Master Qualité - Communication
publique des résultats d'un stage de fin d'études Master Qualité
- UTC - rue du docteur Schweitzer - CS 60319 - 60203
COMPIEGNE Cedex - France - master-qualite@utc.fr - Téll : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
L’amélioration de la
performance d’un service maintenance
Référence
bibliographique à rappeler pour tout usage : L’amélioration de la
performance d’un service maintenance, MARWEN
Mohamed Chedly, Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO), Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2016, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 401
RESUME
De nos
jours, le secteur automobile devient plus compétitif et
exige l’amélioration de la
performance. Pour une entreprise
multinationale qui cherche
toujours à gagner des nouveaux
marchés à une échelle mondiale
et à augmenter la productivité,
il est primordial d’investir
pour améliorer le service
maintenance vu son importance
dans l’entretien, la maintenabilité des machines et en
conséquence la réduction des couts.
« Pour s’améliorer, il
faut changer. Donc, pour
être parfait, il faut
avoir changé souvent » [1]. Alors afin d’être
parfait, il faut améliorer en continue. Dans ce
contexte, le stage consiste à
l’amélioration continue d’un
service maintenance d’une entreprise
de secteur automobile. L’amélioration de la performance
de ce service passe impérativement par trois axes :
l’Efficacité, l’Efficience et la Qualité Perçue.
Plusieurs actions sont réalisées durant la période de
stage pour préparer les audits internes et externes,
réduire les couts et garantir la satisfaction des
personnels et en conséquence pour agir et améliorer les
trois axes de performances.
Mots clés : Amélioration
continue, performance, maintenance, automobile.
ABSTRACT
Nowadays,
the automobile sector becomes more competitive. It’s
also requires the improvement of the performance. For a
multinational company which always seeks to win new
markets on a global scale and to increase productivity,
it’s a priority to invest to improve the maintenance
service because it’s importance in equipment servicing,
maintainability of the machines and consequently the
reduction of costs.
”To improve is to change ; to be perfect is to change
often”. So, to be perfect it’s good to improve
continuously. In this context, this internship consists
of the continuous improvement of a maintenance
department of an automobile sector company. The
improvement of the performance of this service passes
imperatively through three axes : Efficiency, Efficacy
and Perceived Quality. For it, they are few actions are
realized during the period of the internship to organize
internal & external audit, reduce costs and ensure
staff satisfaction so consequently to act and improve
the three axes of performance.
Avec
gratitude et reconnaissance, je remercie tous ceux qui m’ont aidé
de près ou de loin pour réaliser ce modeste travail que nous
espérons à la hauteur des efforts fournis. Je tiens tout d’abord à
remercier les membres du jury qui, par leur expertise, contribuent
à la valorisation de ce travail.
Je tiens à remercier aussi, la
direction de l’entreprise d’accueil
de m’avoir permis d’effectuer mon stage au sein de
cette multinationale.
Je voudrais de même, exprimer mes sincères remerciements à mon
tuteur industrielle et responsable maintenance pour son
encadrement intensif et ses précieux conseils professionnels tout
au long du stage.
Je
tiens aussi à remercier mon
enseignant suiveur à l’UTC « Monsieur Gilbert
FARGES », pour son humeur, son aide et sa disponibilité, sans
oublier sa participation à l’acheminement de ce rapport.
Mes vifs remerciements vont à toute l’équipe de l’entreprise
d’accueil et spécialement l’équipe maintenance pour leur aide
généreuse, leur convivialité et leur bienveillance.
Dans une situation économique de plus en plus difficile, avec une
concurrence énorme dans tous les domaines, surtout dans le domaine
industriel automobile [2], les exigences de la clientèle et
réglementaires seront de plus en plus compliqués.
Dans cette situation, les entreprises sont obligées de faire des
efforts afin de rester compétitives et occuper
une position forte sur le
marché, et tout ça passe par
l’amélioration des processus de
production et l’amélioration continue,
afin de fidéliser les clients et gagner des
nouveaux marchés tout en diminuant les charges. C’est le but de
l’amélioration continue. Elle consiste
a des actions simples qui ne
demandent ni des investissements ni des moyens trop
chers, mais qui apportent à l’entreprise divers bénéfices, citant
le gain du temps, de l’argent et du délai de production. Et ceci
est afin de satisfaire les clients et gagner des nouveaux marchés.
C’est dans ce cadre général que se situe notre projet de fin
d’études qui s’est déroulé au sein d’une entreprise de secteur
automobile, dans le but de l’obtention du diplôme de Master
Qualité et Performance dans les Organisations de l’Université de
Technologie de Compiègne (UTC).
Le choix de ce stage n’a pas été fait au hasard, il est basé sur
plusieurs critères. Tout d’abord, il m’a permis de travailler dans
un groupe multinational, ce qui me facilitera l’intégration dans
d’autres entreprises dans ma vie professionnelle. Notamment, le
secteur automobile, que j’en possède une idée auparavant et qui
est un domaine captivant, m’a toujours attiré.
Ce stage m’a donné la chance
de renforcer mes acquis théoriques
en tant qu’un ingénieur en mécanique
et mes expériences professionnelles
requises lors des stages précédents.
Chapitre
1 : Maintenance dans l’industrie automobile
1.1
L’historique de l’industrie automobile
L’automobile ou la voiture est considéré comme le principal moyen
de transport pour les pays développés pour
la circulation des citoyens et
des marchandises. Le premier véhicule a été
inventé par l’ingénieur français Joseph Cugnot en 1770, c’était
une voiture à vapeur pour l’armée française. Après plus qu’un
siècle et exactement le 3 juillet 1886 Karl Benz a inventé le
premier véhicule avec un moteur à combustion interne [3], une
voiture à essence à trois roues.
Figure 1.1 – Voiture de Karl Benz [3]
A
partir du début de 20éme siècle,
la production des automobiles en
moyenne et grande série a commencé par Ford Moteur Company. En
1903, la France fabriquait 30 204 voitures auprès 11 235 aux
États-Unis. Le nombre des voitures a augmenté à 500 milles voitures
en 1914 et atteint le 50 million voitures avant la 2éme guerre
mondiale. En 1975 les chiffres atteignent les 300 millions voitures
[4].
Le secteur automobile a évolué avec une vitesse énorme, jusqu’au
présent, presque 100 milles brevets à l’origine de la voiture
moderne. Les entreprises de ce secteur ont toujours les
premiers places du classement des
dépôt des brevets [5]. Cette évolution
a influé sur des autres secteurs
comme : le secteur économique
avec l’augmentation de nombre des
voitures vendues, l’augmentation de
nombre des employés. Le secteur automobile a
favorisé l’ouverture et les échanges culturels en facilitant les
déplacements des individus.
1.2
Le secteur automobile dans nos jours
Aujourd’hui le secteur d’industrie automobile possède des grands
groupes qui sont considérés, avec leurs chiffres d’affaires, parmi
les leaders mondiaux même en comparant avec les autres secteurs. Des
autres industries supports ont été créées comme des sous- traitants
ou des entreprises des équipementiers automobiles.
1.2.1
La production automobile
D’une année à l’autre, la
production globale des voitures
augmente suite à l’augmentation des demandes
d’achats. En 2010, le premier milliard de voiture a été dépassé, le
chiffre exact est 1015 millions [6]. L’augmentation du nombre des
véhicules est expliquée par l’évolution du nombre des voitures
fabriquées par ans avec presque 59 millions en 2002 devant 90
millions durant l’année 2015 [7].
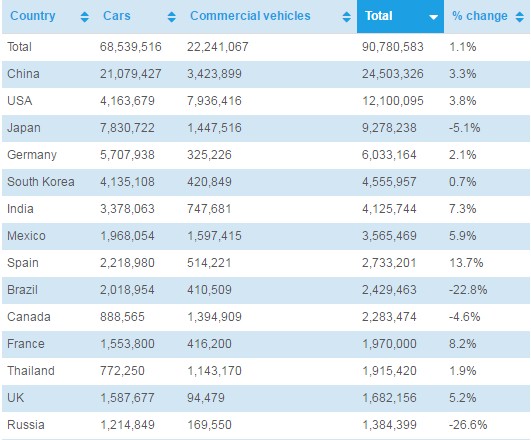
La Chine est toujours en tête
de classement des pays producteurs
non influé par la crise financière de 2008 et avec 24,5
millions de voitures en 2015 en hausse de 3,3% par rapport à 2014,
suit par les États Unis avec 12 millions. Pour le marché européen,
l’Allemagne reste en tête avec 6 millions voitures produites en
hausse de 2,1%, suit par l’Espagne et la France qui s’est imposée au
onzième rang mondiale et 3éme européen avec 1,97 millions en hausse
de 8,2% par rapport à 2014 [7].
Figure 1.2 – Classement des 15 premiers
pays producteurs en 2015 [7]
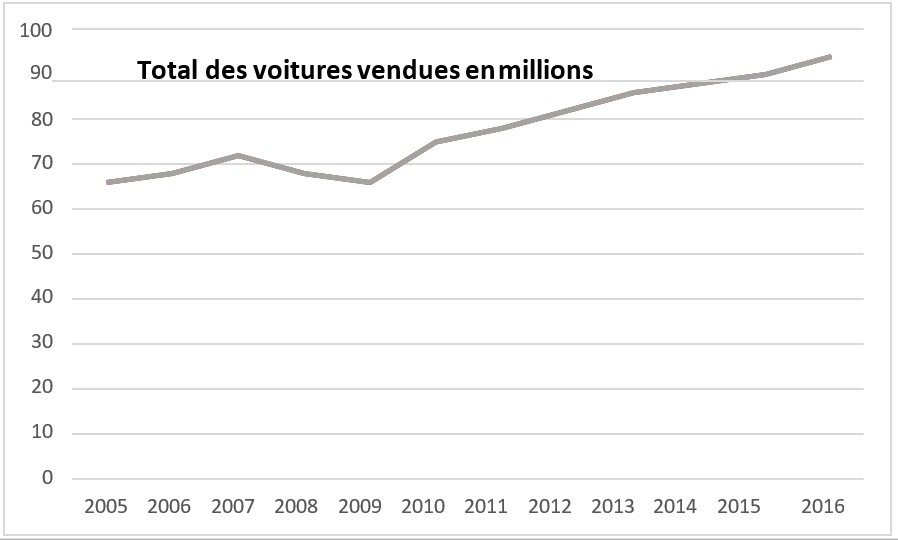
La vente
d’automobile dans le monde continue sa croissance après la chute de
2008. En 2016, 94 millions voiture ont été vendues devant 66
millions en 2005 [7].
Figure 1.3 – Le total de voitures vendues
entre 2005 et 2016 [7]
1.2.3
Le secteur automobile en France
Le
secteur automobile en France est de plus en plus développé avec la
croissance des ventes, qui atteignent 2 millions voitures (huitièmes
rang mondial et 3éme européen), et l’augmentation du nombre des
voitures produites. La part du marché des constructeurs français est
54% en 2016 [2].
Ce secteur représente 16% de chiffre d’affaires de l’industrie de
production française avec 4 400 sites de production de l’industrie
automobile et plus de 3 500 entreprises. Il emploie plus que 200
milles emplois directs mais 2,4 millions d’emplois indirects [8].
1.3
L’écosystème de l’industrie automobile
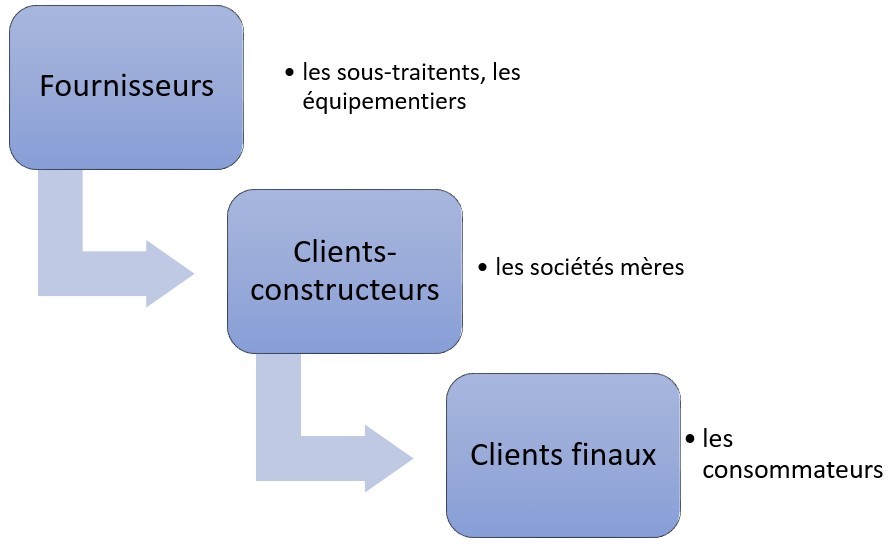
Dans
l’écosystème automobile, il existe trois acteurs principaux.
Figure 1.4 – Les acteurs principaux de l’écosystème automobile
(source auteur)
• Les fournisseurs : ils fabriquent et
commercialisent les différentes pièces du véhicule. Ils cherchent à
respecter les exigences des constructeurs en terme de cout,
qualité et délai. Cet acteur est
très important dans l’écosystème automobile
parce qu’il commence la chaine alors il faut produire des pièces
conformes pour éviter les problèmes dans toute la chaine.
• Clients-constructeurs : ils sont les entreprises
qui assemblent, produisent et commercialisent les véhicules. Son but
est de respecter tous les exigences des consommateurs afin de gagner
des nouveaux marchés.
• Les clients finaux :
le troisième et dernier acteur
de l’écosystème automobile, ceux sont les consommateurs
des produits finis. Ils cherchent toujours les innovations et la
diversité.
Il
existe plusieurs définitions du terme maintenance mais la
description de l’AFNOR reste la plus
compréhensible « la maintenance vise à
maintenir ou à rétablir un bien dans
un état spécifié afin que celui-ci soit en mesure d’assurer un
service déterminé » [9]. Les actions de maintenance contiennent
plusieurs opérations comme le réglage, la réparation, le dépannage
et le contrôle.
1.4.1
Les types de maintenance
Le
tableau 1.1 illustre les différents types de maintenance.
Table 1.1 – Les types de maintenance [10]
Type de maintenance
D´efinition
But
Pr´eventive
Syst´ematique
Desop´erations de maintenance programm´ees et effectu´ees selon un planning qui d´epend de temps de fonctionnement ou du nombre d’unit´e produites
R´eduire la probabilit´e de d´efaillance des pi`eces ou des machines,
´eliminer le risque de d´efaut avant qu’il apparait
Conditionnelle
Desop´erations de maintenance r´ealis´ees suite a` des relev´es, un diagnostic et des mesures de l’´etat de d´egradation d’un
´equipement
Corrective
Intervenir et r´ealiser des op´erations de maintenance
provisoire (d´epannage), ou permanent et durable (curative)
Reprendre le bon fonctionnement d’une machine ou d’une pi`ece apr`es l’apparition de d´efaillance
1.4.2
Les niveaux de maintenance
La norme internationale NF X 60-010 définit cinq niveaux de
maintenance :
• Niveau 1 :
Ce sont des interventions simples sans démontage ou ouverture de
l’équipement, sur place et sans l’utilisation des outils
spécifiques.
• Niveau 2 :
Ce sont des opérations de dépannages des pièces standards, des
opérations mineures de maintenance préventive réalisées par un
technicien habilité sur place.
• Niveau 3 :
Ce sont des opérations de réparation mineures, de diagnostic et
d’identification des pannes réalisées par un technicien spécialisé
sur place ou dans les locaux de maintenance.
• Niveau 4 :
Ce sont des opérations importantes
de maintenance préventive ou corrective,
il contient le réglage des
appareils de mesure et ne
contient pas les actions de reconstruction.
• Niveau 5 :
Ce sont des opérations de reconstruction ou de réparation important.
1.5
Les enjeux et la performance du service maintenance
Le service maintenance est une fonction support qui accompagne la
production et qui intervient sur tous les niveaux de cycle de vie
d’un bien. Ce service a comme objectif de garantir le bon
fonctionnement des outils de production qui est aussi le but
stratégique de l’entreprise. Aujourd’hui, la réparation des outils
n’est plus le seul objectif, il faut aussi
prévenir et éliminer le risque
d’un dysfonctionnement tout en gardant des couts
raisonnables.
De nos
jours, la maintenance n’est plus une fonction statique qui sert
juste à maintenir le bon fonctionnement des équipements mais plutôt
une activité dynamique qui participe à la
sécurité des personnels, l’amélioration
de l’environnement de travail et bien sur sa
fonction de base l’amélioration de l’efficience de l’entreprise.
Ce
service vise à augmenter la productivité de l’entreprise en
diminuant les couts, alors à améliorer l’efficience de l’entreprise.
Pour cela, il est impérativement indispensable d’améliorer la
performance de service maintenance. Pour améliorer la performance de
ce service il faut passer par les trois axes de la performance
(Efficacité, Efficience et Qualité Perçue).
De
nombreuses évolutions et innovations techniques sont en cours. Les
machines et les équipements sont de plus en plus complexes et les
attentes changent. Alors le service Maintenance est considéré comme
une partie intégrale de l’organisation, il doit être plus performant
et répond aux besoins. La maintenance n’est plus seulement le
dépannage des outils de production mais aussi l’anticipation des
pannes et leurs préventions avant l’arrêt de production.
1.5.1
Les enjeux économiques de la
maintenance
La
maintenance est une fonction primordiale pour les entreprises de
secteur automobile. D’une année à
l’autre, les entreprises dépensent
plus d’argent sur le service maintenance. En
2016 le chiffre atteint le 22,1 milliards d’euro ( 2,3% de la
production en valeur). Ce service emploie 420 000 personnes de
qualifications élevées [11].
Alors
la maintenance est une fonction
couteuse (les couts de maintenance
et les couts des défauts de
maintenance), pour cela les
entreprises mettent cette fonction dans
leur choix d’investissement. Il faut
répondre à l’enjeu économique en entretenir
les équipements pour économiser et limiter le recyclage.
En
conclusion, le service de maintenance
est très important pour chaque
entreprise car il la soutient pour garantir la disponibilité des
machines par la réduction du nombre des pannes et des aléas et en
conséquence augmenter durablement l’efficacité du système de
production en augmentant le taux de rendement production (TRP) et
en assurant la production en
continue. La conséquence économique
d’une mauvaise gestion de maintenance
est le cout d’indisponibilité des
machines qui influe à moyen terme sur la
productivité de l’entreprise.
Figure 1.5 – Les enjeux économiques de la
maintenance (source auteur)
Aujourd’hui, la maintenance devient une fonction stratégique
pour les entreprises. Les enjeux stratégiques de cette fonction sont
:
• la sécurité des personnels.
• le cadre juridique : le respect des exigences.
La chaine de création de valeur a donné une place importante au
fournisseur. Après la crise de 2008, les constructeurs ont constatés
que 75% de la valeur et 50% environ des pièces
d’un véhicule sont aux fournisseurs
[12]. Avec les innovations qui seront
proposé par les équipementiers, le
constructeur sera plus dépendant de
ces derniers, par exemple, selon une
étude faite, les équipementiers
représentent en moyenne 75% de la valeur ajoutée
d’une voiture en 2008 [13].
L’alerte de la crise a été très forte chez les constructeurs et ils
ne veulent pas que ça recommence pour cela
ils ont focalisé leurs investissements
sur les équipementiers afin de gagner
des nouveaux marchés et de
fidéliser leurs clients. En tenant
compte de l’importance de fournisseur, il faut concentrer sur le
service maintenance de ce dernier afin de diminuer le cout pour
qu’il sera en adéquat avec le prix demandé par le constructeur et
améliorer la productivité.
Pour répondre à tous ces enjeux, le service maintenance doit
posséder du personnel compétent sur le plan technique afin de
diminuer le nombre des pannes et organisationnel afin d’assurer la
sécurité technique, juridique et financière de l’organisme,
améliorer les relations entre le service maintenance et les autres
services et maitriser les couts de maintenance.
1.5.3
Les exigences du nouveau référentiel Qualité IATF 16949
La nouvelle version IATF 16949 : 2016 a remplacé la norme ISO/TS
16949 : 2009. Cette norme de système de management de la qualité
applicable au secteur automobile est publiée par IATF (International
Automotive Task Force) est paru (début octobre 2016). Le
titre de la norme est ”Exigences
pour les Systèmes de management
de la qualité applicable aux organismes pour la production de
série et de pièces de rechange dans l’industrie automobile”. Après
des réunions avec le responsable maintenance, les points
les plus importants pour le
service maintenance ont été définit
pour respecter les exigences de la norme internationale et
pour fidéliser les clients-constructeurs. Ces points sont :
• Les pièces critiques :
ce sont les pièces de rechange
les plus importants pour chaque ligne de
production. Il faut bien gérer le stock pour ces pièces, définir le
point de commande et penser toujours à faire les inventaires de
stock pour ces pièces.
• Plan de maintenance préventif : la planification
des opérations de maintenance préventif sur une durée déterminée
pour chaque ligne de production. Il contient tous les actions
réalisées et à réalisées, la périodicité de chaque action et le type
de l’opération. Il faut bien respecter les délais de chaque action.
• L’amélioration continue :
montrer que la service maintenance
a entamé une démarche d’amélioration continue en lançant
des chantiers dans leurs locaux et en impliquant leurs personnels
dans cette démarche.
• L’organisation du service : optimiser et définir
d’une manière performant l’organigramme du service en tenant compte
des compétences des personnels afin de décrire le
rôle de chaque acteur de service
et valoriser la communication entre les
différents acteurs.
• Le temps de cycle et le MTBF : ces deux
indicateurs sont très importants pour le client
vis-à-vis le service maintenance. Ces
indicateurs mesurent la fiabilité des
équipements et la productivité de
l’entreprise pour cela il faut
assurer le calcul régulier de ces indicateurs afin de mesurer
la performance du service.
De nos jours, et pour une
entreprise multinationale qui cherche
à rester compétitive face à ses concurrents, le service
maintenance devient de plus en plus important, comme les autres
services de l’entreprise et dont le but est de garantir la
disponibilité des machines, la performance des matériels qui sont
parmi les principaux facteurs qui provoque
l’amélioration de la productivité de
travail [14]. Dans ce cadre,
l’entreprise a besoin d’avoir un stagiaire Qualité responsable de
l’amélioration continue de service de maintenance, par conséquence
cette société m’a donné la chance de contribuer à ce projet. Dans le
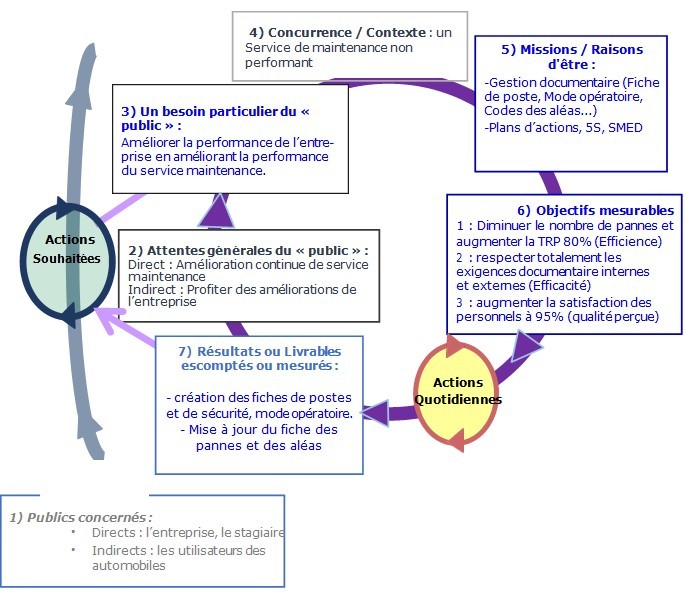
but de bien identifier le besoin de la société, les objectifs et les
missions et du stage, une planification Dynamique et Stratégique
(PDS) a été réalisée.
Figure 1.6 – PDS (source auteur)
1.7
Problématique
Afin d’assurer sa position parmi les leaders mondiaux, et pour
gagner des nouveaux marchés, la société est devant un challenge qui
consiste non seulement à maintenir un niveau élevé de qualité mais
aussi à augmenter la productivité. La hausse de productivité dépend
de la performance du service de maintenance. Avec un taux de
rendement de productivité (TRP) juste, même
parfois insuffisant (62%), une moyenne du
temps de fonctionnement entre les pannes (MTBF) élevé, presque un
panne ou aléa tous les 3 minutes, un système documentaire qui
respecte qu’à 60% les règlements de sécurité et de qualité internes
et externes, des personnels non parfaitement satisfaits de
l’environnement de travail, alors des pertes énormes en termes de
cout et de temps, l’entreprise trouve des difficultés pour améliorer
la performance du service maintenance et du coup pour améliorer sa
performance par rapport aux autres concurrents.
Le QQOQCCP (Qui ? Quoi ? Ou` ? Quand ? Comment ? Combien ? Pourquoi
?), est une méthode expérimentale de
questionnement. Toute démarche d’analyse
implique, en effet, une phase
préalable de « questionnement systématique
et exhaustif » pour mieux cerner le projet [15].
Directs :
l’entreprise d’accueil, Stagiaire en Master 2 Qualit´e.
Indirect : UTC.
QUOI ?
Nombre des pannes ´elev´e, insatisfaction des
personnels, le
non-respect des exigences de qualit´e et de s´ecurit´e qui provoquent la non performance de ce service
maintenance et en cons´equence la non performance de l’entreprise.
Ou`?
Service
maintenance d’une entreprise de secteur automobile.
QUAND ?
Lors des audits internes, client,
financieretlarevuededirection.
COMMENT ?
Par l’utilisation des m´ethodes d’am´elioration continue, la gestion documentaire et
l’organisation de service.
POURQUOI ?
Pour augmenter la disponibilit´e des machines, diminuer les couˆts, pour respecter les
exigences internes et externes, pour am´eliorer la satisfaction des personnels =>Am´eliorer la performance du service.
L’objectif du projet de ce
stage est d’accompagner l’entreprise à
lancer des chantiers d’amélioration
continue sur les lignes de
production pour augmenter l’efficience et la
qualité perçue et d’améliorer le système documentaire et préparer
des audits internes, clients et financiers afin de répondre aux
exigences qualité/sécurité et maintenir l’efficacité de
l’entreprise.
Les objectifs mesurables sont :
• Améliorer l’efficience :
—Diminuer le nombre de pannes et augmenter le MTBF.
—Diminuer le temps de changement des séries.
• Améliorer l’efficacité :
—Augmenter la TRP à 80%.
—Maintenir la sécurité des personnels.
• Qualité perçue :
—Améliorer la satisfaction des personnels à 95%.
1.9
Risques et alternatives
Chaque projet contient des risques et des contraintes qui peuvent
perturber le bon déroulement du travail, pour cela, et avant de
commencer le projet, il faut prévenir ces risques et
trouver des alternatives. Une étude
est faite permet d’anticiper les
risques liés au projet. La maitrise
des risques est faite pour identifier,
évaluer et prioriser les risque afin d’intervenir,
réduire et contrôler la probabilité de ces évènements, et réduire
l’effet de ces risques.
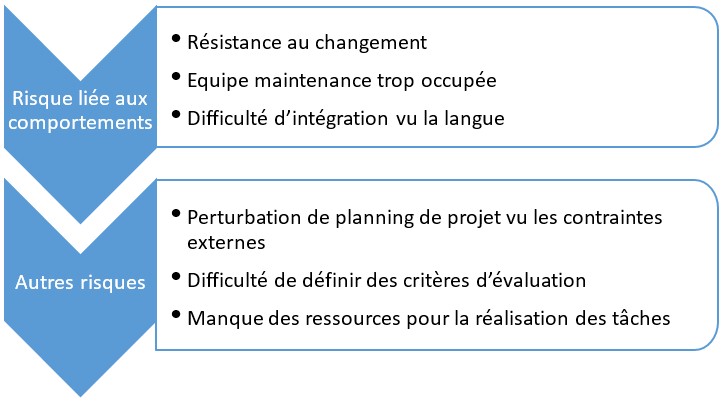
Les risques du projet sont illustrés dans le schéma ci-dessous.
Figure 1.7 – Les risques du projet (source
auteur)
Une évaluation est indispensable pour classer les risques selon la
criticité de chaque danger. La criticité est mesurée en se basant
sur les deux paramètres suivants :
• Fréquence : c’est la
probabilité d’apparition du risque
(Improbable, Probable, Très probable).
• Gravité : c’est la mesure de l’importance des
conséquences des risques (Faible, Moyenne, Grave).
Afin d’intervenir et éliminer les risques de projet avant leurs
apparitions, des alternatives sont mises en place. Les opportunités
sont identifiées ci-dessous.
Table 1.4 – Risques de projet
Risque
Gravit´e
Fr´equence
Criticit´e
Alternative
R´esistance au
changement
Grave
Probable
Risque Grave
•Accompagnement et
motivation du per- sonnel.
•Demande`a la direc-
tion d’agir et de mo- tiver les ´equipes.
Equipe maintenance trop occup´ee
Grave
Tr`es Probable
Risque Grave
•Explication des
avantages des ac- tions
deprojet.
•Planifier desrendez-
vous en avance.
Difficult´e d’int´egrationvu la langue
Faible
Probable
Risque mineur
Parleravec les personnels a` la pause pour
faciliter l’int´egration.
Perturbation
de planning de projet vu les contraintes
externes
Moyenne
Probable
Risque moyen
L’utilisation des m´ethodes agiles, ˆetre flexible face au changement.
Difficult´ede d´efinirdes crit`eres d’´evaluation
Faible
Probable
Risque mineur
•Lar´ealisation d’un
benchmark et la
comparaison des indicateurs.
•La communication
avec le tuteur et la compr´ehension des objectifs.
Manque des ressources pour la r´ealisation des taˆches
Une dizaine des actions et 3 méthodes d’amélioration continue ayant
été élaborées durant le stage. Le but
de ces actions est l’amélioration
de la performance de service maintenance
afin d’améliorer l’efficience de l’entreprise.
2.1 Le
choix des méthodes
Pour améliorer la performance d’une entreprise, des méthodes
d’amélioration continue ont mis en
service afin de faciliter la
démarche. Il est nécessaire
d’identifier les méthodes qui coïncident avec le problème déjà
définit pour atteint les objectifs fixés.
Une comparaison est réalisée afin
de définir les méthodes les plus
adaptées pour réussir à améliorer le service maintenance [16].
• Six sigma : une
méthode qui vise à améliorer la
qualité d’un produit ou d’un processus par
la réduction de la non qualité et la variabilité dans les processus.
• SMED : c’est le
changement rapide des outils, le
but de la méthode est de
diminuer le temps de changement
des séries et des références
afin de diminuer les couts.
• 5S : c’est une méthode d’amélioration continue
composée de cinq étapes dont le but est d’organiser et d’améliorer
l’espace de travail, augmenter la satisfaction des personnels et de
réduire les couts et le temps.
• Kan ban : c’est une méthode de gestion de
production qui a pour but de contrôler la production d’un poste en
amont aux besoins exacts du poste aval afin de limiter le stock
entre les postes.
• AMDEC : l’analyse des modes de défaillance, de
leur criticité et de leurs effets, c’est un outil
de maintenance préventif qui permet
d’identifier les causes des pannes et des aléas et
leurs gravités afin d’intervenir et éliminer les risques.
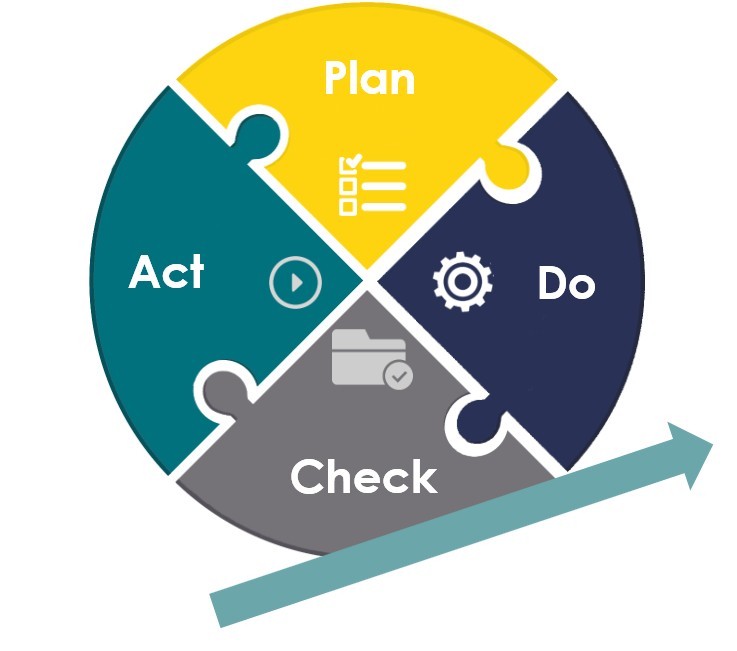
• PDCA : (plan, do, check, act) Quatre étapes qui
définissent la démarche d’amélioration continue, le but de méthode
est de trouver les causes racines des problèmes, mettre
en place les actions les plus
adaptées, contrôler les résultats régulièrement et
intervenir pour maintenir l’efficacité des actions.
• Kai zen : c’est
une méthode qui se concentre sur
l’implication des personnels pour améliorer la qualité
des produits et la productivité.
Afin de choisir les méthodes qui coïncident avec le contexte et la
problématique et pour atteindre les
objectifs fixés, trois critères sont
mis en place pour comparer ces
méthodes.
Table 2.1 – Comparaison entre les méthodes
Adaptation au
besoin
Facilit´edela m´ethode
Connaissance de lam´ethode
Six Sigma
+
-
++
SMED
++
+
+
5S
+++
+
++
Kan ban
-
+
+
AMDEC
-
-
++
PDCA
+++
+
++
Kai zen
++
+
-
Suite à cette comparaison, les
méthodes qui ont remporté plus
des points positifs sont le SMED, 5S et PDCA. Ces
méthodes permettent de :
Table 2.2 – Les objectifs du projet par méthode [7]
M´ethode
Objectif
Am´elioration de performance
5S
Am´eliorer l’environnement de travail, augmenter
la satisfaction des
personnels, am´eliorer l’hygi`ene et la s´ecurit´e, optimiser l’image de l’entreprise vis-`a-vis les clients et les
personnels.
5S : cette méthode est utilisée vu son aspect visuel. Elle
contribue à l’optimisation de satisfaction des personnels qui est un
objectif du projet vu qu’elle transforme l’environnement de travail
de l’entreprise comme son image devant ses clients et meme ses
personnels.
Aussi cette méthode améliore la motivation du personnel vu qu’elle
est basée sur un management participatif. En
plus le 5S est l’une des
méthodes les plus performantes pour
l’amélioration de l’efficience vu
qu’elle participe à la réduction
de gaspillage de temps et d’énergie puisqu’elle favorise
le travail dans un environnement propre et bien rangé
alors elle permet d’optimiser
indirectement le chiffre d’affaire de
l’entreprise. Une autre raison de l’utilisation du 5S est sa
simplicité et son adaptation aux objectifs du projet, en plus la
plupart des personnels de l’entreprise sont déjà formés sur cette
méthode et ils sont en mesure de l’accepter et l’adopter qui va
facilite sa mise en place.
SMED : l’un des objectifs du
projet est d’améliorer l’efficience de
service maintenance vu son importance
dans l’amélioration de la performance.
Pour etre efficient il faut optimiser
et bien gérer la consommation
des ressources, l’une de ces
ressources est le temps. Après la réalisation des observations sur
ligne, on a constaté qu’il existe un écart du
temps alloué au changement des
séries par rapport aux autres
sites de l’entreprise, nous avons
décidé de lancer un chantier
SMED sur une ligne de
production. Le choix de cette
méthode est dù principalement à l’adaptation au
besoin, vu qu’elle consiste à réduire
la durée de changement des
outils lors d’un changement de
référence. Alors ce changement rapide
cause la réduction au minimum du
temps inutile, l’augmentation de la productivité avec la
diminution des couts et en conséquence l’augmentation du chiffre
d’affaire et du gain d’argent pour l’entreprise.
PDCA :
le choix de PDCA est du tout d’abord à la connaissance de cette
méthode par toute l’équipe de projet, et derrière chaque méthode
d’amélioration continue, il y a l’esprit de
PDCA. C’est un principe fondamental
de l’amélioration. Dans ce projet le PDCA
est combiné avec le 5S pour construire une approche cyclique qui
permet de s’améliorer en permanence.
2.2
Amélioration de l’efficacité de
service maintenance 2.2.1
Présentation du système documentaire
Le premier type des actions sont des taches qui servent à :
• faciliter et clarifier les opérations pour les
personnels,
• standardiser les opérations pour maintenir
l’Interopérabilité,
• préparer les audits financiers,
• répondre aux exigences externes dont les
exigences de la norme IATF 16949,
• répondre au risque de perte de savoir-faire ou
de maitrise des personnels.
L’objectif de ces actions est
d’améliorer l’efficacité de service
maintenance et le respect du système documentaire aux
exigences réglementaires à 100%. Ces documents contiennent des modes
opératoires, des fiches de postes et de sécurité, des codes des
pannes et des aléas, etc.
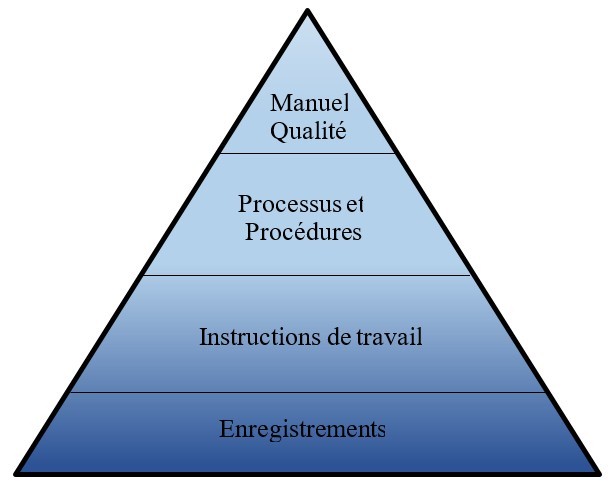
Lorsqu’on parle d’un système
documentaire, on constate toujours
qu’il y a des confusions entre ses éléments. L’ISO
9001 a bien structuré ces éléments sous la forme d’un pyramide
appelé « pyramide documentaire » [17].
Manuel Qualité : c’est un
document qui décrit la politique
et la stratégie de l’entreprise en matière de
management de la qualité.
Processus et procédures : ce
sont des documents qui formalisent
la manière avec laquelle on peut accomplir une activité. Ils
décrivent les responsabilités et doivent répondre à l’interrogation
« Qui fait Quoi ? ».
Instructions de travail : c’est un document
opérationnel qui décrit précisément les taches, il peut etre un mode
opératoire ou autres documents de travail.
Enregistrements : ce sont des documents qui
garantissent la traçabilité et justifient les résultats des
opérations.
Les
documents concernés, dans cette première partie de projet qui a pour
objectif l’amélioration de système documentaire, sont des
instructions de travail qui seront créés ou modifiés, s’ils existent
déjà, afin de respecter les exigences internes de l’entreprise.
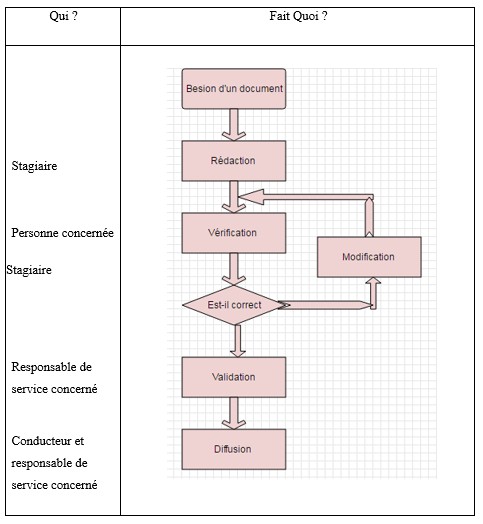
La méthode appliquée lors du
stage afin d’améliorer le système
documentaire est illustré dans le
tableau 6. Le nom de la
méthode choisie est représenté sous
la forme d’une formule ‘mathématique’ : 2 × RV + D.
Table 2.3 – Les étapes de la méthode 2 ×
RV + D (source auteur)
Cette
démarche commence toujours avec un besoin soit pour respecter les
exigences externes ou pour augmenter la productivité du
l’entreprise.
♦ La présentation de la méthode
Cette méthode est mise en place
afin de construire un système
documentaire qui respect les exigences.
La méthode tire son nom des
5 des premières lettres des mots qui
la composent : Rédaction, Vérification, Rectification, Validation,
Diffusion.
• Rédaction :
Cette étape commence avec des réunions avec le responsable du
service concerné du document. Ce dernier
explique précisément tous les besoins
et les attentes vis-à-vis du document,
il donne la cause de
l’élaboration du document et la forme
souhaitée. Une date précise est fixée dès le début pour finir la
rédaction, il est possible de se baser sur des anciens documents
afin de connaitre la forme standard des documents de l’entreprise.
• Vérification :
Une fois la rédaction est
terminée, une vérification a été
effectuée dont le but est de
controler la véracité, l’utilité des
informations et la qualité et du
document. Cette étape est exécutée par les superviseurs, les
utilisateurs directs des documents, par exemple
pour une fiche sécurité d’une
machine, la vérification est faite par l’opérateur qui
travaille sur cette machine.
• Rectification :
Parfois après la vérification, les
opérateurs, les superviseurs ou les
techniciens demandent des modifications à
cause de manque des informations
ou la présence des informations inutiles. Pour cela des
réunions ont été planifiées avec les personnes concernés
afin d’identifier les besoins
spécifiques d’amélioration des documents.
• Validation :
Après la validation des utilisateurs,
une dernière réunion avec le
responsable de service concerné était
planifiée afin de valider le
document et préparer la diffusion. Le responsable
se concentre principalement sur la forme de document pour qu’il soit
conforme avec le standard de l’entreprise.
• Diffusion :
Dès que le document soit validé
par le responsable, un email est
envoyé aux utilisateurs pour prendre en compte les
modifications. Une fiche est diffusée, avec les fiches sécurité et
les modes opératoires, à remplir et signé par les utilisateurs des
machines concernées. Un email est envoyé à la direction avec le
document, la référence et l’objectif afin de mettre à jour la base
de données interne.
Avant la création de ces documents, une mesure de performance a
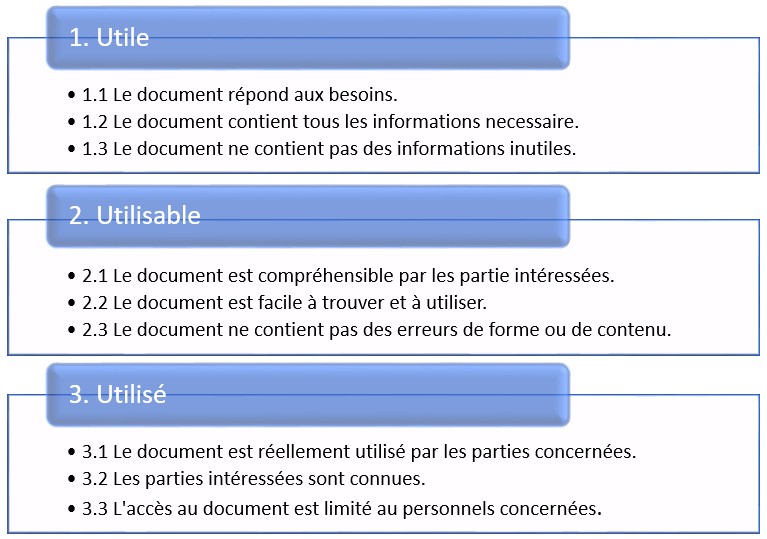
été élaborée afin de vérifier la nécessité de ces actions. La
méthode utilisée est la règle des trois U, Cette partie est inspiré
du MIM ”Système documentaire ISO 9001 et Performance de
l’entreprise”.[18].
• Utile : ce document et son contenu sera-t-il
utile ? répond-il au besoin ?
• Utilisable : le document sera-t-il
compréhensible ? facile à utiliser ?
• Utilisé : le document sera-t-il réellement
utilisé par les parties concernées ? Qui sont les parties
intéressées ?
Figure 2.3 – La règle de 3U (source auteur)
♦ Choix des sous-critères
Afin
de mesurer correctement la performance
des documents, des critères fiables
ont été bien choisis par le
stagiaire en collaboration avec le
responsable de service maintenance. Après
des réunions de consultation, 9
critères ont été sélectionnés et privilèges,
3 sous-critères pour chaque critère.
Figure 2.4 – Critères et sous-critères de performance (source
auteur)
Après la mise en place des sous critères, il faut faire une
évaluation. Le choix de véracité est fait pour répondre parfaitement
aux critères sélectionnés. L’échelle de véracité contient quatre
valeurs pour etre plus précis. Ce tableau illustre les quatre
niveaux de véracité :
Table 2.4 – Les niveaux de véracité
Explication des
niveaux dev´eracit´e
Choixdev´eracit´e
Taux de v´eracit´e
La proposition
est certainement
faux
Totalement Faux
0%
La proposition
est rarement vrai
Plutoˆtfaux
35%
La proposition
est souvent vrai
Plutoˆtvrai
70%
La proposition
est surement vrai
VraiProuv´e
100%
L’évaluation est faite pour chaque sous-critère, et chaque
intervalle de véracité a un niveau de performance qu’il le convient.
Le tableau ci-après démontre la relation entre le taux de véracité
et la performance.
Table 2.5 – Les performances selon le taux de véracité
TauxdeV´eracit´e
Performance
0% - 20%
Insuffisant
20% - 50%
Informel
50% - 80%
Convaincant
80% – 100%
Performant
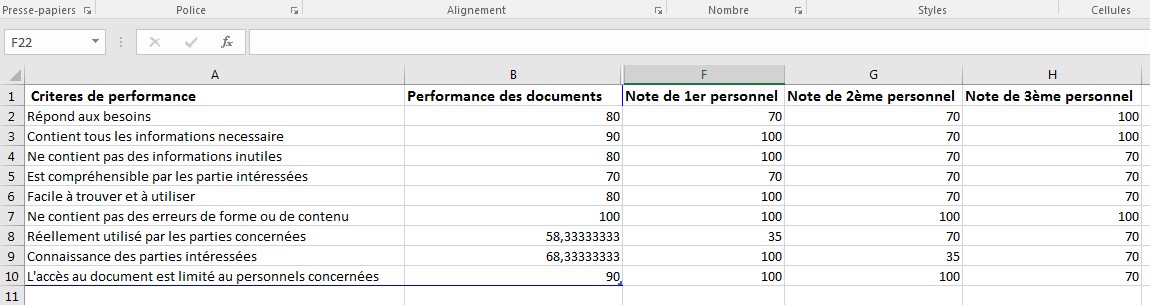
L’évaluation est faite pour chaque document créé. Chaque
document est évalué par trois personnes qui sont le responsable et
les deux techniciens du secteur concerné par le document.
L’outil est mis en disposition de l’entreprise et elle peut
augmenter le nombre des évaluateurs en
modifiant les paramètres. La
performance des documents est calculé en faisant la
moyenne des notes des sous critères correspondantes à chaque
critère. (par exemple pour mesurer le degré d’utilité d’un document,
il suffit de calculer le moyenne des notes des 3 sous critères de
”Utile”).
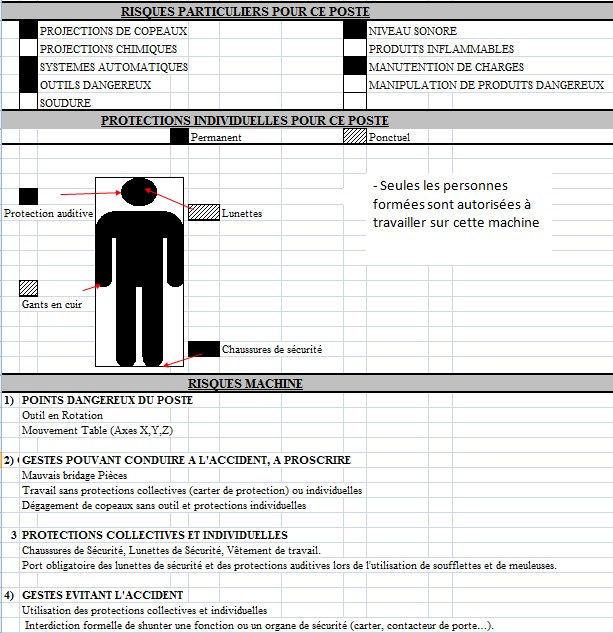
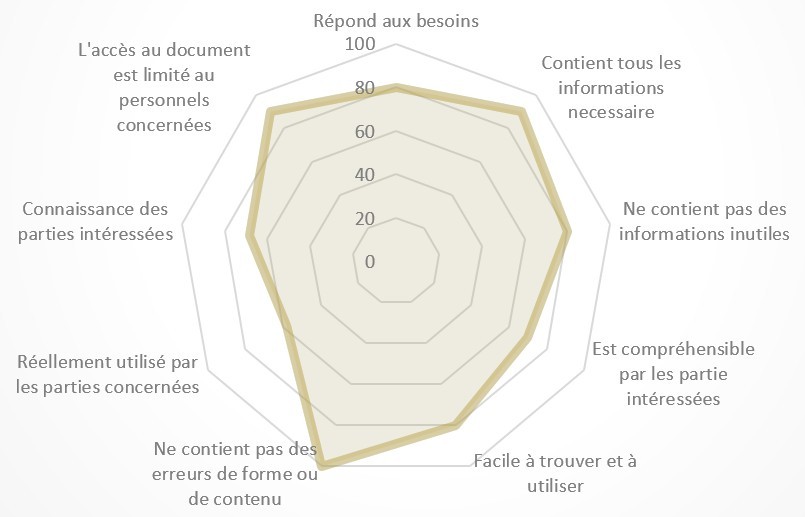
Les résultats sont affichés sur un radar. Le radar ci-dessous
illustre le résultat de la performance de la fiche de poste
présentée avant.
Figure 2.5 – Outil de mesure de performance des documents
(source auteur)
Figure 2.6 – Performance de fiche de poste (source auteur)
2.3
Amélioration de l’efficience et la qualité perçue interne de
service maintenance et l’accompagnement au changement
Le deuxième axe de projet est les actions d’amélioration continue
qui ont été mises en place pour :
• diminuer le nombre des pannes sur des lignes de
production,
• préparer les audits internes,
• diminuer la perte de temps liée à la fouille des
pièces de rechanges et de changement des séries,
• augmenter la TRP à 80% ,
• garantir un environnement de travail propre et
agréable,
• augmenter la satisfaction des personnels à 95%.
Ces actions aident le service à améliorer l’efficience et la qualité
interne et diminuer les couts.
2.3.1
La démarche d’amélioration continue
♦ Combinaison PDCA et 5S
Dans cette partie, la méthode
utilisée est inspirée de la
logique de l’amélioration continue qui est fondée sur
des principes simples et bien définis : Le PDCA. La démarche de PDCA
repose sur quatre étapes :
Plan : la phase de préparation et de planification des taches
à réaliser, identification des problèmes et des objectifs. Do : la phase de réalisation des actions déjà planifié. Check : la phase de
mesure et de vérification des
résultats des actions mises en place et la
comparaison avec les objectifs fixés. Act : la phase d’amélioration de performance des actions
mises en place afin d’éliminer les écarts avec les objectifs fixés
dans la première phase.
Figure 2.7 – Démarche PDCA (source auteur)
2.3.2
La mise en œuvre d’une
démarche 5S
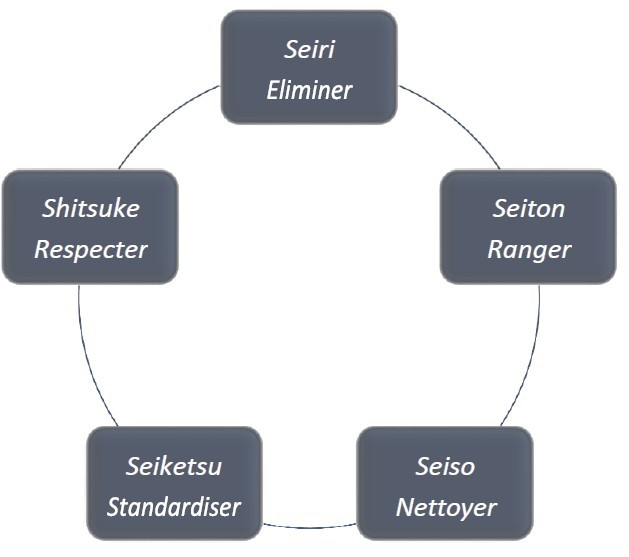
La méthode 5S tire son nom des cinq premières lettres des mots
japonais qui sont :
Figure 2.8 – La méthode 5S (source auteur)
• Eliminer : éliminer l’inutile pour travailler
efficacement et dans un environnement agréable.
• Ranger : définir et
identifier un emplacement pour chaque
objet afin d’éviter les pertes de temps et d’énergie et
améliorer l’efficience.
• Nettoyer : améliorer la propreté des lieux, des
machines et des outils de travail afin de garantir un environnement
de travail propre et agréable.
• Standardiser : maintenir
le rangement et la propreté des
lieux de travail et prévenir l’apparition du
désordre.
• Respecter : le controle rigoureux de
l’application de la méthode selon le standard 5S, le soutien du
personnel pour maintenir les quatre premiers S.
Afin de bien structurer et
organiser les chantiers des
améliorations continues, une organisation a
été mise en place pour
identifier les fonctions et éliminer
le risque de confusion des roles. Cette organisation se
compose de trois catégories.
• Comité de direction : ce comité regroupe le
responsable de service maintenance et service
d’amélioration continue et les autres
membres de direction générale. Il est constitué
lors du lancement des chantiers. Son role est le suivi des
projets et l’évaluation de l’avancement et de l’efficacité des
actions réalisées.
• Comité de soutien : ce
comité est constitué des techniciens et
des conducteurs des lignes. Sa mission est d’accompagner et
d’aider le groupe de travail dans la réalisation des actions et la
compréhension du terrain. Ce sont les bénéficiaires directs de cette
démarche.
• Groupe de travail : la constitution du groupe
dépend de chantier, parfois il est constitué de 4 stagiaires et des
autres fois avec un seul stagiaire. Sa mission est la
planification des actions avec le
comité de direction, la réalisation
et l’amélioration des actions en collaboration avec le comité
de soutien.
Après la réalisation de la première étape (Plan) pour tout le
chantier, le cycle DCA est fait de manière répétitive pour chaque S
de la méthode 5S.
♦ Plan : cette étape est faite avant le début de chantier,
elle a pour objectif de :
—définir le groupe de travail, le comité de direction et de soutien,
—définir le périmètre de projet 5S,
—planifier le projet (date prévue de validation de chaque S).
• Définir le groupe travail, le comité de
direction et de soutien
Avant de commencer le chantier 5S, il faut tout d’abord annoncer
l’idée de projet aux personnels pour
organiser les taches et prendre
une idée sur leurs soucis. Après,
il faut constituer un groupe de
travail et vérifier si toute
l’équipe est formée au 5S en conformité avec la méthodologie
de l’entreprise. Le comité de direction fixe un comité de soutien
pour accompagne la démarche.
• Définir le périmètre de projet 5S et préparer la
grille de l’audit
Afin de mieux cerner le projet, il faut définir son périmètre,
délimite les frontières de la zone du travail et de la partie sur
laquelle le travail sera effectué (l’atelier de maintenance et le
magasin de pièces de rechange). Il est important de limiter le
projet pour atteindre les objectifs
fixés. Il faut aussi préparer et
afficher la grille de l’audit 5S standard de l’entreprise qui
contient des critères spécifiques pour chaque étape de démarche 5S.
• Planifier le projet
Un planning provisoire sera établi
et affiché sur le panneau
d’affichage de 5S. Ce planning contient la date de début
et de fin et la durée de chaque étape de démarche.
Table 2.6 – Exemple de planning pour un chantier 5S
F´evrier
Mars
Avril
Mai
Juin
Juillet
Aouˆt
Pr´eparation
1er S : Eliminer
2`emeS:Ranger
3`emeS:Nettoyer
4`emeS:Standardiser
5`emeSRespecter
En parallèle avec le chantier
5S les autres chantiers d’amélioration
continue sont mises en place.
♦ Do : cette étape consiste
à la réalisation des actions
déjà planifié qui sont basées sur
les critères de chaque S de
la grille d’audit 5S de
l’entreprise. Le tableau suivant définit les actions à
réaliser et les objectifs de chaque étape de la méthode 5S.
Table 2.7 – Les actions de la méthode 5S et les objectifs
Crit`eres d’audit 5S `a respecter
Objectif
1er S : Eliminer
Eliminertous les pi`eces inutiles, d´efinir le plan de la zone avec les ´el´ements mobiles et
fixes,. . .
Iloter tous les ´el´ements mobiles, d´efinir un emplacement pour chaque
´el´ements, installer bien les branchements ´electriques, d´efinir une zone de communication,. . .
R´eduire le temps inutile de recherche et de rangement des pi`eces, rendre visible les
emplacements, am´eliorer l’efficience.
3`emeS:Nettoyer
Nettoyer le sol,
les machines, les cˆables
´electriques, les ´ecran, les armoires et les vˆetements de travail.
Am´eliorer l’ambiance de travail, augmenter
la satisfaction des
personnels, r´eduire les pannes.
4`emeS:Standardiser
D´efinir des standards qui affichent tous les
consignes a` respecter afin de maintenir le 5S.
Maintenir les 5S
pour am´eliorer l’efficience et la qualit´e per¸cue
5`emeSRespecter
Lar´ealisation des audits 5S hebdomadaires
et formation des
personnels.
Il faut assurer la réalisation
des actions dans les délais
planifiés dans la première étape (Plan). Ces
actions sont réalisées par le groupe de travail en collaboration
avec le comité de soutien.
♦ Check : c’est l’étape de controle et d’évaluation des
actions mises en place. Son objectif est de vérifier s’elles sont
efficaces et répondent au besoin. Le comité de direction passe
chaque semaine aux créneaux programmés lors du lancement de
chantier. L’évaluation des actions est faite par rapport à la grille
de l’audit 5S, cette grille contient des critères pour chaque S (6
pour la 1er S, 10 pour les trois S suivants et 3 pour la 5ème
S). L’´evaluation est binaire et il faut respecter tous les critères
afin de valider l’étape.
♦ Act : c’est la dernière étape de la démarche. Elle
consiste à l’amélioration des actions déjà mises
en place lors de la deuxième
étape. Elle est basée sur le résultat
de l’audit 5S. elle vise à l’élimination de l’écart entre les
actions et les critères de la grille afin de valider l’audit et
atteindre la 5ème S.
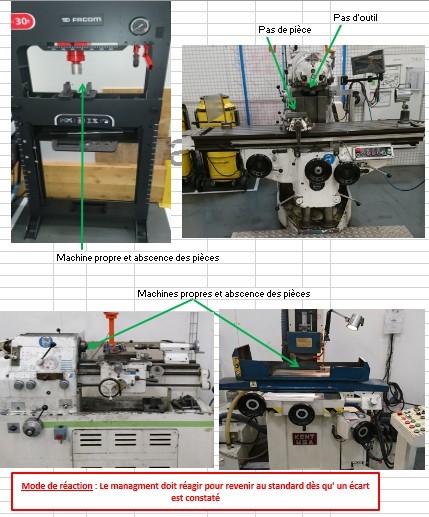
Après la cloture du chantier, un
controle hebdomadaire basé sur la
grille d’audit 5S est réalisé. Il
faut respecter parfaitement les
standards d’affichages créés lors du
chantier afin de garder et maintenir les 5S.
Figure 2.9 – Exemple d’un standard d’affichage des postes de
travail (source auteur)
2.4
Accompagnement au changement 2.4.1
La résistance au changement
Pour un projet d’amélioration
continue qui a besoin de
l’implication des personnels, l’aspect humaine et
managériale est de meme importance que l’aspect technique.
Chaque projet a des risques et
des difficultés et le principal
problème d’un projet d’amélioration continue est la
résistance au changement ou la peur de changement. La
résistance au changement est tout
comportement et action qui indiquent
un refus et opposition à la modification d’une situation
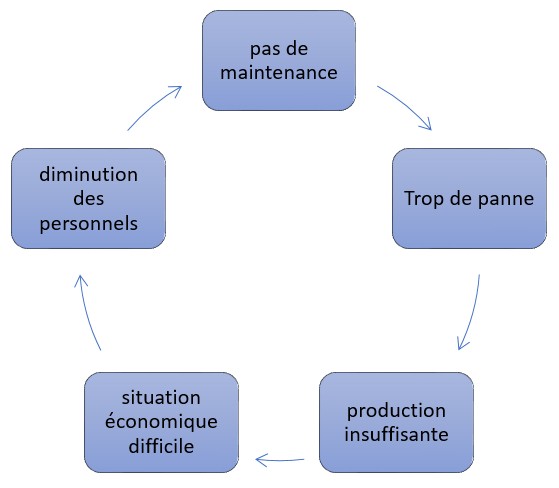
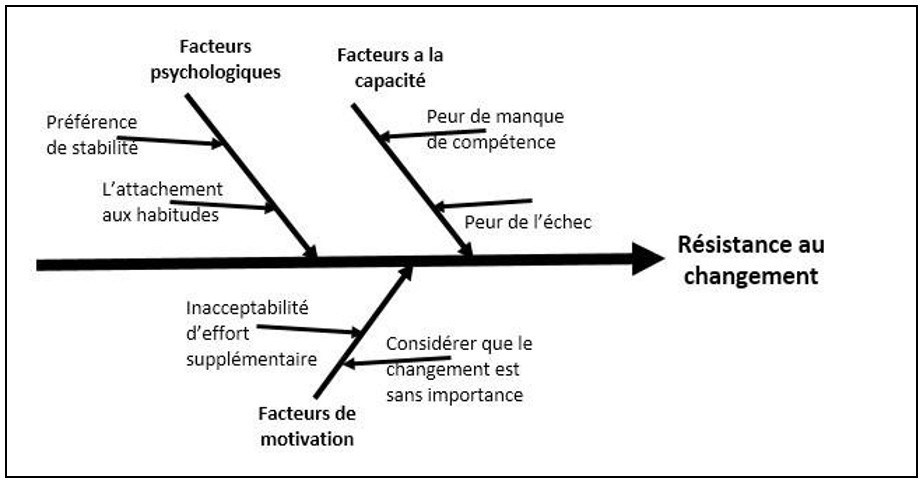
habituelle. Plusieurs causes existent, et qui peuvent expliquer
cette résistance [19].
Figure 2.10 – Les causes de résistance au changement (source
auteur)
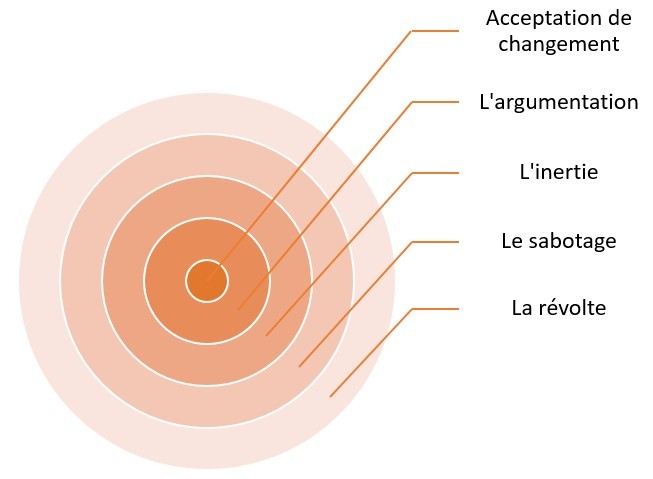
Ce résistance peut apparaitre sous différentes formes telles
que :
• L’inertie : c’est le refus de changement et
l’absence de réaction. Il n’y a pas de motivation ni de l’énergie
pour commencer le changement.
• L’argumentation : c’est
une forme productive de résistance.
La personne qui résiste demande des arguments afin
d’accepter le changement.
• La révolte : des actions contre le changement
comme les grèves, l’action syndicale et la demande de mutation.
• Le sabotage : le
manque d’engagement au changement afin
de démontrer sa stupidité et l’inefficacité.
Géneralement c’est l’étape qui vient avant la révolte.
Figure 2.11 – Les formes d’acceptation et de refus de
changement [20]
Chaque forme d’acceptation ou de refus correspondant au
comportement des personnels de l’entreprise
face au changement. Les différents
formes d’acceptation et de refus de
changement sont présentés dans le
tableau ci-dessous avec les actions
à faire afin de réduire la résistance.
Table 2.8 – Les actions à mener pour les différents formes figurés
face au changement
2.4.2
L’accompagnement au changement (courbe de deuil)
La résistance au changement est le risque majeur d’un projet, elle
perturbe le déroulement du projet qui
influe sur la performance des
chantiers réalisés et dégrade le
climat du travail. Un accompagnement
au changement est nécessaire afin
de faciliter l’acceptation des changements et la mise en œuvre
de la démarche. Cette conduite au changement se base sur
l’implication et la participation des personnels dès le lancement
de chantier, la motivation et
l’encouragement afin de considérer le
facteur humain et diminuer le risque de changement
inattendu.
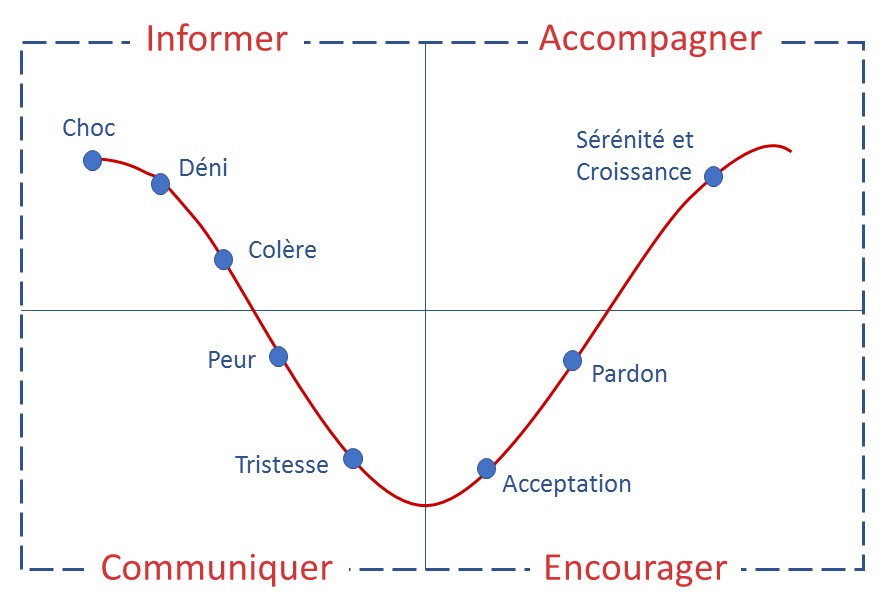
La courbe de changement est très
proche à la courbe du deuil.
Elle est inventée par la psychiatre et psychologue
suisse Elisabeth Kubler-Ross. Selon les personnes, le contexte et la
qualité de l’accompagnement, ces étapes sont vécues avec une
intensité variable [21]. La courbe contient deux grandes phases :
—Phase descendante : Phase non productive ou la phase de refus.
—Phase ascendante : Phase productive ou d’acceptation.
Les principales étapes de la courbe du deuil sont les suivants [22]
:
• Choc, déni et colère : le personnel est étonné
par un changement brutal, refus d’accepter l’information et de
changement et la colère. « Ce n’est pas possible.» « Je ne peux pas
le croire. » « il nous abandonne, il n’a pas le droit ».
• Peur et tristesse : une situation de peur se
manifeste, c’est la peur de difficulté des nouveaux missions, peur
de l’inconnu, peur de manque de compétence alors une situation
stressante qui provoque la tristesse, le regret et la nostalgie mais
avec les premiers pas d’acceptation.
• Acceptation et pardon : changement de regard, la
possibilité d’avancement, « Peut-etre que son remplaçant sera aussi
bien ? »
• Sérénité et croissance :
connaissance des bénéfices de changement, le changement est intégré
et les personnels peuvent faire leurs travails seuls.
Figure 2.12 – Accompagnement au changement (source auteur)
La démarche d’accompagnement au
changement constitue de 4 étapes
illustrées ci-dessus.
• Informer : Cette étape consiste à la
participation et l’implication de toutes les parties intéressées dès
le début de chantier. Renseigner les équipes de travail le début des
chantiers, organiser les taches, prendre les avis d’équipe pour
connaitre leurs attentes, expliquer la nécessité de changement et
son urgence.
• Communiquer : Parler avec les parties
intéressées et mettre en place un dispositif de communication afin
de les informer sur l’avancement de projet, connaitre ses
difficultés, favoriser les échanges, anticiper et accepter les
changements à venir en fixant des réunions régulières.
• Encourager : Encourager toutes les propositions
d’amélioration, valoriser toutes prise d’initiative, faciliter et
simplifier les taches.
• Accompagner : L’accompagnement se fait jusqu’à
ce que l’utilisateur soit autonome dans la réalisation de son
travail. Évaluer le degré d’intégration des changements pour
l’équipe de projet afin de développer une amélioration durable et
partager les savoir-faire.
Avant de commencer une démarche
d’amélioration continue, des objectifs ont
été mise en place afin d’évaluer la performance du stage. Des
indicateurs sont déterminés pour faciliter la mesure de succès. Ce
tableau compare la situation au début de stage et les résultats
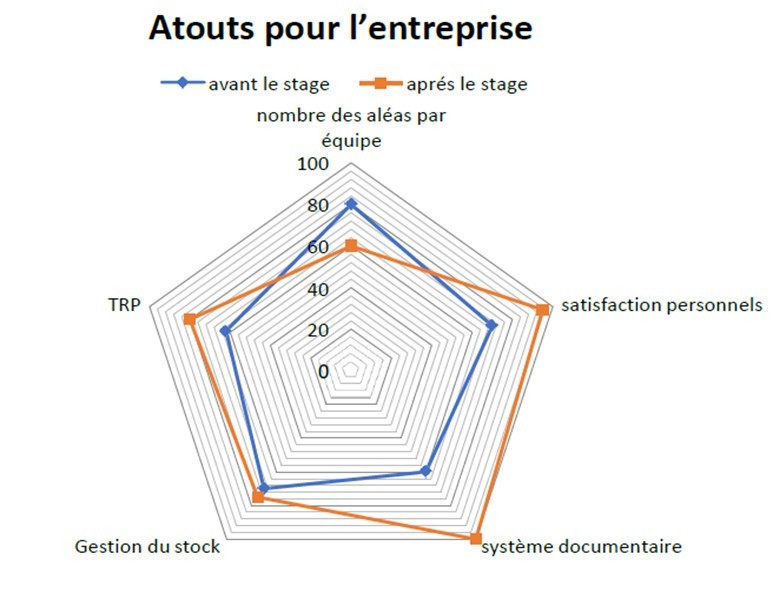
obtenus après quatre mois.
Table 3.1 – Comparaison situation au début et après 4 mois
Moyenne
du temps de fonctionnement entre les pannes
(MTBF)
3 min
5 min
Tempsdechangementdes´erie
10 min
5.2 min
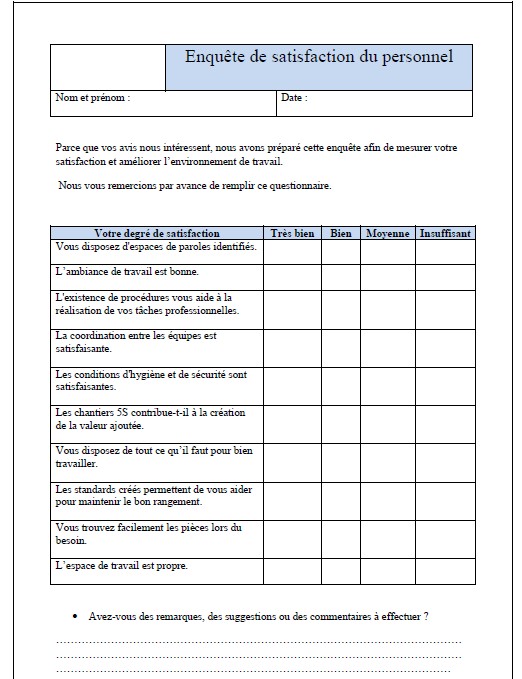
Les documents nécessaires sont créés ou mis à jour et validées en
cohérence avec les procédures internes et les exigences externes.
Une enquête de satisfaction du personnel montre que 90% des
personnes concernées sont satisfaits des résultats des chantiers
d’amélioration. Ils trouvent un environnement de travail propre,
bien rangé et agréable qui indique une image de qualité de
l’entreprise.
Taux de rendement de production
augmente à 80%, ce chiffre est
calculé avec la formule de TRP
(nombre des pièces fabriquées/nombre
des pièces prévues * 100) et
après des observations sur ligne
au début et à la fin du
stage, le moyenne du temps de
fonctionnement entre les pannes
atteint les cinq minutes suite à
des actions mises en place, ce
chiffre est calculé après le
comptage de nombre des pannes
par heure, et en calculant le rapport (60/nombre des
pannes par heure).
Le lancement d’un chantier SMED qui diminuent le temps inutile et en
conséquence améliorer l’efficience du service maintenance.
Table 3.2 – Photos avant et après la mise en place du 5S
Concernant les situations de blocage rencontrées :
• Le premier est au niveau de la langue, vu que le
français n’est pas ma langue maternelle. Au début de stage j’ai
trouvé des problèmes de communication avec les personnels surtout
pour passer l’information, mais après deux mois de stage, les
discussions quotidiennes surtout pendant les pauses m’ont facilité
l’intégration et je n’ai plus ce problème.
• Le deuxième est l’indisponibilité des
techniciens : pour lancer un chantier d’amélioration continue, il
faut tout d’abord l’implication des personnels. L’une des points
bloquants est l’indisponibilité de ces personnels pour assister aux
réunions et faire leurs taches planifiées et ça à cause de charge de
travail élevé. Pour cela, l’anticipation de ce point est
obligatoire. Il faut planifier en avance des réunions, relancer et
rappeler les horaires des réunions et commencer à aider les
techniciens pour réaliser leurs taches afin de les motiver.
• Le troisième point est la résistance au
changement : pour chaque projet d’amélioration continue qui dépend
de l’implication des personnels, le principal problème est la
résistance au changement surtout lorsqu’il n’y a pas des arguments
pour cette résistance. Il faut être
à l’écoute des parties intéressées
et trouver des arguments pour montrer l’importance et
les gains du projet.
3.3 Perspectives
Après la fin du stage, il
est nécessaire de penser non
seulement à maintenir la performance
du service de maintenance, mais
aussi à l’améliorer. Pour atteindre
cet objectif au futur, il faut tout d’abord conserver la performance
du système documentaire, modifier et mettre
à jour les documents déjà crées,
si besoin, afin de maintenir l’utilité.
Ensuite des chantiers 5S doivent être réalisés dans les autres zones
de ce service afin d’être plus organiser, réduire le temps inutile
et en conséquence amélioration de l’efficience. Une solide formation
est nécessaire pour le magasinier afin de maitriser
parfaitement l’utilisation du logiciel
de gestion de stock pour réduire
le temps de recherche et de gestion des pièces.
Le recrutement d’un stagiaire chargé par la création des pièces dans
le logiciel de gestion de stock est peut-être souhaité. En
collaboration avec le service production, il est possible de lancer
des chantiers SMED et observations des lignes sur des autres lignes
de production.
Finalement, il faut concentrer sur l’aspect humain de l’équipe de
maintenance, communiquer et impliquer les personnels afin de créer
un environnement favorable de travail.
La
démarche d’amélioration continue est devenue un besoin pour les
entreprises afin d’améliorer sa performance
et maintenir sa compétitivité. C’est
dans ce cadre que le stage se déroule. Les
diverses missions réalisées tout au long de la période du stage ont
parfaitement répondu à mes attentes.
Ce
stage d’amélioration continue m’a permis d’enrichir mes
connaissances et de développer mes compétences.
Sur le plan technique, j’ai
appris des nouvelles méthodes comme le
SMED et aussi j’ai approfondi
mes connaissances pour certaines méthodes
comme le 5S et la rédaction
des documents. Sur le plan
managérial, j’ai évolué énormément. Avant le stage ce n’était
pas évident pour moi d’animer des chantiers, d’accompagner et
communiquer des équipes et de prendre l’initiative, mais avec le
contact permanent avec les personnels j’ai développé mes compétences
des techniques de communication, de travail en
équipe et en conséquence les
compétences managériales nécessaires au
métier de responsable qualité –
amélioration continue. En plus cette
expérience professionnelle m’a permis d’acquérir une expérience
réussite dans le secteur automobile.
En
parallèle, ce stage a apporté des atouts pour l’entreprise en
améliorant la performance de service maintenance.
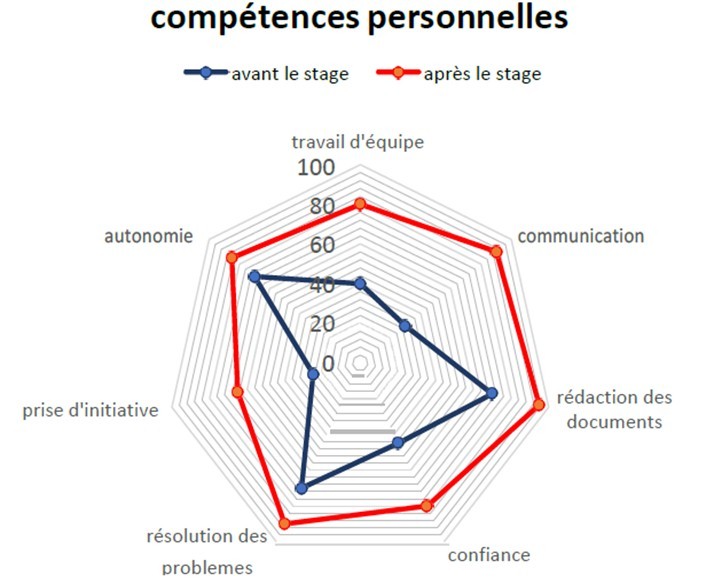
Le radar illustré en annexe
montre l’évolution de compétences
personnelles et les atouts apportés pour l’entreprise en
se basant sur des critères définissent précédemment.
[1]Georges
Touzenis, «
Winston Churchill
: citations »,
Editions du Huitième
Jour, 2009.
[Livre]. Disponible
sur : https
://librairie-en-
ligne.gibertjeune.fr/GIBERTJ/fr/BOOK/touzenis-georges/winston-churchill-
citations,45497700.aspx. [Consulté le : 3-Mars-2017].
[2]Freyssenet
M, «
Planetoscope -
Statistiques
Production mondiale
des voitures »,
EncycloEcolo. [En ligne].
Disponible sur :
https
://www.planetoscope.com/automobile/76-production-mondiale-de-
voitures.html. [Consulté le : 11-Avril-2017].
[3]Serge Bellu, « L’histoire
mondiale de l’automobile,1998 », [Livre].
Disponible sur : https
://www.abebooks.fr/rechercher-livre/titre/histoire-mondiale-de-
l’automobile/. [Consulté le : 3-Avril-2017].
[4]Henri, « L’automobile », Histoire. [En ligne]. Disponible sur :
http ://lhistoire.overblog.net/article-11239627.html. [Consulté le
: 4-Avril-2017].
[5]Challenges.fr,
« Valeo dépasse
PSA et
devient le
numéro 1 du
dépôt de brevet
en France »,
Challenges. [En
ligne]. Disponible
sur : https
://www.challenges.fr/entreprise/industrie-automobile/valeo-depasse-psa-et-
devient-le-numero-1-du-depot-de-brevet-en-france
463087. [Consulté le : 4-Avril- 2017].
[6]John Sousanis, « World Vehicle
Population Tops 1 Billion Units », WardsAuto. [En ligne].
Disponible sur : http
://wardsauto.com/news-analysis/world-vehicle-
population-tops-1-billion-units. [Consulté le : 5-Avril-2017].
[7] « Organisation internationale
des constructeurs automobiles (Oica). (s.d.).», OICA. [En ligne].
Disponible sur : http ://www.oica.net/. [Consulté le :
11-Avril-2017].
[8]economie.gouv.fr,
« Les chiffres clés du secteur automobile », Le portail de
l’Economie, des Finances, de l’Action et des Comptes publics. [En
ligne]. Disponible sur : https
://www.economie.gouv.fr/entreprises/chiffres-cles-secteur-automobile.
[Consulté le : 7-Avril-2017].
[9] « Norme
expérimentale X 60-010, Ed Afnor
1994. Remplacé par norme FD X 60-000,
Maintenance industrielle, Ed Afnor 2002. (s.d.). », AFNOR. [En
ligne]. Disponible sur : www.afnor.org. [Consulté le :
3-Mai-2017].
[10] « Maintenance
industrielle », M.I.SUD . [En
ligne]. Disponible sur : http
://www.maintenance-industrielle-sud.com/maintenance-industrielle.html.
[Consulté le : 5-Mai-2017].
[11]Association française des
ingénieurs et responsables de maintenance, « Guide
national de la maintenance »,
Réseau maintenance francophone. [En
ligne]. Disponible sur : http
://www.afim.asso.fr/publications/guide/guide.asp.
[Consulté le : 19-Avril-2017].
[12]20 minutes,
L’Agence France-Presse (AFP), Automobile
: la crise a redessiné la
relation entre constructeurs et
équipementiers, Publié le 15/09/11
[En ligne]. Disponible sur :
http://www.20minutes.fr/economie/787792-20110915-automobile-
crise-redessine-relation-entre-constructeurs-equipementiers.
[Consulté le : 15 juillet- 2016].
[13]RAPHAE¨ LE KARAYAN, « Les
équipementiers représenteront 90% de
la valeur ajoutée en
2020 », L’USINE
NOUVELLE. [En ligne].
Disponible sur : http
://www.usinenouvelle.com/article/les-equipementiers-representeront-90-de-la-
valeur-ajoutee-en-2020.N118863. [Consulté le : 19-juin-2017].
[14] « Institut
national de la statistique et
des études économiques. », INSEE.
[En ligne]. Disponible sur : https
://www.insee.fr/fr/metadonnees/definition/c1452. [Consulté le :
13-Avril-2017].
[15]BENTALAB.S,
« La méthode
QQOQCCP : un
outil d’analyse simple
et performant
», QUALIBLOG.
[En ligne].
Disponible sur
: http :
//www.qualiblog.fr/outilset-methodes/methode-qqoqccp-outil-
analyse-simple-et- performant. [Consulté le : 13-Avril-2017].
[16] «
Lean manufacturing
Quelle place
pour la santé
et la sécurité au
travail » ED
6144, décembre
2013, INRS.
[Livre]. Disponible
sur : http
://www.inrs.fr/dms/inrs/CataloguePapier/ED/TI-ED-6144/ed6144.pdf.
[Consulté le : 5-Mai-2017].
[17]GRANGER. R, « La
documentation Qualité : pragmatisme et simplicité. », Mana- ger
GO. [En ligne]. Disponible sur : https ://www.manager-
go.com/management- de-la-qualite/documentation.htm. [Consulté le :
5-Mai-2017].
[18]GAUDE Marie-Sophie, «Système documentaire
ISO 9001 et Performance de
l’entreprise », Universitè de
Technologie de Compiègne, Master
Qualité et Performance dans
les Organisations (QPO),
Mémoire d’Intelligence
Méthodologique du stage professionnel
de fin d’études, juin 2016.
[En ligne]. Disponible sur :
www.utc.fr/master-qualite, puis ”Travaux”, ”Qualité-Management”,
réf n◦377. [Consulté le : 9-Mai-2017].
[19]Alter
and Go, « Le
livre blanc de
l’accompagnement du
changement en
entreprise »,
2013, CSA.
[Livre]. Disponible
sur : https
://www.csa.eu/media/1278/opi20131017-livre-blanc-alter-go-octobre-
2013.pdf. [Consulté le : 26-Mai-2017].
[20]Alain VAS, Bénédicte VANDE
VELDE, « La resistance au changement revisitee du top
management a la base : UNE ETUDE EXPLORATOIRE », AIMS 2000.
[Livre]. Disponible sur : http
://www.strategie-aims.com/events/conferences/14-
ixeme-conference-de-l-aims/communications/2505-la-resistance-au-changement-
revisitee-du-top-management-a-la-base-une-etude-exploratoire/download.
[Consulté le : 5-Juin-2017].
[21]ELISABETH KUBLER-ROSS FRANCE, « Le
Deuil ». [En ligne]. Disponible sur : http
://ekr.france.free.fr/deuil.htm. [Consulté le : 9 aout-2016].
[22]TONNEL E´ Arnaud, « 65 outils pour accompagner le changement
individuel et collectif », Editions d’Organisation. 2011. [Livre].
Disponible sur : https ://static.fnac-
static.com/multimedia/editorial/pdf/9782212548433.pdf.
[Consulté le : 15 aout- 2016].
[23]20 minutes,
L’Agence France-Presse (AFP), Automobile
: la crise a redessiné la
relation entre constructeurs et
équipementiers, Publié le 15/09/11
[En ligne]. Disponible sur : http
://www.20minutes.fr/economie/787792-20110915-automobile-
crise-redessine-relation-entre-constructeurs-equipementiers.
[Consulté le : 15 juillet- 2016].