|
Master Qualité - Communication
publique des résultats d'un stage de fin d'études
Master Qualité
- UTC - rue du docteur Schweitzer - CS 60319 - 60203
COMPIEGNE Cedex - France - master-qualite@utc.fr
- Téll : +33 (0)3 44 23 44 23
|
|
|
Avertissement
: Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
|
|
PRÉPARATION AUDIT DE
RENOUVELLEMENT ISO/ TS 16949
|
|

Sofiene HAMRIT
|
|
Référence
bibliographique à rappeler pour tout usage :
Préparation
Audit de renouvellement ISO/TS 16949, HAMRIT
Sofiene, Université
de Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO), Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2016, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 353
|
|
RESUME
Compte tenu des
exigences qualité de plus en plus élevées dans le
secteur automobile, les entreprises sont confrontées à
une forte concurrence à cause de la mondialisation.
Elles ont donc besoin d’être compétitives pour garantir
leur part de marché. À cet effet, le besoin d’un système
de management de qualité performant s’est rapidement
imposé. Par conséquent, la certification selon le
référentiel qualité automobile ISO/TS 16949 constitue un
facteur clé pour garantir la performance et s’inscrire
dans une réelle dynamique d’amélioration continue.
Dans ce contexte, l’entreprise Faurecia BLOC AVANT
Marines prépare son audit de renouvellement ISO/TS 16949
version 2009. Ce présent document montre la démarche de
préparation de l’audit commençant par la réalisation
d’un audit interne jusqu'à la mise en place des actions
correctives et l’identification des axes
d’améliorations.
Mots clés : Système de
management de la qualité, amélioration continue, ISO/TS
16949, conformité, audit de renouvellement, audit
interne, PDCA.
|
|
ABSTRACT
Given the increasingly
stringent quality requirements in the automotive sector,
companies face strong competition due to globalization.
As a result, they need to be competitive to ensure
market share. To this end, the need for an efficient
quality management system has quickly established.
Therefore, the certification according to the automotive
quality standard ISO / TS 16949 is a key factor to
ensure performance and fit in a real dynamic of
continuous improvement.
In
this context, the company Faurecia Marines AUTOMOTIVE
EXTERIORS is preparing its renewal audit ISO / TS 16949
Version 2009. This document shows the audit preparation
process beginning with the completion of an internal
audit to commissioning corrective actions and identify
areas for improvement.
Keywords: Quality management system, continuous
improvement, ISO / TS 16949, compliance, renewal audit,
internal audit, PDCA.
|
|
|
|
Remerciements
Au terme de ce travail, je tiens
tout d’abord à exprimer ma profonde gratitude et mes sincères
remerciements à mon tuteur de stage M. Pascal TRILLES, le
responsable qualité usine pour son écoute et ses suggestions
pertinentes, son soutien et son accompagnement durant le stage.
Je tiens aussi à remercier mon encadrant
pédagogique à l’Université de Technologie de Compiègne, M. Benoit
EYNARD, pour la qualité de son suivi et pour ces conseils
pertinents durant cette période.
Mes profonds remerciements vont au département master qualité à
l’UTC et en particulier à M. Gilbert Farges, le responsable du
master pour sa disponibilité, ses conseils et son suivi pendant la
formation.
Enfin, je remercie tous mes collègues du master
avec qui j’ai partagé des connaissances et des moments
inoubliables.
Pour terminer, je remercie toutes les personnes
qui ont contribué de près ou de loin dans l’accomplissement de ce
modeste travail.
MERCI !
1.1.
Secteur d'activité: Automobile
1.2.
Groupe Faurecia
1.2.1.
Faurecia BlOC AVANT MARINES
1.2.2.
Le cadre normatif
1.3.
Contexte, enjeux et problématique du stage
1.3.1.
Contexte
1.3.2.
Enjeux et problématiques
1.3.3.
Analyse des risques
1.4.
Méthodologie adoptée pour la réalisation des
missions
2.2.1
La mise en œuvre d'une démarche de résolution de problème
2.2.2 Choix et mise en
œuvre de l'approche PDCA
2.2.3
Mise en place d'un tableau de bord pour le
suivi des essais fonctionnels
2.3.
Mise à jour du PDS UAP Peinture
2.3.1
Plan de surveillance
2.3.2
Méthodologie à suivre: PDCA
2.4.
Gestion des mesures vie série des produits finis
Liste des tableaux
Tableau 1: Sujets et objectifs de stage [7]
Tableau 2: Analyse de risque
projet [7]
Tableau 3: Correspondance des approches de résolution des
problèmes [7]
Tableau 4: Approche QQOQCP [7]
Tableau 5: Solutions proposées [7]
Tableau 6: Processus de mise à jour du plan de
surveillance [7]
Liste des figures
Figure 1: Groupe Faurecia [3]
Figure 2: Faurecia dans le monde [2]
Figure 3: Quelques chiffres clés de Faurecia [3]
Figure 4: Chiffre d'affaire groupe Faurecia (en M€) [4]
Figure 5: Répartition du chiffre d'affaires 2015 par client [3]
Figure 6: Domaines d'activités Faurecia [2]
Figure 7: Faurecia Automotive Seating [2] [7]
Figure 8: Faurecia Interior Systems [2] [7]
Figure 9: Faurecia Emissions Control Technologies [2] [7]
Figure 10: Faurecia Automotive Exteriors [2] [7]
Figure 11: Clients/Produits Faurecia MARINES [3]
Figure 12: La chaine de création de valeur chez Faurecia
MARINES [7]
Figure 13: Exemple de produits [7]
Figure 14: Démarche de certification Faurecia MARINES [7]
Figure 15: Structure GAP Qualité Faurecia Marines [7]
Figure 16: Méthodologie d'analyse de risque [7]
Figure 17: Processus de réalisation d'un projet [7]
Figure 18: Types d'audits internes [7]
Figure 19: Démarche de résolution de problèmes [7]
Figure 20: La Roue de Deming et l'amélioration continue [11]
Figure 21: Organigramme équipe projet [7]
Figure 22: Diagramme d'Ishikawa [7]
Figure 23: Principe de management visuel [7]
Figure 24: Le management visuel [14]
Figure 25: Méthodologie à suivre pour mettre en œuvre un plan
d'action [7]
Figure 26: Processus de réalisation des essais [7]
Figure 27: Processus de mise à jour du plan de
surveillance [7]
Figure 28: Les étapes de mise à jour du PDS [7]
CA
Chiffre d’Affaires
ECIA
Équipement et
Composant pour l’Industrie Automobile
IATF
International
Automotive Task Force
OICA
Organisation Internationale des Constructeur Automobile
PSA
Peugeot
Citroën
PDS
Plan De Surveillance
PPAP
Production Part Approval Process
PDCA
Plan, Do, Check, Act
RSA
Renault
SMQ
Système Management de la Qualité
TQM
Total Quality Management
UAP Unité
Autonome de Production
Titulaire
d’un diplôme d’ingénieur en électronique industrielle qui m’a
permis d’acquérir des compétences techniques aussi bien dans le
domaine de l’automatisme, l’électrotechnique, l’électrique. Par la
suite, et grâce aux stages effectués dans des entreprises
manufacturières, j’ai vu la nécessité d’avoir des compétences dans
le domaine de management de la qualité. Une forte motivation
d’exercer le métier de qualiticien / auditeur m’a amené à intégrer
le Master Qualité et Performance dans les Organisations à
l’UTC qui figure parmi les meilleures formations en management de
la qualité et qui me permettrait certainement d’avoir des grandes
opportunités sur le marché du travail.
Intéressé par l’univers de l’automobile, la recherche
de stage a été basée en visant ce domaine. Intégré dans le service
qualité usine sur un site d’un des plus grands équipementiers en
automobile, le but du stage est de mettre en valeur et en pratique
les compétences acquises lors de la formation, et aussi toucher au
métier de l’automobile et donc comprendre les enjeux et les
problématiques de ce secteur.
Aujourd’hui, avoir un système qualité performant est
devenu une nécessité pour réussir à répondre au contexte de plus
en plus exigeant. En effet, la certification joue un rôle
important dans la mise en place d’un système de management de la
qualité performant. Mais pour assurer son bon fonctionnement, il
doit être contrôlé en permanence pour maintenir son efficacité.
C’est dans ce contexte que nous plaçons ce projet de
fin d’études au sein de l’entreprise Faurecia BLOC AVANT Marines.
L’objectif principal est la préparation de l’audit de
renouvellement ISO/TS 16949 version 2009.
Chapitre
1 : Cadre général du projet et mise en situation
1.1
Secteur d’activité : Automobile
L’activité automobile occupe une
grande place dans l’économie mondiale, c’est un secteur dynamique
et vital vu qu’il regroupe un ensemble d’activités : conception,
fabrication et de commercialisation. La production automobile
mondiale a atteint un record en 2011, avec 80.1 millions d’unités
fabriquées (Organisation internationale des constructeurs
automobiles – OICA). « Après une chute drastique en 2009, à 61,8
millions d’unités, en raison de la crise de 2008, la production
automobile a atteint un nouveau record avec 84.7 millions de
véhicules légers fabriqués et près de 90 million en 2014
[1].
Aujourd’hui, le rythme de croissance du parc
automobile est en progression continue dans le monde entier et
donc cette forte croissance mène les entreprises à se confronter à
une forte concurrence. Par conséquent, la remise en cause des
méthodes de travail et de la recherche d’amélioration continue
sont vitales pour assurer la pérennité et le bon fonctionnement de
l’entreprise.
En 1997, le groupe Faurecia est
créé à la suite de la fusion des sociétés
ECIA (Équipement
et Composant pour l’Industrie Automobile) et Bertrand Faure. La
première est une filiale de Peugeot, elle est spécialisée dans la
fabrication des sièges, des blocs avant et des aménagements
intérieurs. La seconde était spécialisée dans les garnitures à
ressort des sièges d’automobiles
[2].
Le groupe Faurecia n’a cessé de
croître pour s’imposer. Aujourd’hui, il figure parmi les leaders
mondiaux des équipementiers automobiles. Il représente un acteur
majeur dans le développement, la fabrication et commercialisation
des produits pour les constructeurs automobiles et ceci à travers
quatre secteurs d’activités :
- Faurecia Automotive Seating (FAS),
- Faurecia Interior Systems (FIS),
- Faurecia Emission Control Technolgies (FECT),
- Faurecia Automotive Exteriors (FAE).
Grâce à son haut degré de maîtrise, le groupe
offre des produits de haute qualité en cherchant à satisfaire les
besoins de ses clients et établir des relations étroites avec les
autres constructeurs automobiles.
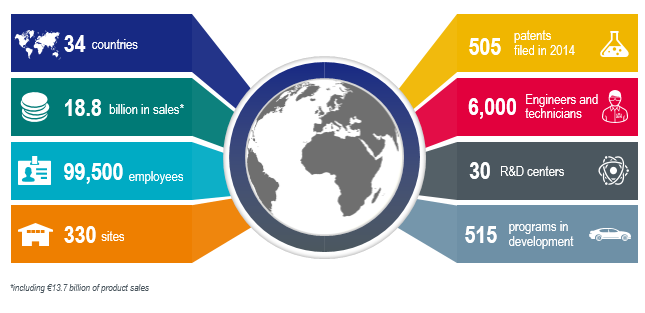
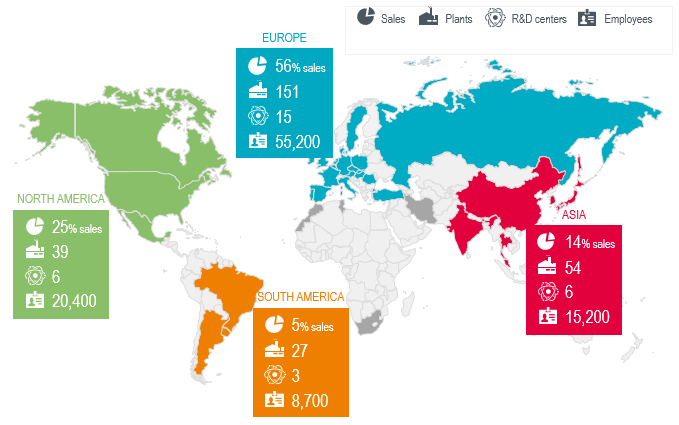
Le groupe Faurecia est présent sur 330 sites de production dont 30
centres de recherche et développement qui sont répartis sur 34
pays dans les 5 continents.
Grâce à ce dispositif opérationnel déployé sur les principaux
marchés automobiles du monde, le groupe est le partenaire
privilégié de nombreux constructeurs
[2].
Figure 1: Groupe Faurecia [3]

Figure
2: Faurecia dans le monde [2]
Figure 3: Quelques chiffres clés de Faurecia
Automotive Industrie [3]
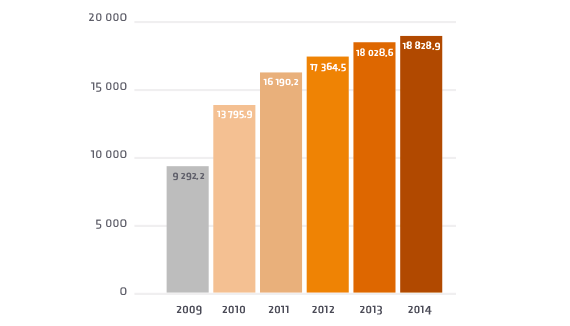 Figure 4: Chiffre d'affaire groupe Faurecia (en
M€) [4]
Figure 4: Chiffre d'affaire groupe Faurecia (en
M€) [4]
- Quelques chiffres du groupe :
Depuis sa création, le groupe a
enregistré une hausse de son chiffre d’affaires. En 2014, le CA du
groupe s’élève à 18,828 milliards d’euros. Il a évolué de 0.47%
par rapport à 2013 et il a doublé au cours de ces 6 dernières
années. La figure 4 montre l’évolution du CA. L’Europe représente
56% du chiffre d’affaires, néanmoins, son extension en Amérique du
nord et en Asie ne cesse d’augmenter
[4].
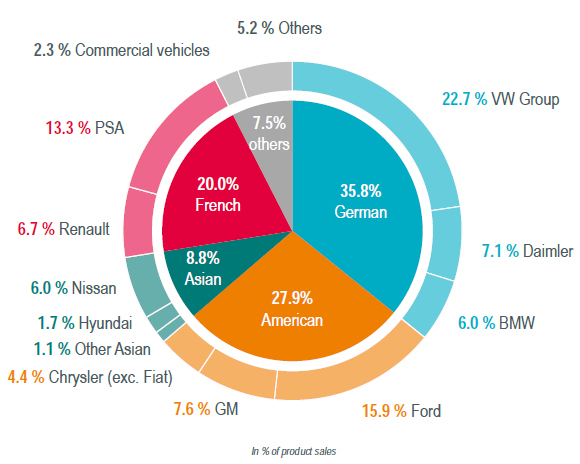
Faurecia collabore avec
les principaux constructeurs automobiles. Le groupe
Volkswagen et Ford sont les principaux
clients avec respectivement 22.7% et 15.9% des ventes. Sur le
marché d’automobile français, la part est de 20% notamment avec
les deux grands constructeurs Renault-Nissan et PSA. La figure
ci-dessous montre la répartition du chiffre d’affaires par
clients.
Figure 5: Répartition du chiffre
d'affaires 2015 par client [3]
- Domaines d’activités et produits :
Faurecia est présente dans 4 domaines activités :
FAS, FIS, FECT, FAE.
Figure 6: Domaines d'activités Faurecia
[2]
- Siège d’automobile
:
- N°1 mondial des mécanismes et structures de
sièges.

Figure 7: Faurecia Automotive Seating [2] [7]
- Systèmes d’intérieurs :
- N°3 mondial des sièges complets.
 Figure 8: Faurecia Interior
Systems [2]
[7]
Figure 8: Faurecia Interior
Systems [2]
[7]
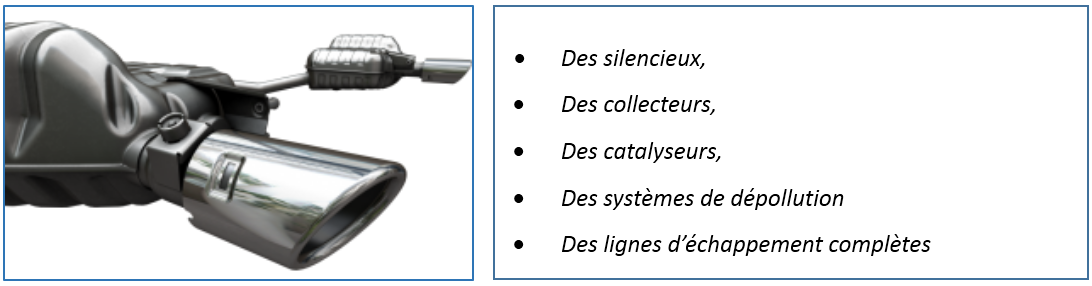
- Technologies de contrôle des émissions
:
- N°1 mondial dans le marché du contrôle des émissions
pour tous type de véhicule.
Figure 9: Faurecia Emissions Control
Technologies [2]
[7]
- Systèmes d’extérieurs :
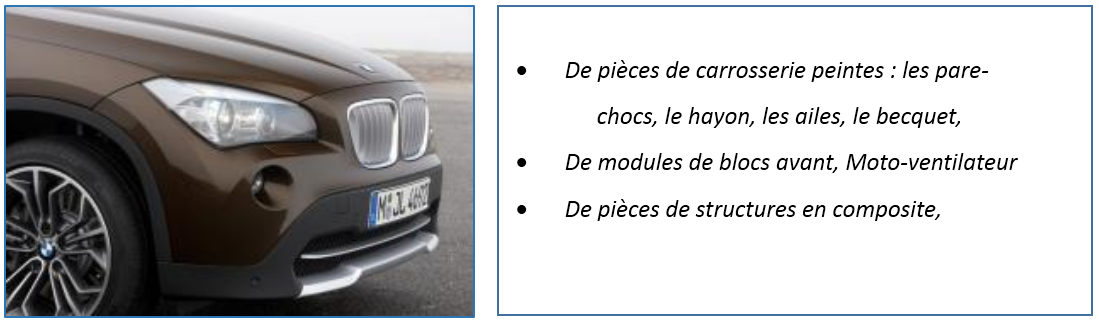 Figure 10: Faurecia Automotive
Exteriors [2]
[7]
Figure 10: Faurecia Automotive
Exteriors [2]
[7]
1.2.1
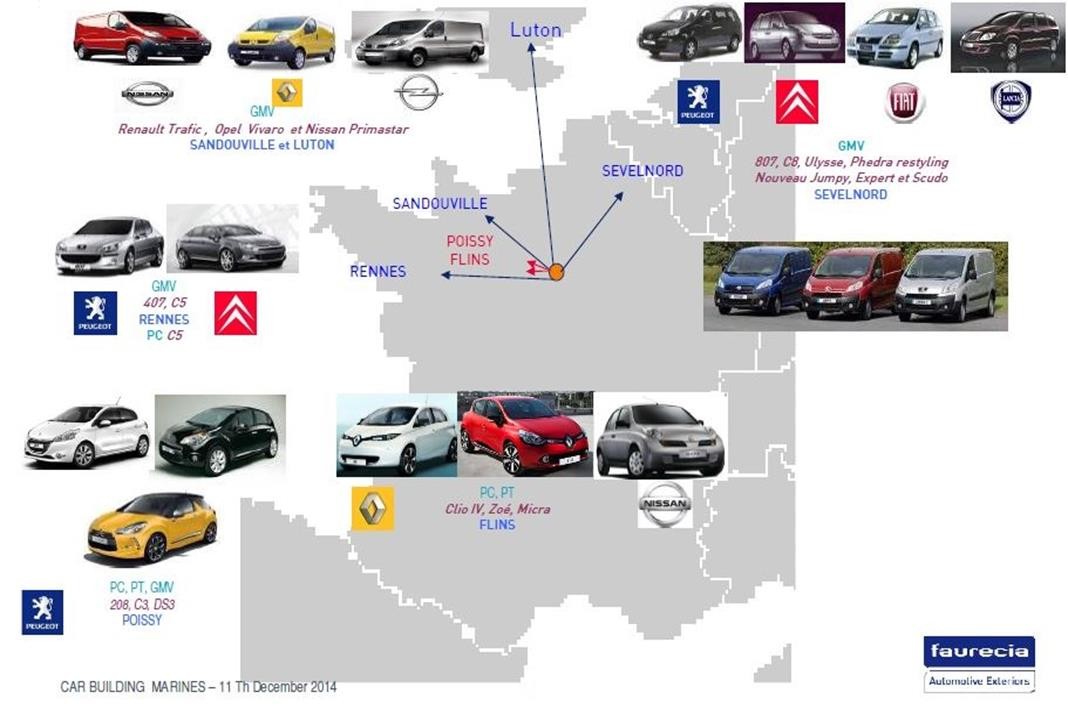
Faurecia BLOC AVANT MARINES
Faurecia BLOC AVANT fait
partie de l'activité Faurecia Automotive Exterior (FAE). Elle est
basée à Marines (95) dans le département du Val d’Oise depuis 2003
avec une superficie de 23 660 m² et employant 400 personnes. La
situation géographique du site (figure 11) est un avantage majeur
pour livrer ses deux principaux clients en juste-à-temps et à zéro
stock.
• PSA à Poissy
• RSA à Flins
Figure 11: Clients/Produits Faurecia
MARINES [3]
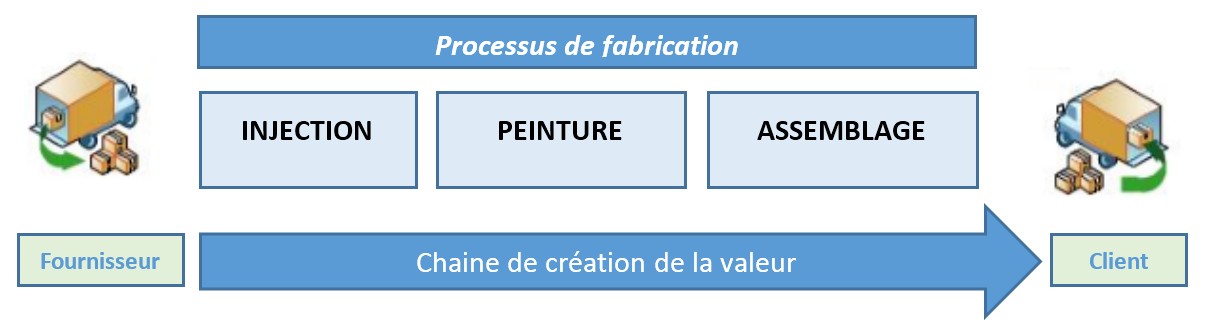
- L’usine se décompose en quatre unité de production : Injection,
Peinture, Assemblage et logistique.
Produits :
L’usine est spécialisée dans
l’industrialisation et la production de pare-chocs, des
faces-avant et des Groupes- Moteur-Ventilateur (GMV).
Les différents produits fabriqués passent par trois
étapes : l’injection, la peinture et l’assemblage comme montre la
figure ci-dessous.
Figure 12: La chaine de création de
valeur chez Faurecia MARINES [7]
La livraison des produits aux
clients finale est basée sur deux de modes de flux : synchrone ou
flux tiré. Les Pare-chocs, livrés en synchrone représentent 76% du
volume de production. Les faces Avant Technique et les GMV sont
livrés en flux tiré vers la Turquie, l’Espagne et le Royaume-Uni.
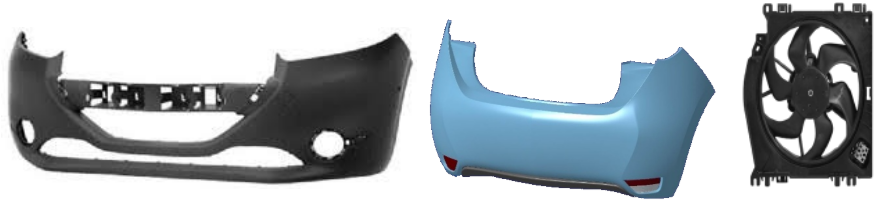 Figure 13: Exemple de produits [7]
Figure 13: Exemple de produits [7]
1.2.2
Le cadre normatif
Pour mettre en place un système de
management de la qualité performant et qui répond aux exigences
client, le SMQ de Faurecia Marines est certifié ISO/TS 16949
v2009 : Systèmes de management de la qualité —Exigences
particulières pour l'application de l'ISO 9001:2008 pour la
production de série et de pièces de rechange dans l'industrie
automobile
[5].
- ISO/TS 16949 : Référentiel Qualité Automobile
Utilisé dans le monde entier par
les organisations du secteur automobile, l’ISO/TS 16949 est
la référence internationale pour la mise en place d’un système de
management de la qualité adapté au contexte automobile.
Amélioration continue, prévention des
défauts, réduction des écarts et des gaspillages, optimisation des
process… l’ISO/TS 16949 est un outil solide pour améliorer la
qualité tout en réduisant les coûts.
Élaboré par l’IATF (International
Automotive Task Force) et le comité international (ISO) sur le
management et l'assurance de la qualité, ce référentiel intègre
les exigences de l’ISO 9001:2008 et délivre des exigences
détaillées spécifiques au secteur automobile en matière de :
compétences, de sensibilisation et de formation, de conception et
de développement, de production et de prestations de service, de
maîtrise des dispositifs de surveillance et de mesure, ainsi qu’en
matière de mesurage, d’analyse et d’amélioration
[6].
- Démontrer l’engagement envers : - La qualité du
système de management
- La qualité du produit
- Accroissement de la qualification de l’organisme.
- Amélioration continue de la performance à travers les audits.
- Répondre aux exigences de l’industrie automobile en créant un
contexte d’échanges favorable.
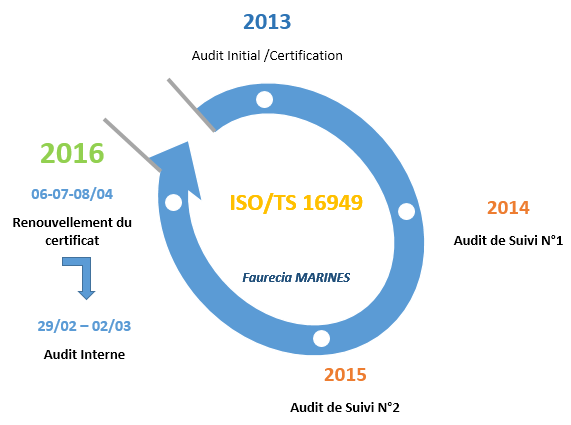
Les audits de certification / renouvellement ISO/TS :
Une fois certifié ISO/ TS, un
audit de renouvellement se fait tous les trois ans, mais la
démarche ne sera pas terminée après l’obtention de la
certification. Maintenir et conserver la certification nécessite
de réaliser des audits de suivi annuels pour contrôler l’état du
SMQ et identifier les axes d’amélioration.
- Cas de Faurecia Marines : pour maintenir la
certification, l'entreprise prépare son audit de
renouvellement cette année. La figure ci-dessous montre le
processus de certification.
Figure 14: Démarche de
certification Faurecia MARINES [7]
Révision de l’ISO 9001 et son impact sur l’ISO/TS 16949:
À l’heure de la révision de l’ISO
9001, dont la nouvelle version vient de paraître en septembre
2015, l’IATF met en place un groupe de travail afin de préparer la
révision et l’alignement de l’ISO/TS 16949 avec la dernière
version de l’ISO 9001.
- - > Cette nouvelle
actualisation de la norme ISO 9001 incite les organismes à
implémenter des changements dans leur SMQ. Alors pour les
accompagner dans leur démarche de certification ou d’amélioration
continue, deux outils ont étés mis en place dans le cadre d’un
projet de master
[8]. Les deux outils sont :
• Une cartographie interactive des processus
pour faciliter la compréhension des exigences de la nouvelle
version.
• Un outil d’autodiagnostic pour évaluer le
niveau de conformité du SMQ de l’organisme aux exigences de la
norme, identifier les axes prioritaires d’amélioration et se mettre
à niveau [8].
- - > Les deux outils réalisés peuvent être
adaptés au référentiel ISO/TS.
1.3
Contexte, enjeux et problématique du stage
1.3.1
Contexte
Le stage est réalisé dans le
service qualité usine, rattaché directement au responsable qualité
usine. Le but du stage est mettre en pratique les connaissances
acquises auparavant et apprendre les compétences nécessaires pour
exercer le métier de responsable qualité. Cette appropriation est
faite par la réalisation de plusieurs tâches qui traduisent le
profil du métier.
Service Qualité MARINES BLOC AVANT :
Le service qualité est dirigé par
le responsable qualité usine qui est rattaché directement à la
direction générale. Il travaille en forte collaboration avec
le responsable Qualité projet, responsable
Qualité fournisseur SQA (Supplier Quality Assurance), le
responsable de la métrologie et les responsables qualité de chaque
UAP. De plus, chez chaque client Faurecia, des résidents sont en
permanence sur les sites PSA et RSA. Cela, permet d’avoir un
contact continu avec le client, et donc optimiser la réactivité en
cas de problème qualité. La figure ci-dessous montre la structure
qualité de l’entreprise.
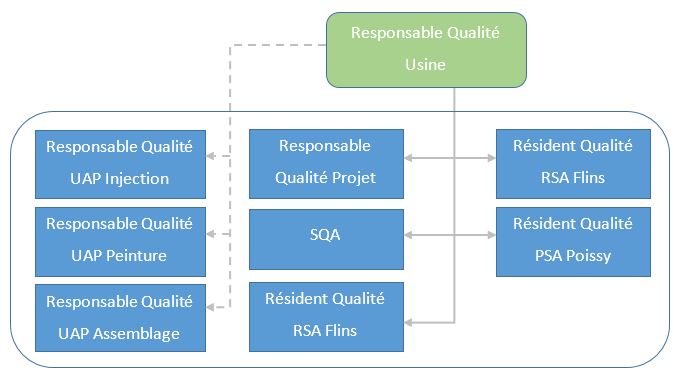 Figure 15: Structure Qualité Faurecia Marines [7]
Figure 15: Structure Qualité Faurecia Marines [7]
Les responsables qualité UAP peinture, injection et
assemblage sont rattachés directement avec leurs services, mais ils
sont en lien fonctionnel avec le responsable qualité de l’usine.
1.3.2
Enjeux et problématiques
Pour maintenir la certification de
l’ISO/TS 16949 v 2009, un audit de renouvellement est
programmé. Alors pour se mettre en condition, un audit interne a
été réalisé par un prestataire externe. Le but est de vérifier que
le système qualité est conforme par rapport au référentiel.
Si ce n’est pas le cas, un plan d’actions correctives sera mis en
place pour résoudre les non-conformités.
Plusieurs activités ont été
réalisées lors du stage. Un projet principal a été défini au début
du stage et les autres missions ont été fixées suite au résultat
d’audit interne ISO/TS 16949. Le but de la réalisation de ces
missions est la préparation de l’audit officiel.
Trois projets prioritaires ont été identifiés. Le tableau ci-dessous
montre les objectifs de chaque mission.
Tableau 1: Sujets et objectifs de
stage [7]
|
Préparer
l’audit de renouvellement ISO/TS 16949
|
|
Sujets
|
Objectifs
|
|
1
|
Optimisation de la réalisation et le suivi des
essais fonctionnels avec un labo externe
|
-
Répondre aux exigences clients
-
Identifier les essais fonctionnels à réaliser
pour chaque produit
-
Préparer l’audit officiel ISO/TS
- ->
Mettre en place un outil visuel pour la gestion
et le suivi des essais fonctionnels.
|
|
2
|
Participation
à l’audit interne ISO/TS 16949 v 2009
|
-
Connaitre la structure du SMQ
-
Appropriation des exigences de la norme
-
Relever les non-conformités, les écarts
-
Identifier
les actions prioritaires
|
|
3
|
Mettre
en place un plan d’action corrective pour résoudre les
non conformités détectées lors de l’audit interne
|
-
Mise à
jour du PDS UAP peinture
-
Mise
en place d’un nouvel outil pour la gestion des mesures
vie série des produits finis (calcul et synthèse de la
capabilité pour chaque point de mesure/produit)
|
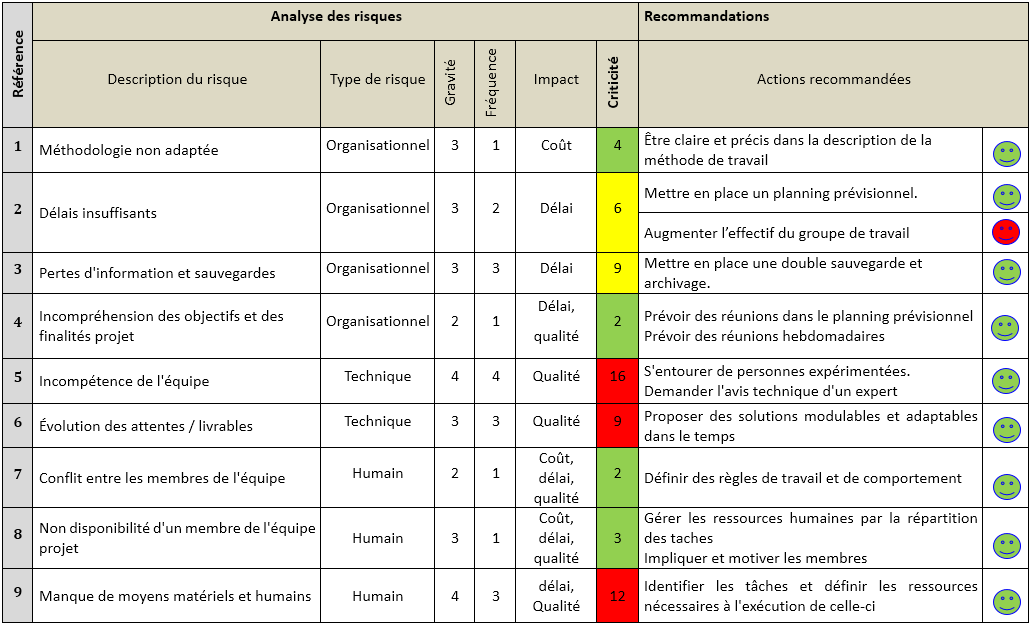
1.3.3
Analyse des risques
L’analyse de risque est une étape
importante dans la réalisation et la conduite de projet. Elle
permet d’identifier les risques associés au projet et mettre en
place des actions pour réagir en cas de survenance des problèmes
venant déstabiliser l’avancement du projet.
La nouvelle version de la norme ISO 9001 version 2015 met l’accent
sur l’approche par les risques pour mieux atteindre les objectifs
et les résultats escomptés.
La méthodologie à suivre pour faire une analyse de risque des
missions est la suivante :
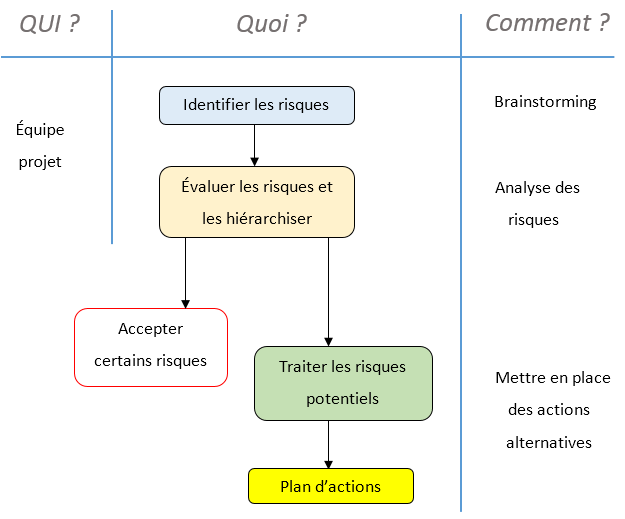 Figure 16: Méthodologie d'analyse de risque [7]
Figure 16: Méthodologie d'analyse de risque [7]
Le tableau 2 montre l’analyse des risques associés aux différents
projets.
Tableau 2: Analyse de risque projet
[7]
1.4
Méthodologie adoptée pour la réalisation des
missions
Réussir la réalisation d’un projet
nécessite de suivre une méthodologie permettant de garantir
l’atteinte des objectifs définis. La norme ISO 21 500 « lignes
directrice sur le management de projet »
[9]est une approche qui définit les
bonnes pratiques conduisant à la réussite du projet. Cette éthique
facilite la gestion et le suivi des activités et ceci par la
distinction de toutes les étapes qui constituent un projet.
Vu le nombre des missions à faire en parallèle, ce stage était
l’occasion de se projeter en tant que manager de projet et
ainsi, connaître les bonnes pratiques permettant de réussir la
gestion et le suivi du travail en mode projet.
Selon la norme, 5 phases essentielles sont définies pour la
réalisation d’un projet. L’interaction entre ces étapes est
représentée dans la figure ci-dessous :
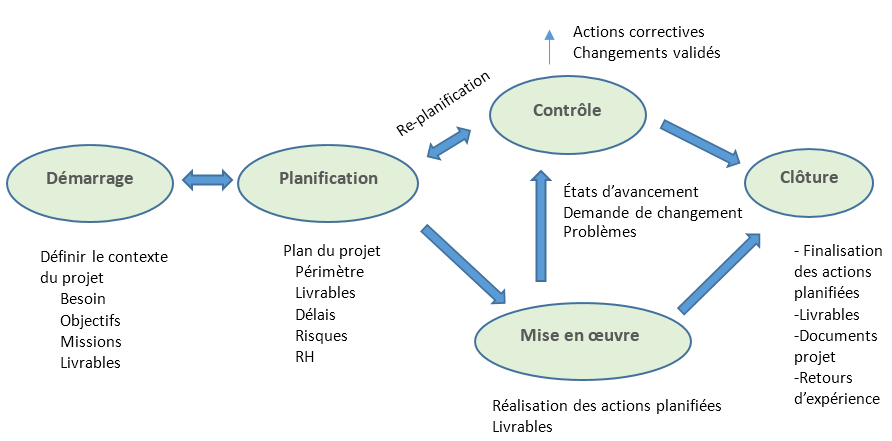 Figure 17: Processus de réalisation d'un projet [7]
Figure 17: Processus de réalisation d'un projet [7]
La phase de démarrage ou de
lancement a été très importante pour définir le contexte du projet
et les missions à faire ainsi que les périmètres d’application.
La participation à l’audit interne a permis de bien préparer cette
phase. C’était l’occasion de connaître de prêt l’organisation, la
structure et les différents services de l’entreprise et donc
savoir les différents métiers avec lesquels il faut collaborer
dans le cadre de la réalisation des activités de stage.
Suite à la réalisation de l’audit, des non-conformités
mineures ont été relevées et donc pour réagir avant la date de
l’audit officiel, un plan d’actions a été mis en œuvre pour
remédier aux non-conformités. Trois objectifs ont été
identifiés dans la réalisation de ce projet.
En conclusion, la phase de démarrage donne une vision globale sur le
projet, son contexte et les objectifs à atteindre.
- La phase de planification des missions de stage :
Pour bien mener les missions à
terme, la planification est une phase importante permettant de
gérer et de donner une vision claire sur l’avancement et le
jalonnement du projet. Elle consiste à ordonnancer les tâches afin
de respecter les délais programmés.
Pour réussir la planification du projet, il est nécessaire de :
• Définir les objectifs et les livrables de
chaque mission.
• Identifier les tâches à réaliser pour chaque
activité.
• Estimer le besoin de chacune des activités.
• Structurer les tâches de chaque mission.
• Se servir d’un outil de planification.
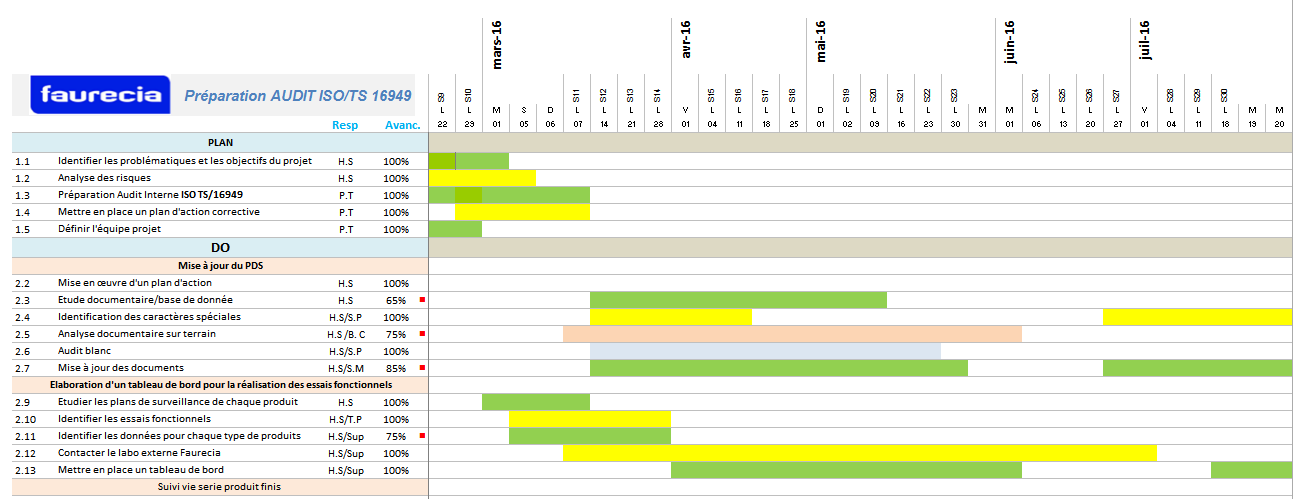
Le suivi et la planification de
projet ont été réalisés sur un diagramme GANTT réalisé sur un
classeur Excel, c’est un outil qui permet de planifier l’exécution
de projet et de rendre plus facile le suivi de son avancement. Il
permet aussi de visualiser l’organisation et la durée de
différentes tâches pendant le stage. (Voir
Annexe 01)
- La phase de mise en œuvre des actions planifiées:
Cette phase consiste à la
réalisation et le suivi des actions identifiées dans la phase de
planification. Cette étape est en étroite relation avec la phase
de contrôle.
Les missions réalisées au cours de stage seront présentées dans le
chapitre 2.
Cette phase a pour but de
contrôler d’une part, la mise en œuvre des activités planifiées,
et d’autre part, le jalonnement des tâches pour assurer leur bonne
réalisation dans le temps. Tout changement validé, problème ou un
écart entre ce qui a été prévu et ce qui a été réalisé conduira à
une re-planification du projet.
Chapitre 2 : Préparer l’audit ISO/TS 16949
2.1
Audit Interne ISO/TS 16949
C’est quoi un audit ?
Maintenir la certification et
garantir la performance globale d’un système de management
nécessite de contrôler en permanence l’efficacité des pratiques
adoptées. L’audit interne est un outil de management indispensable
qui permet à un organisme de vérifier et évaluer la conformité de
son système de management de la qualité par rapport à un
référentiel. L’audit renseigne objectivement la conformité de la
pratique vis-à-vis de la documentation existante. C’est une
pratique planifiée et rigoureuse qui se base sur une méthodologie
bien définie pour assurer la meilleure objectivité
[10].
L’analyse des résultats se base sur la crédibilité et
l’efficacité de l’audit. Cela permet ensuite de mieux connaitre la
situation réelle et donc mettre en œuvre des actions efficaces.
But principal : évaluer le besoin d’action d’amélioration ou
de correction.
Évaluer : + l’existence
+
L’application d’un système de
management de la qualité par rapport à un référentiel.
+ L’adéquation
L’audit est considéré comme un outil
d’amélioration continue et surtout pas une inspection, un moyen de
contrôle ou un mode de surveillance. Il peut être réalisé en
interne comme en externe.
- Interne : première
partie
- Externe : seconde/ tierce
partie : client ou fournisseur ou un organisme indépendant.
Le travail effectué lors des audits internes
constitue lui-même l’objet d’un examen durant l’audit externe.
Ainsi, développer une bonne pratique d’audit interne permet de
mieux se préparer à l’examen de l’audit externe.
Il existe trois types d’audit comme le montre la figure 18.
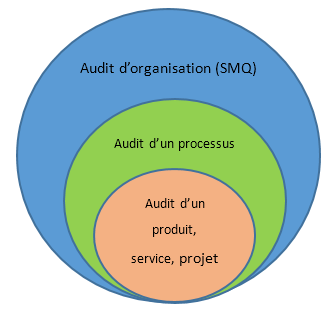 Figure 18: Types d'audits [7]
Figure 18: Types d'audits [7]
L’audit d’organisation permet de vérifier
l’état du SMQ de l’entreprise selon les référentiels normatifs
d’organisation et plus particulièrement de management de la
qualité.
La réussite d’un audit nécessite une bonne préparation et
compréhension de la norme et aussi la consultation des rapports
d’audits précédents pour orienter les objectifs.
Le référentiel ISO 19011 :
La participation à l’audit était
l’occasion de voir l’avantage de suivre les bonnes pratiques de la
norme ISO 19011 pour réussir un audit. Ce référentiel définit les
lignes directrices et des conseils pour bien mener une activité
d’audit. Il présente :
• Le principe de management d’un audit.
• Les compétences nécessaires pour auditeur.
• Les processus de la réalisation avant, pendant
et après l’audit.
Réalisation d’un audit interne à Faurecia:
L’audit interne ISO/TS 16949
a été sous-traité chez un organisme extérieur. Il a été
réalisé avec les responsable qualité de différents départements.
La vérification des preuves et la mise en place des actions
correctives pour résoudre les non-conformités détectées lors de
l’audit précédent sont vérifiées. Tous les écarts sont notés afin
de mettre en place des plans d’actions correctives et
d'amélioration.
Expérience en tant que observateur :
Accompagner l’auditeur externe en
tant que observateur était d’une part, l’occasion de comprendre et
de voir de près le fonctionnement et la structure organisationnel
de l’entreprise et d’autre part, de mettre en pratique les
connaissances acquise lors du module « Audit et évaluation dans
les organisations : Normes et Processus » réalisée dans le cadre
de master qualité.
Cette participation a permis de voir :
- Comment juger la conformité d’une activité ou
d’un processus par rapport à une exigence, d’où la qualité d’analyse
et de raisonnement.
- L’audit est un constat qui est basé sur : Voir
– Écouter – Vérifier – Interpréter.
- Comment traiter et interpréter les écarts et le
résultat d’audit : point fort, opportunité d’amélioration, point
sensible, non-conformité mineure, non-conformité majeure.
- Le comportement de l’auditeur : la maitrise de
la relation avec les audités, l’utilisation d’un langage positif, la
hauteur de vue et le bon sens.
- Avoir une réelle qualité d’écoute et comment
décoder ce que dit l’interlocuteur.
Conclusion:
La réalisation de l’audit interne a permis d’identifier des
non-conformités et des écarts. Une non-conformité mineure a été
détectée par rapport à la réalisation des essais fonctionnels sur
les produits finis.
2.2
Optimisation de la réalisation et le suivi
des essais fonctionnels
Dans un secteur comme celui de
l’automobile qui est de plus en plus exigeant, contrôler et
démontrer la qualité et la conformité du produit devient une
nécessité. L’objectif de cette mission est de réaliser un
outil permettant le suivi de l’activité de la réalisation des
essais fonctionnels.
Le but est de :
• Respecter les exigences du cahier des charges
des clients - - > Répondre aux
exigences de la norme ISO/TS.
• Assurer la qualité et la performance du produit.
La réalisation de cette mission nécessite d’intégrer
une démarche complète de résolution de problèmes pour bien répondre
aux objectifs définis.
2.2.1
La mise en œuvre d’une démarche de résolution
de problème
Résoudre un problème
nécessite de faire appel à une démarche bien structurée et définie
permettant de résoudre le problème définitivement. Toutes les
méthodes de résolution de problèmes reposent sur un nombre
variable d’étapes.
Parmi les différentes étapes, quatre sont incontournables. La
figure 19 montre le cycle de base à effectuer dans ce type de
démarche.
Figure 19: Démarche de résolution de
problèmes [7]
2.2.2
Choix et mise en œuvre de l'approche PDCA
Résoudre une problématique
nécessite une méthodologie et des outils. Il existe plusieurs
méthodes de résolution de problèmes telles que le PDCA, DMAIC,
8D, QRQC ou QRCI et ainsi de suite.
La diversité des méthodes de
résolution de problèmes constitue une source de confusion pour
certains employés, expérimentés ou moins expérimentés. Mais il n’y
a pas tant de différences entre ces approches. Toutes les
différences dépendent uniquement du type de problème qui doit être
résolu et les objectifs recherchés.
Les différentes approches de résolution de problèmes
peuvent être classées suivant les critères suivants :
• Est-ce que c’est un problème complexe ou pas et
la solution est inconnue ?
• Est-ce que la stratégie de résolution de
problème doit suivre un processus d’amélioration continue ou il y a
un seul problème à résoudre (par exemple une réclamation client) ?
Le point commun entre ces différentes
méthodologies c’est qu’elles suivent une manière méthodique pour
la résolution des problèmes. En plus de cela, les différentes
phases de chaque approche peuvent être mises en correspondance
avec les phases des autres. Le tableau ci-dessous montre la
correspondance entre les outils PDCA, DMAIC et le 8D.
Tableau 3: Correspondance des
approches de résolution de problèmes [7]
|
PDCA
|
DMAIC
|
8D
|
|
Plan
|
Define
|
D1 : Constitution de l’équipe.
D2 : Définir le problème.
|
|
Measure
|
D3 : Mettre en place des
solutions intermédiaires pour protéger le client.
|
|
Analyse
|
D4 : Identifier et analyser
les causes principales.
|
|
D5 : Définir les actions
correctives.
|
|
DO
|
Improve
|
D6 : Mettre en place les
actions correctives.
|
|
Check
|
Control
|
D7 : Se préserver d’un retour
du problème.
D8 : Célébrer le projet et
féliciter l’équipe.
|
|
Act
|
8D : La
démarche 8D est souvent utilisée dans l’industrie automobile. Elle
suit la logique PDCA mais en mettant l’accent sur la réaction
rapide aux réclamations des clients par exemple un produit non
conforme livré chez le client.
Le travail au sein de service
qualité était l’occasion aussi de découvrir un peu le métier
SQA (Supplier Quality Assurance). Pour la gestion qualité
fournisseur, la méthode 8D est utilisée pour gérer et résoudre les
problèmes qualité, traiter les alertes et les réclamations avec
les fournisseurs. Un tableau 8D est mis en place et qui a pour but
de suivre le traitement des non-conformités et mettre en œuvre des
solutions efficaces.
QRCI (Quick Response
Continous Improvement) ou QRQC ( Quick Response
Quality Control): C’est un outil utilisé de plus dans
l’automobile. C’est une démarche qui permet de réagir rapidement
sur le terrain lors de la détection d’un problème. Différent des
autres outils, il traite le problème sur le lieu de sa survenue
avec des pièces réelles et données réelles.
Le QRCI est plus un état d’esprit et une approche de management
qu’un ensemble d’outils.
La participation à la formation "7 basiques
Qualité" à Faurecia était l’occasion pour découvrir cet
outil, ces types et quand il faut ouvrir un QRCI. L’observation de
l’état actuel de cet outil et les autres basiques dans l’usine a
permis de bien comprendre ces enjeux.
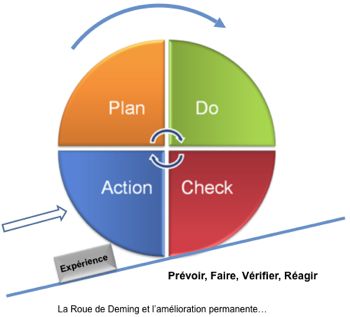
PDCA : La Roue de Deming est une
méthode de résolution de problèmes qui garantit l’amélioration
continue de la qualité et la performance grâce à la simplification
et le pilotage des actions.
Pourquoi le choix de travailler avec l’approche PDCA ?
- - > La
préparation de l’audit de renouvellement ISO/TS entre dans une
démarche de résolution classique. C’est un traitement dans un
cadre générale qui nécessite d’examiner l’état du SMQ
grâce à un audit afin de mettre des actions correctives et
d’identifier des axes de progression.
L’amélioration des solutions mises en œuvre
est une nécessité pour ajuster en permanence les écarts constatés
d’où la nécessité d’une démarche d’amélioration cyclique tel que
le PDCA.
La logique PDCA repose sur quatre étapes primordiales qui sont :
• PLAN
Planifier, Préparer, Prévoir
• Do
Déployer, Dérouler, Faire
• Check
Contrôler, Mesurer
• Act
Assurer, Ajuster, Agir, Améliorer
Figure 20: La Roue de Deming et
l'amélioration continue [11]
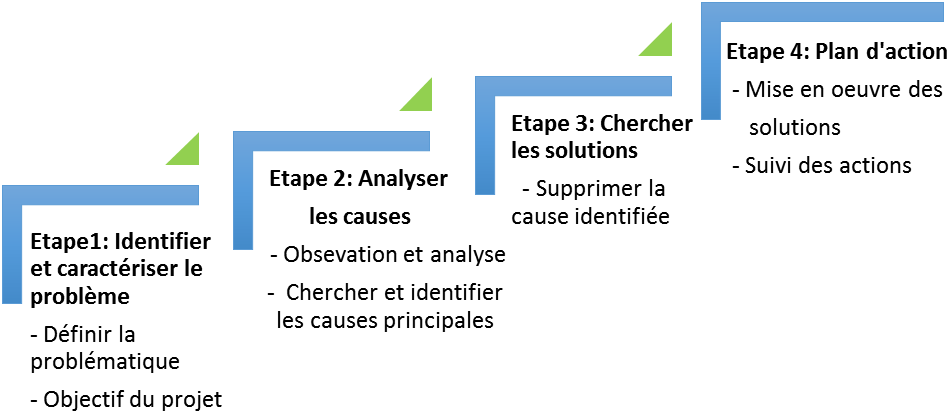
1ère étape : Plan
- Cette étape a pour but de
: - Poser le problème.
- Trouver les causes racines.
- Choisir les solutions optimales.
I- Poser le problème : Cette étape est
fondée sur plusieurs phases :
1- Construction d’une équipe de travail :
toutes les méthodes et les démarches qualité reposent sur le
travail en équipe. Le groupe de travail doit avoir les
compétences, la motivation et le pouvoir de décision pour mettre
en œuvre et piloter la démarche. Le diagramme ci-dessous montre
l’équipe projet.
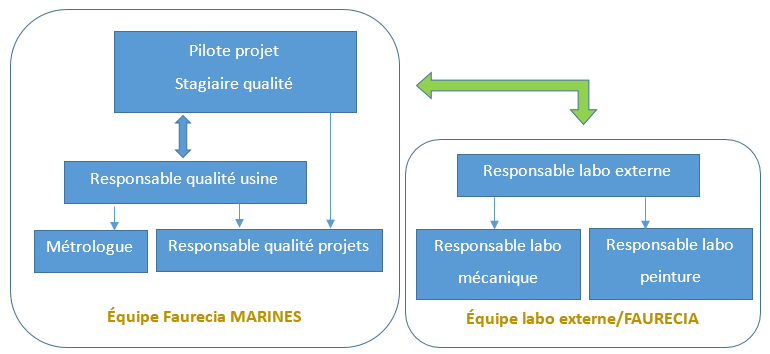 Figure 21: Organigramme équipe projet [7]
Figure 21: Organigramme équipe projet [7]
En tant que pilote de projet, mon rôle est de :
- Être le garant de la méthode de travail.
- Mener le projet et coordonner l’avancement et la
réalisation des tâches.
- Impliquer tous les acteurs à la problématique.
- Proposer des solutions et faire circuler
l’information.
2-
Identification et formalisation du projet :
Vu l’évolution permanente du processus
de fabrication, il y a toujours un risque de ne pas aboutir aux
exigences définies lors de la conception du produit. Il est donc
nécessaire de faire un suivi et un contrôle continu de la qualité
du produit pas seulement dans le process de fabrication, mais
aussi contrôler le comportement de la pièce dans son état de
fonctionnement réel.
Pour assurer la conformité des produits par rapport aux
exigences, les clients définissent des essais fonctionnels annuels à
réaliser.
Le suivi de cette activité n’est pas
assuré ce qui constitue une non-conformité par rapport à
l’exigence relative à la réalisation des essais avec un
laboratoire externe et aussi par rapport au client.
Pour bien formaliser, définir et comprendre la
problématique, une approche QQOQCP a été élaborée. Le but est de
bien poser la problématique afin d’apporter une vision claire pour
la mise en place de la démarche de résolution de problèmes.
Tableau 4: Approche QQOQCP [7]
|
Données
d’entrée
|
Les
essais fonctionnels à réaliser sur les produits
finis
Les
exigences et les critères d’essai
|
|
QUI ?
|
Directs
|
Indirects
(éventuels)
|
|
Émetteurs:
Faurecia BLOC
AVANT MARINES
Récepteurs: Service
qualité / Labo métrologie
|
Émetteurs: PSA/RSA
Récepteurs: Faurecia
|
|
Quoi ?
|
Non-conformité
mineure par rapport à la norme ISO TS16949
|
|
Où ?
|
Dans
le service qualité usine/Labo métrologie
Dans
le labo externe (Faurecia Audincourt)
|
|
Quand ?
|
À
partir de septembre 2016
|
|
Comment ?
|
Mettre
en place un outil permettant de gérer l’activité
des essais fonctionnels.
|
|
Pourquoi ?
|
Garantir
la conformité des produits par rapport aux
exigences clients
Répondre
aux exigences de la norme
Simplifier
la planification et le suivi avec le labo
externe
|
|
Données de
sortie
|
Réaliser
un outil pour la planification et le suivi des
essais fonctionnels
Transmettre
la réalisation vers le personnel en charge de
l’activité
|
3- Analyser les risques : Il est
nécessaire d’identifier les risques qui peuvent affecter le bon
déroulement du projet. L’objectif est de mettre en place des plans
d’actions alternatives pour réagir et maîtriser l’impact sur le
projet.
4- Définir l’objectif : Trouver un moyen
permettant de gérer et d’optimiser l’activité de la réalisation
des essais fonctionnels avec le labo externe.
II- Trouver les causes racines :
Cette étape est très importante et
elle ne doit pas être réalisée très rapidement car les causes
doivent être parfaitement identifiées pour mettre en œuvre des
solutions efficaces. Cette phase est constituée de 4 étapes.
1-
Chercher les causes : Le Brainstorming est un outil
efficace pour la recherche et la génération des idées en très peu
de temps. Dans cette phase, le travail en équipe est très
important pour générer un maximum d’idées.
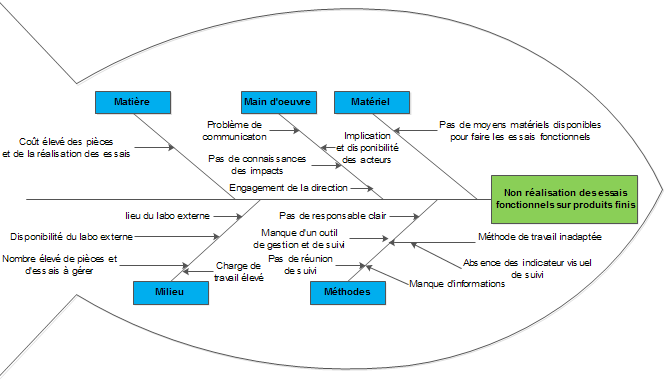
2-
Visualisation des causes : Diagramme d’Ishikawa
Le diagramme d’Ishikawa, appelé aussi
diagramme en arêtes de poisson ou 5M est un outil qualité utilisé
pour visualiser, et structurer les causes trouvées suite à la
réflexion émise lors du brainstorming. La classification se fait
selon les 5M :
Matière,
Méthodes,
Matériels,
Main d’œuvre et
Milieu.
Un sixième nommé «
Mesure » peut être utilisé
dans certains cas pour mettre en avant les problèmes de fiabilité
du système de mesure
[12].
Figure 22: Diagramme d'Ishikawa [7]
3-
Hiérarchisation des causes : vote pondéré
Une fois les causes sont identifiées et classées suivant les
5M, il faut les hiérarchiser par ordre d’importance. Le vote pondéré
est un outil qui présente plusieurs avantages :
•
Simple à mettre en œuvre.
•
Permet de créer un consensus entre les personnes du groupe de
travail [13].
•
Trouver rapidement les actions prioritaires à mettre en place.
D’après le résultat du vote, la cause principale de la
non-réalisation des essais fonctionnels est l’absence d’un outil de
suivi et de planification pour simplifier la gestion de cette
activité.
- - > Une fois la cause principale validée, il faut
passer à la recherche des solutions pour éliminer le problème.
III- Choisir les solutions efficaces:
1-
Chercher les solutions possibles: pour la recherche des
solutions, un autre brainstorming, a été réalisé. Deux solutions
sont proposées.
Tableau 5: Solutions
proposées [7]
|
Solution n°1
|
Solution
n°2
|
|
Réalisation d’un tableau de bord
visuel
|
Réalisation d’une application
informatique
|
2- Choix
de la solution optimale : des critères d’évaluation sont mis
en place pour choisir la solution qui répond mieux au besoin. Les
critères sont :
• Efficacité
• Facilité de mise en œuvre
• Communication visuelle
Le choix a été fait sur la solution du tableau de bord car il répond
parfaitement aux critères d’évaluation et surtout le critère de la
communication visuelle.
Importance de la communication visuelle dans le secteur
automobile :
Le management visuel est la manière de gérer une activité par la
vue. C’est une approche qui regroupe un ensemble de moyens visuels
permettant de:
• Donner une boucle de feed-back permanente en
observant la réalité sur le terrain.
• Fluidifier la communication interne et faciliter
la réactivité.
• Piloter visuellement et impliquer l’ensemble des
collaborateurs vis-à-vis de la maîtrise du process via le suivi des
indicateurs de performance [12].
Le principe qui fait du management visuel un outil performant est
résumé dans le schéma suivant :
 Figure 23: Principe de management
visuel [7]
Figure 23: Principe de management
visuel [7]
 Figure 24: Le management visuel [14]
Figure 24: Le management visuel [14]
Le secteur automobile accorde une très grande
importance au management visuel. Cela, s’explique par la
concentration des zones de communication dans les unités de
production dans l’entreprise.
2ème étape :
Do
- Cette étape a pour but de mettre
en œuvre la solution retenue. Elle est constituée de deux phases.
1- Mise
en œuvre d’un plan d’actions :
Un plan d’action a été élaboré pour planifier
et suivre les actions à effectuer dans le cadre du projet. Ceci
permet de s’assurer de la bonne mise en œuvre des actions
planifiées.
2-
Réalisation des actions définies :
Une fois les actions planifiées et les
ressources attribuées, le pilote de projet veille au suivi de
l’avancement et à la réalisation des tâches. La méthodologie à
suivre pour la réalisation d’un plan d’actions est la suivante :
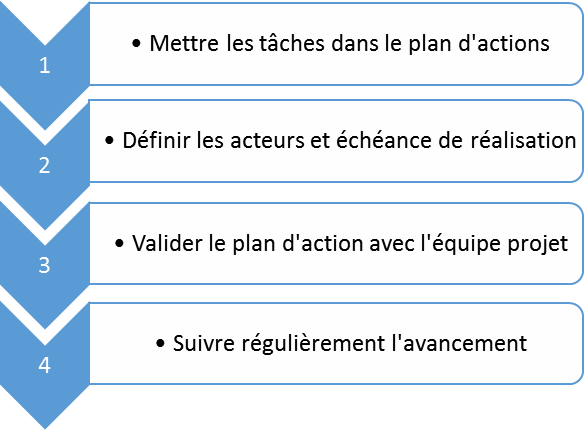 Figure 25: Méthodologie à suivre pour mettre en œuvre
un plan d'actions [7]
Figure 25: Méthodologie à suivre pour mettre en œuvre
un plan d'actions [7]
- Le but de cette étape est de vérifier si les
actions mises en place sont efficaces et répondent parfaitement au
besoin défini. Dans le cas de ce projet, il est nécessaire
d’attendre un peu de temps pour voir si le tableau de bord mis en
place atteint bien les objectifs définis.
4ème étape : Act
- Cette étape est très importante, car elle a pour but
de :
•
Vérifier l’efficacité des actions mises en place dans le
temps.
•
Analyser les causes de non-performance et cibler des nouvelles
actions [12].
•
Standardiser et capitaliser la solution mise en place dans
d’autres zones d’expérimentations.
•
Valoriser l’équipe projet pour le travail effectué.
2.2.3
Mise en place d’un tableau de bord pour le
suivi des essais fonctionnels
Le tableau de bord est réalisé
sous Excel. Il contient tous les essais à faire pour tous les
produits. C’est une planification annuelle de la réalisation des
essais fonctionnels avec le laboratoire externe Faurecia.
Type de support : le tableau de bord sera
imprimé sur une feuille A0. Avoir un support assez grand permet
d’avoir une visualisation claire.
L’activité se fait comme montre le synoptique suivant :
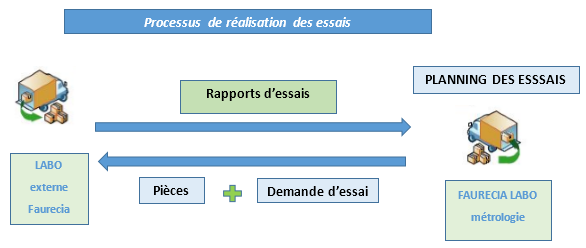 Figure 26: Processus de réalisation des essais [7]
Figure 26: Processus de réalisation des essais [7]
Le tableau de bord doit contenir toutes les informations suivantes :
• Les
références des pièces à contrôler.
• La
semaine d’envoi de la pièce.
• Les
types d’essais à faire.
• Le
nombre de pièces nécessaire pour chaque type d’essai.
• Les
exigences relatives à l’essai.
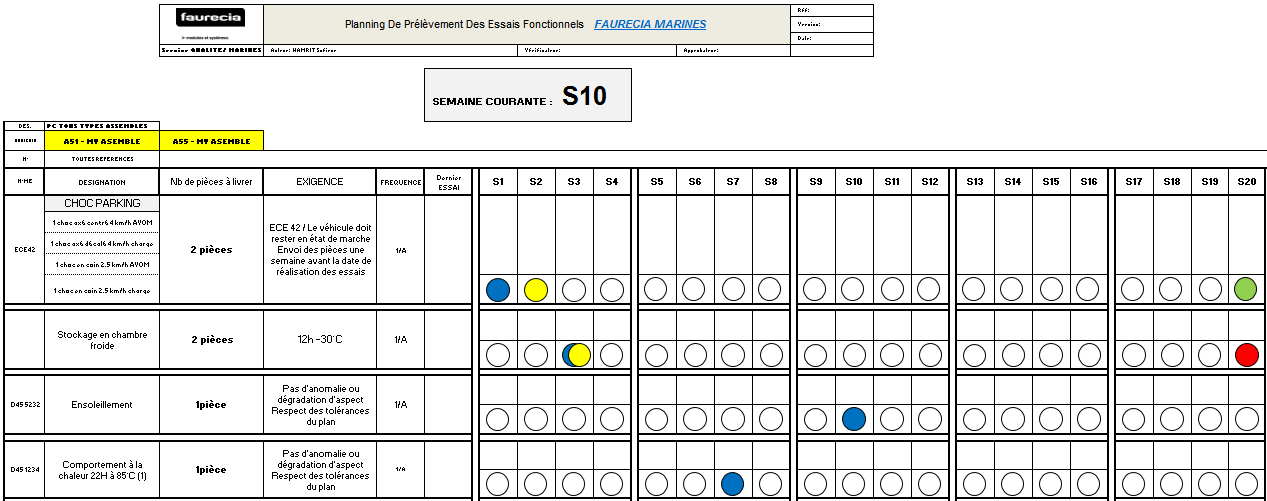
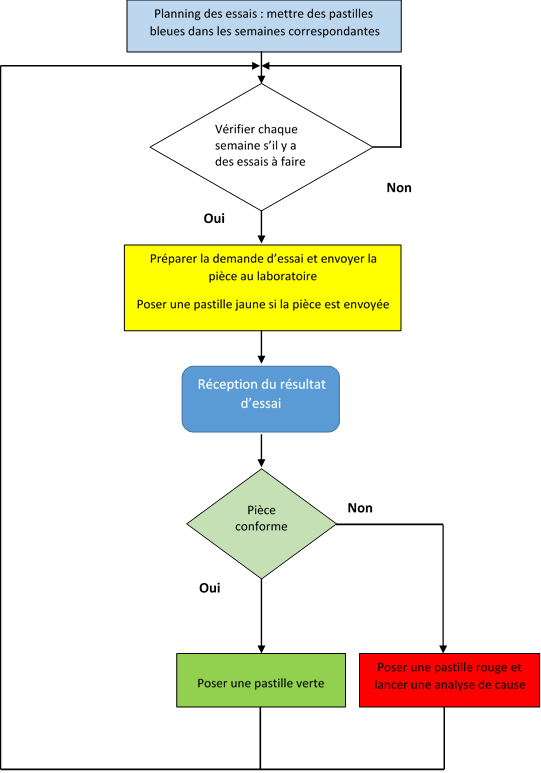
Pour simplifier la lecture et le suivi du
tableau de bord tout en favorisant la communication visuelle,
l’idée est simple :
-
Coller des pastilles de déférentes couleurs sur le planning.
Chaque couleur traduit l’état d’avancement des essais à faire pour
chaque type de produit. Les annexes
02 et
03
représentent respectivement un aperçu sur le tableau de bord et le
logigramme qui explique le processus à suivre pour la réalisation
des essais.
Contexte :
Face à la variation continue des
activités opérationnelles, les processus et les moyens de
fabrication changent d’une façon permanente. Il est nécessaire
donc de surveiller la documentation et la mettre à jour pour
s’adapter à la situation réelle du terrain. Le plan de
surveillance est considéré comme un document évolutif qui doit
suivre la modification réalisée sur les activités et les
procédures adaptées.
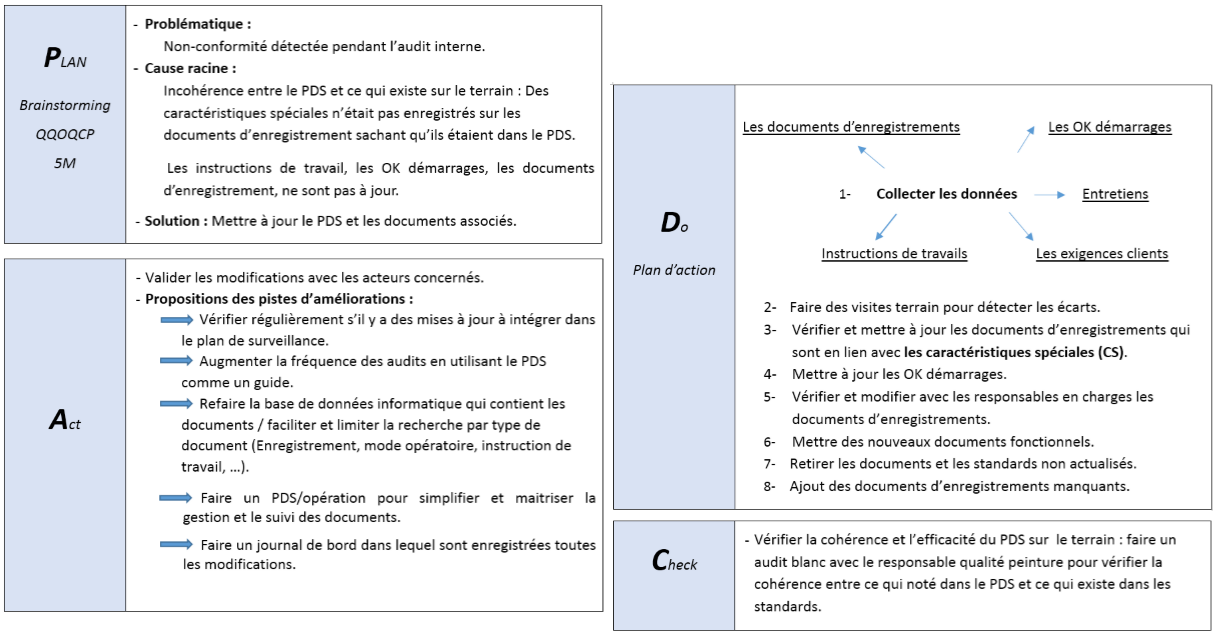
Problématique :
Suite au résultat d’audit interne
selon le référentiel ISO/TS 16949, une non-conformité mineure a
été relevée. Le PDS de l’UAP peinture n’est pas sécurisé, il y a
une certaine incohérence entre ce qui existe réellement sur le
terrain et ce qui est enregistré sur le plan de surveillance.
- Ceci constitue une non-conformité par
rapport à l’exigence 7.5.1.1 de la norme ISO/TS 16949 « Les plan
de surveillance doivent être revus et mis à jour après toute
modification du produit, du processus de fabrication, des méthodes
de mesures, de la logistique, de la source d’approvisionnement ou
de l’AMDEC »
[5].
- - > Le plan de surveillance doit
traduire correctement les processus de fabrication. Donc, il est
nécessaire de mettre à jour les données lorsqu’ il y a des
changements relatifs au contrôle et à la fabrication du produit.
Objectif de la mission:
Mettre à jour le PDS de l’UAP
peinture pour la préparation de l’audit de renouvellement ISO/TS
16949. Une attention particulière a été portée sur
l’identification des caractéristiques spéciales dans tous les
documents.
Un plan de surveillance de
processus est un document qui contient la liste des dispositifs en
place pour surveiller les paramètres de fonctionnement du
processus et les caractéristiques du produit
[15].
Le plan de surveillance servira comme un outil
essentiel permettant de contrôler toutes les opérations qui
permettent d’avoir une valeur ajoutée. C’est un guide avec lequel
un auditeur ou un vérificateur évaluera clairement le process de
fabrication. Il doit permettre donc de comprendre clairement et
rapidement les opérations de contrôles liées à l’activité.
La mise à jour consiste à vérifier la cohérence entre les
informations contenues sur le plan de surveillance et ce qui existe
sur terrain et apporter les modifications nécessaires.
2.3.2
Méthodologie à suivre : PDCA
Adopter la logique PDCA dans les habitudes de travail
est la meilleure conduite pour bien piloter et organiser les actions
à faire. La figure ci-dessous montre la démarche à suivre.
Figure 27: Processus de mise à jour
du plan de surveillance [7]
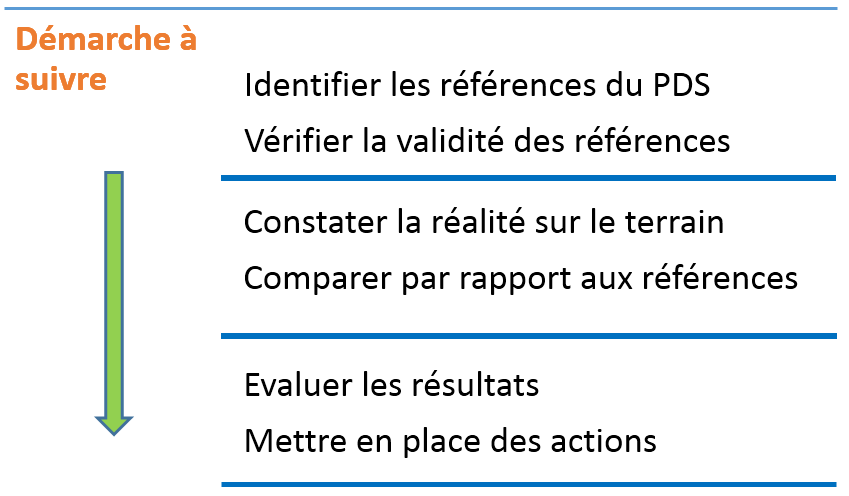
Conclusion :
La démarche adoptée pour mettre à jour le plan de
surveillance était l’occasion d’adopter la même démarche pour la
réalisation d’un audit interne. La méthodologie se résume par le
schéma suivant :
Figure 28: Les étapes de mise à jour
du PDS [7]
Mettre à jour le plan de
surveillance nécessite de faire une recherche et une analyse
détaillée dans le système documentaire afin de déterminer les
écarts qui existent sur le terrain, ainsi identifier les
perspectives et les points d’amélioration.
Cette mise à jour a permis la prise en compte des
dernières évolutions dans les procédures de fabrication. Donc, il
est nécessaire de vérifier toujours que les documents associés
sont mises au point et clairement identifiables.
- - > Avoir un bon système
documentaire permet de faciliter la gestion et le suivi des
modifications.
La mise à jour du plan de
surveillance de l’UAP peinture était l’occasion de se rapprocher
des opérationnels et de travailler de sur le terrain et donc mieux
comprendre le process de fabrication et les pratiques adoptées sur
terrain.
La réalisation de ce projet est toujours en cours vu
qu’il y a encore d’autres mises à jour à intégrer dans la
documentation et sur le terrain, mais il sera terminé avant la fin
du stage.
Toutes les caractéristiques
spéciales sont identifiées sur les documents associés. Reste à
mettre à jour quelques documents d’enregistrements et des
instructions de travail. Mais vu la date de l’audit qui se
rapproche et les non-conformités à gérer, d’autres missions sont
réalisées en parallèle.
La troisième non-conformité à gérer est en rapport avec la gestion
de la capabilité vie-série produits finis.
2.4
Gestion des mesures vie série des produits
finis
La réalisation de ce projet
s’effectue en parallèle avec les deux autres puisque aussi c’est
une mission à faire pour remédier à une non-conformité mineure
détectée lors de l’audit interne. La non-conformité est liée à
l’exigence « 8.2.3.1 Surveillance et mesure des processus de
fabrication »
[5].
Qu'est-ce que la capabilité Cp ?
La capabilité est une analyse qui
permet de vérifier la capacité d’un process à respecter des
spécifications, à fabriquer des produits conformes et à atteindre
en permanence le niveau de qualité souhaité. L’indice de
capabilité processus (Cp) fournit une indication sur la
performance d’un processus par rapport aux limites admissibles. Ce
nombre indique le rapport entre la dispersion (la
variabilité d’un processus) et la plage entre les tolérances. Plus
grand ce nombre et plus le processus est « capable ». Moins
l’indice est élevé est plus la variabilité s’étend vers les
limites
[16].
La gestion des mesures vie série des produits finis se
traduit par le contrôle des points de mesure sur chaque produit pour
vérifier la capabilité mesurée par rapport à la capabilité définie
par les clients.
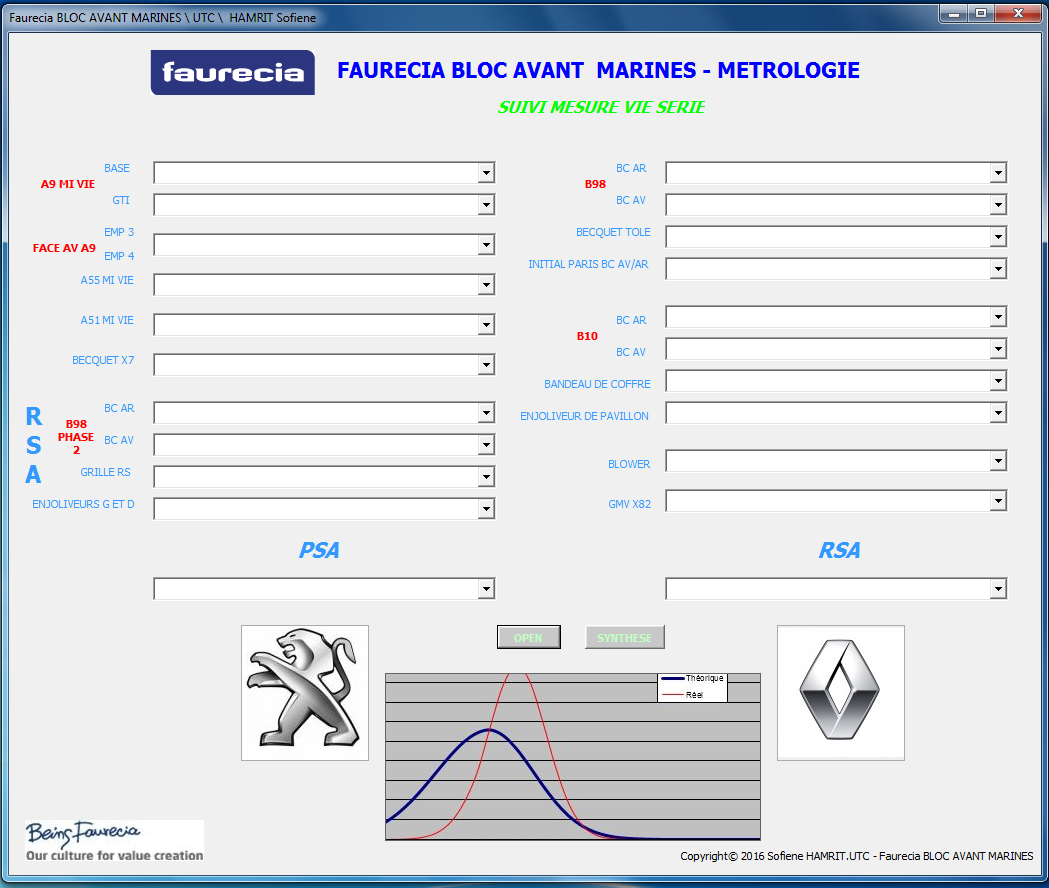
Objectifs de la mission:
• Créer une nouvelle base de données qui contient
les fichiers mesure vie série par client/mois/produit.
• Intégrer le calcul de la capabilité dans les
fichiers de suivi vie série des produits.
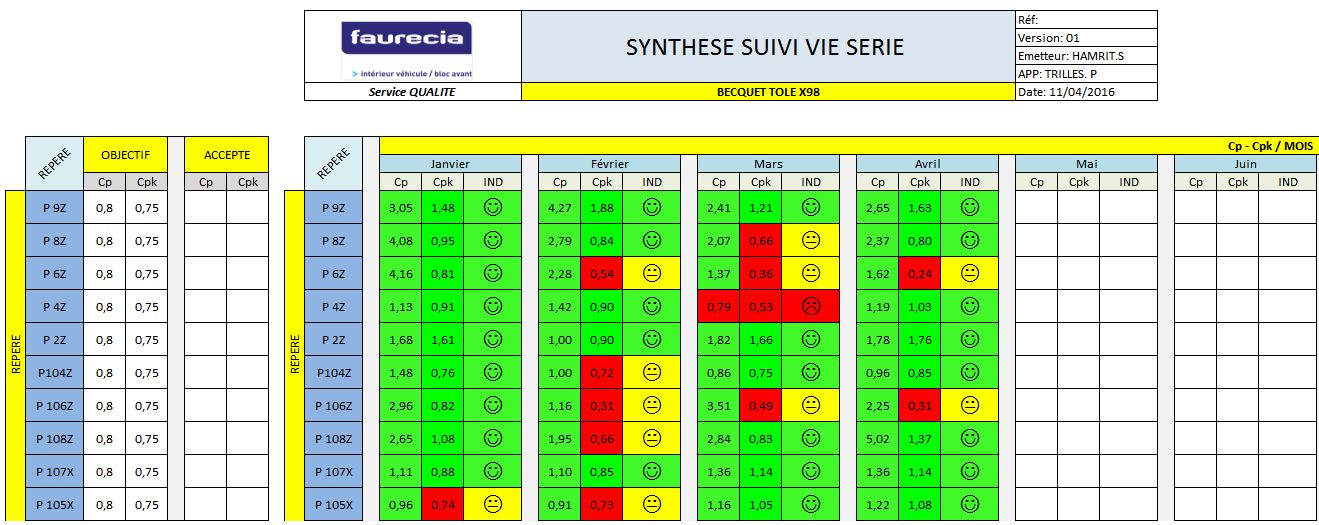
•
Réaliser un fichier de synthèse visuel qui montre les
valeurs de la capabilité de chaque produit par mois. Il permet la
visualisation des valeurs réelles mesurées par rapport à ceux qui
sont définies par les clients.
• Créer une interface graphique interactive pour
gérer tous les fichiers de la base de données.
• Former le métrologue à l’utilisation de
l’interface graphique.
L'application doit être utilisable
soit par le métrologue durant l’activité de mesure soit par le
responsable qualité usine pour consulter les résultats globaux.
Pour cette raison, l'interface et la base de données contenant les
fichiers de mesures ont étés mises sur le serveur informatique de
l’usine.
La mise en œuvre de cette
interface a permis de rendre simple et rapide l’activité de
mesure sur chaque produit. Le fait d’avoir une visualisation
instantanée des résultats globaux permet de les comparer
rapidement avec les valeurs définies par les clients.
La visualisation des résultats permet de réagir et de mettre
des actions temporaires pour assurer la production de pièces
conformes et analyser par la suite les causes des non-conformités.
L’interface graphique est réalisée sur Excel
avec VBA, cela était l’occasion d’appliquer les compétences
techniques et de savoir l’importance et l’utilité du logiciel
Excel dans le milieu industriel pour la réalisation des tâches
fonctionnelles.
Les annexes 04
et 05 montrent
respectivement l‘interface graphique réalisée pour la gestion des
fichiers mesures vie série et un aperçu sur un fichier de synthèse
d’un produit.
Résultats
Maintenir la certification ISO/TS
16949 permet de contrôler et améliorer en continu le système
de management de la qualité. C’est dans ce cadre que se réalise le
projet du stage qui a été bénéfique pour l’entreprise et pour le
stagiaire.
L’objectif des activités réalisées
est de préparer l’audit de renouvellement ISO/TS 16949. Dans un
premier temps, la réalisation d’un audit interne et la
consultation du rapport d’audit précédent étaient nécessaire pour
vérifier la conformité et l’état du système de management de la
qualité selon les critères de la norme ISO/TS. Ainsi, évaluer le
besoin de mettre en œuvre des actions correctives ou
d’améliorations.
Grâce au résultat d’audit, des actions correctives ont
étés définies pour remédier aux non-conformités détectées.
Le travail réalisé pour la mise à
jour du plan de surveillance était d’une part l’occasion de
préparer l’audit de re-certification et d’autre part, de mettre en
place d’autres documents opérationnels sur le terrain et donc
améliorer la performance du processus de fabrication.
La mise en place d’un tableau de bord pour la gestion
et le suivi de la réalisation des essais fonctionnels avec un
laboratoire externe du groupe reste en cours.
Enfin, la réalisation d’une
interface graphique pour la gestion des mesures vie série a été
finalisée. Le temps qui reste est accordée à la finalisation de la
mise à jour du plan de surveillance et le tableau de bord pour les
essais fonctionnels.
La valeur ajoutée en termes d’innovation est visible surtout dans le
projet de la réalisation de l’interface graphique et le tableau de
bord.
La démarche PDCA adopté pour la résolution des problèmes a montré
son efficacité dans la mise en œuvre des solutions efficaces.
Gain de l’entreprise :
La mise en œuvre des actions correctives pour préparer l’audit
de re-certification, permet à l’entreprise de :
- Respecter les exigences de la norme ISO/TS 16949.
- Répondre aux exigences des clients.
- Garantir la performance de son système de management de
la qualité.
- - - >
Maintenir la certification.
retour
sommaire
Les diverses missions réalisées durant
cette période de stage m’ont apporté une réelle expérience en
management de qualité dans le secteur automobile.
L’intégration au service qualité de l’usine m’a permis d’avoir une
bonne connaissance des enjeux et des problématiques liés à la
qualité dans l’entreprise.
La participation de l’audit interne et la préparation
d’audit ISO/TS 16949 étaient une expérience valorisante qui m’a
permis d’avoir un retour sur le métier d'auditeur. De plus,
c’était une opportunité pour appréhender les exigences de la norme
ISO/TS 16949.
Le travail réalisé sur le plan de surveillance m’a permis
de voir l’importance de faire un état de lieux de l’existant pour
pouvoir identifier et mettre en place des actions d’amélioration
ou de correction. Cela montre la preuve qu’il faut suivre en
permanence l’évolution du système documentaire et l’adapter aux
changements.
La réalisation d’une interface graphique pour la gestion
vie série produits m’a permis de savoir l’importance de s’assurer
de la capabilité process afin de respecter les exigences définies
par le client.
La participation à la formation « 7 Basiques Qualité »
était l’occasion de connaitre les basiques qualité et prendre
conscience de leur importance.
Les missions réalisées m’ont permis de développer mon
autonomie opérationnelle sur la résolution des problèmes par des
méthodes structurées et adaptées au besoin.
Sur le plan personnel, j’ai pu améliorer mon relationnel et
ma manière d’être grâce à des rencontres variées et à une
atmosphère conviviale et riche d’expériences diverses.
Sur le plan professionnel, ce stage m’a permis d’enrichir
et de valoriser mon parcours et mes compétences dans le domaine de
la qualité, un univers auquel je souhaite poursuivre ma carrière.
En conclusion, cette aventure que je viens de vivre
m’a permis d’acquérir une certaine expérience dans le secteur
automobile. Une expérience qui m’a permis d’acquérir un savoir
managérial et savoir-faire professionnel qui va marquer
certainement ma carrière et mes objectifs professionnels. Cette
opportunité m’a permis de confronter de plus mon désir de
travailler en tant que responsable qualité/auditeur interne dans
le secteur automobile.
retour sommaire
Références
bibliographiques
[1]
«La place de l'automobile dans nos sociétés : faits et chiffres,»
[En ligne]. Available:
http://www.notre-planete.info/ecologie/transport/placeauto.php.
[Accès le 27 Mai 2016].
[2]
G. Faurecia, «Industrie automobile - Découvrir le Groupe
Faurecia,» [En ligne]. Available:
http://www.faurecia.com/fr/groupe. [Accès le 15 Mars 2016].
[3]
Faurecia Group Presentation March 2016. [Performance]. Faurecia,
2016.
[4]
Faurecia, «Chiffre d'affaires Faurecia - Les chiffres clés du
Groupe,» [En ligne]. Available:
http://www.faurecia.com/fr/finance/chiffres-cles. [Accès le 20 03
2016].
[5] Norme, « FD ISO/TS
16949 : 2009 - Systèmes de management de la Qualité. Exigences
particulières pour l’application de l’ISO 9001 : 2008 pour la
production de série et de pièces de rechange dans
l’industrie automobile. », AFNOR, www.afnor.org.
[6]
AFNOR, «Automobile : vers une révision de l’ISO/TS 16949, la
référence internationale pour les démarches qualité - AFNOR,»
[En ligne]. Available:
http://www.afnor.org/liste-des-actualites/actualites
/2015/fevrier-2015/automobile-vers-une-revision-de-l-iso-ts-16949-la-reference-internationale-pour-les-demarches-qualite.
[Accès le 05 avril 2016].
[7] HAMRIT Sofiene, Université de Technologie
de Compiègne, Master Qualité et Performance dans les
Organisations (QPO), Mémoire d’Intelligence Méthodologique du
stage professionnel de fin d’études,
https://www.utc.fr/master-qualite, puis « Travaux » «
Qualité-Management » réf n° 353, juin 2016.
[8]
Z. Barry, Z. Bensaid, I. Boukhris, S. Hamrit, F. Mnif, et L.
Soto , « Aide au déploiement et outil d'autodiagnostic de la
norme ISO 9001:2015», Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO),
Mémoire d’Intelligence Méthodologique du projet d’intégration,
https://www.utc.fr/master-qualite, puis « Travaux » «
Qualité-Management » réf n°338, janv. 2016.
[9]
Norme, « ISO 21500 – Lignes directrices sur le management de
projet », AFNOR, www.afnor.org.
[10]
J. -. F. Nanterme, «GESTION DE LA QUALITE Audits internes et
esternes».
[11]
«Lexique - IDEX Bordeaux : Initiative d'excellence de l'Université
de Bordeaux,» [En ligne]. Available:
http://idex.u-bordeaux.fr/fr/n/Demarche-qualite/Lexique-i1457.html.
[Accès le 2016 Mai 23].
[12]
L. Muller, Écrivain, Le Kit du Lean Manager. [Performance].
Actiformation.
[13] G.
C. Sandrine Quesnel, «Demarche de resolution de problèmes».
[14]
PROFECTIO, «le management visuel,» [En ligne]. Available:
http://a2c2.sharepoint.com/Pages/LeManagementVisuel.aspx. [Accès
le 25 MAI 2016].
[15]
B. BETTAYEB, «Conception et évaluation des plans de survaillance
basés sur le risque,» Université de Grenoble, Grenoble, Thèse
soutenu le 26 juin 2012.
[16] C.
HOHMANN, «Notion de Capabilité,» [En ligne]. Available:
http://chohmann.free.fr/qualite/cp.htm. [Accès le 29 Mai 2016].
retour sommaire
retour sommaire