Master Qualité - Communication
publique des résultats d'un stage de fin d'études UTC - rue Roger Couttolenc - CS
60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr
- Téll : +33 (0)3 44 23 44 23
Avertissement
: Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
PEPI : Plan
d’Expérience pour la Performance Innovante, un
outil pour l’industrie
Référence
bibliographique à rappeler pour tout usage : PEPI : Plan
d'Expérience pour la Performance Innovante, un outil
pour l'industrie, ARAUJO DA SILVA Camila, Université de
Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO)
Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2018, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 429
RÉSUMÉ
Ce mémoire
d’intelligence méthodologique a été élaboré avec le but
d’apporter aux lecteurs et à l’industrie un support pour
les projets basés sur un plan d’expérience et sur la prise
de décisions. Dans l’objectif de gagner en efficacité et
en rapidité pour fournir des produits et services
conformes à la réglementation et besoins clients, une
stratégie gagnante a été conçu avec le but de faciliter le
travail des personnes impliqués. PEPI, Plan d’Expérience
pour la Performance Innovante est applicable à plusieurs
secteurs de l’industrie et elle peut être utilisée tout au
long des projets.
D’abord, vous
trouverez dans l’avant-propos des conseils à appliquer
préalablement à la démarche PEPI. Ensuite, les enjeux qui
peuvent impacter les projets sont détaillés conformément
aux directives de la méthode. Les étapes de PEPI Problématiser, Expérimenter, Prioriser et Innover sont
expliqués. S’en suit un exemple applicatif, commun dans
l’industrie et relatif à mon projet de stage, développé
afin de démontrer l’efficacité de PEPI.
Mots-clés :
performer, innover, industrie, plan d’expérience,
stratégie, prise de décisions, prioriser.
ABSTRACT
This essay
was written in order to bring to both the readers and
industry a support for their projects based on a design
of experiment (DOE) and on decision making. It aims at
being more efficient and faster to provide products and
services respecting the regulation and the clients’
needs. A winning strategy was built to ease the job of
the people involved in the projects. PEPI, method named
after the French full-name, means design of experiment
for an innovative performance, it can be applied to a
wide range of industrial sectors and used all along the
projects.
First, you
will find in the foreword a piece of advice to be
applied before starting PEPI. Then, the targets that may
impact the projects are detailed and are compliant to
the method’s directives. PEPI’s steps: Problematize,
Experiment, Prioritize, Innovate are explained.
Eventually it is followed by applicative example, common
to the industry and related to my internship project,
which develops the method so it can prove its
efficiency.
Tout d’abord, je souhaite remercier les
collaborateurs de l’entreprise qui m’ont accueilli pendant ces
quelques mois dans le cadre de mon stage de fin d’études de
Master Spécialité « Qualité et Performance dans les
Organisations » car c’était
une période importante de mon parcours professionnel qui
m’a permis d’acquérir de nouvelles connaissances et compétences.
J’adresse des
remerciementstous
particulièrement à ma tutrice, Ingénieure Qualité, ainsi que son
supérieur, Manager Qualité, pour leurs contributions tout au
long du projet, leur investissement et le partage de leurs
connaissances.
Mes remerciements vont
également à toute l’équipe pédagogique du master QPO de l’UTC
pour la qualité de leur formation et en particulier M. Gilbert FARGES
pour son aide, ses conseils et sa disponibilité à mon égard.
La définition des stratégies
d’optimisation de la performance industrielle est dirigée
principalement par les clients. Ils sont les pièces maitresses
du marché car l’industrie travaille pour satisfaire leurs
besoins et garantir la qualité perçue. Par conséquent, le marché
industriel est dynamique et les enjeux centraux des fabricants
sont de maximiser la qualité, la productivité, les délais ainsi
que de minimiser le coût des produits et des services. Pour
cela, des études statistiques permettent aux différents secteurs
d’activité de maintenir et même d’améliorer leurs performances.
A travers d’une réflexion, de l’analyse et de l’interprétation
des résultats de données scientifiques, ces études peuvent être
très efficace.
La création
d’un nouvel outil permet de réunir les avantages des statistique
et des éléments principaux de l’industrie afin d’offrir une
stratégie profitable. PEPI, « Plan d’Expérience pour la
Performance Innovante » est un outil basé sur un plan
d’expérience qui permet l’interprétation de résultats
expérimentaux de manière rapide et précise. Par contre, la
différence entre la mise en œuvre d’un plan d’expérience et de
PEPI, est que ce dernier permet d’aller plus loin dans la
résolution du problème. En effet, le fait d’innover que ce soit
pour un produit ou un service, est une étape très importante de
la méthode et ceci doit être appliqué après l’analyse des
résultats. De plus, la méthode PEPI est capable d’aider les
entreprises lors de la prise de décisions, en améliorant les
étapes de priorisation, mise en œuvre et contrôle de leurs
actions.
Ce Mémoire
d’Intelligence Méthodologique s’articule autour des missions de
la démarche qualité avec comme but d’établir une stratégie
industrielle pour répondre aux besoins des clients et avoir des
systèmes toujours plus performants. La création d’un outil
capable de réunir tous ces éléments dans une proposition
facile, simple et flexible pour le marché industriel. Au travers
de quatre étapes bien appliquées : Problématiser, Expérimenter,
Prioriser et Innover, PEPI peut amener des résultats très
satisfaisants. Pour le démontrer, la méthode est illustrée par
une problématique concrète et commune aux sociétés de
production.
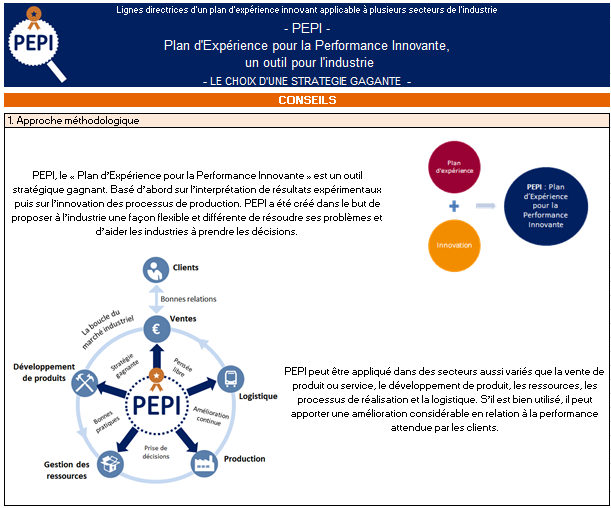
PEPI, le « Plan d’Expérience
pour la Performance Innovante » est un outil stratégique
gagnant. Basé d’abord sur l’interprétation de résultats
expérimentaux puis sur l’innovation des processus de production.
PEPI a été créé dans le but de proposer à l’industrie une façon
flexible et différente de résoudre ses problèmes et d’aider les
industries à prendre les décisions.
L’approche
méthodologique est faite d’une façon généraliste car la méthode
peut être utilisée par plusieurs secteurs de l’industrie. Elle
apporte aux lecteurs les moyens pour obtenir le résultat voulu
qui, sur le marché industriel, consiste à répondre aux attentes
des clients et à garantir les bonnes relations.
En cela, l’outil statistique est essentiel pour la compréhension
et la gestion des phénomènes complexes. C’est la science par
laquelle les données issues des évènements aléatoires sont
recueillies, traitées et analysées. Le fait d’analyser les
données permet de décrire les phénomènes étudiés, de faire des
prévisions et prendre des décisions à leur sujet [1].
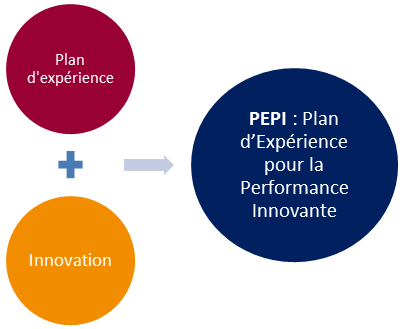
Les étapes telles que la
définition de la problématique, l’identification des facteurs
influents, la réalisation des tests et l’interprétation des
résultats ne sont pas suffisant pour la méthode PEPI. De fait,
innover après la conclusion d’une étude est très importante pour
parvenir à un bon résultat et penser « libre » est une
expression bien appliquée à cette méthode (Figure 1).
Figure
1 : La base de la méthodologie PEPI [source : auteure]
Comme les données étudiées
peuvent être de toutes natures, PEPI peut être appliqué dans des
secteurs aussi variés que la vente de produit ou service, le
développement de produit, les ressources, les processus de
réalisation et la logistique (Figure 2). S’il est bien utilisé,
il peut apporter une amélioration considérable en relation à la
performance attendue par les clients.
Figure 2 : L’actuation de PEPI dans la boucle du marché
industriel [source : auteure]
Les procédés de production
de l’industrie deviennent de plus en plus complexes car ils
dépendent d’un grand nombre de facteurs difficiles à régler
intuitivement [2]. Le
plan d’expérience est la méthode idéale pour ce type de
problématique parce qu’il permet d’optimiser la démarche en
utilisant un maximum d’informations en un minimum
d’expériences. L’optimisation dans le milieu industriel est
très importante si elle concerne des points tels que le temps
dédié au projet, la productivité, la qualité du produit et le
coût.
Le vocabulaire utilisé au
cours de l’application d’un plan d’expérience doit être
spécifique. Les facteurs, par exemple, sont utilisés lors de
la qualification des variables contrôlables et peuvent être
facilement modifiés. Les facteurs quantitatifs sont exprimés
par des valeurs numériques (pression, température, etc). Les
facteurs qualitatifs ne sont pas exprimés par de valeurs
numériques (couleurs, type de matériau, etc). Les facteurs
peuvent avoir de l’influence les uns sur les autres et la
phase d’expérimentation est le moment de tester des différents
cas.
Il y a encore d’autres
termes de vocabulaires qui sont utilisés lors d’un plan
d’expérience. Les normes françaises et internationales ont été
écrites sous forme de fascicules définissant les exigences
applicables à un domaine, ainsi que les méthodes et les
différents types de plans d’expériences applicables [3]. La
connaissance de cette documentation normative avant
d’appliquer une étude statistique facilite et optimise le
démarrage du travail.
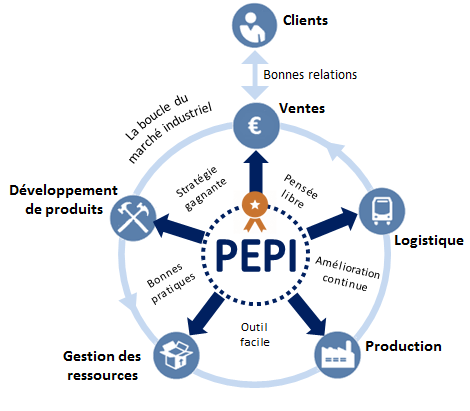
1.1.1. Les
normes de plan d’expériences et leur évolution
historique
Figure
3 : L’évolution de normes de plan d'expériences [source :
auteure]
La première norme
française X 06-080 concernant les plans
d’expériences a été publiée en 1989 [4].
C’est une norme courte de 25 pages applicable dans les
domaines de la productivité des installations et des équipes
ainsi que dans la qualité des informations et des produits.
Elle permet de trouver des définitions des principaux termes
de ce domaine, les différents types de modèles, les critères
de qualité et les types de plan d’expériences. Les exemples
sont simples et ils se limitent à la construction d'un plan
factoriel complet où toutes les combinaisons des variables
sont réalisées.
Quatorze ans plus tard,
comme montre la (Figure 3) ci-dessus, la norme FD X
06-081 est parue pour guider les lecteurs à choisir le
plan d’expériences qui mieux répond aux objectifs définis [5].
En raison du développement de méthodes capables d’offrir aux
utilisateurs différents manières de suivi un plan
d’expériences, soit par des essais ou par des simulations
numériques, il est apparu nécessaire de proposer aux
utilisateurs un guide de choix. De plus, cette norme peut
être utilisée par différents domaines de l’industrie :
mécanique, chimie, électronique, agroalimentaire, etc. Le
guide utilise des exemples académiques pour illustrer les
différents paragraphes de ce fascicule de documentation.
Puis, la norme FD
ISO/TR 12845 a été publiée en 2010, moment où la
méthode dite Six Sigma a gagné du terrain dans les
entreprises [6].
Elle recommande par sa démarche d'amélioration continue,
l'application de plans factoriels fractionnaires à deux
niveaux. La norme intitulée « illustrations choisies
de plans d’expériences factoriels fractionnaires » donne des
exemples concernant l'optimisation d'une émulsion de
polymère et l'étude de formulations de mousse PVC. La norme
en question est applicable à l’industrie où les
universitaires, les ingénieurs et les responsables de
production ou d’entreprise peuvent l’utiliser comme une
source d’inspiration.
Finalement, la dernière
norme concernant le plan d’expériences est parue en 2013 [7].
NF ISO 3534-3 définit un vocabulaire plus riche
applicable au plan d’expériences. La première norme était
elle aussi dédiée à la définition de vocabulaire, néanmoins,
après une vingtaine d’années, de nouvelles expressions et
domaines d’application sont apparus. La mise en forme de la
dernière version de la norme ISO 3534-3 est plus simple à
appliquer car elle a été écrite en deux colonnes : l’une en
langue anglaise et l’autre en langue française. Cette norme
est une référence importante pour tous ceux qui ont besoin
d’un dictionnaire cohérent et rigoureux des termes
concernant les plans d’expériences.
La méthode PEPI est une
nouvelle proposition pour l’industrie afin de résoudre des
problèmes. D’abord, PEPI propose aux utilisateurs de
comprendre la démarche industrielle à travers les enjeux qui
peuvent contribuer à faire perdre ou à gagner une entreprise.
Ce n’est pas un prérequis, mais c’est une façon d’éviter des
échecs avant, pendant et après l’utilisation de la
méthodologie.
Le marché industriel est
un secteur d’activité commercial où les vendeurs et les
acheteurs concluent des relations d'affaires dans le but de
réaliser des transactions, des accords ou des échanges [8].
Deux forces garantissent principalement le fonctionnement du
marché : l’offre et la demande. La première fait référence à
la quantité disponible d’un produit que les entreprises
veulent ou peuvent vendre. Le deuxième est lié à la quantité
de produit que les consommateurs veulent ou peuvent
acquérir, c’est-à-dire la demande. En plus de ces deux
forces une troisième peut influer grandement sur leur
équilibre : le contexte (Figure 4).
Figure
4: Les forces qui garantissent le fonctionnement du marché
industriel [source : auteure]
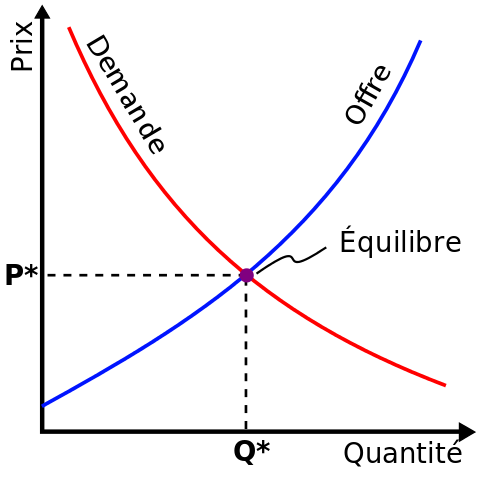
La quantité des produits
offerts est déterminée par les vendeurs et elle est
influencée par le prix du marché, le coût de fabrication et
la technologie. De l’autre côté, la demande est établie par
les consommateurs qui, au moment d’acheter prennent entre
autre en compte le prix, la performance, l’existence des
produits similaires. En économie, la relation entre l’offre
et la demande est représenté par un graphique où il existe
un seul point d’intersection entre les deux qui est le point
d’équilibre (Figure 5) [9].
Figure 5
: Relation de l'offre et de la demande d'un produit sur le
marché et formation de son prix [source : Dicionário
Financeiro]
Pour que les entreprises
puissent réussir dans le dynamisme et la concurrence du
marché, elles cherchent à bien connaître et prendre en
compte le développement de produits, la production, la vente
et la logistique, ainsi que les stratégies nécessaires pour
coordonner les activités. Le but de cette connaissance est
de maximiser la valeur des produits pour les clients et
d'obtenir un avantage concurrentiel durable.
1.2.2.
La relation entre le client et l’entreprise
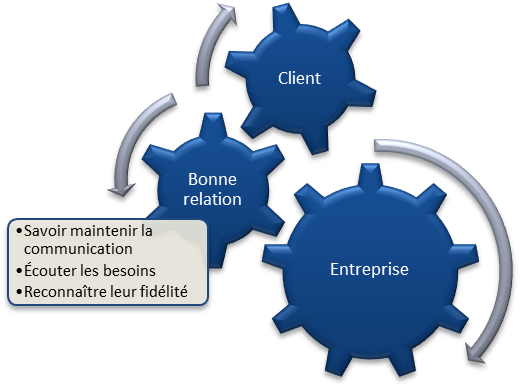
Construire
une bonne relation entre le client et l'entreprise est la
clé. Les clients doivent être connus, identifiés et
soutenus. Pour que cela se produise, il faut savoir
maintenir la communication, écouter les besoins et
reconnaître leur fidélité. Aujourd'hui, cette proximité est
l’une des pratiques les plus courantes dans les entreprises
car le développement de la fidélisation des clients est lié
à des avantages concurrentiels pour l'entreprise.
C’est-à-dire que les entreprises peuvent avoir une
importante réduction de coût en raison de faible taux de
désabonnement et transformer les clients inactifs en actifs
[10].
Le processus relationnel doit être
initié par le choix du client, l'identification de ses
besoins, la définition des services à fournir et la
disponibilité d'employés motivés et qualifiés pour bien
servir les clients. Avec l'aide des systèmes informatiques
et de gestion, il est possible de croiser des informations
telles que : les données économiques et financières, leurs
profils et la fréquence d'achat des produits. Ces données
servent ensuite à guider la prise de décisions. Le dialogue
est l'un des principaux moyens de renforcer cette relation,
le client aime être écouté et donner son avis, il est donc
nécessaire de créer un canal de communication direct, que ce
soit par courriel, téléphone, site web (Figure 6).
Figure 6
: La clé de la relation entre le client et l’entreprise
[source : auteure]
1.2.3.
La bataille industrielle pour la performance
Les clients exigent des
produits de la meilleure qualité et les systèmes les plus
performants, sophistiqués et complexes. Pour répondre à
leurs besoins, le secteur de production industrielle
bataille quotidiennement avec de nombreux facteurs qui
affectent la qualité des produits et génère des coûts
évitables comme par exemple l’adaptation aux nouvelles
spécifications, le pilotage optimal de machines et la
détermination des proportions d’un mélange chimique. Pour
une performance solide et durable, la prise de décisions, la
gestion et les stratégies choisies sont les facteurs
décisifs pour la permanence des entreprises dans le marché
industriel.
Le travail dans le
secteur de la production comporte quatre phases : la
planification, l'exécution, le contrôle et l’action [11].
La planification est l’étape où les objectifs de production
vont être transformés en spécifications et où les procédures
nécessaires pour exécuter et contrôler la performance vont
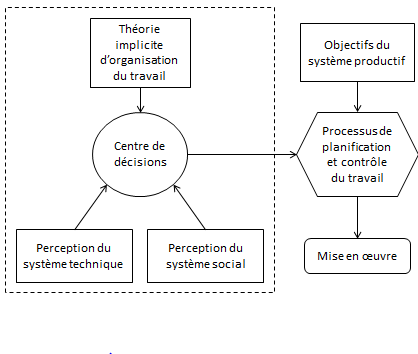
être définies. Dans les entreprises, les caractéristiques de
l'organisation du travail sont définies lorsque le centre de
décision établit les lignes directrices du processus de
planification et de contrôle du travail.
Il est important de
distinguer les deux types de décisions impliquées. D’abord,
il y a des décisions qui peuvent être considérées comme
stratégiques, puisqu'elles définissent les principes de base
qui guident la structuration du processus de planification
et de contrôle du travail lui-même. Ensuite, il faut prendre
en considération les décisions opérationnelles, qui sont
celles qui sont nécessaires au bon fonctionnement du
processus, une fois qu'il a déjà été structuré. On pourrait
dire que ce sont les décisions qui interviennent dans le
fonctionnement quotidien du processus. PEPI considère que le
centre de décision est la personne ou le groupe de
personnes, responsable(s) du premier type de décisions. En
ce qui concerne le second type, le centre de décision peut
également en assumer la responsabilité ou le déléguer à
d'autres personnes ou départements (Figure 7).
Figure 7 :
La chaîne de la prise des décisions [source : Scielo]
1.3.
Les enjeux principaux à relever : Qualité, Productivité,
Délais et Coût (QPDC)
Dans un contexte de production, les
enjeux pour l’amélioration de la performance industrielle
sont composés par : la qualité, la productivité, les délais
et le coût. Dans ce QPDC défini par PEPI
chaque lettre porte des enjeux différents (Tableau 1).
Tableau 1
: Les enjeux de PEPI par rapport au QPDC [source :
auteure]
La qualité consiste à
offrir au client un produit ou service égal ou surpassant
ses attentes. La satisfaction du client est déterminée par
la performance perçue du produit ou du service comparé au
niveau de ses attentes. Cela peut être mesuré sous forme
d’enquêtes. Prendre connaissance et comprendre ce que le
client « aime » ou « n'aime pas » est important car la
satisfaction peut déterminer le comportement futur du client
[12].
Le schéma ci-dessous (Figure 8) montre la relation entre le
client et l’entreprise par rapport à la qualité attendue,
définie, réalisée et perçue. D’abord, la définition de
chaque terme :
• Qualité
attendue : niveau de qualité souhaité par le client /
prestation de service ou produit délivré.
• Qualité
définie ou voulue : niveau de qualité que
l'entreprise veut atteindre pour ses produits.
•
Qualité réalisée : niveau de qualité atteint
par l'entreprise.
• Qualité
perçue : niveau de qualité ressentie pas le client.
Figure
8 : Les enjeux de la qualité dans PEPI [source :
Nathalie Diaz]
La productivité est la
quantité de richesses produites et les moyens utilisés pour
la produire. On peut la calculer à partir de la mesure de
l’efficacité du travail qui dépend de facteurs comme
l’ambiance de travail (usine), la performance de machines et
les informations de processus [13].
Cet enjeu est important car c’est sa progression qui permet
l’enrichissement des entreprises et l’établissement d’une
rentabilité durable (Figure 9).
Figure
9 : Les enjeux de la productivité PEPI [source : auteure]
Le délai est une période
d’attente durant laquelle le temps est l’objet d’accord
entre la demande et la réalisation d’une action. La
livraison est le premier service à offrir aux clients et
c’est aussi le meilleur moyen de se démarquer de la
concurrence. A cause de clients qui veulent la livraison
dans un court délai, de la production qui exige la réduction
des stocks ou encore des commandes tardives, l’industrie a
besoin de s’adapter afin d’éviter le retard. Pour respecter
les délais, des actions simples peuvent être mise en place
par les entreprises comme : vendre un délai réaliste,
prévoir des scénarios de recours pour faire face aux
imprévus, aux surcharges d'activité et contrôler les
procédures internes à date limite de livraison [14].
Les coûts correspondent
à l'ensemble des charges supportées par l'entreprise pendant
toute la durée du processus de production de biens ou
services [15].
Il sert aussi à designer les charges et frais supportés par
une entreprise lors du processus de production d'un produit
ou d'un service dédié à la vente. A la différence de ce
dernier, le prix de vente couvre le coût et garantit le
profit sur le produit ou le service tout en étant
compétitif, accessible et attirant. Les entreprises capables
de trouver l’équilibre entre les quatre enjeux principaux
ont plus de chance de rester compétitives et
d’améliorer leurs performances industrielles.
Afin de rester ainsi
compétitives et de satisfaire aux exigences des clients, les
sociétés visent les projets qui leur permettent de
progresser dans ces quatre domaines. Le fait de penser de
manière perpendiculaire dans le cadre de ces domaines peut
créer une source de nouvelles idées entre les responsables
des projets. Face à la menace des acteurs concurrents, les
usines doivent atteindre des niveaux de performance
optimaux.
Par rapport au QPDC, le
Tableau 2 donne des réflexions et des actions générales à
prendre en compte.
Tableau 2 : Les
enjeux de la productivité PEPI [source : auteure]
LA MAÎTRISE QPDC (Qualité,
Productivité, Délais et Coût)
Le Plan
d’Expérience pour la Performance Innovante, PEPI, a été conduit
grâce à un plan méthodologique d’étude statistique qui s’appuie
sur l’identification des phénomènes à étudier et l’obtention de
résultats expérimentaux. Afin de comprendre les directives de
PEPI et les attentes du projet, il est nécessaire d’avoir une
connaissance technique des secteurs d’application et une
connaissance méthodologique. La méthode PEPI a été développée
comme un support à ce deuxième besoin. Il s’articule autour de 4
étapes (Figure 10) qui présentent les avantages d’une stratégie
simple associée à une facilité de mise en œuvre opérationnelle :
Problématiser, Expérimenter, Prioriser et Innover (Annexe 1).
La
première chose à réaliser dans cette démarche est de formuler
la problématique d’une façon pertinente. D’abord il convient
de définir ce mot : une problématique est l’art, la science de
poser les problèmes. C’est l’ensemble des questions et des
problèmes concernant un domaine de connaissances ou une
situation [16].
C’est-à-dire que si plusieurs interrogations sont applicables
à la thématique d’étude, la problématique doit synthétiser ces
interrogations pour formaliser une réflexion plus globale.
Ci-dessous, trois manières différentes de caractériser la
problématique sont décrites :
•
Une bonne problématique doit être simple, précise,
concise et cohérente. Il ne s’agit pas de faire une
phrase de dix lignes. Les concepts doivent être clairement
posés dans la problématique mais seront définis dans
l’introduction.
•
Une problématique pertinente doit être rédigée sous
forme de question fermée (à laquelle on peut répondre
par oui ou par non). En effet, le but de la problématique est
de confirmer ou d’infirmer des hypothèses de recherche. Si on
peut répondre oui ou non à la question posée, il sera plus
simple d’y répondre et d’y apporter des nuances.
•
Une bonne problématique doit être originale sans
être insolvable. En effet, il faut trouver le juste milieu
entre banalité, généralité et innovation, originalité.
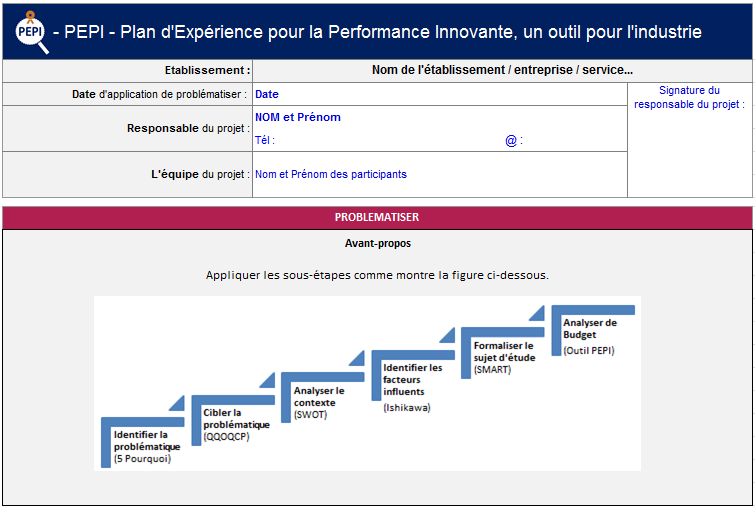
Dans le
contexte industriel, la problématique est généralement
associée à l’amélioration d’un processus et/ou d’un produit,
mais ça peut être aussi le cas d’autres sujets. En vue de
cela, problématiser est un besoin et PEPI définit le mécanisme
qui sert à passer d'un thème de recherche général à des
hypothèses de travail précises. ans le contexte industriel, la
problématique est généralement associée à l’amélioration d’un
processus et/ou d’un produit, mais ça peut être aussi le cas
d’autres sujets. En vue de cela, problématiser est un besoin
et PEPI définit le mécanisme qui sert à passer d'un thème de
recherche général à des hypothèses de travail précises. La
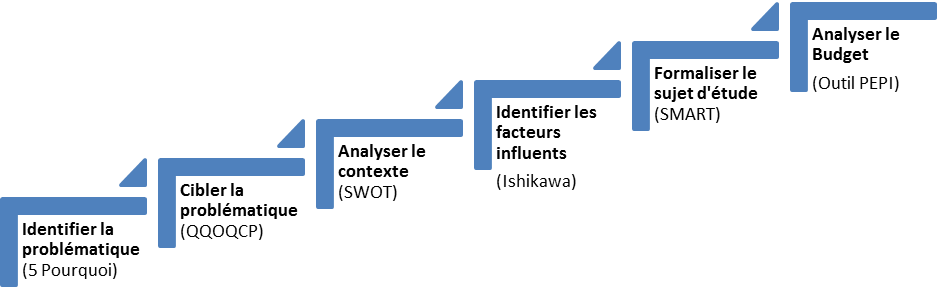
Figure 11 montre les sous-étapes successives qui doivent être
appliquées par des outils de la qualité, afin de synthétiser
la problématique et progressivement délimiter le sujet
d’étude.
Figure 11 :
Comment synthétiser une problématique et formaliser une
réflexion globale [source : auteure]
L’étape de
problématisation peut être conduite en s’appuyant sur le
contexte, les objectifs, les facteurs évalués ; en tenant
comptes des contraintes de faisabilité technique et des coûts.
C’est le moment de définir clairement les résultats attendus.
Il s’agit donc de savoir exactement ce sur quoi devra
s’orienter l’amélioration finale. Cela passe notamment par une
évaluation précise de la situation, ce qui permet d’identifier
précisément les étapes de la boucle industrielle sur
lesquelles les analyses devront se porter. Comme décrit plus
haut, la boucle industrielle est composée de différentes
étapes qui même si elles sont liées les unes aux autres, sont
nécessairement traitées séparément pour agir le plus
précisément possible. Lors de cette étape, il est intéressant
d’évaluer le gain que pourra apporter PEPI une fois arrivé à
son terme. Cela passe donc par l’analyse de coûts. Idéal pour
un chef de projet, de production, un ingénieur ou un
dirigeant.
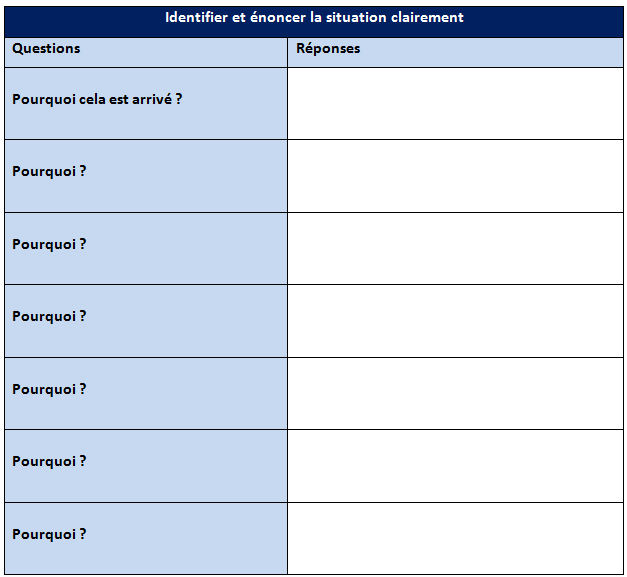
2.1.1.
Identifier la problématique : « 5 Pourquoi »
La
première chose à faire avec la méthode PEPI est d’identifier
le problème réel car différentes questions peuvent être
associées au même sujet. PEPI utilise les « 5 Pourquoi »
car c’est un outil simple pour la résolution de problèmes.
Un outil de la qualité aisément applicable à cette étape. Il
est capable d’aider à identifier les causes fondamentales
et, dans le même temps, il permet de découvrir le problème
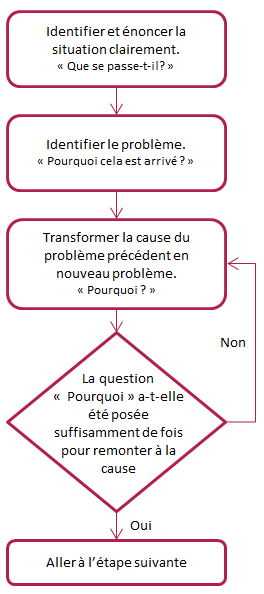
de fond. Son objectif est de poser plusieurs fois la
question « Pourquoi » plus ou moins de 5 fois, cela dépend
du problème. Le schéma ci-dessous (Figure 12) montre comment
appliquer cet outil (Annexe 2).
Figure
12 : Schéma de comment appliquer les « 5 Pourquoi » [source
: auteure]
Bien que
simple d’utilisation, la méthode « 5 Pourquoi » doit suivre
elle aussi des bonnes pratiques telles que [17]
:
•
Déployer la méthode avec les personnes directement
concernées par le problème afin d’identifier les véritables
causes
• Rester factuel pour rapporter ce qui
s’est passé
• Ne jamais travailler par déduction ou
supposition sur ce qui s’est produit
• Se cantonner aux causes sur lesquelles
il est possible d’avoir un contrôle
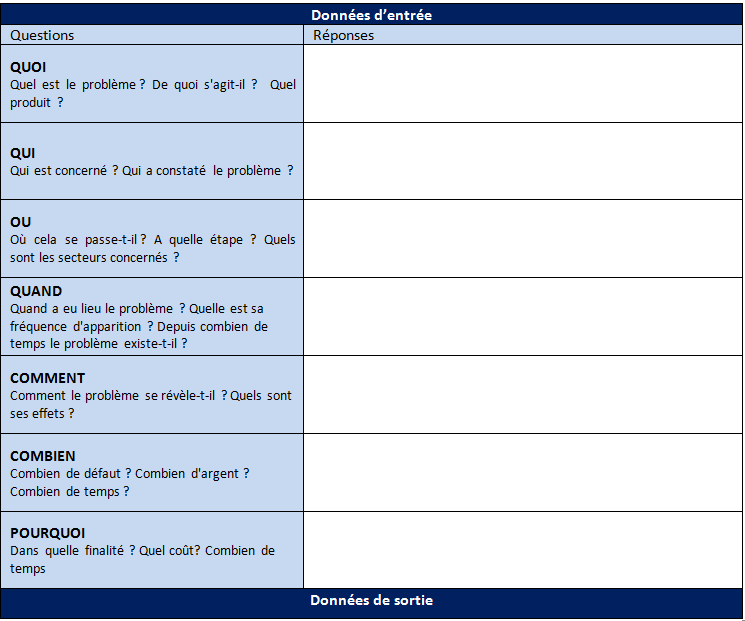
Après l’identification
de la problématique, il est important de bien connaître les
enjeux et d’encadrer le sujet d’étude. Appliquer cette
méthode est un bon point de départ pour clarifier et
structurer la situation quelle qu’elle soit. C’est le moment
opportun aussi pour chercher les informations les plus
pertinentes et, pour cela, il est nécessaire d’utiliser le
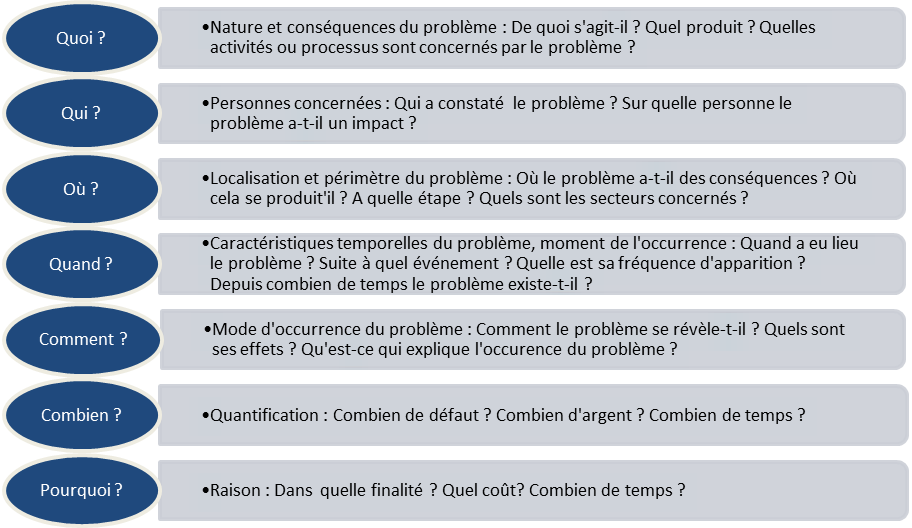
bon vocabulaire. Au travers des questions ouvertes (Figure
13) [18],
la réponse doit être développée, que ce soit sous forme de
phrases courtes ou longues et elle doit être adéquate [19](Annexe 3).
Figure
13 : Clarifier et structurer la problématique par QQOQCP
[source : Comment Progresser]
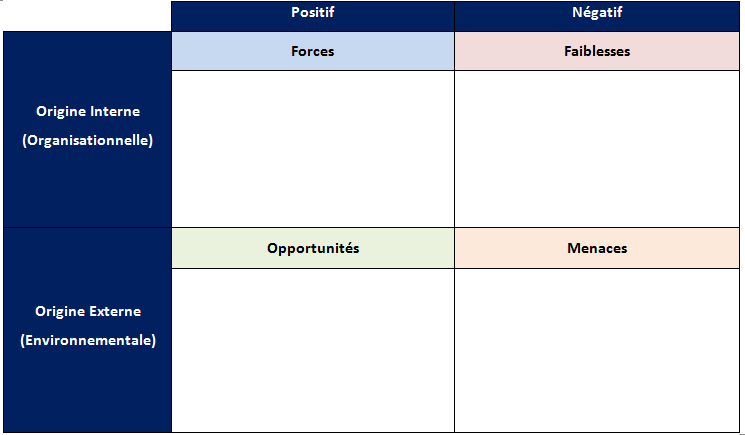
Dès que le problème est
connu et cerné, c’est l’heure d’analyser le contexte global
et d’identifier les points forts, les points faibles et les
risques. PEPI applique l’outil SWOT comme une planification
stratégique où les contextes interne et externe sont
caractérisés. Chaque lettre à une signification : Strenghts
pour Forces, Weaknesses pour Faibles, Opportunities pour
Opportunités, Threats pour Menaces (Annexe
4). Afin de bien appliquer cet outil, PEPI propose des
bonnes pratiques :
•
Distinguer les faits externes au problème des faits
internes. Le premier est en lien aux opportunités et
menaces, le deuxième est en lien aux forces et faiblesses.
•
S’appuyer sur des faits et prioriser ceux qui ont le
plus d’impact sur le processus en train d’être étudié et sur
les décisions
•
Préciser et chiffrer les données
•
Faire le lien entre le SWOT et les directives de PEPI
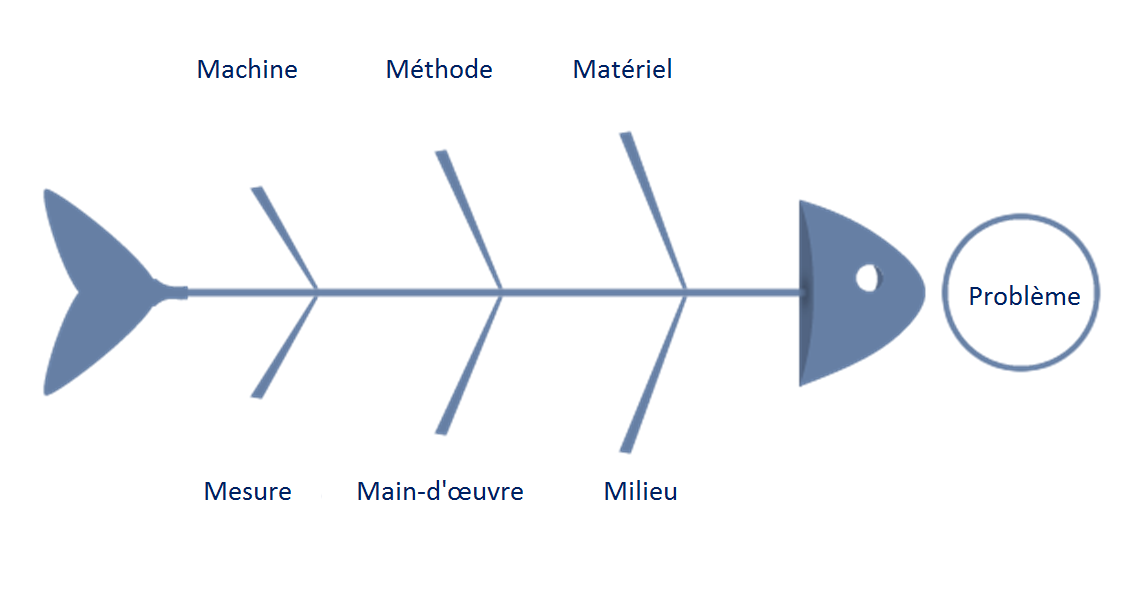
2.1.4.
Identifier les facteurs influents : Ishikawa
Très souvent, lors de
l’étude d’un procédé, produit ou service, un ou plusieurs
facteurs peuvent influencer l’objet de l’étude. Il est
important d’identifier les variables utiles au travail. La
réalisation d’audits, visites, recherches, analyses de
rapport peuvent contribuer à faciliter l’identification. Une
bonne connaissance du procédé étudié, aussi bien pratique
que théorique, est importante pour la bonne réussite de
l’étape.
Comme mentionné plus
haut, différentes questions et problèmes sont associés et
l’application d’Ishikawa (Annexe 5)
peut aider à les classifier. C’est de manière générale
l’étude de la relation de cause à effet qui contribue à
l’apparition du problème. Ishikawa permet d’analyser les
grandes catégories de causes pour parvenir à un effet
particulier. Les catégories sont aussi connues comme les «
6M » car elles commencent toutes par la lettre M:
•
Machine : équipement, technologie
•
Main-d’œuvre : personnes, facteurs humain
•
Méthodes : processus
•
Matières : matière première
•
Milieu : lieux de production, stockage
• Mesures
: suivi de production, qualité
Une fois tous les
facteurs et variations identifiés, il faut évaluer la
faisabilité des analyses (interne, externe, temps, coût,
compatibilité avec les attentes des clients, etc.). C’est le
moment de faire une analyse de coût car celle-ci définira
l’investissement à effectuer et permettra en comparant avec
le gain mentionné plus haut d’évaluer la pertinence du PEPI.
Une fois que le problème
est bien connu et délimité, il est possible de déterminer
l’objectif en quelques lignes. L’outil qualité SMART est
disponible pour aider à établir des objectifs mensurables et
chiffrés. Chaque lettre à une signification comme décrit
ci-dessous :
Spécifique :
c'est-à-dire qu'un objectif doit décrire exactement ce qui
est attendu. Si l'objectif est d'augmenter les ventes, le
gestionnaire doit être explicite et dire qu'il veut
augmenter les ventes de 20, 30 ou 40% sur une période de 6,
10, 12 mois par exemple. L'important est d'être extrêmement
direct.
Mesurable : il est
nécessaire de déterminer un indicateur qui contribuera à
l'organisation pour atteindre l'objectif visé. Dans le cas
d'une augmentation des ventes, l'indicateur principal serait
la valeur de la facturation sur les 10 derniers mois pour
les produits et services.
Atteignable : vouloir
obtenir des résultats étonnants, c’est ce que tout le monde
veut, mais il faut garder à l'esprit que les objectifs
doivent être dans le domaine du possible. L’objectif de
vente, par exemple, demande du temps et du dévouement.
Réaliser une évolution à 100% en cinq mois peut être
compliqué, impossible pour les équipes mais aussi pour
l'entreprise.
Relevant : Correspond à
pertinent, ce qui nous permet de comprendre que les
objectifs doivent être pertinents pour l'organisation. Il
n'est pas intéressant de créer des objectifs qui n'ont pas
de sens et qui ne génèreront pas d'évolution au sein de
l'entreprise.
Temporellement défini :
pour chaque objectif, il est nécessaire de déterminer le
temps pour que celui-ci soit accompli. Fixer un objectif
sans date limite n'a pas de sens et il ne sera pas considéré
avec l’importance qu’il mérite. Pour cette raison, chaque
fois qu’un objectif est défini, il faut y associer
l’échéance.
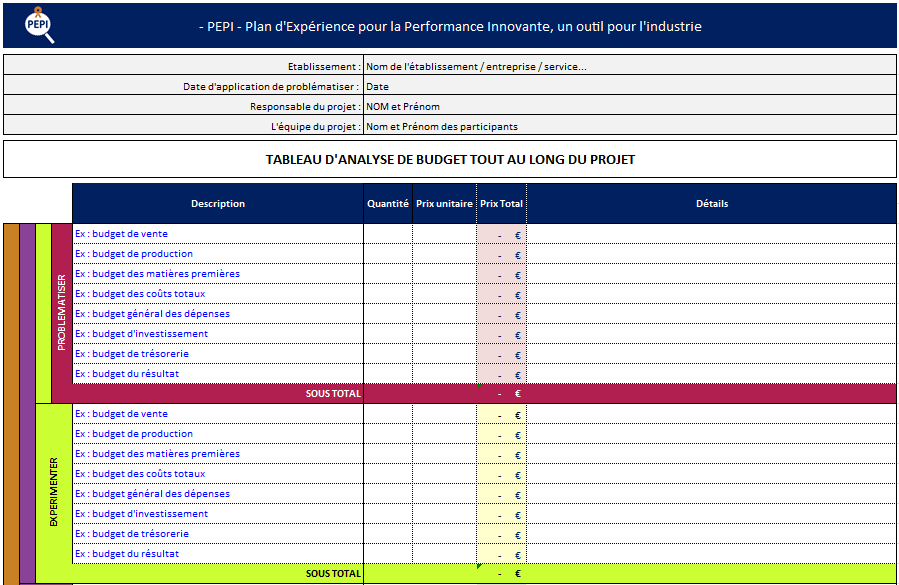
Une bonne planification
prend en compte l’analyse de budget afin de contrôler les
opérations de l’entreprise. Quel que soit le secteur de
l’industrie, cette analyse est importante. C’est une
technique administrative qui permet de définir clairement
les objectifs de l’entreprise à l’équipe de travail.
Les entreprises bien
organisées connaissent l'importance et les avantages d'une
bonne planification de leurs activités dans la poursuite de
leurs objectifs. Les exigences du marché industriel sont de
plus en plus restrictives par rapport à l’amélioration de
leurs processus de planification, d'évaluation et de
contrôle. Les entreprises ont besoins de prendre des
décisions plus rapidement et de garantir la qualité de
produits et services afin d’assurer la réalisation de leurs
objectifs de continuité, d'expansion et de rentabilité.
Le budget est un outil
précieux pour planifier et contrôler les opérations de
l'entreprise, quel que soit son domaine d'activité, sa
nature ou sa taille. Il établit, le plus précisément
possible, la manière dont les activités de l'entreprise sont
censées se dérouler, généralement sur une période d'au moins
un an, donnant une image très précise de la situation
future. C'est à travers le budget que vous établissez des
objectifs avec l'équipe, donnant ainsi une vision claire de
ce que l'entreprise veut atteindre.
La pratique du budget
des entreprises est l'une des techniques administratives
largement utilisées par les grandes entreprises, nationales
et multinationales.
Un véritable budget
implique tous les employés de l'entreprise, en particulier
les gestionnaires et les superviseurs, car ce sont eux qui
vont le faire. Le budget consiste en une série de
prévisions, qui seront basées sur ce qui devrait se produire
dans chaque secteur et sur le marché en général, en tenant
toujours compte des données historiques et des faits
antérieurs ce qui permet une meilleure visibilité. Un budget
d'entreprise complet inclut nécessairement les budgets
spécifiques suivants:
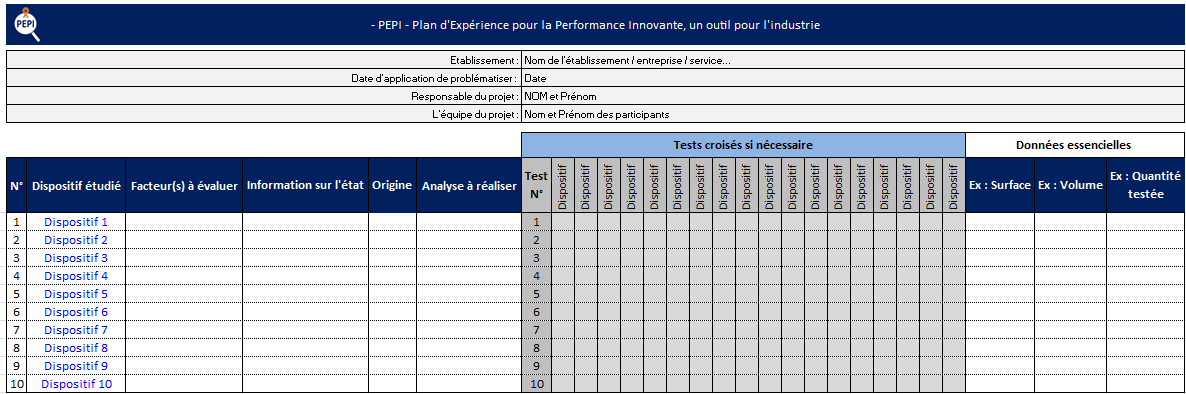
Il est
très important lors de cette étape de contrôler avec précision
tout ce qui sera réalisé pour garantir un résultat en accord
avec les attentes. Cette étape doit être planifiée en avance
tout comme les expériences (quantité, variables, etc.).
Les
échantillons sélectionnés doivent être représentatifs des
productions quotidiennes, ce qui signifie qu’aucun soin ni
traitement particulier ne peut leur être apporté lors de la
fabrication. Néanmoins, une fois les échantillons
sélectionnés, il est très important de leur apporter un
traitement particulier pour n’influer ni positivement ni
négativement sur les analyses de ces derniers.
Il y a
deux phases d’expérimentation. La première est celle qui va
permettre d’identifier les sources exactes du problème et de
déterminer avec précision sur quels paramètres agir pour le
corriger. La seconde est celle qui consiste à tester les
solutions imaginées pour s’assurer de leur efficacité. Il est
important de renouveler cette phase autant de fois que
nécessaire jusqu’à avoir la certitude du résultat.
Des
méthodes statistiques doivent être utilisées de façon à ce que
les résultats soient le plus objectifs possible et ne puissent
souffrir d’aucune contestation. L’analyse des valeurs obtenues
permet ensuite de savoir sur quels facteurs agir et de quelle
manière, pour améliorer la performance industrielle (réduction
de coûts, qualité, …). Même si toutes les actions à engager
par la suite sont importantes, il est nécessaire de déterminer
celles qui sont de priorité 1, 2 et de rang suivant. En effet,
tout ne pourra pas être mis en place en même temps, ne
serait-ce que pour une question de temps, mais aussi parce que
certaines actions ont des conséquences les unes sur les autres
et qu’il est important de voir le résultat de l’une avant de
commencer la suivante. De plus, en fonction de la criticité du
défaut, la priorité peut être une solution temporaire
permettant de continuer à produire, les solutions plus
définitives ne sont déjà plus que des priorités 2.
Il est évident que
l’évolution industriel à un impact sur le nombre de problèmes
dans l’industrie. Leur nombre et leur résolution augment
chaque jour tout comme l’opportunité d’innover en développant
de nouvelles solutions. Aussi, l’innovation est très
importante car elle permet d’augmenter la performance en étant
plus rapide, plus précise, plus performante, moins couteuse.
C’est l’innovation qui est le moteur de l’amélioration à tous
les niveaux de l’industrie.
Le processus d’innovation
consiste dans le fait de découvrir, créer et développer des
nouvelles idées. Ensuite, les idées doivent être affinées pour
être utiles et utilisables afin de les transformer en profits,
d’augmenter l’efficacité et de réduire les coûts. L’innovation
peut être rendu difficile par l’ampleur et le nombre d’idées
qui arrivent au départ de cette étape. Pour faciliter le
processus, les idées peuvent être visualisées comme passant
par un entonnoir. Celui-ci sert à transférer les idées du
début du processus en innovation(s) finale(s).
L’innovation est un
élément central de la stratégie qui peut être appliquée par
les industries. PEPI utilise l’innovation afin d’optimiser le
résultat obtenu après son application et garantir la
possibilité de conquérir le marché industriel. Pour cela, il
est nécessaire d’initier le processus d’innovation par une
réflexion stratégique pour assurer que les idées finales
soient complètement alignées avec la stratégie choisie au
début.
La suite contient des
conseils de PEPI pour a phase d’innovation à la fin du projet.
Le processus d’innovation passe par beaucoup d’étapes
mentales, aussi l’un des conseils clé est de penser librement,
en dehors de la « boîte », et ne pas se limiter. Être créatif,
ouvert d’esprit et chercher des sources d’inspirations qui
peuvent aider à trouver les bonnes idées (Figure 14).
Figure 14 :
Le processus à mettre en œuvre pour innover [source : auteure]
La méthode PEPI a été
adaptée sous forme de programme Excel afin de proposer une
manière facile et différente de mettre en évidence des
paramètres significatifs pour l'évolution continue de la
performance industriel. Il est destiné aux chefs de projets, de
production, aux ingénieurs et aux dirigeants, afin d’offrir un
support à la prise de décisions. Gratuit, il est simple
d'utilisation et applicable à plusieurs secteurs industriels.
Cet outil est aussi le tableau de bord pour suivre, commenter et
préparer les étapes du projet.
Le développement de l’outil
PEPI a été structuré sur la base d’une pensée libre. Lors de ce
développement l’auteure a classé les idées et priorisé leurs
applications. Cette étape a intégré la création d’un programme
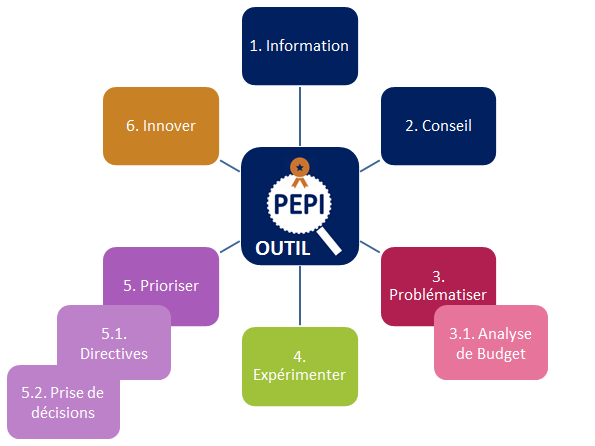
informatique, d’une marque et d’un logo. Il est composé de neuf
parties comme le montre la figure ci-dessous (Figure 15).
Figure 15 :
Aperçu de l’outil PEPI [source : auteure]
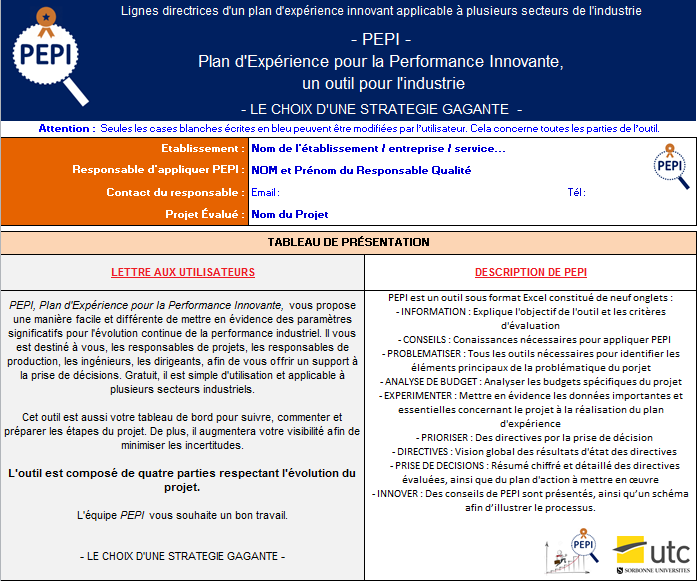
Le premier onglet de
l’outil PEPI a été nommé « Information » et c’est la page qui
apparait à l’ouverture du programme (Figure 16). Elle a été
réalisée d’une façon stratégique et simple pour comprendre les
composants, les objectifs et les différents onglets de
l’outil. Un tableau qui montre la relation entre la priorité
et l’importance des actions associés aux lignes directrices de
PEPI est donné pour aider à l’interprétation des résultats.
Figure 16 :
Onglet d'introduction et d'information de l'outil PEPI [source
: auteure]
La méthode PEPI définit
que l’étape problématiser doit être appliquée au début du
projet d’un plan d’expérience innovant. Comme cette étape est
constituée par plusieurs sous-étapes, cet onglet a été créé
avec le but de proposer aux utilisateurs une mise en page
simple et facile avec tous les outils nécessaires pour
identifier les éléments principaux de la problématique (Figure
18).
Figure 18 :
Onglet de support à la problématisation de l'outil PEPI
[source : auteure]
L’onglet «
Analyser le budget » est indépendant, mais c’est une
sous-étape de l’onglet « Problématiser » (Figure 19). Il était
nécessaire de créer un onglet spécial pour plus de clarté car
cette étape peut être appliquée avant, pendant et après le
projet.
Figure 19 :
Onglet de support à l'analyse de budget de l'outil PEPI
[source : auteure]
L’onglet « Expérimenter
» permet de mettre en évidence les données importantes
(facteurs, contexte, valeurs, etc) et essentielles au projet
et à la réalisation du plan d’expérience (Figure 20).
Figure 20 : Onglet de préparation à
l'expérimentation de l'outil PEPI [source : auteure]
Onglet où
se trouvent les directives pour analyser les actions à
effectuer en fonction de leur importance. L’utilisateur peut
ainsi vérifier le niveau de corrélation entre la priorité
qu’il donne à l’action et l’importance de sa réalisation
(Figure 21).
Figure 21 :
Onglet d'aide à la priorisation de l'outil PEPI [source :
auteure]
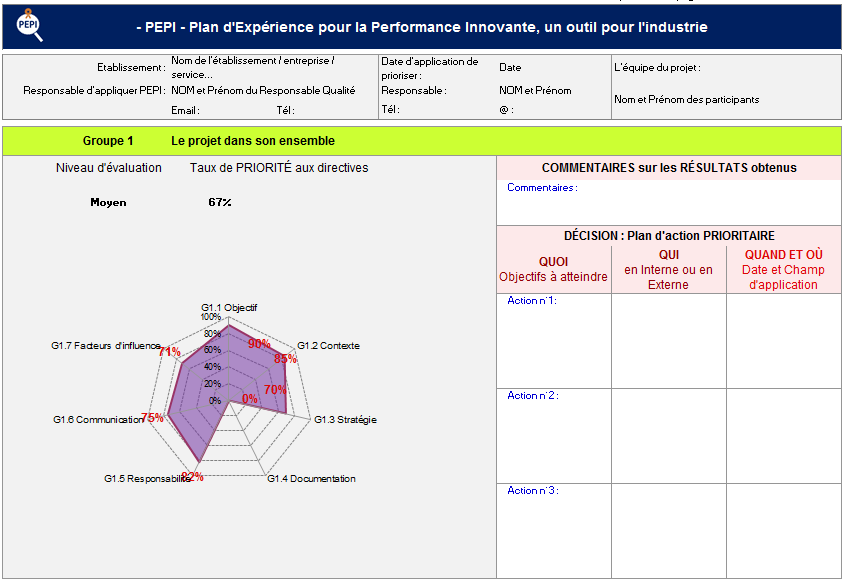
Vision globale des
résultats de directives analysées sous forme de graphiques
(Figure 22). Cet onglet, dédié à l’utilisateur, offre aussi un
espace pour la planification des actions prioritaires.
Figure 22 :
Onglet de résultat des directives de priorisation de l'outil
PEPI [source : auteure]
Résumé
chiffré et détaillé des directives évaluées, ainsi que de la
planification à mettre en œuvre. Cela permet de faciliter la
prise de décisions (Figure 23).
Figure 23 :
Onglet de support à la réalisation des actions de l'outil PEPI
[source : auteure]
« La plus importante raison
de frustration et d'échecs dans les entreprises provient d'une
réflexion insuffisante de la raison d'être de l'entreprise, de
sa mission".
Peter Drucker, 1973
Le Chapitre II a pour but
d’appliquer la méthode PEPI afin de démontrer les avantages de
cette méthodologie quand elle est mise en œuvre. Dans cette
optique, PEPI est illustrée dans le cadre d’une problématique
concrète et commune aux sociétés de production : la
propreté technique des produits et de l’espace de travail
productif.
1.
L’illustration de PEPI à travers d’une problématique
concrète et commune dans l’industrie
Les clients exigent des
produits de la meilleure qualité possible et des systèmes les
plus performants, sophistiqués et complexes. Toutefois, de
nombreux facteurs affectent quotidiennement la qualité des
produits et génèrent des coûts évitables. L’un de ces facteurs
est la propreté technique des produits et de la production, ce
qui à long terme peut avoir un effet significatif sur la
durée de vie d'un produit.
Afin de mieux comprendre la
problématique, il est bon d’appliquer les directives de PEPI et
d’identifier les enjeux qui peuvent impacter l’étude. D’abord,
la définition de la propreté technique : elle fait référence au
niveau de propreté nécessaire pour que le système fonctionne
normalement, sans interruption ni panne.
PEPI est une méthode qui a
été choisie car elle permet l’interprétation des résultats
expérimentaux de façon rapide et précise. Comme les clients
donnent toujours plus d’importance à la propreté du fait que ce
facteur est critique pour la performance des produits, ce qui
suit, concerne la mise en place d’un plan d’expérience visant à
analyser l’état de propreté dans l’industrie. Le plan
d’expérience est une technique utilisée pour définir quelles
données, en quelle quantité et dans quelles conditions elles
doivent être collectées au cours d'une expérience donnée en
cherchant essentiellement à satisfaire deux objectifs majeurs :
la plus grande précision et le coût le plus bas.
La propreté des
systèmes industriels représente un enjeu majeur en termes
de qualité. L’industrie a besoin d’établir une vraie
stratégie afin de répondre aux attentes des clients et
avoir des systèmes toujours plus performants. À mesure que
les produits deviennent plus perfectionnés et que les
tolérances diminuent, ils deviennent plus sensibles aux
problèmes de propreté technique. Traditionnellement, les
sociétés de production ont toujours beaucoup travaillé
avec les problèmes affectants la qualité ; la propreté
étant identifiée comme un facteur influent sur cette
dernière, elle devient à son tour une priorité.
Seules quelques
industries considèrent la propreté comme un enjeu majeur
pour la qualité. Ainsi, pour les services de santé,
l'industrie alimentaire, l’automobile, l’aéronautique et
dans la fabrication de l'électronique, la propreté est un
passage absolument essentiel sur la voie de succès. Des
phrases telles que «réduire et éviter les pannes au
démarrage» sont très souvent répétées, car du fait de la
difficulté à obtenir des périodes de garantie plus
longues, elles expliquent les exigences en matière de
propreté des composants. Les fournisseurs et les
producteurs de systèmes complexes doivent satisfaire des
normes de propreté technique strictes pour chacun de leurs
produits et systèmes.
Comme les pièces
mécaniques et les systèmes de fluides deviennent plus
sophistiqués et moins tolérants à la saleté, contrôler et
mesurer leur propreté est devenu un élément crucial du
processus de fabrication industrielle. De fait, les
problèmes en rapport avec la propreté des systèmes
mécaniques ont été toujours une réalité, mais, dès que la
demande des clients pour la sécurité et le confort dans
l’automobile est en croissance, la propreté en accord avec
les normes (Annexe 6) se fait
encore plus nécessaire afin d’assurer la qualité et la
fiabilité des produits [20].
Actuellement, la
plupart des responsables du dessin des composants,
introduisent dans les spécifications un code de propreté
ISO prenant en compte l’objectif de fonctionnement à
atteindre. Pour répondre à ces exigences, les départements
de production doivent à leur tour investir dans les usines
et des machines et mettre en œuvre des actions appropriées
(lavage, filtrage, nettoyage, test) qui doivent doit être
développées sur la base de procédures solides et de
directives internationales. En fonction des différentes
cultures (usines dans de nombreux pays), le facteur humain
prend une importance décisive quant à la qualité du
résultat.
Il est aisé de savoir
ce que chaque collaborateur doit faire pour contribuer à
la propreté d’un système. Toutefois, la mise en pratique
n’est pas toujours aussi évidente. Dans ce cas, les
entreprises doivent se montrer créatives et innovantes
dans la mise en place de plans d’actions pour parvenir aux
résultats souhaités. Comme cela conduit parfois à un
changement culturel il se peut que les collaborateurs ne
trouvent pas leur compte dans ces changements. Si l’on
prend en considération la ligne de production, c’est de
leur propreté que viendra la propreté du produit final.
Il existe différentes
méthodes permettant d’améliorer la qualité de l’espace de
travail. La propreté est directement liée à ces méthodes ;
le « 5S » par exemple. L’application de cette méthode vise
à l’amélioration de l’efficacité industrielle comme le
décrivent très bien les 5 mots japonais qui le composent :
rangement, ordre, nettoyage, propreté et éducation.
La propreté
industrielle consiste en l’absence dans le système de
particules (organiques ou inorganiques) extérieurs à
celui-ci. A titre d’exemple : dans le cas d’un réservoir
automobile, la présence de cheveux, de fibres textile est
proscrite car elles peuvent s’introduire dans les zones
d’étanchéité et conduire à des fuites. Cela constituerait
un défaut grave et financièrement très onéreux. La
définition des deux principes : « 5S » et propreté
industrielle étant clairement énoncés, il apparait évident
que l’un ne va pas sans l’autre.
Quand la propreté d’un
produit n’est pas conforme aux attentes du client, les
délais de production et de livraison peuvent être
impactés. D’un point de vue propreté, il est des cas où
les actions à engager sont obligatoires pour continuer la
livraison d'un produit conforme. Aussi, dans ce cas, la
mise en place de solutions est inévitable mais peut
prendre un certain temps. Ce délais, nécessaire, doit être
évalués car il impacte directement la production ainsi que
la livraison et donc tous les clients en aval. Toute
évolution de ce délai tant positif que négatif doit
absolument être communiquée.
Chaque pièce fabriquée
est potentiellement contaminée et source de contamination.
Les ingénieurs ont le rôle d'éliminer, ou tout du moins de
réduire l'impact de cette contamination, mais les coûts
pour la mise en œuvre de systèmes, la formation du
personnel, l'équipement de laboratoire et l'analyse
périodique représentent le principal obstacle à cet aspect
industriel pourtant fondamental.
3. Application de la méthode PEPI
avec l’outil support
La suite traitera exclusivement d’un
exemple d’application.
3.1. Problématiser
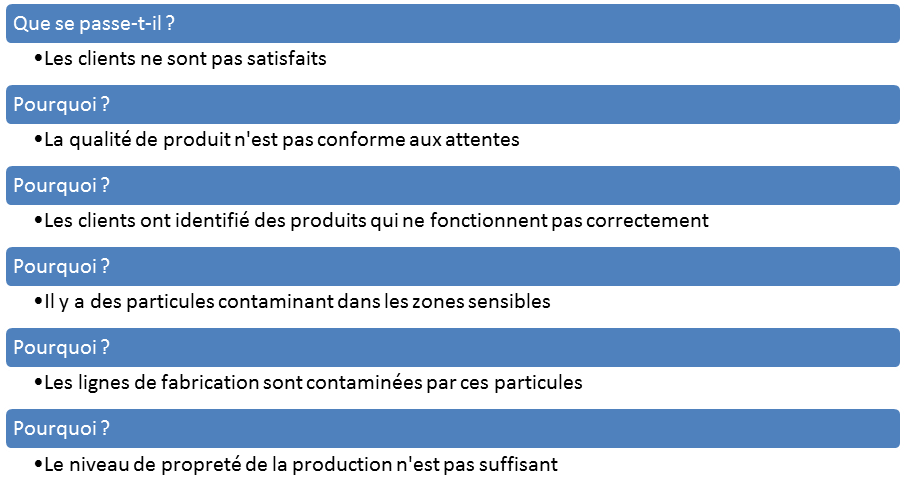
3.1.1.
Identifier la problématique
La première chose à
faire est la mise en œuvre des « 5 Pourquoi ». Au début de
l’étude, PEPI a comme priorité l’identification du problème,
c’est pourquoi la question « Pourquoi ? » a été appliqué 5
fois (Tableau 3). Les réponses aux questions ont été faites
par le chef du projet car c’est la personne directement
concernées par le problème. Ainsi, les bonnes pratiques ont
été appliqués comme le fait de rapporter clairement ce qui
s’est passé, sans jamais travailler par déduction ou
supposition de ce qui s’est produit et de se cantonner aux
causes sur lesquelles il est possible d’avoir un contrôle.
Tableau 3 : Exemple
avec l’identification de la problématique commune entre les
secteurs de l’industrie [source : auteure]
Pour cadrer la
problématique, l’outil QQOQCP a été appliqué lui aussi au
début du projet. Il permet de délimiter les bornes du
projet, ainsi que d’en définir l’objectif principal (données
de sortie). A chaque réponses correspondent des données
chiffres mais qui pour raisons évidentes ne peuvent pas être
divulguées (Tableau 4).
Tableau
4 : Exemple avec le cadrage de la problématique à étudier
[source : auteure]
DONNE D'ENTREE
Pourquoi le niveau
de propreté de la production n'est pas suffisant ?
QUOI
Le niveau de propreté des produits ne répondent pas aux
spécifications clients
QUAND
Depuis que la sévérité des clients par rapport à ce
critère a augmenté
OU
Sur les produits, les lignes des fabrications, dans le
stockage et le transport
QUI
Fournisseurs et entreprises
COMMENT
Les particules contaminées présentes dans l’espace de
travail se déposent sur les produits pendant la
fabrication, le stockage et/ou le transport
POURQUOI
Il y des sources de pollution dans les lignes de
fabrication
DONNE DE SORTIE
Comment minimiser et contrôler les
sources de pollution ?
Dès que le problème est
connu et cerné, il faut analyser le contexte global et
identifier les points forts, les points faibles et les
risques. C’est l’étape où l’outil SWOT (Tableau 5) est
appliqué pour parvenir à une planification stratégique afin
d’identifier les forces, les faibles, les opportunités et
les menaces. Pour optimiser l’outil, les analyses s’appuyant
sur des faits et priorisent ceux qui ont plus le d’impact
sur le processus étudié et sur les décisions.
Tableau 5
: Exemple avec l’analyse du contexte global [source :
auteure]
POSITIF
NEGATIF
INTERNE
Forces
-Connaissances
théoriques et appliquées des bonnes pratiques
-Accès aux
spécifications clients
-Expérience
professionnelle et technique du sujet
-Volonté de
l’entreprise d’agir à ce sujet
Faiblesses
-Insatisfaction
client
-Sources de
pollution dans les lignes de fabrication
-Manque de contrôle
et d’implication des opérateurs
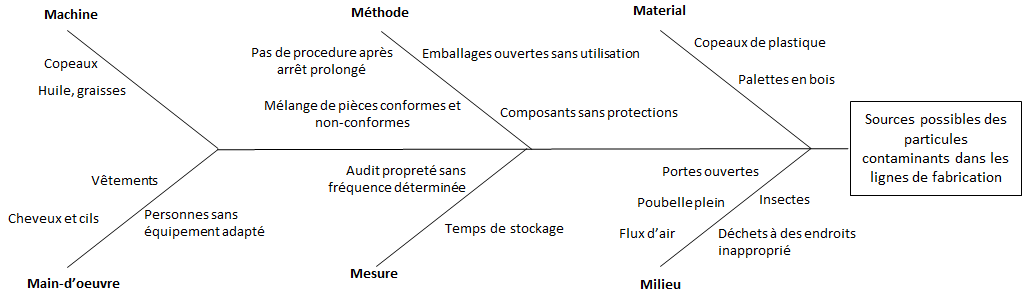
3.1.4.
Identifier les facteurs influents : Ishikawa
Très souvent, lors de
l’étude un ou plusieurs facteurs peuvent influencer l’objet
de l’étude. Il est important d’identifier les variables
utiles et de les classer. Ishikawa est l’outil permettant
d’étudier la relation entre l’effet et la cause qui
contribuent à l’occurrence du problème. Il permet d’analyser
les catégories « 6M » de causes pour parvenir à un effet
particulier (Figure 25).
Figure
25 : Exemple avec l’étude de la relation entre l’effet et la
cause qui contribuent à l’occurrence du problème [source :
auteure]
Une fois les dernières
étapes réalisées, il est possible de déterminer l’objectif
en quelques lignes. La problématique principale est la
propreté industrielle an relation avec l’attente des
clients.
En utilisant l’outil
qualité SMART afin d’établir des objectifs mensurables et
chiffrés :
Minimiser au maximum les
sources de particules sources de contamination dans les
lignes de fabrications industrielles en 3 mois avec des
contrôles réguliers. Suivre les indicateurs de résultats des
essais de propreté des pièces et de l’espace de travail sur
12 mois.
Dans le cadre du projet
de propreté, il a été nécessaire de réaliser une analyse de
budget afin d’évaluer au mieux son coût. Dans cette analyse,
une personne dédiée à 100% à ce sujet a été incluse. De plus
un laboratoire respectant la norme ISO 17025 [21],
capable de réaliser une qualité et une variété de tests
importants en respectant les normes, règlementations et
spécifications du projet a été contacté. Des déplacements
sur les sites de productions pour évaluer la situation et le
contexte, mais aussi pour récupérer le matériel afin de
réaliser les tests et les faire acheminer dans les
conditions les plus réalistes possibles ont dû être pris en
compte.
Dans le cadre de la
propreté des pièces et des lignes de fabrication, la phase
d’expérimentation doit prendre en compte tous les facteurs
influents identifiés lors de l’étape antérieure. Par contre,
il n’est pas possible de tester tous les facteurs. Grace à la
matrice d’Eisenhower, il est possible de prioriser les tâches
simples impactant à la propreté.
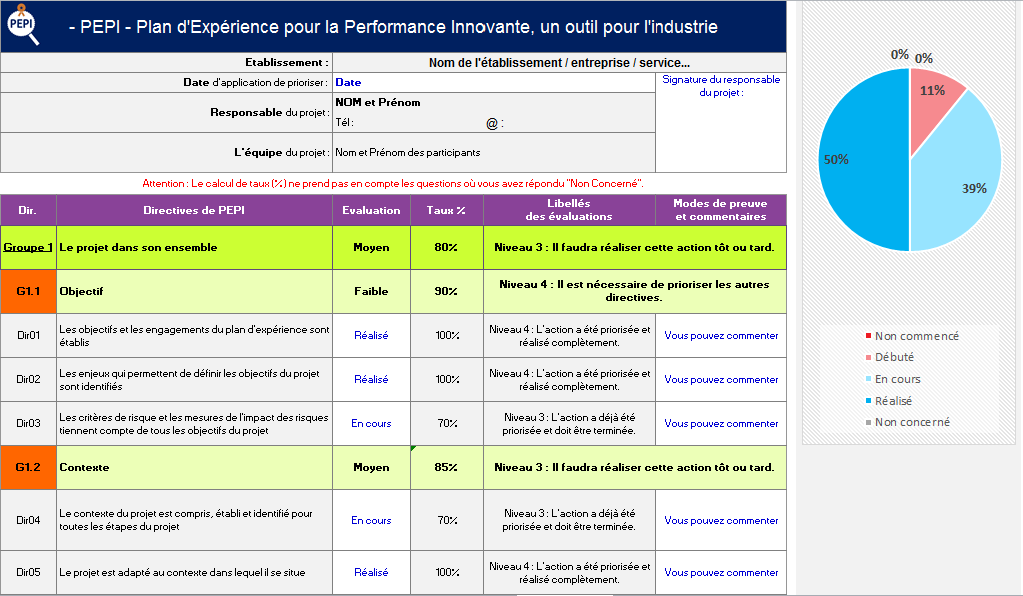
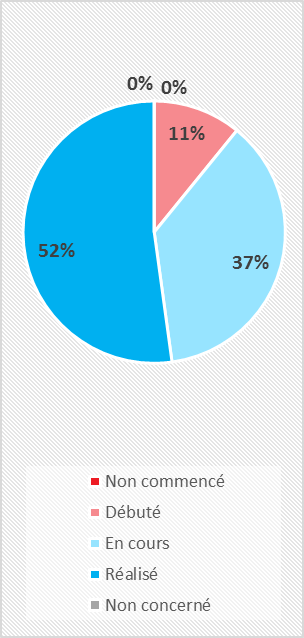
L’étape « prioriser » a
été appliquée conformément aux directives de PEPI. Les
résultats montrent que toutes les actions été commencées, dont
11% ont été simplement débutées et doivent continuer. De plus,
37% des actions ont été priorisées et doivent être finies.
Enfin, 52% des actions ont été priorisées et réalisées
complètement. Concernant le projet de propreté des pièces de
production, il n’y a pas d’actions non-concernées (Figure 26).
Figure 26 :
Exemple de résultat des réponses aux directives de l’outil
PEPI pour l‘étape prioriser [source : auteure]
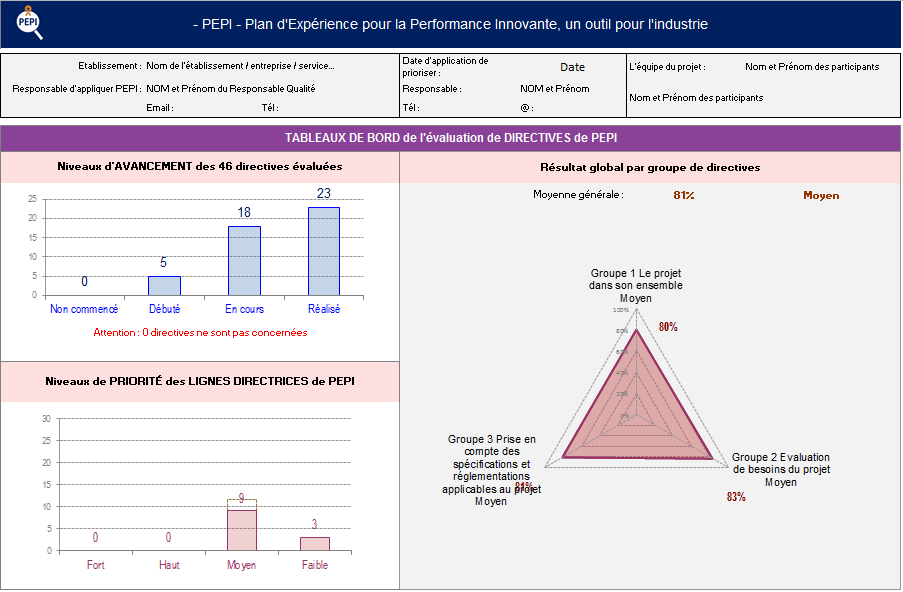
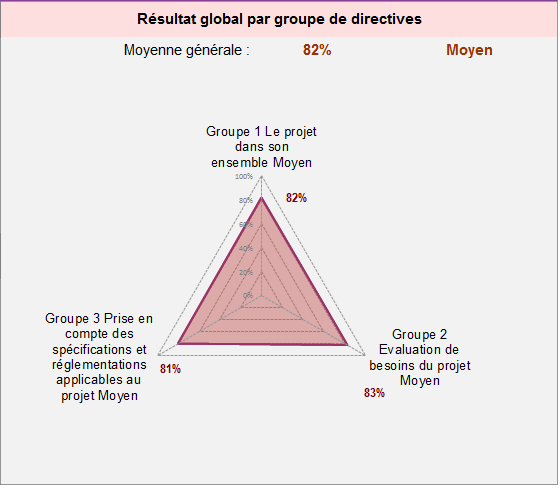
Le résultat global des
directives évaluées est de 82%. Ce qui signifie que pour 46
directives de priorisation de l’outil, 82% ont déjà été prises
en compte et que le travail les concernant a débuté. Plus le
pourcentage est faible plus l’importance d’effectuer le
travail augmente (Figure 27). L’ensemble des actions ont
globalement le même avancement et toutes doivent être traitées
de la même façon. Certaines actions ne pourront toutefois être
réalisées que plus tard dans le projet, car l’outil sert
d’accompagnement tout au long de celui-ci.
Figure 27
: Exemple de résultat général concernant l’étape de support à
la décision pour la priorisation selon l’outil PEPI [source :
auteure]
Les clients et
collaborateurs ont des attentes très fortes concernant le
sujet de la propreté. Le projet étant toujours en cours, cette
étape n’a pas encore pu être appliquée et devra encore être
développée, néanmoins des pistes générales d’innovation sont
déjà explorées et d’autres plus techniques résulteront des
résultats des tests du plan d’expérience.
L’innovation passe par la
création d’une « culture propreté », qui a déjà donné
naissance à la méthode PEPI et à l’outil associé. De plus,
outre la formation des équipes et leur sensibilisation,
l’innovation passera aussi par la création d’un guide propreté
simple et illustré afin d’attirer l’attention de tous.
Dans un monde qui va
toujours plus vite et ou les règlementations se font de plus en
plus sévères, la performance industrielle et la qualité sont
scrutées à la loupe. D’une importance cruciale, ces derniers si
elles ne sont pas respectées ou pas suffisantes, peuvent avoir
des conséquences dramatiques pour un produit, un service, une
entreprise.
La méthode PEPI ainsi que
l’outil qui l’accompagne sont développés comme une stratégie
industrielle gagnante. Tous les deux utilisent une combinaison
d’outils statistiques et qualité puissants et performants. Le
déploiement de ces outils dans un ordre scrupuleusement établi
et suivant des règles précises permet de parvenir rapidement à
des résultats précis.
D’un point de vue
industriel, l’application de cette méthode présente donc de
nombreux avantages qui conduisent à une économie certaine des
ressources, qu’elles soient temporelles, économiques ou
humaines. Mais aussi la méthode permet d’optimiser la réponse
apportée tant aux clients qu’à des besoins internes.
La méthode PEPI, associé à
l’outil du même nom fait la différence car elle possède un
spectre d’action très large. Le programme créé permet un gain
important à tous niveaux lors de la prise de décisions en
intégrant une étape de priorisation.
Ce passage obligatoire en
début de projet est toujours complexe, pour autant, le droit à
l’erreur n’est pas permis sous peine d’en voir les conséquences
sur toute la suite du travail. PEPI, qui commence dès
l’identification en relation avec la performance industrielle,
va au-delà d’une simple réponse. En effet, la méthode inclut un
plan d’expérience qui permet d’étudier en détails les problèmes
rencontrés et d’innover.
Cette dernière étape
différencie PEPI de méthodes plus classiques parce que
l’innovation est le moteur de l’amélioration.
[1]
Gaudoin, Olivier. « Principes et Méthodes Statistiques ». INP
Ensimag, Grenoble, 2009, p9.
https://www-ljk.imag.fr/membres/Olivier.Gaudoin/PMS.pdf . Consulté
le 22 mars 2018. [2] Tinsson, W. «
La notion de plan d’expérience ». Plans d’expérience :
constructions et analyses statistiques, 2010. Consulté le 26 mai
2018. [3] LOUVET, François. «
Normes françaises et plans d’expériences ». Blog. Les plans
d’expériences dédiés aux problèmes de formulation, 30 septembre
2015.
http://fret87.blogspot.com/2015/09/normes-francaises-et-plans-dexperiences.html
. Consulté le 17 mai 2018. [4] « X06-080 :
Application de la statistique Plan d’expériences Vocabulaire et
indications générales ». Afnor Editions, www.afnor.org, novembre
1989. Consulté le 18 mai 2018. [5] « FD
X06-081 : Plans d’expériences — Mise en œuvre des plans
d’expériences par essai ou par simulation numérique : choix
et exemples d’application ». Afnor Editions, www.afnor.org, juin
2003. Consulté le 18 mai 2018. [6] « FD
ISO/TR 12845 : Illustrations choisies de plans d’expériences
factoriels fractionnaires ». Afnor Editions, www.afnor.org,
septembre 2010. Consulté le 18 mai 2018. [7] « NF ISO 3534-3
Statistique — Vocabulaire et symboles — Partie 3 : Plans
d’expériences ». Afnor Editions, www.afnor.org, juin 2013.
Consulté le 18 mai 2018. [8]
Internaute, Dictionnaire Français. « Marché Industriel ».
http://www.linternaute.fr/dictionnaire/fr/definition/marche-industriel/
. Consulté le 22 avril 2018. [9] Dicionário
Financeiro. « O que é oferta e demanda? » São Paulo, 2015.
https://www.dicionariofinanceiro.com/oferta-e-demanda/ . Consulté
le 22 avril 2018. [10] Groupe
Manzato. « A importância do Cliente para a Empresa ». Manzato, 28
mars 2014.
http://www.manzato.com.br/pt-br/noticias/a-importancia-do-cliente-para-a-empresa-63
. Consulté le 08 mai 2018. [11] Fleury,
Afonso Carlos Correa. « Produtividade e organização do trabalho na
indústria ». Revista de Administração de Empresas, septembre 1980.
http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0034-75901980000300002
. Consulté le 09 mai 2018. [12] Diaz,
Nathalie. « Satisfaire les clients ». CHECK : Superviser,
Contrôler la perception, Izoland, 2012.
http://nathalie.diaz.pagesperso-orange.fr/html/qualite/4controlerlaqualite/lasatisfactiondesclients/indexsatis.html
. Consulté le 28 mars 2018. [13] Pierre-Alban
Pillet. « Les clés pour comprendre la productivité et ses enjeux
». Economie et politique. Capital, 28 novembre 2013.
https://www.capital.fr/economie-politique/les-cles-pour-comprendre-la-productivite-et-ses-enjeux-891873
. Consulté le 04 avril 2018. [14] Usine
nouvelle. « Des clés pour éviter les retards de livraison». 4
juillet 1996.
https://www.usinenouvelle.com/article/logistiquedes-cles-pour-eviter-les-retards-de-livraisonlivrer-dans-les-temps-constitue-le-premier-des-services-a-offrir-a-ses-clients-c-est-aussi-le-meilleur-moyen-de-se-demarquer-de-la-concurrence-ma.N79610
. Consulté le 18 avril 2018. [15] Debitoor.
« Coûts - Qu’est-ce que les coûts ? ». Debitoor, 2016.
https://debitoor.fr/termes-comptables/couts . Consulté le 27 avril
2018. [16] Scriptor. «
Comment élaborer une problématique pertinente ? » Consulté le 29
mars 2018.
http://www.scriptor.fr/boite-outils/formaliser/comment-elaborer-une-problematique-pertinente
. Consulté le 29 mars 2018. [17] Silveira,
Cristiano Bertulucci. « 5 Porques: Descobrindo a Causa Raiz dos
Problemas ». Citisystems, 2015.
https://www.citisystems.com.br/5-porques-causa-raiz/ . Consulté 08
juin 2018. [18] Comment
Progresser. « Le QQOQCP ». Comment Progresser, s. d.
http://www.commentprogresser.com/outilqqoqcp.html . Consulté 18
avril 2018. [19] Marketing,
Technique de vente. « Méthode QQOQCP : intérêt et exemples de mise
en application ». Blog. Les grandes techniques de vente (blog), 24
novembre 2015.
http://www.les-grandes-techniques-de-vente.fr/methode-qqoqcp-exemple-definition/
. Consulté 08 juin 2018. [20] VDA,
Verband der Automobilindustrie (German Automobile Industry
Association). « VDA 19 : Inspection of Technical Cleanliness -
Particulate Contamination of Functionally-Relevant Automotive
Components ». 1° Edition 2004. Vol. 1. 2 vol. Germany, 2004.
Consulté le 22 février 2018. [21] « NF EN
ISO/IEC 17025 : Exigences générales concernant la compétence
des laboratoires d’étalonnages et d’essais ». Afnor Editions,
www.afnor.org, décembre 2017. Consulté le 15 mai 2018. [22] « NF ISO
16232 : road vehicles – Cleanliness of components of fluids
circuits » Éditée et diffusée par l’Association Française de
Normalisation, AFNOR, Paris. www.afnor.org . Consulté le 22
février 2018. [23] AFQP,
Association France Qualité Performance. « La Qualité dans le
secteur Automobile ». Qualité Performance, 20 mars 2018.
http://www.qualiteperformance.org/ . Consulté le 03 avril 2018. [24] ACEA, European
Automobile Manufacturers Association. « ACEA Report Vehicles in
use Europe 2017 ». p7, 2 novembre 2017. http://www.acea.be/
. Consulté le 04 avril 2018. [25] Ministère de la
Transition écologique et solidaire. « Normes euros d’émissions de
polluants pour les véhicules lourds - Véhicules propres ». Santé
et environnement, 12 janvier 2017.
https://www.ecologique-solidaire.gouv.fr/ . Consulté le 04 avril
2018. [26] Drive K. «
Normes européennes antipollution : comment ça marche ? ». Novembre
2017. https://www.drivek.fr/ . Consulté le 05 avril 2018. [27] BESORE,
Steve. « EPA’s Tier 4 final regulations will introduce more
stringent limitations ». Upstream Pumping Solutions, Understand
Nonroad Diesel Engine Emissions Regulations, 05 Août 2011.
http://www.upstreampumping.com/ . Consulté le 21 avril 2018.
Annexe 2 :
L’outil qualité « 5 Pourquoi ». Il s’agit de poser plusieurs fois
la question « Pourquoi » plus ou moins de 5 fois, cela dépend du
problème. Le schéma ci-dessous montre comment appliquer cet outil.
Annexe 6 : La
propreté en accord avec les normes ISO 16232-10 et VDA19
Standard
ISO 16232-10
VDA19
Name
Cleanliness
of components of fluids circuits Expression of results
Quality
Management in the Automotive Industry
Date
juin-07
mars-15
Pages
19
297
Objective
To
achieve reliable performance of components and
systems, To control over the amount of particles
introduced during the build phase. To measure the
particulate contaminants
To
detect as best as possible the particulate
contamination generated by the manufacturing process
which is present on the relevant surfaces of a test
component
Scope
To
define rules, forms of expression and presentation of
results
To
describe requirements for applying and documenting
methods for determining particulate contamination
Definition:
Cleanliness
Condition
of a product,surface,
liquid, etc., characterized by the absence of
particulate contamination
Components
that may change over time due to external influences
Definition:
Fiber
Long
particle with a large length/diameter ratio, for
example > 30
The
maximum width ≤ 50μm.
Length to width radio > 20.
Definition:
Particle
Solid
material, removable in specified conditions and
possessing mechanical cohesion
Tiny
structure made from solid organic or inorganic matter
Definition
: Wetted Surface Area
Surface
of a component exposed to the system fluid (e.g.
water, oil, air) as agreed between parties
NA
Laboratory
of the Cleanliness tests
The
cleanliness test requires a laboratory or a controlled
workplace
The
test environment must be separated from areas where
contamination is generated
Handling:
it shall be ensured that no contaminants are deposited
on or removed from controlled surfaces
NA
Storage
: it shall be ensured that no contaminants are
deposited on or removed from controlled surfaces
Storage
and transport : it is required shortest pathways and
lengths of time, minimum vibration and packaging
protect against damage
Transport
: it may be necessary to seal openings of the test
components to prevent loss from particles during
transport
NA
Packaging:
Foils and bags that are in direct contact with the
test object must be clean and unused. Refusable packaging
must be cleaned before
use
The
suitability of the environment is validated when
performing the blank test
NA
All
collection equipment shall be cleaned and covered
before use in order to limit contamination from the
environment
NA
Blank
test
It
verifies if the operating conditions used in the
extraction procedure do not contribute a significant
amount of contamination to the component analyzed
It
represents the total value of contamination that does
not originate from the component
Less
than 10% of the presumed or specified numbers
It
may not exceed 10% of the required cleanliness values
for the component
To
ensure process consistency, a blank test should be
performed at regular intervals using identical test
parameters
A
blank value test should be performed if there is a
risk that the cleanliness state of the extraction
equipment is unsuitable or unknown
If
the blank value level shifts towards higher values,
the sources of blank contamination shall be
investigated in order to avoid cross contamination
It
ensures that only foreign particles un quantities that
are not critical to the result are introduced into the
inspection
Particles
size
No
particles larger than 1000μm
are permitted
NA
Cleanliness
level
Cleanliness
level shall only be compared if they are in the same
measurement units
NA
Cleanliness
inspection
NA
In
the customer-supplier relationship, it should be
stipulated when and where a cleanliness specification
applies
NA
The
maximum number of particles present on the surface are
removed during the extraction step
NA
It
is impossible to repeat the cleanliness inspection on
the same test component
NA
The
inspection consists in : receipt of the test
component, removal of the particles from the test
component (extraction), filtration of the particles,
analyses of the particles, documentation of the test
and the results
Components
in more than one system
NA
If
the component is part of more than one fluid system,
different cleanliness specifications may apply to
different sections of the same component
Extraction
method
The
aim is to evaluate the cleanliness
The
aim is not just to detect a representative quantity of
particles but to ensure that the maximum number of
detachable particle is detected
Method
CCC
Yes
Yes
N =
Number of particles per component
N =
Number of particles per component
Surface
and volume
A =
1000cm2 of wetted surface area ; V = 100cm3 of wetted
volume
A =
1000cm2 of wetted surface area ; V = 100cm3 of wetted
volume
Results
calculation
The
use of CCC per wetted surface area is recommended for
solid parts