Master Qualité - Communication
publique des résultats d'un stage de fin d'études Master Qualité
- UTC - rue du docteur Schweitzer - CS 60319 - 60203
COMPIEGNE Cedex - France - master-qualite@utc.fr
- Téll : +33 (0)3 44 23 44 23
Avertissement
: Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
Référence
bibliographique à rappeler pour tout usage : Maitrise
de l’industrialisation des innovations,
ROLDAN Mariana, Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO)
Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2016, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management",
réf n°
371
RESUME
Dans une
industrie en constante changement et avec des clients de
plus en plus exigeants, les équipementiers automobiles,
comme Valeo, doivent être toujours en train de créer des
innovations et de fidéliser leurs clients pour maintenir
et assurer l’accroissement des parts de marché et
attirer l’attention de nouveaux clients.
La
création et l’industrialisation de ces innovations, font
l’objet d’un projet dans lequel sont présents différents
acteurs dans différents métiers, pour bien réussir le
projet. De plus, il nécessaire de bien maitriser le
projet d’industrialisation pour avoir un produit
conforme aux besoins du client et à la cadence du
marché. L’objectif de ce projet est de déterminer des
points clefs pour bien maîtriser l’industrialisation des
innovations
Mots clés : Industrialisation,
Innovations, Industrie automobile, Qualité
ABSTRACT
In an
industry constantly changing and with clients
increasingly demanding, automotive suppliers like Valeo,
must always be creating innovations and retain customers
to maintain and ensure increased market share and
attract the attention of new customers.
The
creation and industrialization of these innovations are
the subject of a project in which different actors are
present in various professions, for a successful
project. Moreover, it required good master the
industrialization project to have a product that meets
the customer's needs and pace of the market. The
objective of this project is to determine the key points
to master the industrialization of innovations.
Je voudrais remercier a toutes les personnes qui m’ont aidé et ont
été à côté de moi toute au long de ma formation et pendant mon
stage, spécialement tout le personnel de Valeo site Angers qui m’ont
permis de faire cette expérience enrichissante pour mon parcours
professionnel.
Dans un premier temps, je voudrais remercier Stéphane Fromont,
ingénieur qualité, mon tuteur d’entreprise pour tout le temps qu’il
m’a consacré, pour tous les conseils et apprentissage qu’il m’a
transmis, et pour tout le support donné lors de mon stage.
Je tiens également, à remercier toute l’équipe projet, Aurélie
Lambert chef de projet, Michel Hermitte MEP R&D, Vincent
Mesmacque MEP Méthodes et Beatrice Roullais MEP Achats pour m’avoir
accueilli au sien de l’équipe et m’avoir permis de connaitre les
différents domaines dans un projet d’industrialisation.
Un grand merci à Xavier Leonard et Maxime Laminette, ingénieurs
optiques pour tous les savoirs transmis qui m’ont permis de
comprendre le savoir technique de l’éclairage et pour tout le
support et aide donné.
Un grand merci à tous les stagiaires projet, spécialement à Hossem
Houari, stagiaire Méthodes de l’équipe, pour tout son support et
aide tout au long de l’expérience, aussi pour tout le partage de son
expérience, que m’a permis d’élargir mes connaissances.
Finalement, je voudrais remercier Monsieur Farges, pour tous ses
conseils lors de la réalisation de ce projet, ainsi que pour mon
futur professionnel.
L’industrie automobile est une
industrie qui est en croissance constante avec une production
mondiale de 87,3 millions de véhicules en 2013[1], pour cette
raison les équipementiers sont de plus en plus sollicités et
doivent assurer la bonne qualité de ses produits et être en
constante innovation, pour pouvoir maintenir ses chiffres
d’affaires et rester dans le marché.
Pour moi, étudiante master, faire
mon stage de fin d’études chez un équipementier automobile
signifie pouvoir, non seulement connaitre le monde automobile mais
aussi être partie de cette innovation constante. De plus, enrichir
mes connaissances en qualité dans l’industrie mère de
l’amélioration continue et des différentes démarches qualité.
La qualité au niveau industrielle
et l’amélioration continue sont des métiers dans lesquelles je
voudrais poursuivre ma carrière professionnelle, avec la vision de
pouvoir contribuer activement au développement des entreprises et
amélioration des processus.
Dans mon parcours pour atteindre
cette vision, faire mon stage chez Valeo, est le début parfait
dans le monde de l’industrie et la qualité.
Au sein de Valeo la qualité est un
des axes le plus importants pour la réussite, ainsi que les
relations avec les clients et le travail en équipe. Ces aspects
sont de grande importance dans l’industrialisation des innovations
pour bien réussir à avoir des pièces en série, conformes aux
besoins des clients.
Chapitre 1
: Contexte, enjeux et présentation de la
problématique
1. Contexte
1.1.
Présentation du groupe Valeo
Valeo est un équipementier automobile, partenaire de tous les
constructeurs dans le monde. Entreprise technologique, Valeo
propose des systèmes et équipements innovants permettant la
réduction des émissions de co2, l'amélioration de la performance
des véhicules et le développement de la conduite intuitive.
Valeo est un Groupe industriel indépendant et international
entièrement dédié à la conception, la fabrication et la vente de
composants, de systèmes et de modules pour l’automobile et le
poids lourds.
Le Groupe se classe parmi les premiers équipements mondiaux et
fournit tous les grands constructeurs automobiles et poids
lourds.[2]
Valeo est organisé en 4 Pôles, composés de 16 Groupes de
produits, qui fournissent les marchés de la première et la
deuxième monte :+
En première monte, Valeo fournit les constructeurs
automobiles.
En deuxième monte, Valeo fournit les marchés de la
distribution indépendante et du rechange constructeurs
travers son organisation dédiée Valeo Service.
Les 4 Pôles sont :
Le Pôle Systèmes de Propulsion développe des solutions de
propulsion innovantes visant à réduire la consommation de
carburant et les émissions de CO2.
Le Pôle Systèmes Thermiques développe et fabrique des
systèmes, des modules et des composants assurant la gestion
de l’énergie thermique du groupe motopropulseur ainsi que le
confort de chaque passager dans l’habitacle.
Le Pôle Systèmes de Confort et d’Aide à la Conduite
développe des systèmes d’interface entre le conducteur, le
véhicule et son environnement, contribuant à l’amélioration
du confort et de la sécurité.
Le Pôle Systèmes de Visibilité conçoit et produit des
systèmes innovants qui assurent au conducteur une parfaite
visibilité, contribuant ainsi à sa sécurité et à celle de
ses passagers.
1.2.
Pôle Systèmes de Visibilité
La mission du pôle systèmes de visibilité est de concevoir et de
produire des systèmes performants et innovants qui accompagnent
le conducteur par tous les temps, de jour comme de nuit, lui
assurant une parfaite visibilité, contribuant ainsi à sa
sécurité et à celle de ses passagers.
Le Pôle Systèmes de Visibilité est composé de deux Groupes de
produits :
Systèmes d’éclairage
Systèmes d’essuyage
Les Systèmes de Visibilité représentent 28% des chiffres
d’affaires du Groupe, avec 26300 collaborateurs dans 35 unités
de production, 15 centres de recherche et 15 centres de
développement.
1.3.
Qualité Valeo
1.3.1.
L’excellence opérationnelle au service de la stratégie
Afin de devenir un partenaire privilégie des constructeurs
automobiles et faire une différentiation, Valeo a construit une
culture d’excellence opérationnelle avec un niveau de qualité de
production parmi les meilleures du monde, avec un engagement
sociétal et environnemental et avec des collaborateurs qui
partagent les valeurs de l’entreprise. De plus, Valeo est
toujours en constante innovation et à la recherche de la
satisfaction client. Dans cet objectif, Valeo a développé et
applique rigoureusement, dans tous ses sites, la méthodologie 5
Axes.
1.3.2.
Les 5 Axes
Le système 5 Axes (Figure 1) a pour objectif l’entière
satisfaction du client, pour assurer une croissance rentable et
durable du Groupe. Il rassemble et regroupe en 5 Axes les
processus de travail qui ont un impact direct sur la
satisfaction du client.[3]
Figure 1. Les 5 axes Valeo pour la satisfaction
client [Source : Valeo [3]]
L’Implication du Personnel :Pour attendre une
excellence opérationnelle il est important d’avoir un
engagement des collaborateurs. Pour que ces derniers soient
impliqués de manière permanente il faut assurer un
environnement de travail propice pour le bien être, dans
lequel chacun comprenne sa contribution au développement de
l’entreprise et l’importance de ses activités.
Le Développement Produit : l’innovation est au cœur
du développement Valeo, avec nouvelles technologies, en
assurant le développement et lancement des nouveaux produits
avec la meilleure qualité et le cout et délai voulu par le
client.
La Qualité Totale : Pour avoir la satisfaction du
client de manière permanente, Valeo doit garantir le
meilleur niveau qualité de produits et de services. En
connaissant la stratégie et la culture du client, ses
attentes générales et spécifiques par rapport à chaque
produit ou service.
Le Système de Production Valeo (SPV) : Est un
système en constante amélioration avec un ensemble d’outils
et méthodes favorisant la qualité du produit, la performance
et la motivation des collaborateurs.
L’Intégration des Fournisseurs :Pour avoir le
meilleur niveau qualité des produits et des services, il
faut prendre en compte l’importance de la place des
fournisseurs lesquels sont les plus performantes et
innovants. Ces fournisseurs, doivent être intégrés dans le
développement des nouveaux produits et leur performance doit
être contrôlé en termes de coût, qualité, délai.
1.3.3.
Direction Qualité
La direction Qualité Valeo avec ses collaborateurs, a différents
missions dans le but de délivrer produits conformes et robustes
avec la meilleure qualité, dans un premier temps :
Représenter le client et bien s’assurer que ses attentes
sont bien exprimées et compris par tous les acteurs en tout
moment dans le cycle de vie du produit
La qualité au sein du Groupe est construite et maîtrisée
autour des processus et une culture
La culture Quick Response Quality, selon laquelle chaque
incident doit être traité est documenté en comparant la
pièce conforme et la pièce non-conforme et avec un
raisonnement logique et factuel. Il est important de
chaque problème apprendre au moins une leçon apprise qui
garantit l’amélioration continue des standards.
Des processus d’amélioration continue avec les meilleurs
standards dans différents domaines : développement,
conduite, intégration, production et service après vente.
Une organisation par client, par fournisseur, par région
et par Ligne de Produits. Avec un accompagnement soit du
service Achats pour les fournisseurs ou pour un membre du
groupe qui synthétise et communique en continue la
performance et les programmes d’amélioration continue.
2.1.
Impact sur la performance du produit et la production en série
Bien maitriser l’industrialisation d’un produit ou d’une
innovation est très important, car c’est l’étape où la mise au
point du produit est faite et toutes les changements des
fonctionnalités qui n’ont pas été prévu lors de la conception se
font.
Cette mise au point et la validation du produit est très
important pour arriver à la production en série avec un produit
conforme et éliminer le plus des sources de non-conformités
possibles. Il est aussi important d’arriver à la phase de
production en série avec les meilleures performances du produit
et processus de production, afin d’avoir la validation du client
pour commencer à bien produire et avoir le retour
d’investissement.
Avoir un produit conforme et une bonne ligne de production peut
représenter le futur du produit, car des autres constructeurs
pourront s’intéresser de cette innovation pour leurs voitures et
pour Valeo signifiera une augmentation en chiffre d’affaires.
2.2.
Impact sur la relations client et l’image
La satisfaction du client est l’objectif principal de la
politique Valeo, c’est la raison pour laquelle chaque
développement et processus d’industrialisation de chaque produit
et innovation doit être bien maitrisé.
Avoir un produit conforme aux besoins du client et dans les
quantités souhaitées, pourrait signifier de nouveaux contrats
pour développer des autres produits pour le constructeur, ainsi
qu’une bonne image de Valeo au près des autres constructeurs
pour augmenter sa part du marché.
Dans le cas des innovations, les résultats obtenus et le bon
déroulement du projet ont des impacts importants pour Valeo, car
pour une innovation, plusieurs constructeurs peuvent être
intéressés.
Etre en constante innovation et aussi bien importante, afin de
rester comme un des premiers équipementiers au monde.
Son concurrent direct en matière de systèmes d’éclairage et avec
des systèmes innovants est Hella, un équipementier Allemand qui
produit systèmes électroniques et d’éclairage, avec plus de 31
000 collaborateurs, ils sont en innovation constante[4]. Pour
cette raison Valeo doit être toujours en avance en termes
d’innovations et performances, ainsi avoir toujours une image
exemplaire vis-à-vis du client.
Afin de bien dresser la problématique et déterminer les
objectifs dans un processus d’industrialisation, un QQOQCP a été
fait (Figure 2).
L’objectif de ce mémoire est de déterminer les points clefs pour
maîtriser l’industrialisation des innovations, afin de bien
réussir une production en série avec un produit conforme aux
besoins du client et dans les quantités désirés pour tenir la
cadence de chaque constructeur automobile.
Dans le processus d’industrialisation il faut aussi bien prendre
en compte, acteurs comme les opérateurs qui vont monter les
produits, dans le but d’avoir une meilleure production dans les
meilleures conditions de travail, pour éviter les rebuts et les
non-conformités.
Chapitre 2 :
Points clés pour la maîtrise de l’industrialisation des
innovations
1.
Processus d’industrialisation
Un projet de conception et d’industrialisation
d’une innovation compte sur plusieurs phases. Lors d’un
lancement de projet, le comité de direction alloue les
ressources, fixe les objectifs majeurs, et nomme une
équipe. Cette équipe est composé d’un responsable Achats,
un responsable Qualité, un responsable R&D et un responsable
Méthodes. Au sein de l’équipe se trouve le chef de projet qui
coordonne l’ensemble du projet.
Le développement d’un projet tel que
l’industrialisation d’une innovation nécessite d’adopter un
standard rigoureux afin de faciliter la communication et ainsi
le respect des plannings. Un projet d’industrialisation comporte
5 grandes phases (Figure 3) dans lesquelles la charge de travail
de chaque membre de l’équipe varie en fonctionne de la phase du
projet et de chaque projet.
Kick-off : Le projet commence par une
période dite de compétition, pendant laquelle sont présentées au
client les offres technico-économiques afin d’obtenir le marché.
Conception : Après la validation client le projet et lancé, dans
cette phase on numérise les bases du produit afin de répondre au
cahier des charges. Ces numérisations ne sont pas définitives,
mais permettent d’avoir une maquette de style pour lancer le
prototypage du produit. Pendant cette conception, l’AMDEC
process commence à être réalisée et on étudie aussi les lignes
d’assemblage permettant finalement d’éditer les cahiers des
charges des différents outils, afin de lancer la consultation
des fournisseurs.
Prototype : Avec la numérisation fait du produit, on
lance la production des premières pièces en prototype pour
commencer la fabrication des moules et les différents outils
nécessaires.
Présérie : Une fois la validation de la conception
passée arrive l’une des phases les plus longues et difficiles :
la validation de tout le travail effectué précédemment. Lors de
cette phase on valide le produit et le processus de fabrication
selon le cahier de charges, en simulant les différents scénarios
auxquels le produit pourrait se trouver dans l’automobile.
Dans cette phase on reçoit les pièces produites dans les moules
chez les fournisseurs, pour ensuite valider aussi les moules et
les outils. Avec ces pièces on commence la fabrication des
premiers produits pour livrer au client.
Les outils sont réceptionnés et il est alors possible de
réaliser les premiers « runs » avec les opérateurs : cela permet
de régler la qualité des pièces (aspect et fonctionnel), de
commencer à optimiser les outils afin de faciliter le process et
ainsi atteindre l’objectif d’arriver à une qualité optimale. La
fin de cette phase est conditionnée par un audit du client, afin
de vérifier le respect des cadences à cette date et des taux de
rebuts, ainsi que la vérification des risques potentiels
énumérés par l’AMDEC
Pour la réalisation de cette étude, des points clef pour la
maitrise de l’industrialisation des innovations ont été
identifiés dans cette phase :
Validation de la répétabilité des équipements de contrôle
Analyse de problèmes et plan d’action
Relation entre les parties prenantes
Ces points importants pour le bon développement
d’un projet mais ils ne sont pas les seuls points, dans un
projet d’industrialisation on peut trouver une grande quantité
des points importants pour le succès du même.
Série : C’est lors de cette phase que les dernières mises
au point de la ligne sont fait et la montée en cadence est la
plus significative et la plus importante, car elle conditionne
le respect des délais de livraisons pour le client. L’objectif
est d’être prêt pour le SOP, date fixée par le client pour la
production série.
A la fin de cette phase un accompagnement pour
la prise en main totale du process par le service production est
fait. Elle permet aussi à l’équipe de projet de clôturer son
travail et ainsi de capitaliser le savoir acquis durant
l’industrialisation d’une innovation.
2.
Validation de la répétabilité process et des équipements de
contrôle
2.1.
Validation process
La validation du processus de fabrication est
une étape importante dans l’industrialisation de tout type de
produit, car il faut assurer une répétabilité des résultats du
produit, dans différentes conditions.
Quand le produit sera en série, des résultats finaux conformes
et stables doivent être assurés pour pouvoir avoir un suivi du
process et s’apercevoir lorsqu’un problème arrive, car le
produit montrera des résultats hors les résultats moyens.
La validation du processus de fabrication, sert
aussi à analyser l’impact du montage et analyser comme ce
dernier peut influencer les résultats des mesures et vérifier
s’il y une reproductibilité des résultats.
Finalement, la validation peut servir pour trouver pistes
d’amélioration du produit ou du process pour le rendre plus
robuste.
Pour valider le processus, une démarche doit
être mise en place (Figure 4), pour faire la validation en
prenant en compte tous les caractéristiques et les différents
combinaisons possibles.
2.2.
Validation des équipements de contrôle
Pour assurer la conformité des pièces ou du
produit aux exigences client et à la règlementation, des moyens
de contrôle doivent être mis en place. Ces moyens de contrôle,
font l’issue d’une validation pour garantir des mesures réelles
et des bons résultats, pour pouvoir livrer un produit avec les
performances espérées.
Selon la norme ISO TS 16949 paragraphe 7.6.1,
des études statistiques doivent être menées pour analyser les
variations des résultats de chaque système de mesure et
d'essais. Cette exigence s'applique aux systèmes de mesure
référencés dans le plan de surveillance. Les méthodes
analytiques et les critères d'acceptation utilisés doivent être
conformes à ceux qui figurent dans les manuels de référence du
client relatifs à l'analyse des systèmes de mesure. D'autres
méthodes d'analyse et d'autres critères d'acceptation peuvent
être utilisées s'ils sont approuvés par le client. [5]
Pour réaliser cette validation une méthode
statistique est nécessaire pour bien analyser les résultats et
avoir des données représentatives : Méthode R & R
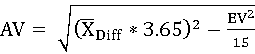
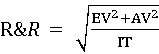
La méthode R&R (Répétabilité et
Reproductibilité) calcule la variabilité totale d’un système de
mesure et permet de séparer la répétabilité, la reproductibilité
et la variation liée à la pièce[6].
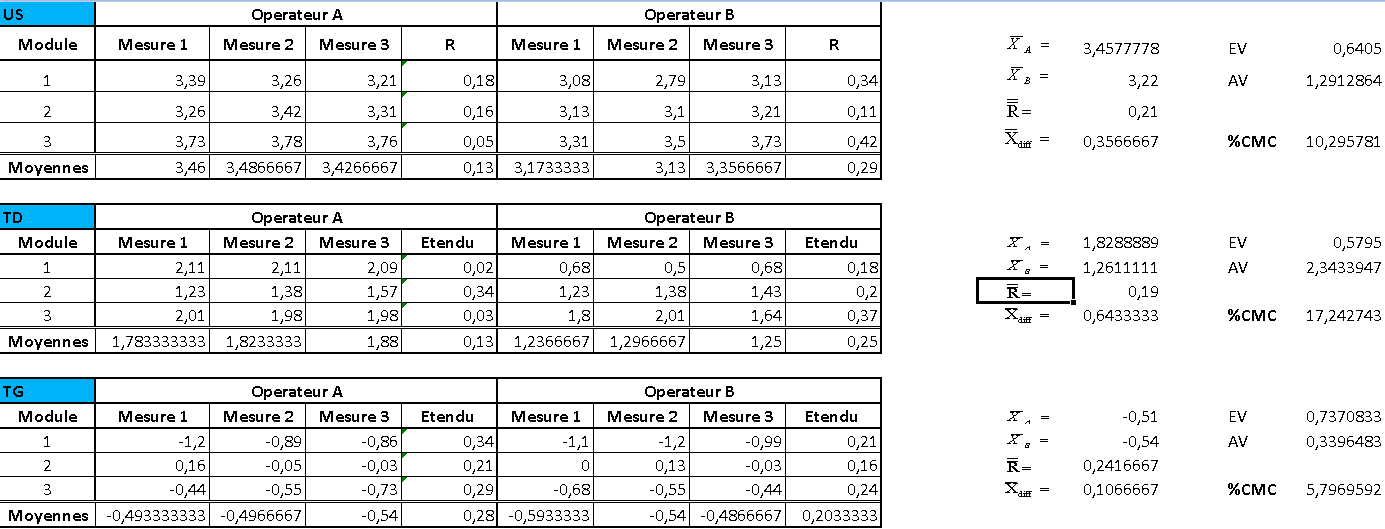
Pour quantifier la répétabilité et la
reproductibilité, la méthode des étendues et moyennes est
utilisée (Annexe 3) et pour cela plusieurs pièces, un moyen de
mesure, des opérateurs et des mesurages sont nécessaires.
Au moment de mettre en place la méthode, une
démarche pour bien organiser les mesures et bien prendre en
compte tous les caractéristiques, peut être mis en place (Figure
4).
2.3.
Démarche
Figure 4. Démarche de la validation
[Source : auteur]
Planification des mesures :
Validation process : pour commencer il faut bien
regarder quelles sont les caractéristiques de l’innovation
ou du montage qui peuvent avoir des impacts sur les
résultats contrôle et réaliser un plan d’expérience sur
les mesures à réaliser en prenant en compte les
différentes conditions du montage, les différentes pièces
et les opérateurs.
Ensuite, il faudrait définir quels sont les
paramètres de contrôle qui déterminent la conformité de la
pièce, et qui déterminent la répétabilité des mesures.
Validation moyens de contrôle : il faudrait définir
quels sont les paramètres de contrôle qui déterminent la
conformité de la pièce, pour savoir quels sont les
paramètres à mesurer
Prendre un échantillon de mesure et les ressources
nécessaires : pour réaliser une étude de répétabilité
on doit prendre un échantillon de mesure suffisante pour
avoir des résultats représentatifs et dans le cas de la
validation des moyens de contrôle, il faut des opérateurs
pour avoir différentes sources de mesure.
Réaliser les mesures : prendre les mesures des
paramètres définis avec les opérateurs, en faisant attention
de respecter le plan d’expérience. (Annexe 3)
Faire les calculs : Avec les résultats des mesures
fait, il est possible de faire les calculs statistiques qui
montrent s’il y a une répétabilité et reproductibilité dans
le contrôle.
Analyse de résultats et plan d’action : Il est
important de faire une analyse des résultats obtenus et du
processus de prisse de mesures, car des pistes
d’amélioration du produit ou process peuvent apparaitre.
Selon les résultats, il est possible tirer un
plan d’action pour résoudre un problème, pour comprendre une
situation ou pour améliorer le problème.
Dans l’industrialisation d’une innovation ou dans l’industrie en
général, on se trouve souvent face à différents problèmes,
lesquels ont doit bien traiter pour trouver la bonne solution et
éviter des conséquences non voulues pour le produit et pour la
relation client.
Dans tout problème il faut d’abord, connaitre
toutes les circonstances dans lesquelles le problème s’est
produit, pour cela il est important de connaitre le principe de
3 réels (Genchi Genbutsu) :
Genba : le lieu réel, (aller dans l’atelier,
discuter avec les opérateurs)
Genbutsu : la pièce réelle, (collecter et examiner
les pièces réelles, comparer les pièces bonnes et mauvaises)
Genjitsu : Les données réelles, (collecter et
analyser les données réelles)
Il faut tirer les leçons du terrain, pas
d’imagination, juste des faits.
Selon le type de problème rencontre on peut
avoir deux type des démarches :
2.1.
Plan Do Check Act
La Roue de Deming est une méthode célèbre qui
présente les 4 phases à enchainer successivement afin de
s'inscrire assurément dans une logique d'amélioration
continue. L'idée étant de répéter les 4 phases (Figure 5)
tant que le niveau attendu n'est pas atteint [7].
Dans un projet on est tout le temps dans une
démarche PDCA, pour traiter tous les problèmes et définir les
différents plans d’actions nécessaires.
Figure 5. Roue de Deming pour la
résolution de problèmes [Source : auteur]
Plan : Pour aborder le problème et trouver la solution,
il faut d’abord faire caractériser le problème pour connaitre le
problème et savoir où on doit agir, ensuite, faire une plan des
activités à faire pour prendre en compte toutes les
caractéristiques du produit et les différentes composantes qui
pourraient avoir une influence dans la performance finale du
produit ou dans avoir des conséquences sur la solution du
problème.
Do : Après d’avoir faire le plan, il
faudra faire une maquettage ou simulation de la solution afin de
représenter les changements voulus sur le produit ou process.
Check : avec le maquettage ou la
simulation faite, il faut s’assurer que le changement à faire
est correct et que le problème va être résolu. Pour cela il
faudrait mesurer les pièces en métrologie, faire du montage et
démontage pour voir le comportement des pièces, lancer des
essais au laboratoire ou aller sur le terrain et regarder avec
les opérateurs le comportement du produit ou process.
Avant de passer à la dernière étape, il est
important de regarder avec les autres membres de l’équipe, le
changement voulu, car ils ont une perspective différente que
pourrait donner des autres solutions ou voir des imprévus qui
pourront améliorer le produit.
Act : Quand le changement a été testé et
approuvé pour les autres membres, celui doit être mis en place
de manière permanente, soit avec les changements des plans du
produit ou avec le changement des instructions de contrôle et
ainsi capitaliser le processus fait avant.
Pour toutes les changements il faudrait avec
les nouvelles pièces arrivant « checker » que le problème ne se
reproduise pas une nouvelle fois, pour savoir rentrer de nouveau
dans la roue et planifier les pas à poursuivre et faire les
changements dans les moules, décider quand se réalisera la
rapatriation ou quels autres changements devront être faites.
2.2. 8D
Pour résoudre un problème on différents
méthodes et démarches, les 8D est une méthode plus détaillé que
le PDCA et que selon le problème pourra s’adapter mieux pour la
résolution du même.
La méthode 8D, 8 « do » (les 8 actions à réaliser) (Figure 6),
permet de corriger efficacement le problème rencontré. Est une
méthode collaborative, elle s’appuie sur l’expérience des
acteurs concernés, elle fournit un cadre standard de résolution
de problème et permet de remonter jusqu’aux causes profondes
pour éviter que les problèmes ne réapparaissent [8].
Figure 6. Démarche 8D [Source : auteur]
La démarche 8D est souvent utilisé dans
l’industrie automobile, en accentuant l'importance sur la
réaction rapide aux plaintes des clients (par exemple un
composant ou d'un produit livré au client défaillant ou sur le
terrain). Généralement, les trois premières étapes devraient
être accomplies et signalées au client en trois jours.
A différence du 8D, la méthode PDCA est utilisé
dans tout type de problème, sans qu’il vient du client, mais
trouvé dans le déroulement du projet, pour éviter avoir des
futures plaintes des clients et les avoir satisfaits.
Dans un projet d’industrialisation des
innovations ou un projet d’industrialisation en générale,
existent différents acteurs qui font partie du même (Figure 7).
Ces acteurs jouent rôles essentiels dans le déroulement du
projet et les interactions entre l’équipe projet et les acteurs
externes seront déterminantes pour la réussite du projet.
Comme première interaction et la plus
importante, existe les relations entre les membres de l’équipe.
Chaque membre de l’équipe a des compétences et missions
différentes, lesquelles dans l’ensemble vont faire surgir des
idées innovantes et vont créer une ambiance participative, dans
lequel chaque métier sera pris en compte pour le développement
de l’innovation. Cette ambiance évitera des modifications, des
problèmes ou des surcoûts dans le futur. Aussi la vision de
chaque membre peut être de grandes influences au moment de
l’approche d’un problème ou dans la prise de décisions.
Figure 7. Acteurs d'un projet
d'industrialisation [Source : auteur]
Chaque acteurs externes à l’équipe projet a des
grandes influences sur le déroulement du projet de manière
directe ou indirecte, d’où l’importance d’avoir une bonne
communication entre l’équipe projet et ces acteurs.
3.1.
Communication interne
L’équipe n’est pas capable et n’as pas toutes les compétences
techniques pour faire toutes les activités liées à l’innovation.
Pour cette raison, des autres services sont nécessaires (Figure
8).
Chaque service représente des impacts sur la
performance de l’innovation, chaque changement au décision à
prendre au sein de l’équipe projet doit être vérifié ou
consultée avec le service concerné pour empêcher d’avoir des
résultats non désirés ou avec des conséquences négatives pour
l’innovation.
Figure 8. Services internes qui
participent au projet [Source : auteur]
3.2.
Communication clients
La satisfaction client est l’objectif entier du groupe Valeo.
Pour cette raison, il est important de toujours avoir bon
contact et une bonne relation avec les clients.
Dans le cas de l’industrialisation des innovations, il peut y
avoir deux types de clients :
Les constructeurs automobiles : constituent le client
final et le plus important, c’est lui qui décide d’intégrer
l’innovation dans ses systèmes d’éclairage. La communication
avec eux est pourtant de vitale importance pour le
développement du projet.
Dans la structuration et le planning du projet
existent des jalons client qui déterminent la suite du projet,
par rapport à leur satisfaction, en fonction des résultats
obtenus pendant chaque phase.
Les équipes projets : pour les innovations que les
constructeurs décident d’avoir dans leurs systèmes
d’éclairage, une équipe projet est dédiée pour la conception
et développement (Figure 9). Ces derniers sont des clients
pour le projet d’innovation. Il est désormais très important
d’avoir une communication régulière avec ces clients, qui
vont définir les besoins des pièces pour livrer aux
constructeurs le produit final et avec lesquels il y a un
échange d’information sur le produit pour les améliorations
possibles, des problèmes rencontrés et pour se mettre
d’accord lors de la conception du produit.
Figure 9. Clients de l'innovation [Source
: auteur]
Du côté qualité la communication avec les
membres des autres équipes projet (Figure 10) est importante
pour vérifier le bon fonctionnement des pièces et valider des
spécifications pour la qualification de l’innovation. De plus,
en cas d’apparition d’un problème qu’implique le fonctionnement
du module, il est nécessaire de travailler avec eux pour trouver
la cause racine, pour en plus mettre en place un plan d’action.
Figure 10. Interactions avec les
autres équipes projet [Source : auteur]
3.3.
Communication fournisseurs
La communication avec les fournisseurs est
fondamentale pour le bon déroulement du projet. Les fournisseurs
vont déterminer en grand partie la réussite du projet, car grâce
à eux, l’équipe pourra avoir des pièces conformes pour le
produit.
Avec les fournisseurs, le flux d’information
doit être permanente et dans tous les sens. L’équipe doit
communiquer toutes les changements réalisés du produit et en
plus donner un retour d’expérience sur les pièces reçus, en
détaillant les défauts rencontrés et les améliorations à faire
pour le prochain envoie.
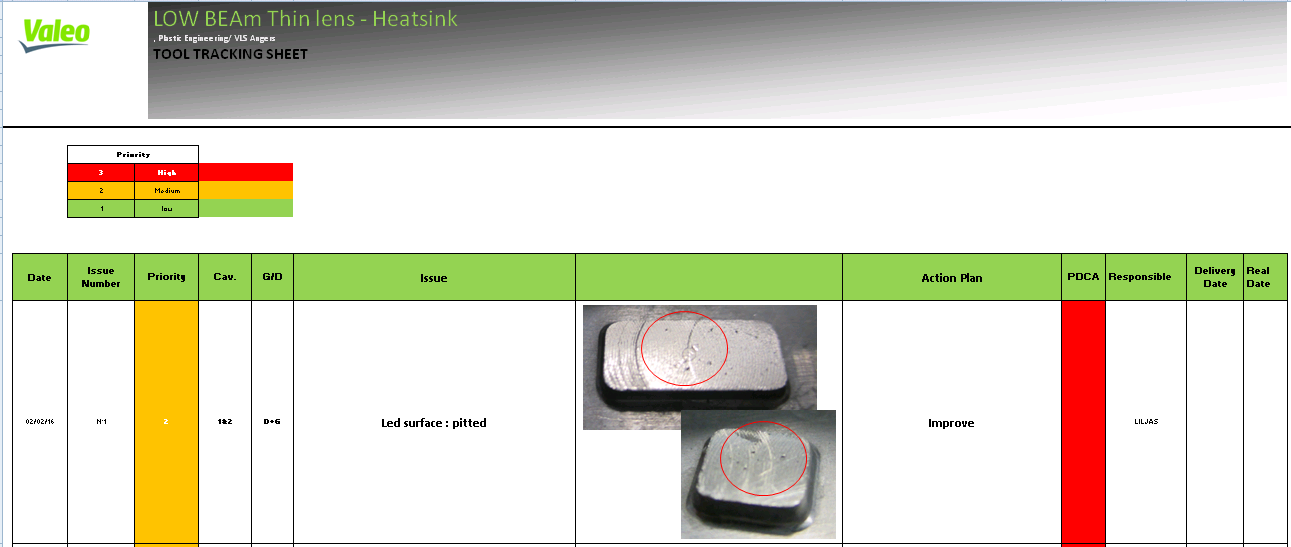
Tous les retours fait aux fournisseurs, font
l’objet d’un fichier Excel dans lequel toutes les informations
du problème et des actions à mettre en place, sont mis (Annexe
4). Les fournisseurs, doivent aussi, faire un rapport
dimensionnel des pièces envoyés pour bien assurer la conformité
aux dimensions.
En plus, l’équipe doit assurer que le
fournisseur a tous les équipements et pièces nécessaires pour
contrôler la production des pièces.
3.4.
Communication sites Valeo
Dans toutes les sites de production, il n’y pas
toutes les moyens techniques, ressources humaines ou l’espace
pour produire toutes les composants et pièces d’un produit. Pour
cette raison, pour certaines pièces, des autres sites sont
demandés de les produire.
Afin de bien planifier la production des pièces
et les besoins de l’équipe projet, il faut se mettre d’accord
selon la disponibilité des machines et des hommes du site
impliqué et gérer les problèmes possiblement rencontrés pour
bien respecter les délais. En plus l’équipe projet doit
s’assurer que le site en question ait toutes les moyens
nécessaires pour être conforme et produire la quantité
nécessaire dans les délais.
D’abord un produit avec les meilleures performances
et qui satisfait les besoins client. Avec la méthode de résolution
des problèmes, plusieurs modifications ont été faites pour
optimiser le fonctionnement du produit et éviter des non
conformités dans le futur. De plus, lors du démarrage en série,
éviter se trouver avec des problèmes qui n’ont pas été traités au
paravent.
Avec le PDCA, plusieurs problèmes ont été résolus.
Un des modifications faites après d’avoir fait la démarche a servi
de point de départ pour améliorer le produit et éviter dans le
futur, un retour client pour mauvais fonctionnement du produit.
Même si le produit paraissait conforme, des défaillances non
prisent en compte ont apparues et ont fait rendre le produit plus
robuste.
2.
Validation de la répétabilité des équipements de contrôle
Les expériences passées, avec des autres
innovations, ont montré que lors du démarrage en série, on peut se
trouver avec des produits non conformes du point de vu contrôle
qualité. Pour cette raison l’équipe à décidé de bien faire une
validation des équipements de contrôle pour à la fin, avoir des
pièces conformes et des mesures représentatives.
Les résultats de la démarche R & R (Annexe 4).
Ont donné une image de la qualité du produit, des améliorations à
faire pour éviter des problèmes optiques et en plus, on donnée une
image sur l’état optique du produit et l’état des équipements du
contrôle, pour ensuite régler les paramètres de la machine.
3.
Relations avec les parties prenantes
Les résultats plus importants escomptés et obtenus
sont la satisfaction du client. Pendant le temps de déroulement de
ce projet au sein de Valeo, deux présentations client ont été
réalisés, durant lesquelles l’avancement du projet et l’innovation
lui-même ont été présenté. Ces relations sont de vitale
importance pour le client, car lui peut voir l’état de son produit
et les performances en réelle et comprendre tout le processus. La
présentation réalisée a été bien appréciée pour le client et
s’aide à renfoncer les relations.
Les bonnes performances des innovations et la
satisfaction client ont crée une image des innovations qui a fait
que des autres constructeurs soient intéressés pour mettre les
innovations dans leurs systèmes d’éclairage.
4.
Résultats professionnels
Dans une industrie comme celle de l’automobile les innovations et
la qualité produit sont les éléments qui marquent la différence
auprès de la concurrence. Il est important de bien assurer le bon
déroulement des projets d’innovation.
Dans ce mémoire, trois points clefs pour la maitrise
d’industrialisation des innovations ont été déterminés :
Validation des moyens de contrôle, Analyse de problèmes et plan
d’action et les relations entre les parties prenantes. Si
ces 3 points sont importants, ils ne sont pas les seuls points à
prendre en compte, un projet d’industrialisation est un projet de
grande complexité qui doit être vu et maitrisé de tous les côtés.
Cette expérience dans un projet d’industrialisation dans un
équipementier automobile reconnu mondialement, peut être
représentée en quatre savoirs :
Le savoir : est un point important, le savoir c’est les
connaissances qu’on maîtrise et qu’on acquiert avec les études
et les expériences précédentes, ce savoir est important pour
comprendre les diverses techniques associées au projet et
pouvoir s’adapter.
Le savoir être : comme ingénieur et qualiticien
savoir être en entreprise et dans un milieu industriel est très
important, dans le cas d’un projet d’industrialisation existent
différents facteurs : la rigueur, pour maitriser la complexité
du projet et avoir des produits avec la meilleure qualité ; la
créativité, pour penser à toutes les solutions possibles et pour
innover ; et le travail en équipe y compris l’intégration, la
communication et la synergie, est très important car le plus
important c’est pas l’idée, c’est les gens, comment ils
travaillent ensemble, bien écouter les autres et prendre en
compte chaque point de vue.
Le savoir-faire : chaque entreprise a un savoir-faire
différent, lequel vient liée à sa mission et son expertise, pour
un équipementier dans le savoir-faire il est nécessaire de
prendre en compte chaque constructeur car chacun a un
savoir-faire différent. Il faut bien d’adapter et prendre toutes
les connaissances de l’entreprise et du client pour travailler
dans un projet d’industrialisation.
Le faire-savoir : transmettre le savoir est très
important pour pérenniser les connaissances et développer
d’avantage l’organisation. Quand le savoir est capitalisé, on
assure que dans un projet futur, on saura comment faire sans
perdre du temps ou on évitera problèmes déjà rencontrés dans le
passé. De plus, il est important de faire savoir les avancements
et les innovations pour améliorer l’image et gagner des clients,
avec maquettes, essais de présentation et la participation dans
des salons.
Ces savoirs sont les savoir qui font une
professionnelle complète et prête pour tout projet dans tout
milieu industriel.
Pour le développement de mon projet professionnel,
j’ai eu l’opportunité de réaliser le master qualité et
performances dans les organisations, dans la modalité de double
diplôme en génie de procédés d’une université en Colombie.
Dans le cadre de mon projet de fin d’études, j’ai eu la chance
d’intégrer une équipe de projets au sein de la division
Eclairage et Signalisation du groupe Valeo en tant qu’ingénieur
qualité. Cela m’a permis de connaitre le monde de l’industrie
automobile. En travaillant en collaboration avec l’ensemble des
services et avec les autres membres de l’équipe projet, j’ai pu
assimiler le rôle et les objectifs de chacun d’eux et
l’importance des ses interactions, ce qui m’as permis d’en
comprendre le fonctionnement global
Ce stage, m’a montré et a été l’occasion d’exploiter toutes les
enseignements acquis pendant mes études dans un environnement de
production sur des applications concrètes. En plus, de faire
partie d’une étude intégrante différents métiers, ce qui enrichi
mes connaissances dans plusieurs domaines.
Du point personnel, cette expérience chez Valeo, m’a fait
découvrir le fonctionnement des organisations en France et en
plus m’a montré l’importance d’un bon relationnel au milieu
professionnelle : être à l’écoute, avoir de la rigueur,
développer des synergies et avoir l’esprit d’équipe.
Finalement, je dirai que cette formation m’a convaincu de mes
choix réalisés pendant mes études et de mon orientation
professionnelle, vers l’univers de la production et le
développement des innovations.
[1] « L’industrie automobile
française. Analyse et statistiques. » Comité des constructeurs
français d’automobiles, 2014.
[2] « Activities », valeo.com. [En ligne].
Disponible sur: activities. [Consulté le: 31-mai-2016].
[3] « Document de reference Valeo 2015. » .
[4] « Purchasing Portfolio | HELLA. » [En
ligne]. Disponible sur:
http://www.hella.com/hella-com/en/Purchasing-Portfolio-934.html.
[Consulté le: 31-mai-2016].
[5] « ISO/TS 16949:2009-Systèmes de management
de la qualité - Exigences particulières pour l’application de
l’ISO 9001:2008 pour la production de série et de pièces de
rechange dans l’industrie automobile Remplace. » Editions Afnor,
www.afnor.org, Décembre-2009.
[6] « Les études R&R. » [En ligne].
Disponible sur:
http://www.demarcheiso17025.com/fiches_techniques/etudes_r_r.html#.
[Consulté le: 31-mai-2016].
[7] « La roue de Deming ou PDCA | Conseil en
Management, Qualité et Organisation. » .
[8] « La méthode 8D, ou comment résoudre
efficacement vos problèmes ! | Qualiblog | Le blog du manager
QSE. » [En ligne]. Disponible sur:
http://www.qualiblog.fr/outils-et-methodes/la-methode-8d-ou-comment-resoudre-efficacement-vos-problemes/.
[Consulté le: 31-mai-2016].
[9] « Genchi genbutsu », The Economist,
oct-2009.
[10] « PDCA, A3, DMAIC, 8D/PSP – what are the
differences? » [En ligne]. Disponible sur:
http://www.kaizen-factory.com/2013/09/11/pdca-a3-dmaic-8dpsp-what-are-the-differences/.
[Consulté le: 31-mai-2016].


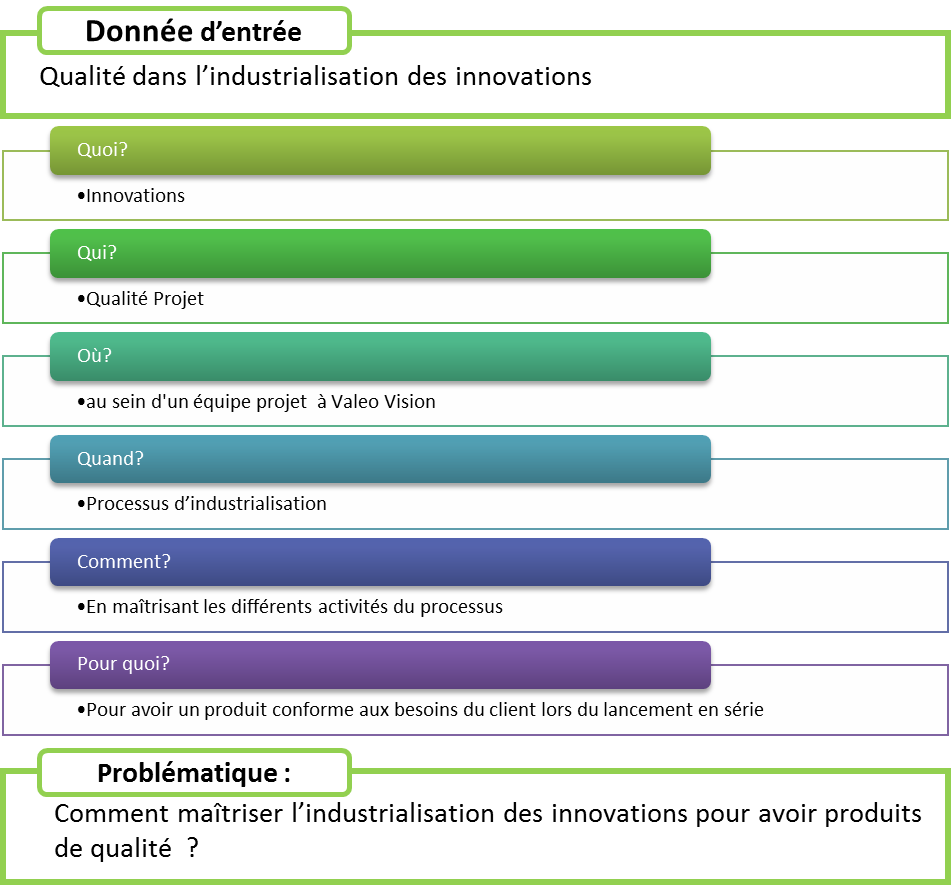

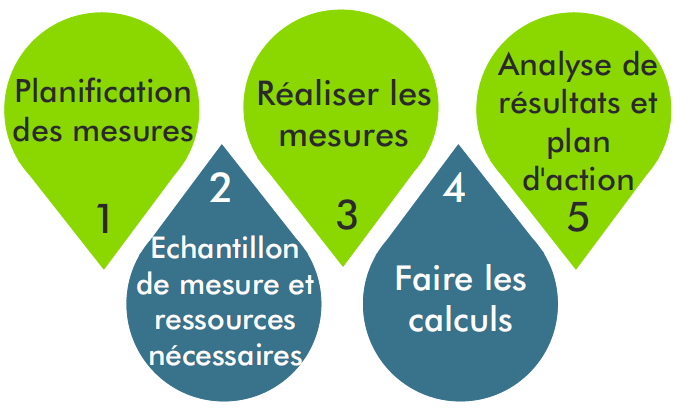

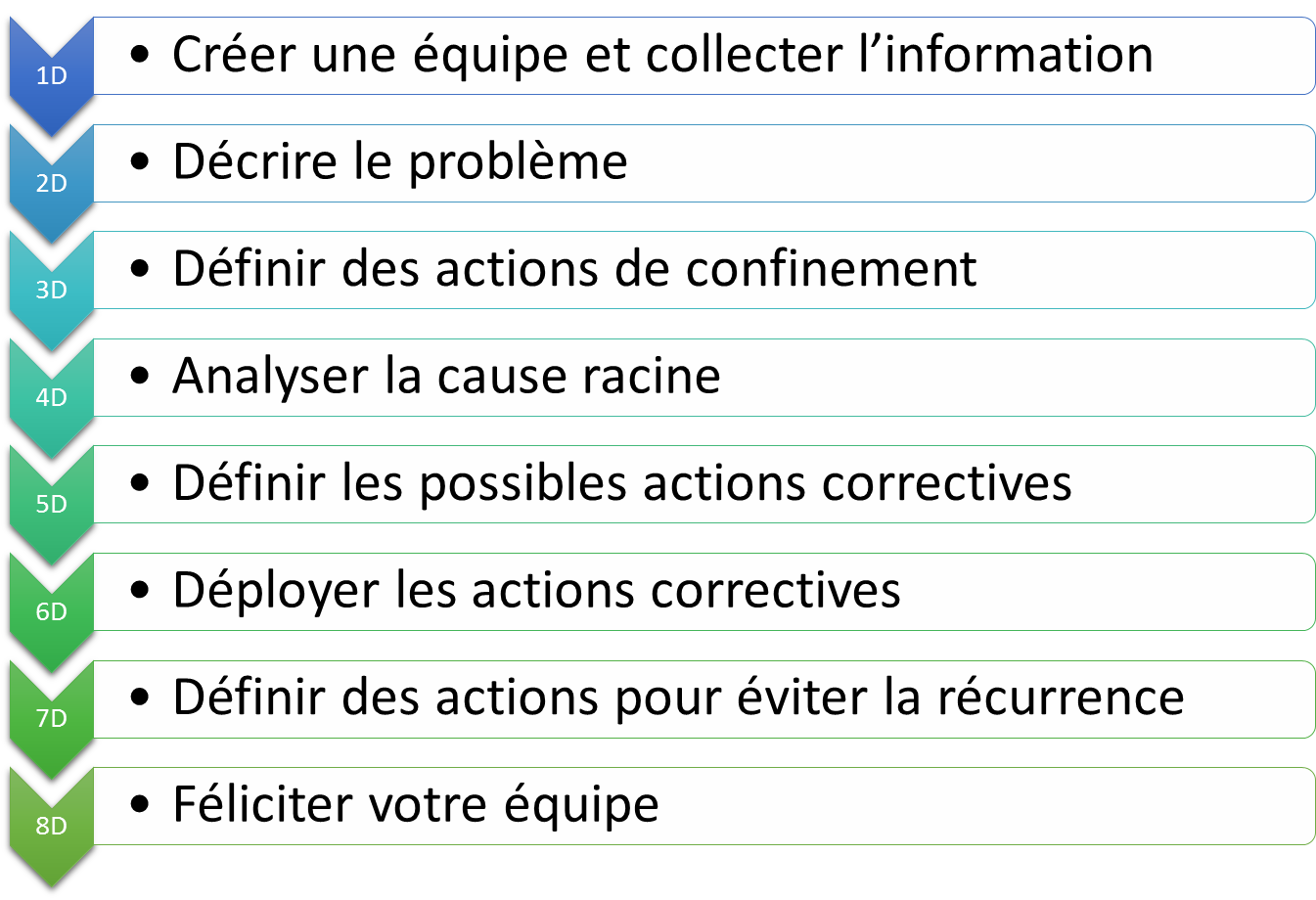 Figure 6. Démarche 8D [Source : auteur]
Figure 6. Démarche 8D [Source : auteur]
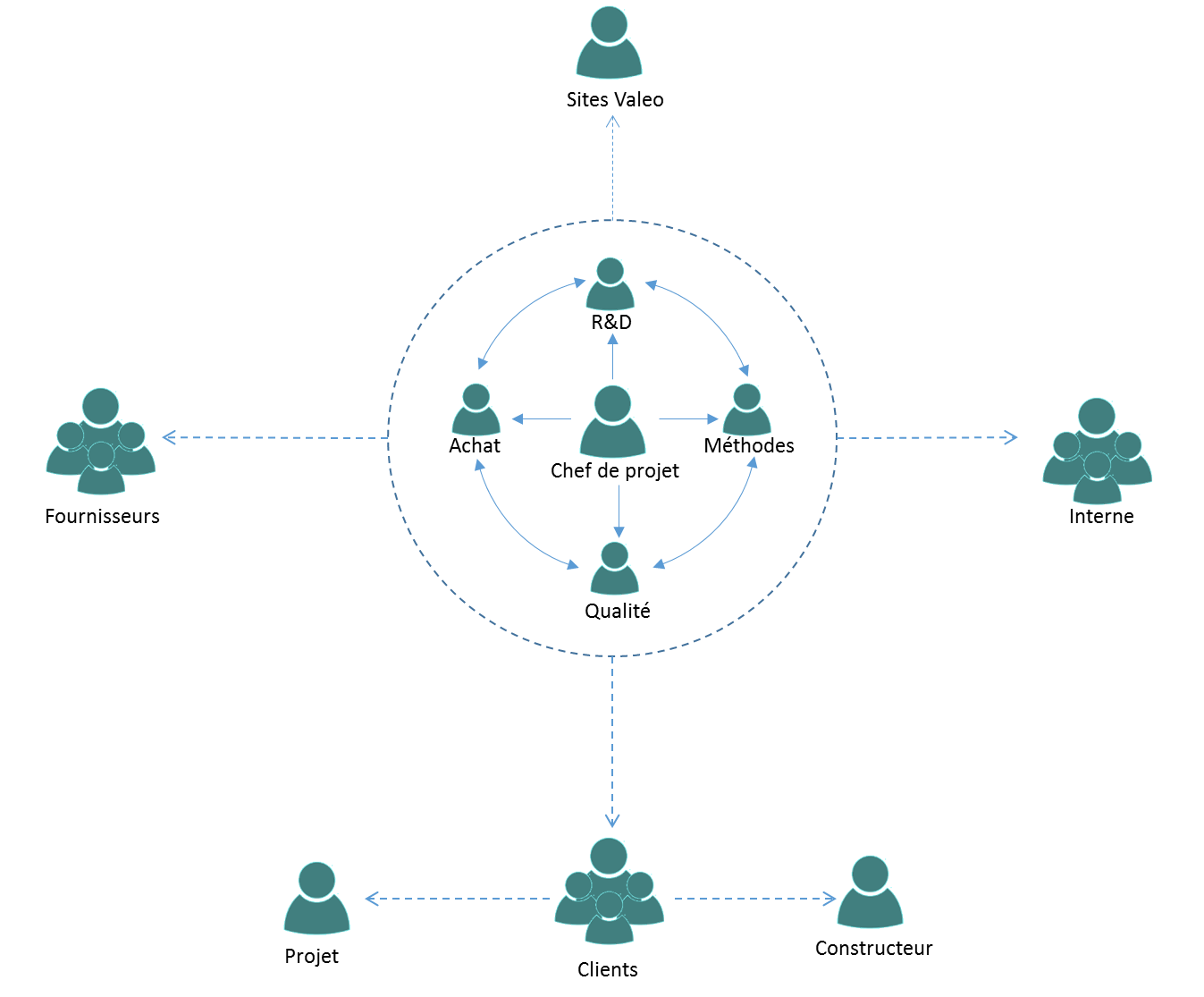 Figure 7. Acteurs d'un projet
d'industrialisation [Source : auteur]
Figure 7. Acteurs d'un projet
d'industrialisation [Source : auteur]
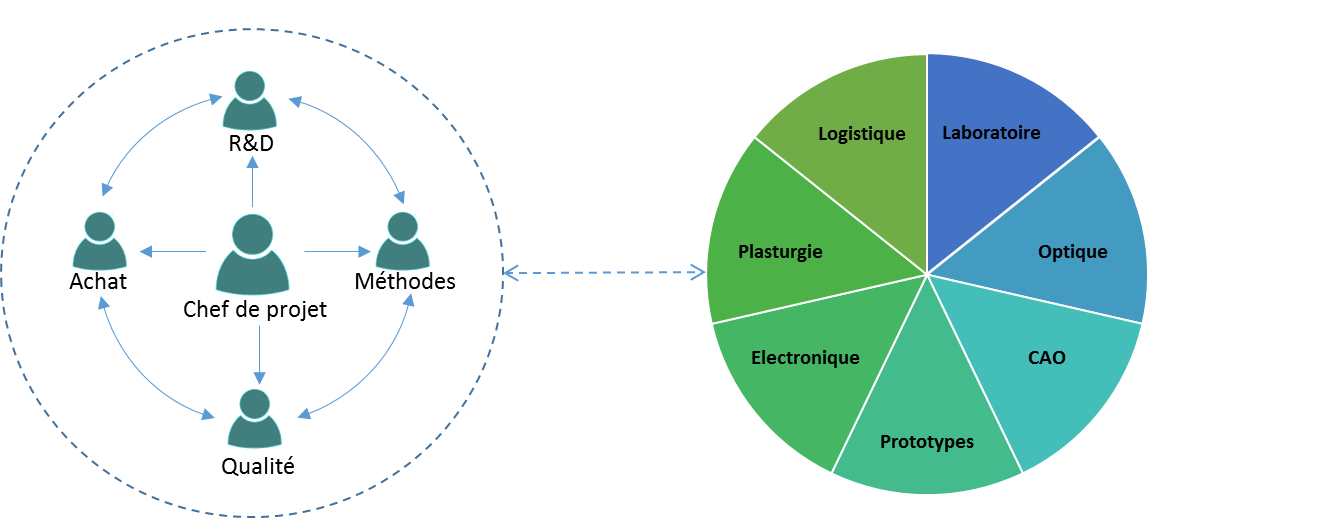 Figure 8. Services internes qui
participent au projet [Source : auteur]
Figure 8. Services internes qui
participent au projet [Source : auteur]
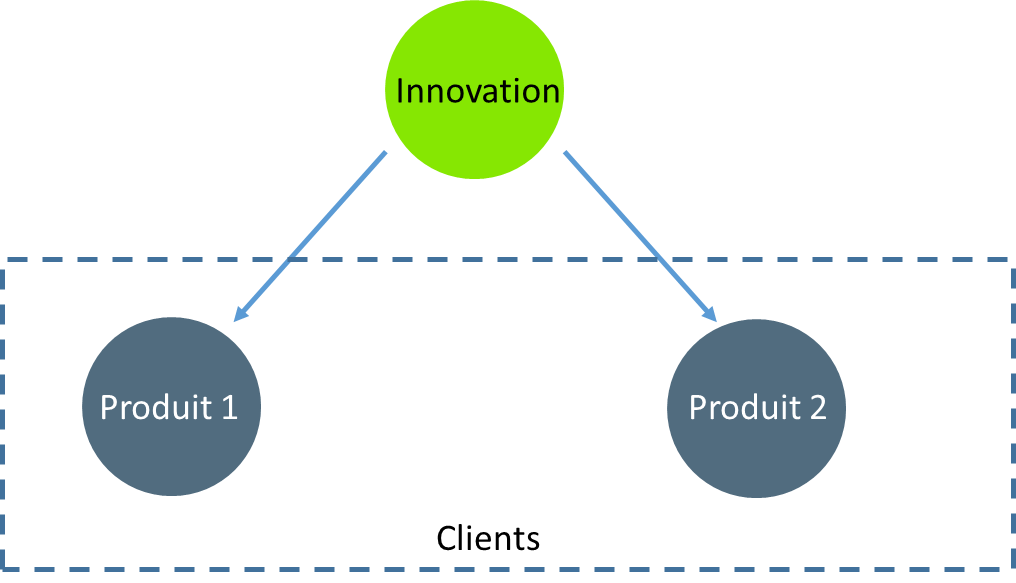
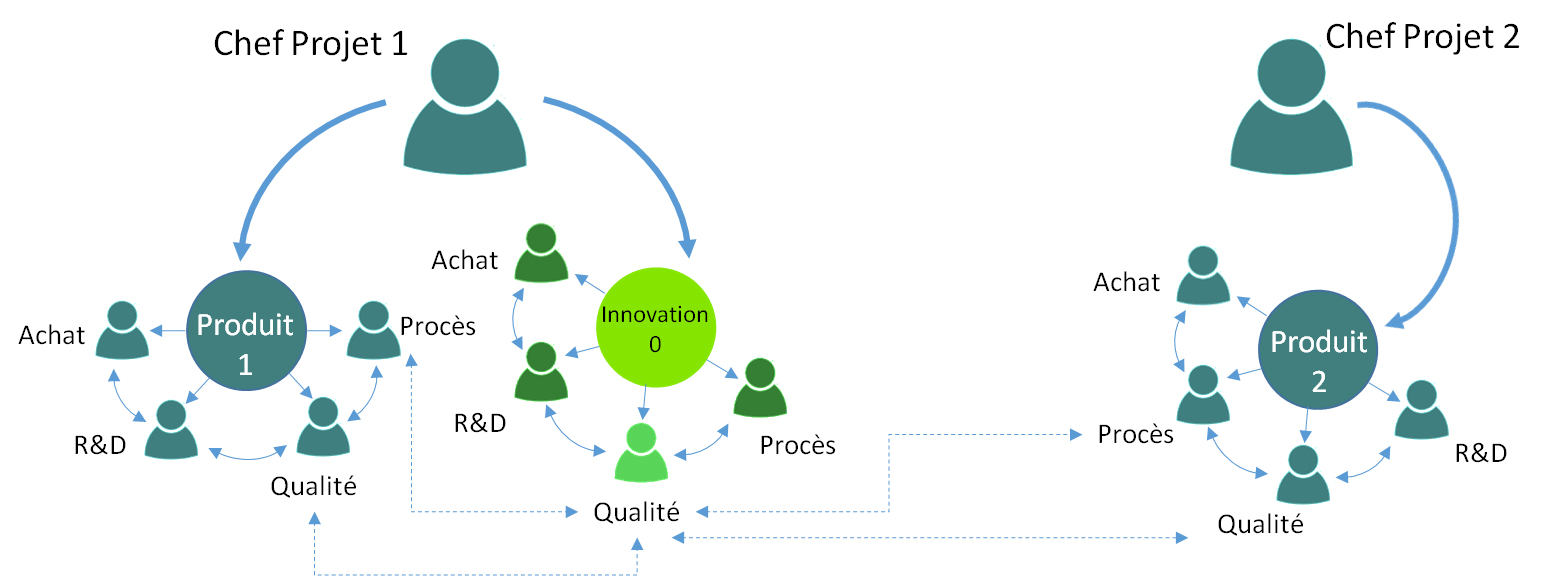 Figure 10. Interactions avec les
autres équipes projet [Source : auteur]
Figure 10. Interactions avec les
autres équipes projet [Source : auteur]