Master Qualité - Communication
publique des résultats d'un stage de fin d'études UTC - rue Roger Couttolenc - CS
60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr
- Téll : +33 (0)3 44 23 44 23
Avertissement : Si
vous arrivez directement sur cette page, sachez que ce
travail est un rapport d'étudiants et doit être pris
comme tel. Il peut donc comporter des imperfections ou
des imprécisions que le lecteur doit admettre et donc
supporter. Il a été réalisé pendant la période de
formation et constitue avant-tout un travail de
compilation bibliographique, d'initiation et d'analyse
sur des thématiques associées aux concepts, méthodes,
outils et expériences sur les démarches qualité dans
les organisations. Nous ne faisons aucun usage
commercial et la duplication est libre. Si, malgré nos précautions, vous
avez des raisons de contester ce droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
Amélioration
de la productivité au sein des PME - Lean Six Sigma
Référence
bibliographique à rappeler pour tout usage : Amélioration de la productivité au sein des PME - Lean Six Sigma, BIAN Wenke,
IDRISSI BOUYAHAOUI Yasmina
, NAJI Aymen,
NEJMED-DINE Aziza. Université de
Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO)
Mémoire d'Intelligence Méthodologique du projet
d'intégration, janvier 2018, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 426
RESUME
Le présent MIM a pour objet de donner
une appréciation générale sur le déroulement d’un
projet intitulé « Pilotage du Projet Lean Six Sigma »
qui a été réalisé dans le cadre du module « Ingénierie
de projet ». Le projet consiste à élaborer des
solutions concrètes qui visent à aider les PME à
mettre en place une démarche Lean Six Sigma. Ceci, à
travers trois livrables : une cartographie de
description des outils Lean Six Sigma, un guide
d’accompagnement de mise en place des outils LSS et
une boite à outils opérationnelle qui simplifie la
mise en place.
Mots clés : Lean
Management, Six Sigma, DMAIC, Amélioration continue
ABSTRACT
This document provides the assessment
of a project entitled "Lean Six Sigma Project
Management" which was carried out as part of the
"Project Engineering" module. The project consists of
developing concrete solutions to help SMEs implement a
Lean Six Sigma approach. This, through three outputs:
LSS tools description, a guide to the implementation
of LSS tools and an operational toolbox that
simplifies implementation.
Keywords: Lean
Management, Six Sigma, DMAIC, Continuous improvement
Nous profitons
par le biais de ce MIM, pour exprimer nos remerciements à
toute personne contribuant de près ou de loin à
l’élaboration de cet humble travail.
Nos vifs remerciements à notre tuteur de projet M. Benoit
Eynard pour son accompagnement, ses conseils ainsi que son
implication personnelle et ses efforts afin d’assurer le bon
déroulement de ce projet.
Nous tenons également à remercier M. Gilbert FARGES qui nous
a proposé le sujet et qui nous a attribué des consignes par
rapport à l’élaboration de notre MIM. Ainsi que notre ancien
tuteur M. Arnaud Derathé pour son temps, son suivi et ses
précieux conseils sur la première partie du projet.
Nous remercions également Mme. Joanna Daaboul et M.
Nassim Bendaoud, Enseignants à l’UTC, pour leur aide par
rapport à nos recherches bibliographiques. Ainsi que nos
collègues pour leurs remarques pertinentes sur notre
travail.
Ateliers : actions d’amélioration
qui peuvent être menées dans la cadre ou en dehors des projets
d’amélioration. Projet : processus unique qui consiste en un ensemble
d’activités coordonnées et maîtrisées comportant des dates de
début et de fin, entrepris dans le but d’atteindre un objectif
conforme à des exigences spécifiques, incluant les contraintes
de délais, de coûts et de ressources [FD ISO 10006:2003]. Projet de conception : un projet de conception est
entrepris dans le but de concevoir un nouveau produit ou un
nouveau service ou afin de refondre la chaîne de valeur.
Projet d’amélioration : un projet d’amélioration est entrepris
dans le but d’atteindre un objectif d’amélioration ou de
résoudre un problème. Projet simple : un projet simple est généralement mené
par une équipe réduite, appartenant à un même périmètre
fonctionnel et pouvant être facilement réunie pour des séances
de travail. L'investissement en ressources humaines et
financières sera limité et le chef de projet pourra n'y
consacrer qu'une faible partie de son temps. Projet complexe : est un projet qui va nécessiter des
moyens importants, souvent une équipe large, pour résoudre le
problème ciblé. Cycle de projet DMAIC : Définir, Mesurer, Analyser,
Innover/Améliorer, Contrôler. Atelier simple : nécessite une préparation plus rapide
d’une à deux semaines et s'étale sur une durée d’un à trois
jours.
LSS : Lean Six Sigma VSM : Value Stream Mapping DMAIC : Définir, Mesurer, Analyser,
Innover/Améliorer, Contrôler TPS : Toyota Production System TPM : Maintenance Productive Totale GB : Green Belt BB : Black Belt PME : Petite-Moyenne Entreprise TQM : Total Quality Management
Dans un souci de compétitivité dans un environnement
éminemment concurrentiel, les organisations se trouvent obligées
d’améliorer et d’optimiser continuellement leurs systèmes. C’est
même une condition nécessaire pour assurer la pérennité et
l’aptitude à répondre, dans les plus brefs des délais et au
moindre coût, aux besoins des clients. Les entreprises
industrielles, en particulier, se confrontent à des impératifs
nouveaux, qui convergent vers la performance croissante de leurs
systèmes de production.
Face à cette confrontation, les industries cherchent à suivre
des démarches d’optimisation des ressources afin d’améliorer la
qualité de leurs produits et d’éliminer les sources potentielles
de perte, tout cela dans le but d’élargir leurs parts de marché.
C’est par le biais d’une démarche Lean Six Sigma que ces
entreprises peuvent atteindre leurs objectifs.
Dans cette optique, nous travaillons sur le pilotage d’un projet
Lean Six Sigma visant à encourager les PME néophyte par rapport
au Lean Six Sigma, d’entamer une démarche basée sur ce concept
et ceci en conceptualisant une cartographie qui a pour but de
définir les outils de la démarche LSS selon des besoins précis,
une boite à outils facilitant l’usage de ses outils et un guide
qui explique clairement la mise en œuvre des outils LSS, tout
ceci afin de garantir le succès de la démarche.
A cet effet, le présent Mémoire d’Intelligence Méthodologique
contient trois chapitres, qui représentent la démarche que nous
avons suivi en vue de la mise au point de cette mission. Le
premier chapitre vise à cerner la problématique en précisant les
différents enjeux que présente la démarche Lean Six Sigma ainsi
que les objectifs du projet. Quant au deuxième chapitre, il
traite la démarche adoptée pour répondre à la problématique et
un troisième chapitre sur les différents résultats atteints et
les perspectives.
I.1. Les entreprises vers une excellence opérationnelle à
travers le Lean Six Sigma
Dans un milieu évolutif, les entreprises doivent
s’adapter aux différents aspects imposés par le marché (qualité
des produits, exigences clients, concurrence, etc.) pour pouvoir
survivre dans un environnement concurrentiel. Ces différents
organismes ont tendance d’améliorer les produits et les services
pour être en phase avec les demandes diversifiées du marché.
Pour ce faire, ils concentrent leurs efforts sur trois axes
primordiaux à savoir ; l’efficacité des travaux réalisés,
l’efficience ainsi que la qualité perçue. Pour être plus
performante, l’entreprise réalise des travaux et applique des
méthodes pour aboutir aux différents objectifs fixés
(Efficacité), tout en optimisant les ressources et les
investissements dépensés lors de ses travaux (Efficience).
Ainsi, la qualité perçue est le fruit des deux premiers axes
ayant comme conséquence la satisfaction des clients, d’où le
rayonnement de l’entreprise et la poursuite de son existence.
D’ailleurs, les entreprises mesurent l’efficacité dans
l’évolution des travaux réalisés, l’efficience en observant les
moyens et les ressources utilisés et la qualité perçue en
évaluant les retours des clients. C’est dans cette optique de
recherche d’amélioration de performance qu’on choisit d’adapter
la méthodologie Lean Six Sigma pour répondre aux besoins des
entreprises.
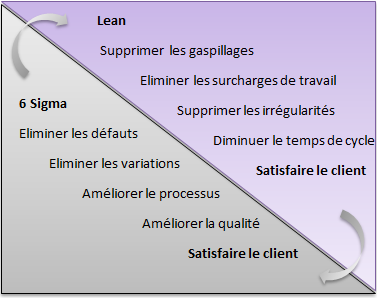
Le Lean management est considéré comme une philosophie
de progrès et d’amélioration continue qui a été créée par
Toyota. Elle s’appuie sur le gain en productivité en centrant
l’activité sur la création de la valeur ajoutée depuis le
fournisseur jusqu’au client final et en passant d’une culture de
productivisme à une culture de flexibilité. On parle des « 3M :
Muda, Muri, Mura » présentés par Toyota comme des formes de
gaspillage, de surcharge et d’irrégularité. Le concept Lean
management peut s’appliquer à l’aide de différents outils
qualité (5S, VSM, Kanban...etc.) et ses grands principes sont :
Définir la valeur et se poser la question : “quelles sont
les attentes du client ?”;
Identifier la chaîne de la valeur, c’est-à-dire l’ensemble
des actions réalisées depuis la matière première jusqu’au
produit final (exemple d’outil : VSM);
Organiser l’activité en flux continu;
Fonctionner par le système flux tiré, la production se
programme à travers une commande du client;
S’améliorer en permanence : faire évoluer sa vision,
avancer par étapes et surtout améliorer progressivement les
processus/activités.
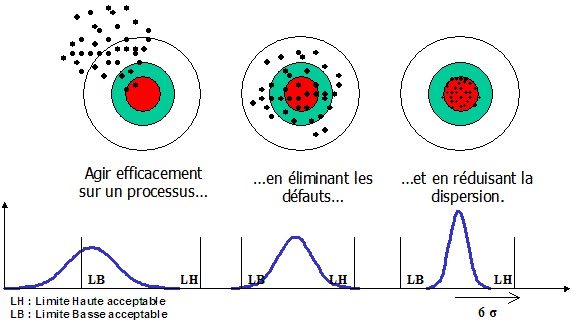
Le Six Sigma vise à éliminer la variabilité et les
dysfonctionnements du processus afin de garantir la qualité du
produit. Il se base sur la méthodologie DMAIC (D: Définir, M:
Mesurer, A: Analyser, I: Innover et C: Contrôler) pour tendre
vers le Zéro Défaut. Le terme provient de la lettre grecque
Sigma qui est l’écart type (la zone autour de la moyenne). Cet
écart type est la dispersion du processus.
L’objectif de cette démarche est d’améliorer la satisfaction
client en améliorant les processus et donc la qualité des
produits. Elle est utilisée dans différents domaines, que ce
soit dans l’industrie ou dans le service, à condition que les
performances du processus soient mesurables. En pratique il est
difficile d’atteindre le 6 sigma, on cherche souvent à aller
jusqu’à 4 sigma.
Figure 1 Principe de
la méthode 6 Sigma [source : GOUSSEN Christian, RIPERT Fabien,
GODIN Gilles-Hervé[1]]
Ce schéma montre que le 6 sigma est utilisé pour
améliorer les processus, en les centrant sur la valeur cible. Un
processus d’écart type 6 Sigma donne environ 99.8% de produits
conformes au cahier de charge imposé par le client. [2]
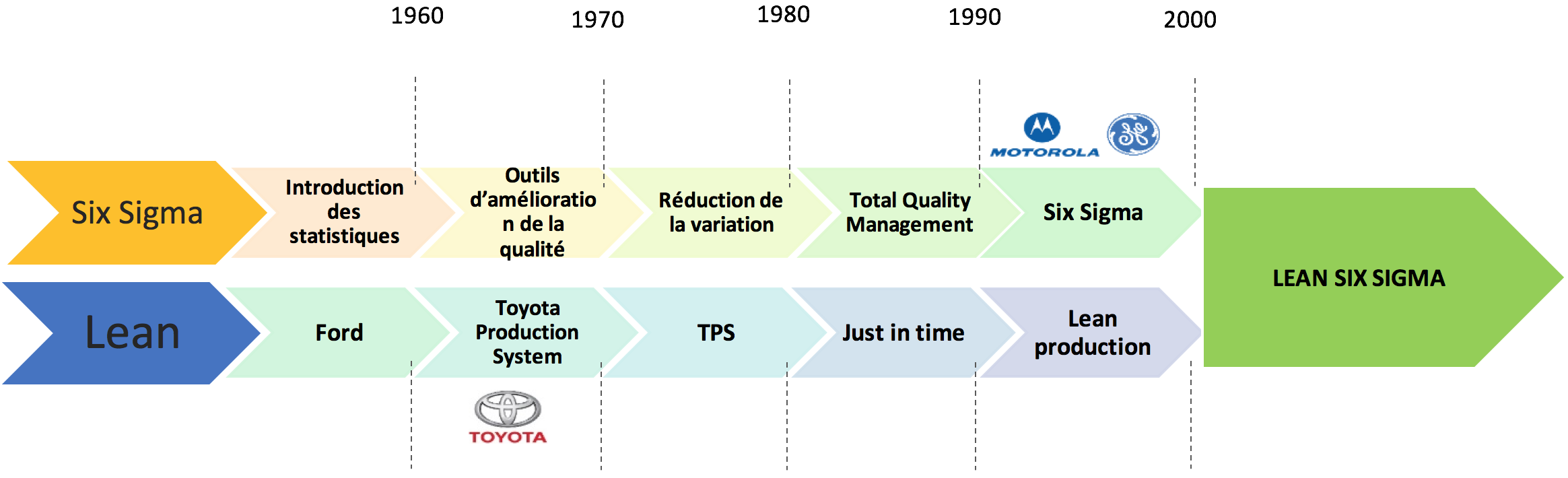
Le schéma ci-après récapitule l’historique des deux
démarches Lean et Six Sigma :
Figure 2 Historique du
Lean Six Sigma [source : auteurs]
Au début des années 1920, Walter Shewhart a introduit
la notion des statistiques. Ensuite, Deming a abordé la notion
de statistique en production, à savoir : les cartes de contrôle,
contrôle par échantillonnage, etc. Ceci, a mené à penser à
réduire la variabilité, ce qui a impliqué l’utilisation des
outils statistiques comme le plan d’expériences Tagushi. Deming,
au début des années 80 a mis en place la démarche TQM, qui
consiste sur la gestion de la qualité. Elle vise l’implication
forte du personnel. Enfin en 1986, Bill Smith introduit la
notion de 6 Sigma. Et c’est Motorola qui était la première
société à utiliser le 6 Sigma dans leur démarche d’amélioration
continue.
Début 1910, Ford a donné naissance au Lean Manufacturing, par la
mise en place de chaînes de production avec un flux continu de
pièces. La production a introduit la notion de Takt Time au sein
d’une entreprise allemande. Toyota alors, avait mis en place le
concept de Juste-à-temps s’appuyant sur la formation des
collaborateurs et le partage de connaissances sur terrain.
Ensuite, Ohno a amélioré le TPS, en incluant le contrôle visuel,
les suggestions des employés la réduction de taille de lots et
le Kanban.
Début 2000, la notion de LSS est apparue, qui est effectivement
le produit des deux grands concepts : Lean Management et le Six
Sigma.[3]
En général, les deux démarches : Lean et Six Sigma
visent l’amélioration des processus afin de satisfaire le
client. La fusion des deux méthodes est intéressante dans la
mesure où ce sont deux méthodes complémentaires et compatibles.
Cependant, il est plus pertinent pour l’entreprise de débuter
une démarche Lean avant de mettre en place les outils adéquats
pour le Six Sigma. [2]
Le Lean Six Sigma, dans quel secteur ?
Malgré que cette étude se concentre sur l’élaboration
de la démarche LSS dans les industries, qui y est associée
naturellement. Il est important de mentionner que cette démarche
est bien applicable dans les services, vu le nombre de processus
généré par ce secteur. Il suffit d’adapter les outils LSS au
service concerné.
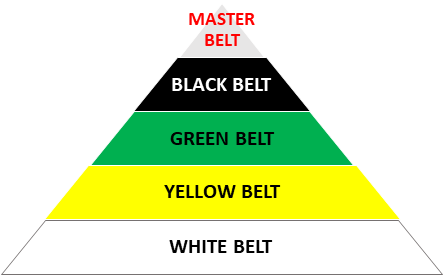
Niveaux de certifications Lean Six Sigma :
Les entreprises du monde entier reconnaissent la
certification Six Sigma comme preuve qu'une personne dispose des
connaissances et de la formation pour améliorer, réduire ou
éliminer les coûts inutiles et rationaliser les processus métier
qui favorisent la croissance future. Il existe 4 niveaux de
certification :
Six Sigma White Belt : Cette certification
offre une introduction aux concepts Six Sigma
Six Sigma Yellow Belt : À ce niveau,
l’acteur découvre les détails de la façon dont Six Sigma
fonctionne, comment les disciplines sont appliquées dans le
lieu de travail et où concentrer son temps au mieux
lorsqu’il comprend le processus
Six Sigma Green Belt : Cette certification
se concentre sur l'analyse avancée et la résolution des
problèmes liés aux projets d'amélioration de la qualité.
Green Belts peut mener et gérer des projets, tout en
fournissant un soutien aux ceintures noires Six Sigma
Six Sigma Black Belt : À ce niveau, L’acteur
est un expert en philosophie et principes Six Sigma. Les
Black Belts sont appelés agents de changement au sein d'une
organisation qui dirige les équipes de projet.
Six Sigma Master Black Belt : Un Master
Black Belt représente le sommet de la structure de
réalisation LSS. Ils ont une vaste expérience et sont des
leaders dans leurs domaines.[4]
Figure 3 Les niveaux de
certification Six Sigma [source : auteurs]
La démarche LSS s’articule autour d’une démarche
structurée DMAIC. C’est une méthode de résolution de problème
qui vise à résoudre des problèmes complexes en équipe de projet.
Chaque lettre de l’acronyme DMAIC est l’initiale d’une étape du
cycle : D : Définir
Définir le problème, les besoins des clients, cadrer le
problème, étudier le périmètre et les objectifs à atteindre. M : Mesurer
Collecter les données représentatives qui permettent d’évaluer
la performance actuelle afin d’identifier les pistes
d’améliorations. A : Analyser
Etudier le problème et identifier les causes par des outils
qualité/ statistique. I : Innover
Définir les solutions d’amélioration et leur mise en œuvre. C : Contrôler
Suivre les solutions proposées et mettre en place un plan
d’amélioration et de maintien qui répond aux attentes clients et
engendre la satisfaction.
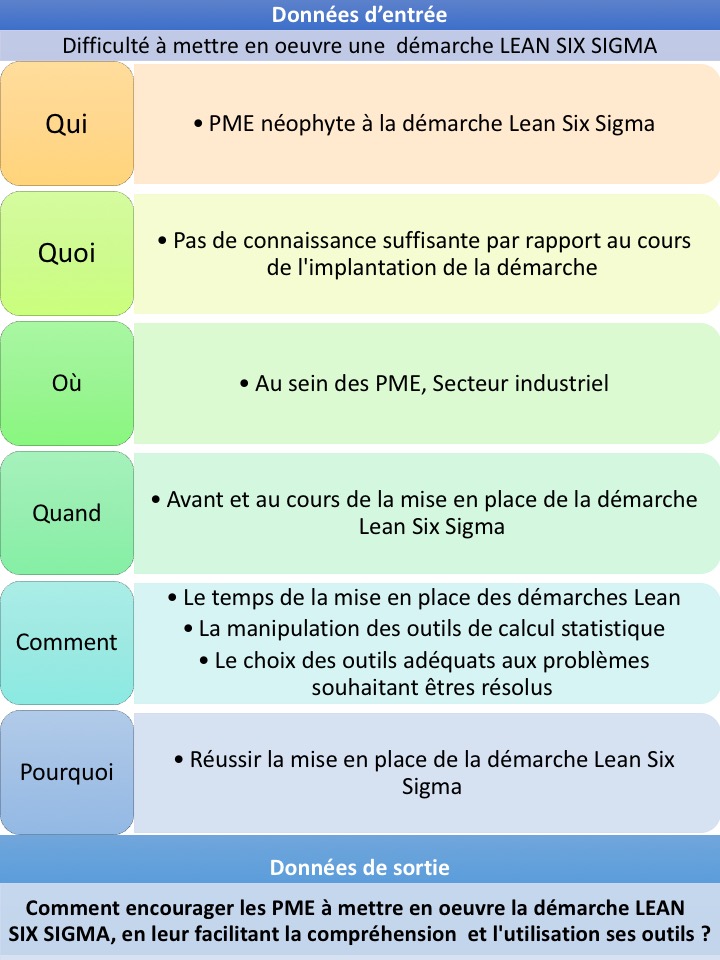
I.3. La problématique des PME face à la mise en place de la
démarche
La méthodologie LSS a vocation à s’étendre à tout type
d’entreprise, quel que soit leur volume de production et leur
secteur d’activité.[5] D’après l’étude faite par Ibrahim
ALHURAISH, dans sa thèse[6], concernant 33 entreprises en
France, dont 12 sont des PME, la méthodologie LSS a fait une
progression significative au niveau des performances de
l’entreprise, et cela concerne non seulement la performance
opérationnelle, mais aussi la performance financière et la
performance en innovation. Par conséquent, cette méthodologie
est de plus en plus appliquée par les entreprises.
Bien que la démarche LSS s’adapte à tout type d’entreprise, son
implantation requiert une série de changements qui dépendent de
la taille de l’entreprise, c’est-à-dire l’impact de la
méthodologie diffère d’une grande entreprise à une PME.
Notamment dans les PME, la résistance aux changements est
souvent délicate à surmonter. Plusieurs raisons conduisent à la
résistance face à ce changement de culture, et probablement même
de structure. Afin de lancer un projet LSS, les ressources
matérielles, financières, ainsi que le support de direction
d’entreprise sont nécessaires. À part ces raisons mentionnées,
la difficulté prioritaire constatée dans les PME est la non
connaissance des outils/méthodes de la démarche.
D’une part, la démarche Lean relève de décisions stratégiques,
il n’y a pas de solution universelle et unique pour assurer la
profitabilité de l’entreprise.[5] La mise en place de la
démarche Lean permet à chaque entreprise d’analyser les
situations concrètes et de trouver des solutions adaptées aux
intérêts de l’entreprise elle-même. C’est l’enjeu, mais aussi
l’obstacle à l’égard d’une entreprise qui n’a pas de
connaissance ni d’expérience pratiques dans ce domaine. Sans une
bonne compréhension de l’objectif et des étapes à mettre en
œuvre, la méthode Lean ne pourra jamais être développée
adéquatement.
D’autre part, l’esprit de Six Sigma introduit la notion de
statistique dans l’entreprise, et sa mise en place nécessite une
formation au préalable pour les personnes concernées. La
solution souvent choisie par l’entreprise est l’intégration des
experts statistiques. En revanche, il y a un fossé entre leurs
compétences statistiques et le contexte technique c’est-à-dire
que leurs interprétations des résultats sont purement «
théoriques », qui n’est pas forcément adaptée au niveau
pratique. D’ailleurs, cela pose des soucis au niveau de
l’incompréhension des interprétations des résultats au sein
d’une équipe de personne diversifiée. [7]
La méthodologie LSS est composée de la démarche Lean et la
méthode Six Sigma, elles sont réciproquement complémentaires. Le
niveau d’implantation devient plus haut quand la démarche Lean
et la méthode Six Sigma sont développées simultanément.[6] La
difficulté trouvée par les entreprises, spécialement les PME,
est de trouver un bon acheminement pour orienter et piloter la
démarche Lean Six Sigma.
L’identification des causes principales qui
découragent les PME à entamer ou continuer dans une démarche
LSS, permet de focaliser l’étude sur les compétences que doit
avoir chaque chef de projet et membre de l’équipe pour réussir
la démarche LSS. Dans un premier temps, Il s’est avéré qu’il
était pertinent d’établir un outil d’autodiagnostic afin de
faciliter au chef de projet de connaitre les compétences des
différents membres de son équipe.
Par conséquent, pour établir cet outil, l’étude s’est portée sur
la norme NF X06-091 « Démarches Lean, Six Sigma, Lean Six Sigma
- Exigences des compétences des chefs de projets d'amélioration
et des animateurs d'atelier » vu que c’est la seule norme qui
définit les exigences en termes de compétences des chefs de
projets et des animateurs d’ateliers à piloter un projet simple
ou complexe dans le cadre du LSS.
La norme NF X06-091 a été créée en 2003 dans le but de
vérifier les compétences dans la conduite de projets
d’amélioration au sein des industries et des services. Elle
définit et fixe les compétences nécessaires pour un chef de
projet qui lui permettent de piloter des projets d’amélioration
et animer des ateliers basés sur le Lean, Six Sigma ou LSS.
Cette norme peut être utilisée par plusieurs entités :
Les organismes voulant optimiser leur performance, et
définir les profils de compétences pour une démarche
d’amélioration Lean, Six Sigma ou LSS.
Les organismes voulant évaluer leur performance, ou les
compétences des acteurs Lean, Six Sigma ou LSS.
Pour ces organismes, La norme FD ISO 10006:2003
«Systèmes de management de la qualité — Lignes directrices
pour le management de la qualité dans les projets» est
indispensable pour l’application de la norme NFX06-91
Les organismes formateurs des chefs de projet/animateurs
atelier.
Pour ces organismes, La norme NF EN ISO/CEI
17024:2003, Évaluation de la conformité — Exigences générales
pour les organismes de certification procédant à la
certification de personnes» est indispensable pour
l’application de la norme NFX06-91.
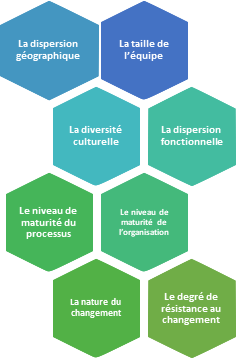
Selon la norme, Il existe deux types de projets d’amélioration :
projets simples et projets complexes. Le type de projet est
défini à travers les différents critères de complexité d’un
projet suivants :
Figure 6 Critères d'un
projet [source : auteurs]
Les ateliers sont également divisés en ateliers
simples et complexes et cela selon la :
Durée de préparation
Durée de déroulement
Durée de suivi
La norme traite également la méthodologie DMAIC qui permet de
conduire un projet d’amélioration.
Les compétences à maîtriser par le chef d’un projet
d’amélioration et d'animation d’un atelier ont été précisées
selon leurs savoir-faire et savoir-être, que ce soit dans le
service ou dans l’industrie. En effet quant au savoir-faire, un
chef de projet/animateur atelier doit maîtriser un ensemble
d’outils Lean et Six Sigma qui va lui permettre de contrôler le
bon déroulement de son projet. De plus, son profil et ses
aptitudes comportementaux constituent un réel atout pour assurer
la continuité du projet.
La norme fait également référence aux notions Green Belt et
Black Belt indiquées auparavant.[8]
La norme indiquée est peu connue dans le monde industriel. C’est
pour cette raison qu’il a été décidé de créer une Cartographie
qui permet de la mettre en évidence et la rendre plus claire et
compréhensible par toute personne concernée par le projet LSS.
De ce fait, à cette étape de l’étude deux livrables ont été
proposés :
Une Cartographie qui résume toutes les notions indiquées
dans la norme NF X06-091, visant à aider un responsable Lean
à bien comprendre son contenu.
Un Outil autodiagnostic qui va permettre au chef de projet
d’évaluer les compétences des membres du groupe de projet et
qui se basera sur le chapitre 5 de la norme NF X06-091 car
il distingue des niveaux de compétences « savoir-faire » en
fonction de l’échelle suivante :
Niveau 0 : Aucune connaissance requise
Niveau 1 : Connaissance (formation + exercices)
Niveau 2 : Savoir-faire standard (nominal) (a mis en
pratique a minima sur une
étude de cas mais n’est pas autonome)
Niveau 3 : Savoir-faire autonome
Niveau 4 : Savoir-faire avancé (est capable de transmettre
l’outil, d’accompagner
d’autres
personnes)
Niveau 5 : Expertise
Suite à l’analyse des différents avantages et
inconvénients des deux livrables proposés, il s’avère qu’il
n’est pas pertinent d’établir un outil autodiagnostic vu que le
contenu de la norme NF X06-091:2011 est restreint d’une part, et
d’autre part l’échelle des compétences définies par la norme ne
précise pas clairement le niveau de maitrise des outils.
Cependant, la cartographie sera toujours proposée vu qu’elle
permet de simplifier l’appropriation du contexte et surtout que
c’est un outil puissant de communication en interne ce qui
répond à la problématique mais cette fois-ci, ce deuxième
livrable va plutôt se focaliser sur la démarche DMAIC qui est
incontournable pour le lancement d’un projet LSS.[5] Le fait
qu’un projet LSS soit bien piloté est un point clé de succès.
C’est la raison pour laquelle la cartographie a été proposée de
façon à être basée sur la démarche DMAIC. Les outils qui peuvent
être appliqués seraient classés selon l’usage, dans chaque étape
de la démarche. Afin de faciliter la compréhension et la
sélection d’outils par le personnel concerné, une description
qui contient la définition et l’objectif de chaque outil serait
aussi incluse dans la cartographie.
Après avoir défini les outils à appliquer, l’entreprise irait
les développer pour l’adapter par rapport à son processus. La
formation des collaborateurs à chaque outil est couteuse. C’est
pourquoi le deuxième objectif du projet présent est
d’accompagner le personnel concerné à bien maîtriser les outils
et à savoir interpréter les différents résultats. Pour cela, une
boîte à outils sera mise en place dans laquelle il y aura des
trames prédéfinis des outils ainsi que leur mode opératoire.
Néanmoins, le projet LSS est un projet d’amélioration de
performance, il est souvent orienté par son objectif final. En
ce qui concerne les PME qui n’ont aucune connaissance sur la
méthodologie LSS, la démarche DMAIC ne requiert pas seulement
les outils LSS, mais aussi les outils de qualité basiques qui
assurent le bon déroulement. Le développement de tous les outils
donnerait une redondance dans la cartographie, et coûte plus de
temps à trouver l’outil le plus pertinent. En conséquence, la
démarche DMAIC n’est pas la structure la plus pertinente pour la
cartographie.
A travers la méthodologie de travail élaborée, la problématique
et les besoins des PME qui envisagent de mettre en place une
démarche LSS ont été identifiés. Le choix s’est porté sur trois
principaux livrables qui vont permettre à ces entreprises de
comprendre les outils en fonction de leurs enjeux et de bien
choisir l’acheminement de leur démarche pour bien identifier les
outils à mettre en œuvre.
Cartographie
La première étape pour une entreprise, qui n’a jamais mis en
place une démarche d’amélioration, est de s’approprier les
différents outils LSS et de comprendre l’objectif de chacun.
Comme indiqué auparavant, la cartographie ne serait plus basée
sur la démarche DMAIC. Le choix s’est porté sur une cartographie
full-web qui permet aux entreprises de retrouver facilement, en
fonction de leurs besoins et leurs objectifs, les différents
outils LSS. A travers des catégories liées aux besoins de
l’utilisateur, il pourrait même découvrir des nouveaux besoins
et apprendre plus sur les outils proposés.
Guide
Lorsque l’utilisateur comprend et identifie les différents
outils qui pourront l’aider à mettre en place sa démarche. Il
serait temps de savoir comment les appliquer. Ce qui n’est pas
facile pour une personne qui ne connaissait pas ces outils.
La deuxième proposition est « un guide de bonne pratiques » qui
serait mis à disposition pour les entreprises. Son objectif est
d’accompagner la personne qui voudrait utiliser des outils qui
sont plus au moins complexes à mettre en place. Le guide sera
sous forme d’indications, d’exemples, et de schémas simples.
Ce guide ne contient pas tous les outils mentionnés dans la
cartographie mais uniquement ceux qui exigent une réflexion sur
la préparation préalable, le déroulement et le suivi.
Boîte à outils
Dans les PME il est souvent difficile de définir la manière
d’élaborer une démarche qui vise à améliorer la performance,
notamment ce qui concerne les supports à utiliser.
Dans l’optique de faciliter la mise en place des outils LSS par
les différents acteurs, une boite à outils est proposée. Ce
support pourrait être très intéressant vu qu’il va aider les
entreprises à manipuler les outils. Ceci via les différentes
trames, calculs automatiques, schémas qui le constitue et qui
ont pour objectif de gagner en efficacité, en efficience et en
qualité.
La boite à outils est simple et interactive. Elle reprend les
différentes catégories de la cartographie afin de faciliter la
recherche et l’utilisation. Elle est sous forme de fichier
Excel. Par conséquent, l’utilisateur pourrait travailler sur un
seul fichier avec les différents outils qu’ils utilisent. Mais
il pourrait toutefois, s’il y a besoin, extraire les parties
dont il a besoin dans un autre fichier/format.
Afin d’assurer une fiabilité optimale des livrables :
cartographie, boite à outils et guide. Une analyse de risques a
été réalisée pour chacun des livrables et ceci pour déterminer
des actions alternatives à mettre en œuvre lors de l’élaboration
des outils. Le tableau qui suit présente les différents risques
liés au projet.
Livrable
Risque
Cause
Conséquence
Action
préventive
Cartographie
Trop
chargée
Trop
d'outils
Confusion
lors de sélection des outils
Caractériser
les outils dans chaque catégorie
Trop
d'informations pour un outil
Lecture
difficile / illisible
Sélectionner
les informations clefs
Manque
de catégorie
Manque
de connaissance sur les besoins d'entreprise
Abandon
d'outil
Consulter
les experts du domaine
Mauvais
positionnement des outils dans les catégories
Manque
de connaissance sur les outils
Non
atteinte de l'objectif souhaité
Consulter
les experts du domaine
Guide
Démarche
mal expliquée
Mal
compréhension de la démarche
Mal
implantation de la démarche
Ajout
de référence : Norme/Ligne directrice/etc.
Boîte
à outils
Modification/Suppression
des formules lors de l'utilisation
Non
verrouillage du fichier
Résultats
incorrects
Protéger
les fichiers par verrouillage
Trame
non utilisable
Mettre
les coordonnées du service après-vente dans les
fichiers (mail du groupe)
Trames
difficiles à remplir
Champs
à remplir non définis
Abandon
d'outil
L’ajout
des commentaires explicatifs
Tableau 1 Risques liés
aux livrable [source : auteurs]
La mise en place de la démarche Lean Six Sigma
requiert une connaissance de ses différentes composantes. Elle
passe par plusieurs étapes principales : l’appropriation de
ses différents outils grâce à une Cartographie « full-web »,
leur mise en œuvre par un Guide et surtout la dernière étape
qui est primordiale : le suivi par une boîte à outils sur
Excel®.
Le package LSS Box regroupe ces étapes pour faciliter
l’implantation et l’accompagnement à la mise en œuvre :
1. Via la Cartographie, identifier les
outils adaptables aux besoins ;
2. Via le Guide, comprendre toutes les
étapes pour mettre en œuvre la démarche ;
3. Via la Boîte à outils, analyser et
interpréter les résultats pour assurer l’amélioration.
Cartographie : les outils Lean Six Sigma selon
le besoin
La cartographie est accessible via le web, elle ne
requiert aucune compétence spécifique en informatique pour
l’utiliser. Sur le niveau ergonomique, elle est simple et conçue
avec des indicateurs visuels pour faciliter l’identification du
besoin de l’utilisateur. Elle est élaborée à l’aide du logiciel
ScenariChain qui se caractérise par son interactivité avec
l’humain.
La cartographie est constituée de 3 niveaux d'interface, ils
sont listés ci-dessous respectivement:
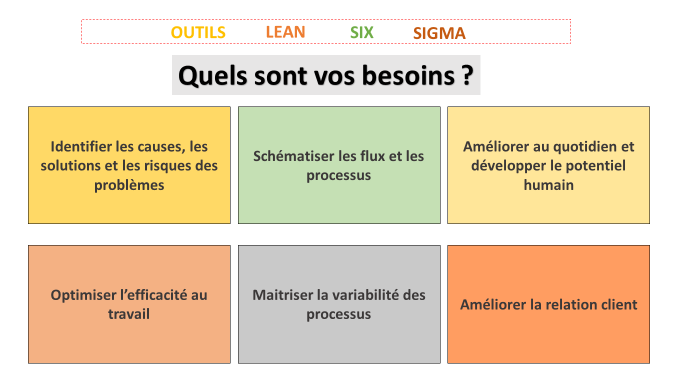
Page des besoins de l’entreprise
Figure 7 Besoins de
l'entreprise [source : auteurs]
L’interface ci-dessus est la deuxième interface de la
cartographie. Elle indique les 6 besoins identifiés de
l’entreprise. Grâce à cette page, l’utilisateur va pouvoir
choisir le type d’outil qu’il veut s’approprier, et ce en
appuyant sur la case de son choix.
Voici les 6 besoins :
Identifier les causes, solutions, et les risques des
problèmes ;
Schématiser les flux et les processus ;
Améliorer au quotidien et développer le potentiel humain
;
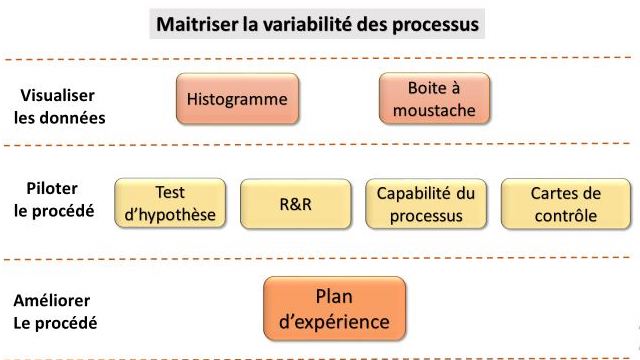
Figure 8 Exemple de
liste des outils selon le besoin [source : auteurs]
Lorsque l’utilisateur identifie ce qu’il cherche et
fait son choix, il accède à la page qui contient les outils
choisis de cette catégorie. Dans cette page, différents outils
sont affichés sous forme de sous-catégories pour faciliter
encore le choix pour l’utilisateur.
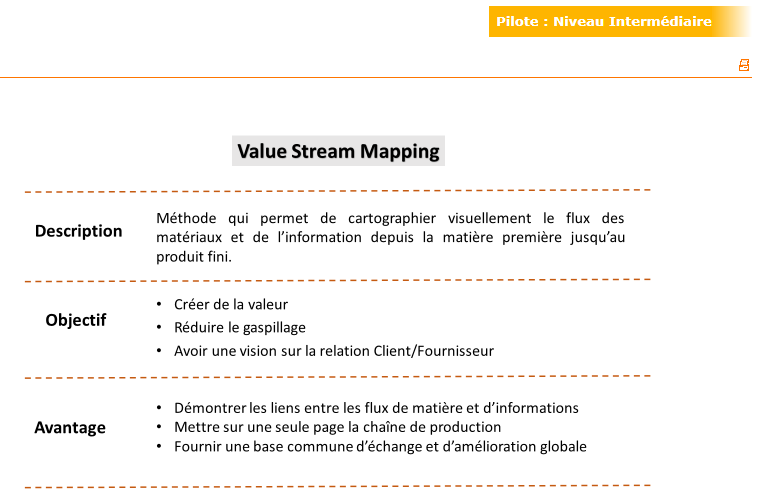
Explication de l’outil
Figure 9 Exemple
explication de l'outils [source : auteurs]
La dernière interface correspond à l’explication de l’outil
choisi. Elle contient 4 parties principales. Définition : explication basique de l’outil pour
permettre à l’utilisateur de comprendre à quoi l’outil en termes
de représentation et contenu. Objectif : Définir le but d’utiliser l’outil ; Avantage : Expliquer pourquoi l’utilisation de cet outil
serait un plus. Niveau de maitrise : Le niveau de connaissance
pré-requise de manipulation diffère d’un outil à un autre. C’est
pour cela que les outils ont été divisés en 3 niveaux :
Débutant : Néant.
Intermédiaire : Formation de l’outil.
Expert : Formation de l’outil et Expérience sur le
terrain.
Le guide d’utilisation présente la mise en œuvre des
différents outils étudiés lors de ce projet, en décrivant en
détail les étapes à suivre pour bien se servir de la boite à
outils proposée. Les différents outils sont classés dans le
guide selon les six catégories expliquées dans la cartographie,
donc selon les besoins de l’entreprise.
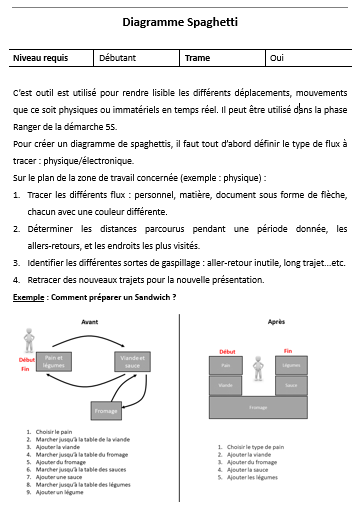
Le guide est constitué des fiches outil, chaque fiche présente
une brève description de l’outil, les différentes étapes de la
mise en œuvre et un exemple rempli de trame (si existante dans
la boite à outils). Chaque fiche contient un entête où est
défini le niveau de maitrise requis par l’utilisateur (débutant,
intermédiaire, Expert) et l’existence ou la non-existence de la
trame dans la boite à outils.
Figure 10: Entête de
fiche d'outil [source : auteurs]
On peut trouver aussi des illustrations (Image,
Graphe…) pour assurer une explication plus claire sur la
démarche à suivre.
Ci-dessous un exemple de fiche de l’outil du Diagramme spaghetti
que vous pouvez trouver dans le guide.
Figure 11: Fiche de diagramme
Spaghetti [source : auteurs]
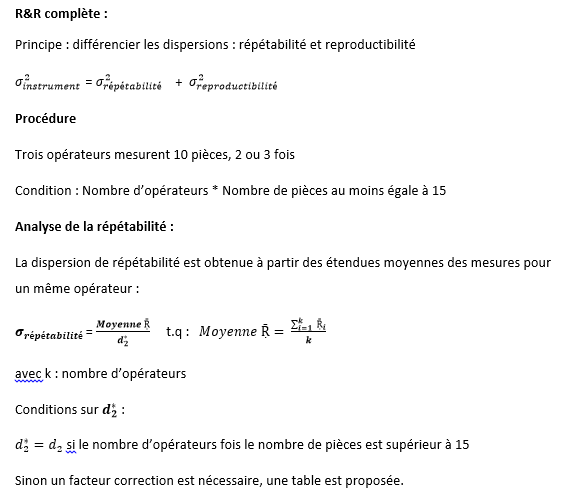
Pour les outils statistiques, une explication bien détaillée des
termes spécifiques de chaque outil a été fourni ainsi que les
différentes formules à utiliser pour réaliser les calculs
nécessaires. L’exemple de la fiche R&R, ci-dessous, présente
les différentes formules nécessaires pour la réalisation des
calculs.
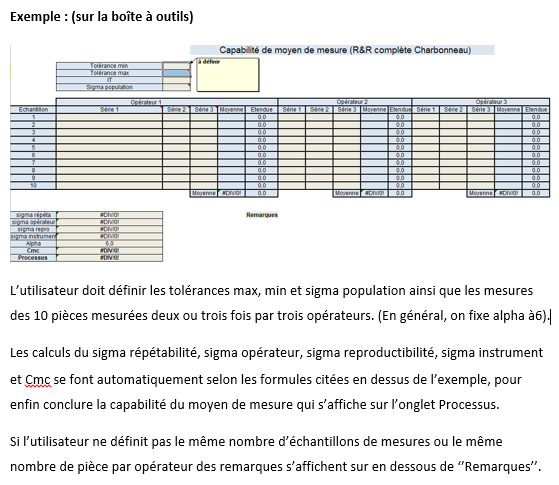
Des illustrations des exemples de trames ont été introduites
dans le guide pour bien expliquer les différents champs à
remplir.
Figure 13 Exemple des
champs à remplir [source : auteurs]
Le guide présente un référentiel qui regroupe les différents
outils Lean Six Sigma, en détaillant les différentes étapes de
la mise en œuvre de chaque outil.
La Boîte à outils est réalisée sous forme d’Excel,
qui contient les trames de 23 outils. Elle est composée de 4
parties :
Trames des outils Lean
Fiches de calcul Statistique – R&R
Fiches de calcul Statistique – Etude de Capabilité
Fiches de calcul Statistique – Plan d’expériences
La Boîte à outils doit être utilisée en parallèle avec le Guide
d’utilisation, vu que le mode d’emploi de chaque trame se trouve
dans le Guide présenté auparavant.
Page d’accueil
Figure 14 Exemple de
page d'accueil de Boîte à outils [source : auteurs]
Dans chaque fichier de la Boîte à outils, on trouve un premier
onglet : page d’accueil, sur laquelle sont indiquées les
informations suivantes : les différentes trames qui se trouvent
dans le fichier, le lien web accessible du projet ainsi que les
coordonnées des membres de l’équipe, ils permettront à
l’utilisateur de prendre contact avec les membres d’équipe en
cas de besoin.
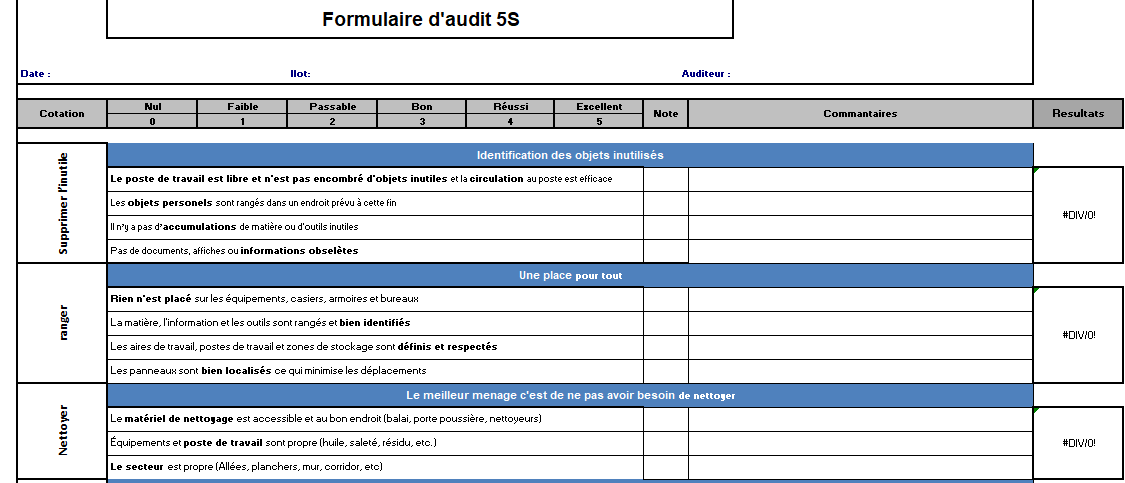
Trames des outils Lean
Figure 15 Exemple de
trame des outils Lean [source : auteurs]
11 trames des outils Lean sont fournies dans la Boîte à outils.
L’utilisateur peut suivre la démarche expliquée dans le Guide
d’utilisation pour bien exploiter ces outils.
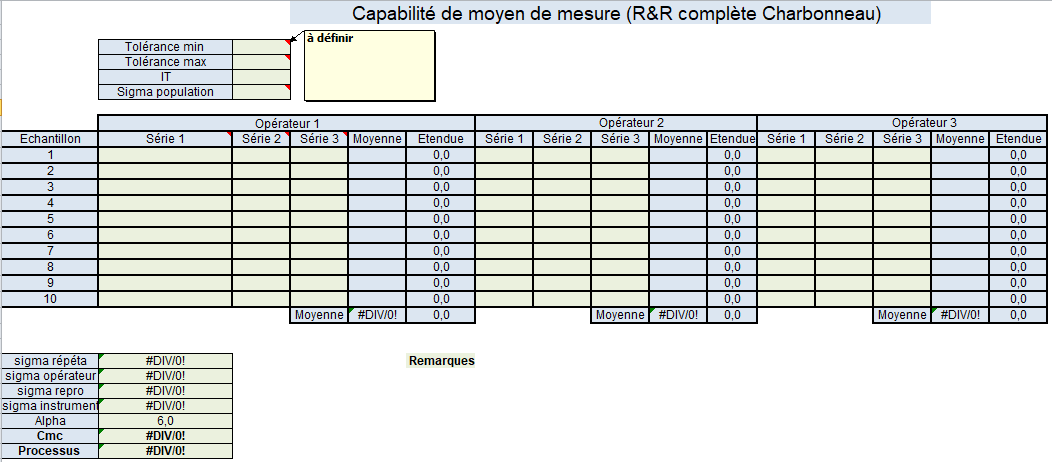
Fiches de calcul Statistique
Figure 16 Exemple de
fiche de calcul des outils Statistique [source : auteurs]
Les fiches de calcul statistique permettent de faire le calcul
de tous les facteurs automatiquement. En ayant des données
d’entrée, l’utilisateur par le biais de ces fiches de calcul
obtiendrait les résultats directement. Les cases à remplir sont
colorées par la couleur clair vert. Des remarques s’affichent en
cas de non-respect des conditions de calcul. D’après les
résultats de calcul, l’utilisateur trouvera aussi
l’interprétation des résultats.
Pour la suite du projet, on propose de communiquer
les livrables établies à quelques PME pour avoir leurs retours
sur l’efficacité et la qualité des outils.
On souhaite aussi profiter de la journée d’AGORA afin de
convaincre les personnes intéressées d’utiliser nos outils au
sein de leurs stages par exemple, mais aussi de les tester au
cours de la même journée, ce qui va nous permettre de noter
leurs retours au fur et à mesure.
La boîte à outils qui traite les calculs statistiques a été déjà
testée par un nombre d’étudiants ingénieurs filière fiabilité et
qualité industrielle qui juge la boîte à outils simple
d’utilisation, clair et pertinente du fait qu’on y trouve les
différentes trames des outils qui s’utilisent fréquemment au
sein de l’entreprise.
Pour que nos outils soient mieux propagés dans le milieu
industriel, il serait intéressant de les publier sur des sites
Web qui traitent les démarches et outils d’amélioration continue
sous format PACK OUTILS LEAN SIX SIGMA, tout en ayant la
possibilité de les télécharger gratuitement, ce qui est un
avantage concurrentiel par rapport à ce qui existe sur le
marché.
La démarche Lean Six Sigma reste un enjeu
majeur pour les entreprises. Cependant, les PME trouvent
réellement des difficultés par rapport à la mise en œuvre de la
démarche, ceci est dû principalement à la non maitrise des
outils. Ce travail, vise les PME néophyte au Lean Six Sigma
souhaitant mettre en place la démarche.
Dans un premier temps, nous avons classifié les outils de la
démarche Lean Six Sigma suivant les besoins réels de
l’entreprise sous forme d’une cartographie simplifiée. Cette
dernière, va permettre à toute entreprise de trouver facilement
l’outil adéquat par rapport à un besoin précis en ayant une
définition de l’outil, son objectif et ses avantages.
Dans un deuxième temps, nous avons élaboré une boîte à outils
Lean Six Sigma. Elle comporte des trames de calcul statistique
qui à partir des données d’entrées établis par l’utilisateur,
visualise des résultats selon le type de calcul. Pour les trames
des outils Lean, on propose une trame type pour chaque outil.
Dans un troisième temps, on a réalisé un Guide d’utilisation qui
englobe tous les outils Lean Six Sigma. Il comporte les
différents outils ainsi qu’une explication brève et simple de la
démarche à suivre dans le cas où on veut mettre en place l’outil
/ la démarche. Sur ce même guide, on propose l’explication de
l’utilisation des trames de la boîte à outils qui sont réalisées
sur Excel.
Enfin, tout ce qui a été proposé a pour but d’encourager les
entreprises à la mise en place de la démarche Lean Six Sigma.
[1] Christian GOUSSEN, Fabien RIPERT, et Gilles-Hervé GODIN,
« 6 Sigma: Principe de la méthode et perception de son usage
», Mémoire d’Intelligence Méthodologique du projet
d’intégration, https://www.utc.fr/master-qualite, puis «
Travaux » « Qualité-Management » réf n°29.
[2] R. D. SNEE, « Lean Six Sigma – getting better all the time
», Lean Six Sigma Journal, vol. 1, no 1, p. 9-29, mars 2010.
[3] M. Pepper et T. Spedding, « The evolution of lean Six
Sigma », International Journal of Quality and Reliability
Management, IJQRM, UK, www.emeraldinsight.com, vol. 27, no 2,
p. 144, janv. 2010.
[4] « Six Sigma Belt Levels and Certification Requirements
Explained in Detail », Project Manager Certification Training
Courses PMP, Six Sigma & Agile. [En ligne]. Disponible
sur:
https://www.projectmanagertraining.com/what-are-the-six-sigma-belts/.
[Consulté le: 08- oct-2017].
[5] « 10 questions sur le lean | Agence nationale pour
l’amélioration des conditions de travail ». ANACT, Lyon,
2016.
[6] I. Alhuraish, « L’évaluation des performances des
organisations implémentant les métodes Lean Manufacturing et
Six Sigma : Application aux industries françaises »,
05-juill- 2016. [En ligne]. Disponible sur:
http://www.theses.fr/2016ANGE0018. [Consulté le: 27-oct-
2017].
[7] N. Volck, Déployer et exploiter Lean Six Sigma, 1ère
édition. Editions d’Organisation, 2009.
[8] «NF X06-091 Démarches Lean, Six Sigma, Lean Six Sigma -
Exigences des compétences des chefs de projets
d’amélioration et des animateurs d’ateliers (Tirage 2 ) ».
Editions Afnor, Paris, www.afnor.org, 01-avr-2011.