[1] « Industrie
agroalimentaire en France », ANIA. [En ligne]. Disponible sur:
http://www.ania.net/presentation-ania/nos-chiffres-cles.
[Consulté le: 08-juin-2016].
[2] « La crise de la vache folle »,
L’Express. [En ligne]. Disponible sur:
http://www.lexpress.fr/actualite/societe/sante/la-crise-de-la-vache-folle_1775435.html.
[Consulté le: 18-mai-2016].
[3] R. DE VENDEUIL, « Comprendre le
scandale de la dioxine », L’Express, 14-janv-2011. [En
ligne]. Disponible sur:
http://www.lexpress.fr/actualite/societe/sante/comprendre-le-scandale-de-la-dioxine_952456.html.
[Consulté le: 18-mai-2016].
[4] MINISTERE DE L’AGRICULTURE, DE
L’AGROALIMENTAIRE ET DE LA FORET, « La sécurite sanitaire
des aliments », in Panorama des industries agroalimentaires,
2014e éd., p. 61.
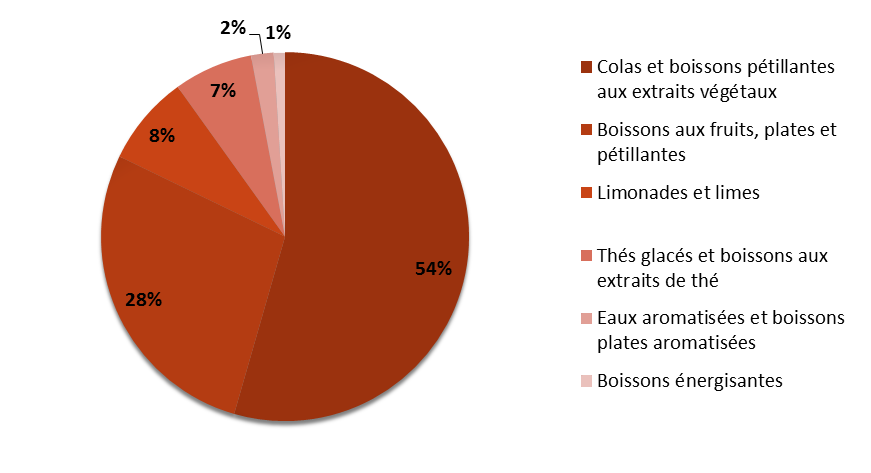
[5] « Les boissons rafraîchissantes sans
alcool », Boisson sans alcool. [En ligne]. Disponible sur:
http://www.boisson-sans-alcool.com/marques_brsa.html.
[Consulté le: 08-juin-2016].
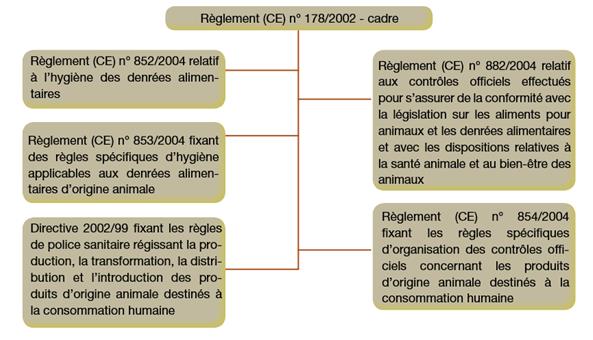
[6] PARLEMENT EUROPEEN ET DU CONSEIL,
Règlement CE n°178/2002 du 28 janvier 2002 établissant les
principes généraux et les prescriptions générales de la
législation alimentaire, instituant l’Autorité européenne de
sécurité des aliments et fixant des procédures relatives à
la sécurité des denrées alimentaires. 2002.
[7] Code de la consommation - Article
L221-3, vol. L221‑3. .
[8] A. DENIS, « Agroalimentaire:
l’analyse fait recette », Liberation, 17-mars-2013. [En
ligne]. Disponible sur:
http://www.liberation.fr/futurs/2013/03/17/agroalimentaire-l-analyse-fait-recette_889203.
[Consulté le: 23-mars-2016].
[9] « Microbiologie », Eurofins. [En
ligne]. Disponible sur:
http://www.eurofins.fr/fr-fr/analyses/produits-alimentaires/microbiologie.aspx.
[Consulté le: 18-mai-2016].
[10] R. SALGHI, « Analyses
physicochimiques des denrées alimentaires », Ecole Nationale
des Sciences Appliqués, Agadir.
[11] « Contrôle qualité : l’analyse
sensorielle est une alliée », Anne O Sens. [En ligne].
Disponible sur:
http://www.anneosens.com/analyse-sensorielle-domaine-application/controle-qualite/.
[Consulté le: 18-mai-2016].
[12] J. M., « Laboratoire interne ou
prestataire externe : un choix économique ? », Process
Alimentaire, 04-sept-2008. [En ligne]. Disponible sur:
http://www.processalimentaire.com/A-la-une/Laboratoire-interne-ou-prestataire-externe-un-choix-economique-7263.
[Consulté le: 18-mai-2016].
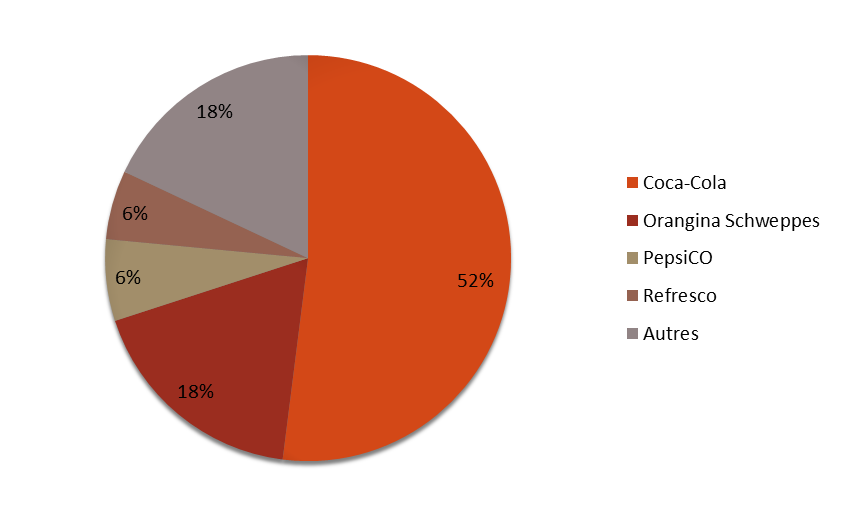
[13] « Orangina Schweppes France »,
Orangina Schweppes. [En ligne]. Disponible sur:
http://www.oranginaschweppes.fr/index.html. [Consulté le:
08-juin-2016].
[14] « Suntory », Suntory. [En ligne].
Disponible sur: http://www.suntory.com/index.html. [Consulté
le: 08-juin-2016].
[15] « La transformation Lean dans les
environnements de laboratoire », Productivity Europe. [En
ligne]. Disponible sur:
http://www.productivity-europe.fr/blog/publications/4/5-le-laboratoire-lean/126/.
[Consulté le: 18-mai-2016].
[16] A. PEZET, « Les laboratoires se
soignent au lean », 21-janv-2010. [En ligne]. Disponible
sur:
http://www.usinenouvelle.com/article/les-laboratoires-se-soignent-au-lean.N124926.
[Consulté le: 11-juin-2016].
[17] INRA, « Lean manufacturing : Quelle
place pour la santé et la sécurité au travail? » ED 6144,
mars-2013.
[18] « Le Lean management, accélérateur
de compétitivité », Entreprendre, 27-nov-2014. [En ligne].
Disponible sur:
http://www.entreprendre.fr/le-lean-management-accelerateur-de-competitivite.
[Consulté le: 08-juin-2016].
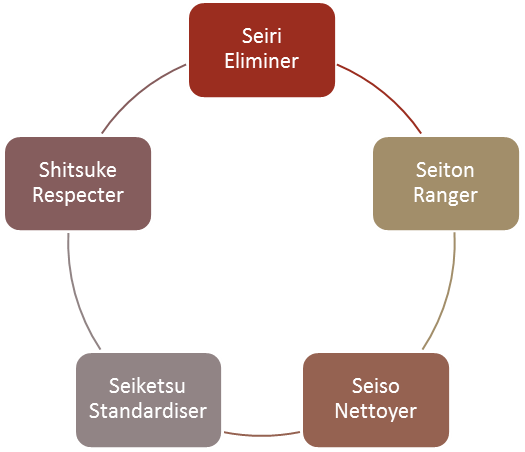
[19] G. PROME, « La méthode des 5S »,
Qualitiso, 19-mars-2014.
[20] B. JOUGUET et P. MERAS, « Facteur
humain et démarche qualité dans les laboratoires de
recherche », Tech. Ing., no SL1050, déc. 2012.