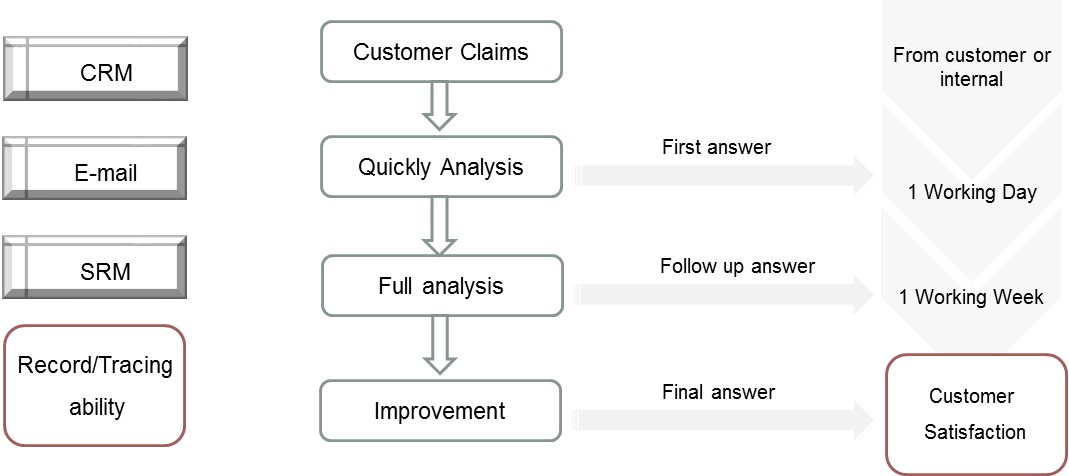
An important policy that STHZ
demands that its personnel respect when dealing with customers’
affairs is the “Quick policy” (Figure 22). This policy demands
that since we receive a customer’s complaint, we should reply to
the customer with a quick analysis within one working day, and
reply with a fuller analysis within one week. By subsequently
following up with supplementary information, we can thereby ensure
customer satisfaction.
Figure 21: Flowchart simplified of customer complaint management
4.2.2
The process of treatment of customer’s complaints
The first case I treated was
performed following the instructions of my tutor. She taught me
the general thoroughness of treatment, identification of persons
concerned, and explained the functions of the software used in
CRM. After observing several cases, I began working autonomously,
putting into practice what I had learned from my tutor.
Generally, the complaints can be:
• Shortage of parts
• Wrong part
• inappropriate packaging
• Broken parts received
• Functional faults of components
Among all the cases I have been involved with thus far, I will
present below one of the most frequent case-study.
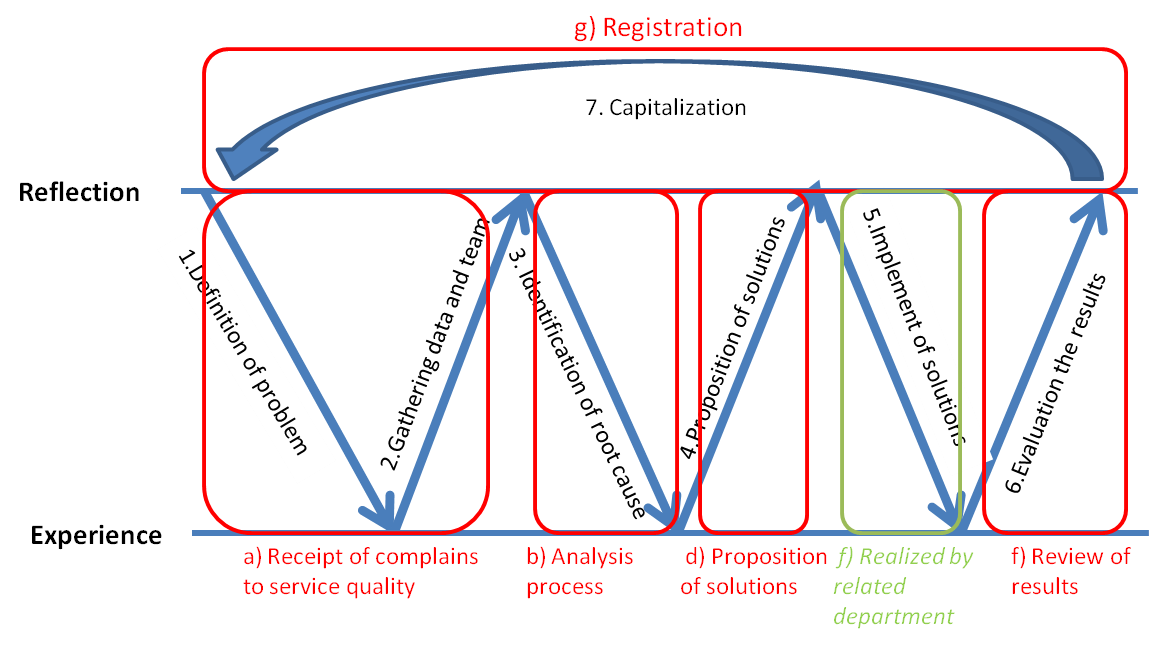
a) Receipt of
complains to service quality
Our sellers in FCS division reported the issue of a customer
missing one type of part. After receiving this compliant, the
first step I took was to make sure that there was enough
information to perform an analysis. If that wasn't the case, more
information woul be need to be collected by our sellers.
Generally, at the very least, information related to the following
is needed to track an issue:
• The customer
• The date of receipt
• The part number
• The order number
• Quantity
• The photos (if necessary)
• The part returned by the customer (if
necessary)
b) Analysis
process
5M1E method
The 5M1E is a method used in the quality control for different
industries. However, when we deal with a problem, we also use this
method to list all the possible cause of the problem.
In real application, we often use the “Fishbone diagram” to help
to list the secondary causes or more sub-causes for those six
factors as follow:
The order number (or part number) is
very important. With either of these numbers, I am able to find
the order in AS400, which will reveal:
• The general information of the order: product
type and quantity.
• Stocks
• Price of the product
Now knowing the quantity in stock, the first step is to check to
see if there are extra parts currently available. I find that
there are perhaps four extra parts remaining in stock. The
quantity is the same as the demanded quantity. I strongly doubt
that it is the warehouse staff’s mistake to have forgotten to
deliver the part. But, just to make sure, I check the delivery
sheet which is generated automatically by the AS400 system.
According to the product delivery process, the delivery staff has
to consult the list when preparing goods for delivery.
Accordingly, delivery staff must mark all checked items with a
“√”. For a double check, it should be rechecked by the packaging
staff with another “√”. I see there is a “√” mark from the
delivery staff, but no mark from the packaging staff. This reveals
that delivery staff made a mistake which was detected by the
packaging staff, who neglected to remind the delivery staff to
include the missing part.
This omission creates a serious problem, because the product
delivery is meaningly processed. It therefore reflects a
significant issue in the management of the delivery process.
In some other cases, it can be attributed to a combination of
several factors.
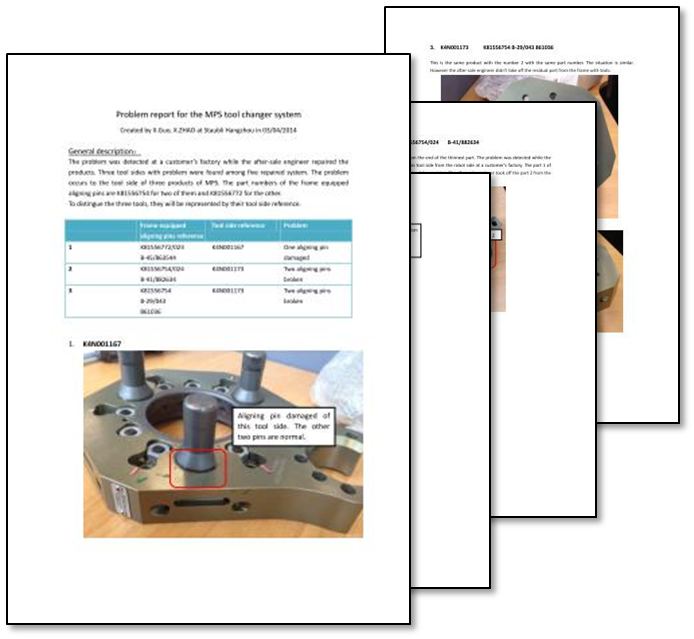
c) Transition of problem and information
The root cause is found in this case. It is also possible that we
don’t have the ability to analyze their problems because it is an
imported part. In this case, a report should be generated in
English in which the problem is described in detail, to include
all pertinent information. The problem then must be communicated
to our supplier.
Figure 23: Example of Problem
description report
d)
Proposition of solutions
To close the case, after identifying the source of the complaint,
the first thing we do is to notify the sales department, and
request that the warehouse promptly send the missing part(s).
To make an improvement, we contact the manager of the warehouse.
Corrective and preventive actions are demanded by us in this case.
I devoted a lot of time to observe the delivery process in the
warehouse. A report about the current situation will be edited,
and then it will be diffused to supervisor of the warehouse to
range the actions.
e) Implement of solutions
The corrective and preventive actions are practiced by the
warehouse in this case.
f) Review of results
The PQE has to supervise the progress of the proposed improvement
actions. The results can be evaluated by the future data like the
figure 22.
To solve this problem,
g) Registration
Related information should be registered in the form of a service
request in the CRM. And the number of the complaint(s) is included
in a form entitled “Data analysis FCS”.
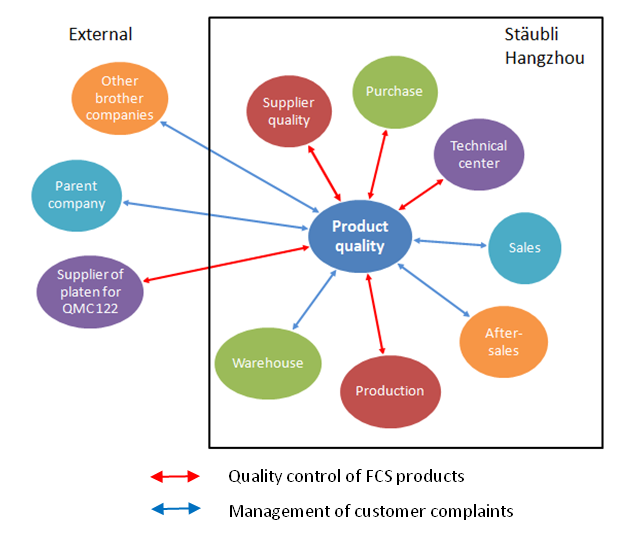
The process quality engineer serves
as an intermediary between actors both inside and outside of the
company. In the daily work of a PQE, he or she must interact
seamlessly with different departments.
Figure 24: Interaction between product quality engineer and other
actors[2]
I communicate frequently with the
supplier quality, the technical center and the production
department for the process control of products. For the management
of the platen for QMC122, I contact with the purchase and the
supplier of platen.
For the management of customer complaints, the interactions
between me and the sales department, after-sales department and
other companies in Stäubli group are very frequent.
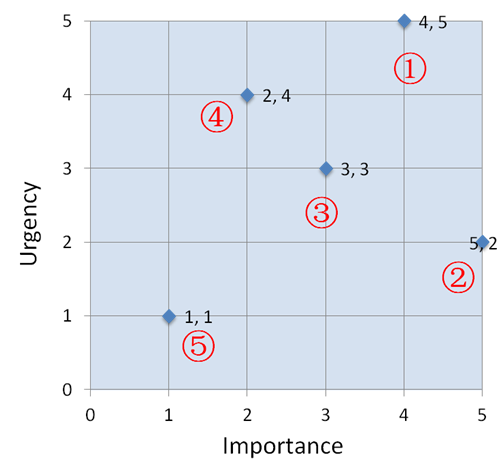
Time management
The workflow of a process quality
engineer is very complicated. Urgent situations may arise at the
same time. Therefore, as a product quality engineer, it is
crucially important to effectively prioritize missions.
Accordingly, a degree of importance and urgency (from 1 to 5) is
assigned to each mission.
Mission
Importance
Urgency
①Trouble-shooting
on the production line
4
5
②Process
control and final inspection for product
5
2
③Management
of the Chinese supplier
3
3
④Dealing
with customer complaints
2
4
⑤Assist
the stock to reduce their sending error rate
From the figure above, we observe
that the points near the upper right corner get higher priority,
which makes the mission ①>②>③=④>⑤. But this summing-up is just for
advice. The priority is also influenced by many factors such as
the importance of one particular customer for the mission ④. It’s
very important for the efficiency of my work.
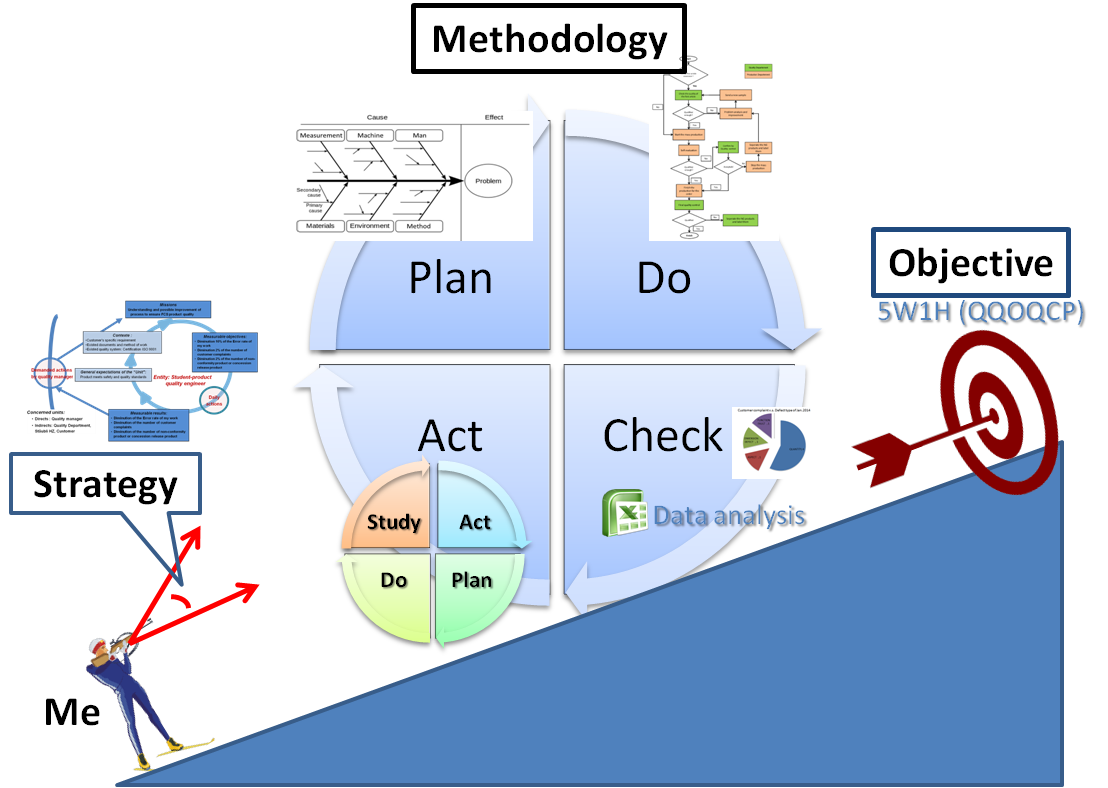
Overview of quality control
process
The quality control is like a shooting game for me. The PDS table
is to define the strategy, which gives me the direction. My target
(my objective) is cleared by the practice of 5W1H. The most
important, I applied the method PDCA combined with other quality
controls tools to realize a continuous improvement.
Figure 26:Overview table of quality control process [2]
Overview of the treatment of customer
complaints
Generally, I progress the following procedure to handle the
customer complaints:
a) Receipt of complains to service quality
b) Analysis process
c) Transition of problem and information
(optional)
d) Proposition of solutions
e) Implement of solutions
f) Review of results
g) Registration
It is well corresponded to the 7 steps problem resolution
(figure 27).
Study
of the products at the beginning of the course
Understanding of the technical and
scientific terms
Perspectives
Self-control capacity
Best autonomy
Management of importance and urgency
The main difficulty I encountered during my internship was a lack of
relevant knowledge, especially in the field of metrology. Quality
problems arose from everywhere during the production cycle; whether
physical, chemical, electrical or otherwise. It is hard to say
exactly what body of knowledge a quality engineer should possess,
but in a mechanical production group such as Stäubli, basic
knowledge in mechanics and material is indispensable. However, since
I majored in material and quality at University, I had relatively
limited knowledge in mechanics. But, thanks to a very professional
training offered by our department and with the ongoing support of
my colleagues, this difficulty was not unsurpassable during my
internship. On the contrary, it further motivated me to ask
questions, to search for answers, and to put into practice what I
learned.
[1] Staubli site: http://www.staubli.com/
[2] ZHAO Xinyi, Université de
Technologie de Compiègne, Master
Qualité et Performance dans les
Organisations (QPO), Mémoire d'Intelligence
Méthodologique du stage professionnel de fin d'études, juin 2014,
www.utc.fr/master-qualite
, puis "Travaux" "Qualité-Management", réf n°299
[3] U176 40 003_C_产品过程质量控制程序
[4] Internal document: FCS data analysis in 2013
[5] Ronald Moen, Clifford Norman, Evolution of the PDCA Cycle,
Available:
http://pkpinc.com/files/NA01MoenNormanFullpaper.pdf
[Accessed: 10-Jun-2014].
[6] G. Farges, Ishikawa. Available: https://www.utc.fr/~farges/gbm_et_qualite/outils/ishikawa.htm
[Accessed: 10-Jun-2014].
Other documents:
[1] ISO 9001 : 2008 Système de management de la
qualité, URL: http://www.afnor.org
[2] Garvin, David, and Artemis March. (1981). A Note on Quality:
The Views of Deming, Juran, and Crosby
[3]U176 00 000_D_质量手册
[4] U176 40 005_C_标识和可追溯性管理程序
[5]U176 00 005_C_不合格品控制
[6]U176 40 603_A_螺纹检测通用规范
[7] U176 40 602_A_质量安全操作说明
[8]U176 30 402《不良零件回收表》
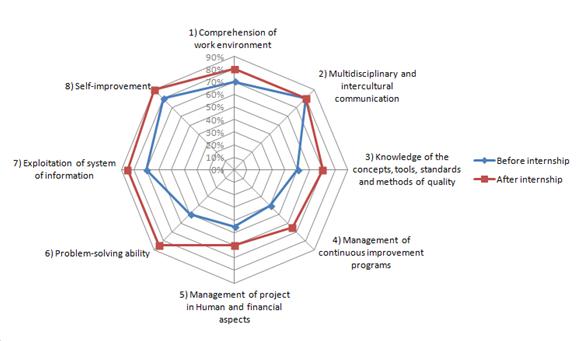
Figure 28: Auto-diagnostic before and after the work
1) Comprehension
of work environment : Fundamentals knowledge of human, technology,
the economy and the organization of company
2) Multidisciplinary and intercultural
communication
3) Knowledge of the concepts, tools, standards
and methods of quality
4) Management of continuous improvement programs
: Competence in production, validation, evaluation and management
of continuous improvement programs
5) Management of project in human and financial
aspects: Fundamental knowledge of the management of human
resources, innovative and creative projects and financial
management
6) Problem-solving ability: Ability to classify
the problems, to identify priorities, to respond to emergencies
7) Exploitation of system of information:
Competence of using the system of information, using all the
resources of the new technologies and social networks
8) Self-improvement: Ability to continuously
improve their own skills (fluency in a foreign language, update
their knowledge, assessment practices ...) and to innovate in a
complex rapidly changing environment.

 sous
format PDF
sous
format PDF sous format PDF
sous format PDF