Master Qualité - Communication
publique des résultats d'un stage de fin d'études UTC - rue Roger Couttolenc - CS
60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr
- Tél : +33 (0)3 44 23 44 23
Avertissement
: Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
Assurer la qualité, une
affaire au-delà de la certification
Référence
bibliographique à rappeler pour tout usage : Assurer la
qualité, une affaire au-delà de la certification,
Yasmina IDRISSI BOUYAHYAOUI, Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO)
Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2018, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", réf n° 440
RESUME
Ce mémoire
d’intelligence méthodologique, est un aperçu des
différentes missions réalisées au cours de mon stage de
fin d’études au sein d’un équipementier automobile. Il
décrit dans une première partie les missions
quotidiennes d’un qualiticien : liées au projet, au
client et à la production. Dans une seconde partie, il
décrit la méthode utilisée pour l’élaboration d’une
instruction de travail standardisé pour la
retouche soudure. Tout cela s’inscrit dans une démarche
qualité et d’amélioration continue.
Mots clés : 7 basiques qualité,
dossiers PPAP, réclamation client, standard retouche,
amélioration continue, qualité interne, qualité externe,
satisfaction client.
ABSTRACT
This
thesis is an overview of the various missions carried
out during my internship in an automotive supplier. In
the first part, he describes the daily tasks of a
quality specialist: related to the project, the client
and the production. In a second part, it describes the
method used for the development of a standardized work
instruction for welding retouching. All this is part of
a quality approach and continuous improvement.
Tout d’abord je tiens à remercier, mon tuteur de stage M. LASSAL
Karim pour sa veille à la bonne réalisation de mes missions, son
partage d’expérience et son suivi tout au long de cette période de
stage.
Je tiens à remercier tous les membres du service qualité, pour
leurs disponibilités, leurs conseils tant professionnels que
personnels et leur bonne humeur.
J’adresse mes remerciements aux différents services avec qui j’ai
pu collaborer sur différentes missions, en particulier le service
industrialisation et le service production.
Mes vifs remerciements à M. FARGES Gilbert, à M. BENOIT Eynard
ainsi qu’à toutes les personnes enseignants au sein de
l’Université de Technologie de Compiègne, pour le temps accordé
aux étudiants et la performance de la formation parfaitement
adaptée à l’entourage industriel d’aujourd’hui.
Je remercie également, tous mes proches, qui m’ont encouragé et
soutenu pendant toute cette période, de loin ou de près.
AMDEC : Analyse des Modes de Défaillance, de
leurs Effets et de leur Criticité. Un document détaillant tous
les risques qualité d’un produit. Dossier EI (PPAP) : Dossier Qualité préparé pour le
client et regroupant tous les documents qui lui sont nécessaires
pour s’assurer que le démarrage de la production peut commencer.
La livraison des pièces commence à la signature du dossier par
le client. Flow chart : Chemin synthétique de l’assemblage des
composants d’une pièce jusqu’au produit final. GAP : Groupement Autonome de Production, représente une
équipe d’opérateurs ou un secteur dirigé par un GAP Leader. GAP Leader : Chef d’équipe de production, il est capable
de régler les machines de son GAP. Il a la charge d’animer à
chaque début de journée un TOP5 avec son équipe pour faire le
point sur les actions à mener dans la journée. Superviseur : Chef d’équipe des GAP Leader, il est
capable de résoudre tous les dysfonctionnements des postes dont
il est responsable. Il est en charge d’animer à chaque début de
journée un TOP5 avec les Gap Leader pour faire le point sur les
actions à réaliser dans la journée. IMDS : International Material Data System, dossiers
indispensables pour le client car ils valident et archivent
chaque composant provenant des fournisseurs. Instruction de travail : Voir standard de travail. Maquette de contrôle : Moules construits aux dimensions
exactes des pièces incluant les tolérances aux plans de
celles-ci. Les maquettes permettent aux opérateurs de contrôler
de façon fréquentielle la géométrie de leurs pièces. Plan De Surveillance : Récapitulatif écrit de chaque
action à réaliser pour produire une pièce d’une référence. Il
détaille par exemple les dimensions attendues des tubes après
chacune des opérations effectuées. Il sert de base pour
construire le standard de travail. PSW : Part Submission Warrant, synthèse des points
essentiels concernant un produit, ce document est présenté au
client lors d’un transfert ou d’un nouveau projet. Sa signature
donne l’autorisation de livraison. QRCI ligne : Outil de résolution rapide des problèmes mis
à disposition des GAP Leaders. Le QRCI ligne consiste à écrire
chaque jour un problème pouvant être rapidement résolu et ayant
impacté négativement la journée de production. QRCI 8D (ou UAP) : Outil de résolution des problèmes plus
complexes et nécessitant un investissement des fonctions
supports. Le QRCI 8D est également ouvert pour des réclamations
clients. R&R : Répétabilité et reproductibilité, procédé qui
consiste à faire contrôler 3 fois en maquette un lot de 30
pièces différentes par trois opérateurs. Standard de travail : Instruction située au poste de
travail et détaillant aux opérateurs chacune des opérations. TOP5 : Réunion quotidienne permettant à tous les acteurs
d’un service de faire le point sur la journée de travail à venir
et de discuter des points bloquants rencontrés la veille. TOP5 usine : Réunion quotidienne se basant sur le même
principe que le TOP5, mais cette fois regroupant le directeur
d’usine et tous les responsables de service de l’usine. Pièces rebuts : Pièces mauvaises ne pouvant pas être
retouchées. Règle de réaction : Ensemble de règles à suivre au cas où
l’opérateur détecte des pièces mauvaises. Pièce retouches : Pièces mauvaises pouvant être réparé
par l’opérateur ou le Gap leader dans une cabine de retouche
spécifique hors ligne ou en ligne. Ishikawa : Diagramme de causes et effets, permet de
déterminer les causes les plus directes engendrant le problème. QQOQCP : Méthode qualité, permet de comprendre le
problème en recueillant toutes les informations nécessaires. Grabon : Corps étranger, résultant des rejets de soudure
lors de l’étape soudure. Pare chaleur : Sous ensemble, qui permet principalement
de limiter la chaleur. Défauthèque : Document visualisant les critères de la
pièce considérée conformes, les défauts retouchables et les
défauts rebuts. MUDA : Tâche sans valeur ajoutée. Feuille de bâtonnage : Document utilisée par l’opérateur,
permet à la fin de la production de visualiser le nombre de
pièces retouchées et le nombre de pièces rebuts. PPM : Un indicateur qui indique le nombre de pièces non
conformes dans le procédé, exprimé en pièces par million. Soudure : Technique de fusion et d’assemblage de deux
pièces mécaniques. Soufflure soudure : Type de défauts de soudure, engendré
par le gaz utilisé, sous forme de creux. Pique soudure : Soufflure débouchante, engendrée par le
contact entre l’électrode et le métal de base. Métal de base : Matériau soudé. Zone fonctionnelle : Zone caractérisée par une
spécification obligatoire à respecter, indiquée sur le plan.
Abréviations
FES : Faurecia Excellence System RH : Ressources humaines HSE : Hygiène, sécurité et environnement JIT : Juste à temps PQ : Process Qualification – qualification du
processus QB : Quality basics – basiques qualité RUAP : Responsable unité autonome de
production QRCI: Quick Response Continuous Improvement PT: Production trial MPT: Mass Production Trial EMPT: Extended Mass Production Trial QW: Quality Wall – Mur qualité 8D : 8 Disciplines SOP: Start Of Production PPAP: Production Part Approval Process CDC : Cahier de charge REAL : Réalisation CODIR : Comité de direction QP-PMS : Qualification du processus –
Planification-Mise en place-Suivi PDS: Plan de surveillance QSS: Quality steering system PPM : Partie par million EI : Echantillons initiaux PDS : Planification dynamique stratégique TIG : Tungstène Inerte Gaz MIG: Metal Inerte Gaz FCM: Faurecia Clean Mobility QQOQCP : Qui, Quoi, Où, Quand, Comment,
Combien, Pourquoi JLR : Jaguar Land Rover PSA : Peugeot Société Anonyme SW : Standardised Work
Afin de découvrir le milieu
industriel, à travers mon stage de fin d’étude, j'ai choisi
d'orienter mes recherches vers l'industrie automobile. Ce secteur
étant très vaste, je me suis particulièrement intéressée aux
équipementiers automobiles et plus précisément au Groupe Faurecia.
Cet équipementier, leader mondial et européen dans plusieurs
domaines, dispose de nombreux éléments modernes qui viendront
enrichir mes connaissances tant sur les plans organisationnel,
méthodologique et technologique que sur les activités polyvalentes
du service qualité.
C'est ainsi que j'ai rejoint le site de Faurecia Messei dans
l'Orne, spécialiste dans les systèmes d'échappement, pour y
effectuer mon stage de six mois.
Ce stage s'est déroulé au sein du
service Qualité. Durant cette période, j’ai travaillé sur
plusieurs missions à savoir le déploiement des 7 basiques qualité,
la réalisation des dossiers PPAP et le traitement des réclamations
clients. Par ailleurs, la mission principale qui m’a été
affectée est l’élaboration d’une instruction de travail de la
retouche soudure, standardisée pour tous les clients.
A travers ce rapport, je présenterai le travail que j'ai effectué
tout au long de cette période. Dans un premier temps, je
commencerai par une présentation générale de l'entreprise. Dans
une seconde partie, j’exposerai le travail réalisé sur
l’amélioration de la qualité : mission principale réalisée à long
terme et trois autres missions effectuées à court terme. Enfin, je
présenterai les compétences acquis durant cette période.
Chapitre 1 :
Présentation de l'organisme d'accueil
I.
Groupe Faurecia
FAURECIA est un groupe mondial
d'origine français, crée en juin 1999, après la fusion de deux
entreprises de l'industrie automobile: ECIA et BERTRAND FAURE. Ces
deux sociétés possédaient une grosse partie du marché mondial et
sont devenues l'un des groupes leaders du secteur, avec un chiffre
d'affaires de 13.8 milliards d'euros pour l'année 2010. Les
domaines d'activité du groupe restent aujourd'hui les mêmes
qu’avant la fusion, c'est-à-dire : fabrication de panneaux de
portes, cockpits, sièges, modules acoustiques, blocs avant et
systèmes d'échappement.
Depuis sa création, le groupe n'a eu
de cesse de renforcer son leadership sur le marché de l'équipement
automobile. En 1999, l'acquisition de la société APAS a renforcé
sa présence en Amérique du Nord dans le marché des systèmes
d'échappement. Finalement, l'incorporation de Sommer Allibert en
2000 a permis d'atteindre la taille actuelle du groupe et de
consolider sa position mondiale.
Avec plus de 75 000 employés sur plus de 238 sites de
production répartis dans 33 pays et 38 centres de Recherche et
Développement et centres techniques, Faurecia se place aujourd'hui
au 2ème rang des équipementiers en Europe et au 6ème rang mondial.
Sa présence dans de nombreux pays du monde lui permet de fournir
ses composants aux plus grands constructeurs automobiles, comme
PSA, Ford, Volkswagen Group, Général Motors, Daimler Chrysler,etc.
II.
La spécialité du site de Messei
Systèmes
d'échappement
La spécialité du site de Messei est de fournir tous les composants
nécessaires pour assembler les lignes complètes d'échappement,
depuis les collecteurs mécano-soudés jusqu’aux silencieux, sans
oublier les catalyseurs, les filtres à particules, les tubes
cintrés et les éléments de découplage. Les principales techniques
maîtrisées pour produire ces composants, tout en respectant les
règles anti-pollution européennes et mondiales sont:
l'emboutissage, le cintrage, le soudage, le sertissage,
l'hydroformage et l'hydro pressage.
Cette ligne d’échappement est constituée d’une partie froide qui
permet le contrôle du son et d’une partie chaude qui permet le
traitement du gaz. Le collecteur Manifold : Recueille et canalise les
gaz brûlés en provenance de chacun des cylindres que comporte le
moteur.
Le filtre à particules (FAP) Diesel
particulate Filter (DPF) : Pour les moteurs diesel. Sa structure
dite en « nid d’abeille » force le passage des gaz à travers les
parois poreuses afin de collecter les particules de suie. Le pot catalytique Catalytic converter :
Constitué d’une céramique composée de minéraux rares et de métaux
précieux, il a pour rôle de réduire les émissions de gaz polluants
en les transformant en gaz « propres » par réaction chimique (La
catalyse). Silencieux / résonateur / Pot de détente Silencer /
Resonator / Muffler : Limite les émissions sonores dues à la
combustion des gaz dans le moteur en ralentissant et homogénéisant
les flux de gaz dans la ligne d’échappement.
Mon stage s’est déroulé au sein du service qualité qui comporte
cinq personnes, dont les fonctions :
- Chargé de qualité client ;
- Chargé de qualité fournisseur ;
- Chargé de la qualité production ;
- Métrologue ;
- Et un stagiaire en contrat
apprentissage
Aujourd’hui, les équipementiers
automobiles progressent de plus en plus en ayant des produits
diversifiés, des clients (constructeurs automobiles) de plus en
plus exigeants, une structure compétitive et le sens leadership
leurs permettant de saisir de nouvelles opportunités dans un
contexte très concurrentiel.
A ce stade, la difficulté récurrente
rencontrée par les lancements des nouveaux modèles, le
développement des nouveaux produits que ce soit liés aux nouveaux
projets ou à des transferts est de savoir générer de l’équilibre
entre les trois paramètres : Qualité, Coût et Délais.
D’ailleurs, toute la performance industrielle se mesure par ces
trois paramètres :
- Qualité : la qualité perçue par le client ;
- Coût : le respect du coût prévu ;
- Délai : la réalisation et le traitement des
projets en respectant la deadline.
Cependant, afin d’assurer la
performance industrielle pour satisfaire le client en terme de
qualité et de délai, le Groupe exige la présence de 7 basiques
qualité dans les postes de travail à chaque début de production
d’un nouveau produit d’une part, d’autre part avant toute nouvelle
production, des dossiers PPAP ou dossiers EI clients doivent être
réalisés et envoyer au client à temps, en coordination avec
l’équipe projet et les fonctions support.
Toutefois, la satisfaction client
reste indispensable. Pour cela, il faut démontrer son
professionnalisme et reconquérir la confiance du client, en
traitant les réclamations et alertes dans les délais accordés.
C’est dans ce cadre que j’ai eu
l’occasion de traiter trois missions qu’un ingénieur qualité
traite au quotidien, qui sont :
- Le déploiement des 7 basiques qualité ;
- L’élaboration des dossiers PPAP ;
- Le traitement des réclamations clients.
Les enjeux de chacune des trois
missions se déclinent comme suit :
- Anticiper les problèmes en s’assurant à
l’avance de la conformité du processus de production;
- Faire valider par les clients la conformité
des pièces selon leur cdc (plan) ;
- Assurer la satisfaction client par la
sécurisation et l’identification des causes racines des problèmes
pour éviter la récidive.
Toutes ces missions ont pour
objectif l’amélioration de la qualité interne et externe de
l’organisme et ce, afin de satisfaire les
clients.
1.
Mission 1 : Déploiement et suivi des 7 Quality Basics [1]
A.
Quelles sont les 7 Quality Basics ?
Les 7 Basiques Qualité de production
se trouvent dans tous les postes ou ligne de l’atelier de
production. Ils ont pour objectifs :
- Accorder moins
de temps et d’efforts pour la vérification de tous le contenu des
7 basiques qualité ;
- Avoir plus de temps pour anticiper les
problèmes et mettre en place des actions préventives ;
- Agir plus vite pour résoudre les problèmes ;
- Mettre en œuvre une démarche appropriée pour
la résolution de problèmes en interne et avec les différents
clients et fournisseurs.
Les 7 QB sont réparties en trois familles :
1. S’assurer que le système de production est
conforme
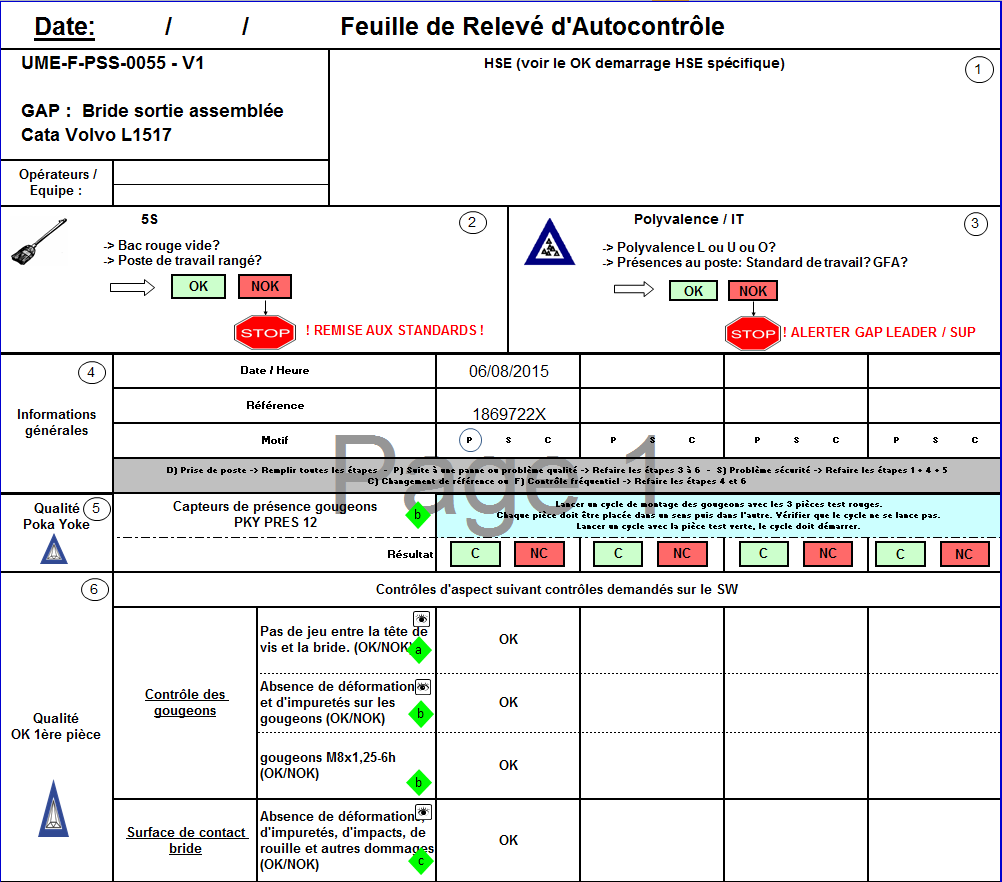
L’instruction OK première pièce est créée à partir du plan de
surveillance. Elle couvre principalement : une partie HSE, 5S, les
différents Poka Yoka et les paramètres du process qu’il faut
contrôler par l’opérateur à chaque début d’équipe.
Pour chaque critère du document est bien définie la méthode de
contrôle, le critère et le mode dégradé qui peut être utilisé.
Le Gap Leader valide le document OK première pièce réalisée par le
service qualité.
On ne peut pas produire sur un poste de production si un critère
de l’instruction OK première pièce n’est pas appliqué jusqu’à ce
qu’on valide le mode dégradé proposé. Le OK 1ère pièce est validé
par l’affichage au poste de la feuille OK-Démarrage et de la 1ère
pièce conforme au cahier des charges. (Voir Figure 3 et Figure 4)
Figure 3 : Exemple de première pièce OK affichée au poste
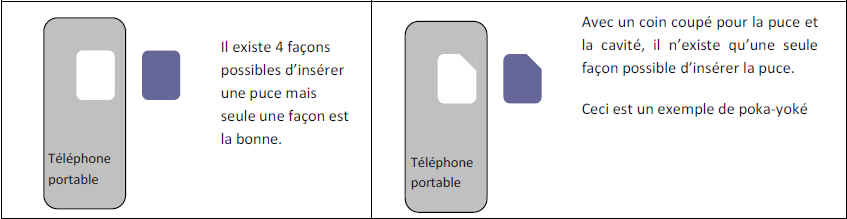
Un Poka Yoké est un capteur ou
dispositif qui capture systématiquement l’erreur avant de se
transformer en défaut. En libérant l’esprit de l’humain à faire
des erreurs, le Poka Yoké permet principalement de se concentrer
sur les opérations à valeur ajoutée.
Les meilleurs Poka Yoké sont simple, non coûteux, fiable et
n’ajoutant pas de travail pour l’opérateur.
Par exemple un Poka-Yoké que l’on peut rencontrer dans la vie de
tous les jours concerne les cartes sim incluses dans les
téléphones portables :
Figure 5 : Exemple de Poka Yoké au quotidien
L’utilisation des pièces test ou des pièces rebuts est la façon la
plus utilisée pour s’assurer du bon fonctionnement d’un Poka Yoké.
Les pièces test sont identifiées, distinguées clairement par rapport
aux pièces de production et proche des machines sur lesquelles elles
sont utilisées.
Pour chaque Poka Yoké, une instruction claire est mise en place : le
Padlock, incluant le numéro de référence du Poka Yoké , son principe
de fonctionnement, sa méthode de vérification, sa fréquence, le mode
dégradé en cas de dysfonctionnement, les initiales et la date de
l’opérateur qui les a contrôlés.
Le Gap Leader ou l’opérateur est responsable de la vérification des
Poka Yoké pendant le OK première pièce. Le résultat est affichée à
proximité du poste de travail, en utilisant un côté du Padlock
(rouge / vert) (Voir Figure 6).
Après tout arrêt de machine
susceptible de détériorer ou de modifier les conditions de
production, tous les Poka Yoke doivent être tournées sur le côté
rouge pour rappel aux opérateurs de les vérifier avant de
ré-entamer la production. Si les Padlock sont tournés en rouge, la
ligne de production doit s’arrêter ou utiliser le mode dégradé.
La fréquence de contrôle des Poka Yoké est notée sur le plan de
surveillance.
Le terme bac rouge fait référence au
concept des conteneurs (boîte, cintre, chariot, support…) dans
lequel, à n’importe quel stade du processus (pièces achetées,
produits semi-finis ou produits finis), on place des pièces non
conformes.
Les bacs rouges ont deux objectifs différents :
- Séparer et isoler les produits non conformes
ou les produits suspects du flux ;
- Fournir des pièces test pour l’analyse des
défauts afin de les supprimer définitivement.
L’emplacement des bacs rouges est défini en phase de
pré-production. Ils doivent être visible, zoné en rouge et
facilement accessible aux opérateurs.
L’opérateur identifie le défaut par une étiquette rouge sur
laquelle est notée : la date, la référence de la pièce et le
défaut pour faciliter l’analyse des défauts.
Dans les bacs des rebuts, les pièces rebuts sont identifiées
différemment de pièces suspectes.
Il n’est pas obligatoire d’identifier les pièces retouchées en
ligne, à condition qu’elles soient retouchées directement.
Les rebuts doivent être séparés et ne jamais réintégrer le flux.
Les retouches réintègrent le flux d’une manière contrôlée. C’est
pour cette raison, il est nécessaire physiquement de séparer les
rebuts des retouches.
Les pièces suspects sont catégorisées comme pièces retouches - La
réutilisation des composants OK des pièces NOK est considérée
comme retouche.
Le management visuel est favorisé pour les différents bacs (rouge
pour les rebuts, jaune pour les retouches) pour distinguer les
bacs retouches des bacs rebuts.
Les pièces des fournisseurs ne doivent pas être retouchés, mais
isolées dans un bac spécifique, un bac rebuts fournisseur, pour
qu’elles soient retournées au fournisseur pour investigation et
actions correctives.
En général, toute pièce avec un défaut d’apparence doit être
protégée pour l’analyser en ouvrant un QRCI ligne.
Le Gap Leader s’occupe de retoucher les pièces trouvées dans le
bac retouche. Il audite régulièrement le contenu des bacs rebuts.
En fin de production, il s’assure que les bacs rouges sont vides.
En général, les bacs rouges doivent
respecter les règles suivantes :
1- Ils doivent être visibles, sur des zones
spécifique et facilement accessible aux opérateurs ;
2- Toute pièce non conforme est identifiée par
une étiquette rouge ;
3- Les pièces retouches sont bien séparées des
pièces rebuts ;
4- Les bacs rouges sont vidés à la fin de
l’équipe.
Une retouche est une opération non
systématique et sans valeur ajoutée, réalisée sur un produit.
Toute retouche est un gaspillage. Elle s’applique pour les défauts
connues et répétitives.
Le plan de surveillance et le standard de travail définissent les
retouches faites sur la ligne et hors ligne, en précisant les
critères d’acceptation (en référence de l’instruction chemin de
contrôle). Ils sont mis à jour à chaque fois qu’un défaut
survient.
Les retouches sont bâtonnées sur une feuille spécifique et les
pièces identifiées qu’elles soient réalisées hors ligne ou en
ligne. Le Gap Leader est responsable de diminuer la quantité de
pièce retouchée.
L’objectif est de zéro retouche en ligne et hors ligne :
La retouche en ligne, retouche immédiate est réalisée par
l’opérateur ou le GAP Leader.
La retouche hors ligne se fait par le Gap Leader qui retouche au
plus vite sur un poste dédié, conformément à des instructions
spécifiques.
En général, la retouche est un processus anormal. Toutefois elle
doit être organisée aussi bien que le flux normal.
De plus, une défauthèque doit être mise au poste, afin de
visualiser aux opérateurs les défauts qui peuvent être retouchés
et les défauts non retouchables.
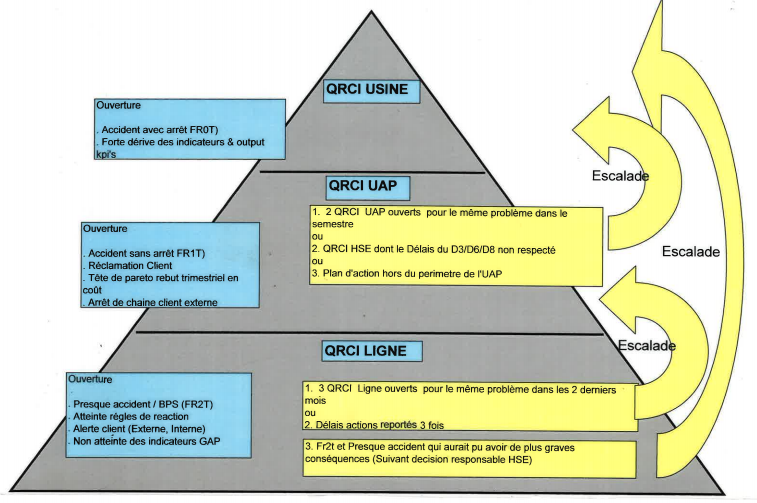
La méthode standard de résolution de problèmes utilisée est le
QRCI.
Il existe trois types de QRCI :
- QRCI ligne
- QRCI UAP
- QRCI Usine
Le schéma suivant détaille les
règles d’utilisation et d’escalade des QRCI : [7]
Figure 8 : Règles escalade QRCI
Ce standard est applicable à tout
problème ou amélioration continue de la production, de la qualité,
de la logistique, du HSE, de la réduction des coûts ou de tout
autre problème.
Le QRCI est plus un état d'esprit et une approche de gestion qu'un
ensemble d'outils.
Le but est simple : comprendre le problème ou le risque, le
détecter et le résoudre en termes d'occurrence et de détection et
afin d’éviter la répétition du même défaut.
Toutes ces étapes incluent des faits et des données.
Comme la première priorité du QRCI est de protéger le
client, les équipes production et qualité doivent démarrer
les activités QRCI à travers des actions solides permettant de
protéger le client.
Lorsque le client est protégé, l’équipe peut continuer l'activité
QRCI en recueillant des faits et des données nécessaire pour
continuer l’analyse
8D.
Le QRCI ligne est présent au niveau de tous les GAP. Il est
affiché sous forme de bloc de feuilles sur lesquelles à chaque
apparition d’une des causes d’ouverture indiquées sur la figure 6,
on y note les informations suivantes :
- La date de l’ouverture du QRCI ligne ;
- Les problèmes constatés ;
- Les causes de non détection et les causes de
création ;
- Les actions mises en place ;
- Les responsables des actions et le délai
accordé de chaque action ;
- La date de réalisation des actions ;
- La validation sur deux productions de l’action
mise en place ;
- La transversalisation ou non de l’action sur
un autre poste ;
- La signature du superviseur indiquant que le
problème a bien été pris en compte.
Il est souvent ouvert par le Gap
Leader et les superviseurs en cas d’anomalies, en présence ou non
des fonctions supports.
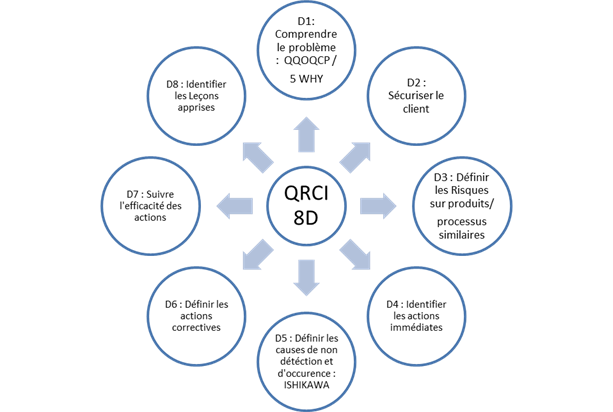
Le QRCI UAP ou QRCI 8D est plus détaillée et traite les problèmes
complexes. Il est animé par le RUAP en présence des superviseurs
et d’un membre du service qualité.
Les étapes ainsi que les outils
utilisées en QRCI 8D sont :
- D1 (C1):
Vue du client – Comprendre la problématique du Client – analysé
les standards du groupe pour comprendre : Pourquoi ça n’a pas été
détecté ? et Protection du client -traçabilité – Vue du Groupe
(Outil QQOQCP) ;
- D2: Identifier les risques sur les
produits, les processus similaires ;
- D3 (C2): Définir les actions
immédiates pour protéger le Groupe ;
- D4: Définir les causes de
non-détection, confirmation par des investigations des causes
identifiées par l’outil Ishikawa ;
Utilisation du Bloc diagramme – ISHIKAWA afin d’analyser les
causes du problème et mettre en place des actions ;
- D5: Définir les causes liées à
l’occurrence du problème ;
- D6: Définir les actions correctives et
préventives ;
- D7: Etablir un schéma de suivi de
l’efficacité des actions ;
- D8 : Noter les leçons apprises.
Actions de transversalisation, capitalisation dans AMDEC et plan
de surveillance.
Utilisé pour traiter les
réclamations clients, le QRCI 8D a des délais à respecter pour la
réalisation de chaque étape :
• L’étape C1 : 24
heures
• De l’étape C1 à l’étape D6 : 10 jours
• De l’étape C1 à l’étape D8 : 60 jours
En ce qui concerne le QRCI USINE, il
est établit avec le Plant Manager, qui traite les problèmes des
QRCI UAP qui n’ont pas pu être résolu.
Cette étape fait référence à la capacité de l’opérateur à juger
l’opération exécutée correcte. A chaque poste de travail,
l’objectif est de prévenir les pièces non conforme de ne pas
passer au poste suivant, en considérant que le poste suivant est
le client final. L’opérateur est responsable des pièces non
conforme passées au poste suivant.
L’autocontrôle est la clé pour atteindre le zéro défaut, avec bien
évidemment l’inspection finale, les poka-yoké, l’OK première pièce
et la capabilité du processus.
Tandis que le plan de surveillance a pour objectif de définir les
points à contrôler (quoi ?), le standard de travail, décrit
comment réaliser les opérations (comment ?).
Il comprend, les critères de jugement des pièces OK des pièces
NOK, quoi faire si on a des pièces NOK (retouches ou rebuts).
Le Gap Leader s’occupe d’entrainer les opérateurs au SW et à
l’autocontrôle en expliquant les points clés et la raison des
contrôles. Il s’assure quotidiennement du respect des opérateurs
au SW, en observant les instructions l’une après l’autre.
Le superviseur quant à lui, valide les compétences des
opérateurs.
Un autre basique qualité, est l’arrêt immédiat quand un problème
survient. Ce principe s’applique aux êtres humains comme le
concept des Poka Yoka sur les machines. L’opérateur demande de
l’aide au Gap Leader à chaque fois qu’il trouve quelque chose de
suspect et il peut arrêter la ligne immédiatement s’il ne peut pas
continuer, en attendant l’intervention du Gap Leader. L’équipe
ouvre un QRCI ligne afin d’analyser les causes du problème et de
trouver une solution immédiate.
Inspection finale : Mur qualité temporaire [9] [10]
Le mur qualité temporaire est une inspection supplémentaire après
l'inspection finale et donc un MUDA, elle doit être éliminée le
plus vite possible.
L’objectif principal du mur qualité est de ne pas passer des
pièces NOK au poste suivant qui est dans le cas du mur qualité le
client final.
L’opérateur dédié au mur qualité doit être validé par le personnel
du service qualité en étant apte à réaliser les contrôles des
pièces suivant un chemin de contrôle qualité qui correspond
exactement à celui de l’inspection finale, incluant les mêmes
points de contrôle et la même durée de chaque opération de
contrôle.
Le mur qualité doit être à proximité du poste, aussi proche que
possible de l'inspection finale. La meilleure solution consiste à
établir le mur de qualité directement à la fin de la ligne
d'assemblage, sans stock intermédiaire en suivant la séquence de
la chaîne de production.
Le mur qualité se focalise sur la non-détection et non sur
l’occurrence. Les défauts de qualité du mur qualité sont
réexaminés lors des révisions QRCI et sont en priorité par rapport
aux défauts de la ligne.
A titre préventif, un mur de qualité doit être mis en place chaque
fois qu'un risque qualité client est identifié. Néanmoins, la mise
en place d'un mur qualité temporaire est nécessaire en cas de
démarrage ou de transfert de production.
Si le produit appartient à la catégorie de production de masse, un
mur qualité doit être mis en place après que des problèmes qualité
soient produits chez le client. C'est une décision qui doit
être prise par le directeur de l’usine en coordination avec les
fonctions supports.
Dans les deux cas, il est nécessaire de définir la date de début
et la date d’enlèvement prévue, décidé par le responsable UAP et
affichées sur la ligne de production.
Le mur qualité peut être levé dès lors qu'il ne détecte plus les
défauts. La décision de retrait doit être validée par le service
qualité et le meilleur moyen de le retirer rapidement est
d'enlever les éléments de contrôle un par
un.
• Pas de suivi des
7QB sur les postes existants ;
• Pas de réalisation des phases de qualification
processus : MPT-EMPT pour les nouveaux projets et donc absence de
quelques basiques sur les postes de travail ;
• Pas de suivi des audits 7QB réalisés ;
C.
Comment déployer et assurer le suivi des 7 Quality basics ?
Les 7 basiques qualités jouent un
rôle important sur l’amélioration de la performance de
l’entreprise. Ils permettent principalement de s’assurer du bon
fonctionnement du processus à travers le management visuel qui est
la clé des basiques qualité.
Un tableau est dédié sur chaque poste sur lequel est affiché les
documents OK première pièce et OK DEMMARRAGE HSE, un socle
spécifique pour la première pièce ainsi qu’une visualisation des
Poka Yoké au poste à travers des Pad Lock affichés sur les
machines.
Le tableau est très visuel, il permet aux managers et aux membres
du service qualité de voir rapidement si les contrôles sont
réalisés ou non par les opérateurs.
Également les bacs rouges se trouvent dans une zone spécifique et
visuelle de manière à vérifier qu’ils sont vidés à la fin de
l’équipe d’une part, et d’autre part pour séparer les pièces
retouchées (bac jaune) des pièces rebuts (bac rouge).
Les opérateurs se forment aux instructions du SW : le standard de
travail, sur lequel est noté les opérations de chaque processus du
poste et le détail des contrôles ainsi que les règles de réaction
pour les retouches et rebuts. Pour l’instruction retouche, elle
s’affiche en cabine de retouche dans le cas où la retouche est
faite en hors ligne, dans le poste si la retouche se fait en
ligne.
Afin de s’assurer de la mise en place et du respect des quality
basics :
Nous utilisions deux principaux
outils :
- L’Audit quotidien 7QB pour les processus
existants ;
- La Qualification processus (MPT-EMPT) lors
d’un nouveau démarrage (nouveau ou transfert).
C’est une méthode structurée réalisée par l’équipe qualité en
collaboration avec l’équipe production, permettant de faciliter le
suivi des 7 QB et d’améliorer la performance de l’entreprise.
Appliquée à l’entreprise entière, elle s’inscrit dans une démarche
d’amélioration continue.
• Phase 1 :
Audit
Elle permet de vérifier et de contrôler l’existence et le respect
des règles des 7 QB sur les postes de travail. Pour réaliser
l’audit quotidien, je me conforme au planning d’audit. En ce qui
concerne la réalisation de l’audit, j’utilise le formulaire
d’audit 7QB.
Ce formulaire (Check List d’audit) me permet de détecter les
écarts c’est-à-dire la différence entre ce qui est attendu et ce
qui est constaté. A savoir que lors d’un audit, il est nécessaire
de :
- Définir le cadre : le poste de travail audité
;
- Savoir poser des questions : utiliser des
questions ouvertes / fermées ;
- Ecouter : être à l’écoute de la personne
auditée et utiliser la technique de reformulation ;
- Prise de notes : faits / techniques.
Le formulaire d’audit des 7QB est sous forme de questions, il
englobe les critères à vérifier sur les 7 QB. A chaque début
d’audit, je note sur le formulaire : le GAP audité, la référence
du produit, la date ainsi que les noms de l’audité et de
l’auditeur.
Après que j’aie réalise l’audit 7QB sur un poste de travail,
j’informe le superviseur par rapport aux écarts trouvés, afin
qu’il analyse les écarts en mettant en place des actions sur le
QRCI ligne. Cependant, si les écarts constatés dépassent les
fonctions qualité, des écarts liés au processus par exemple, le
superviseur s’occupe de faire intervenir les personnes concernées
des autres services.
En général, les actions doivent être réalisées le plutôt possible
par les pilotes concertés. L’objectif étant de traiter le maximum
d’écarts de non- respect des basics immédiatement. Notamment par
des actions qui se font en Real time c’est-à-dire au moment de
l’ouverture du QRCI ligne, exemple : (rappel et sensibilisation
des opérateurs en direct) :
Ecart : la OK première pièce
n’est pas identifiée Action immédiate : - Dans le cas où l’opérateur est déjà
formé aux 7QB : Le Gap Leader rappelle l’opérateur d’identifier
la première pièce en mettant bien son nom, le numéro de son
équipe et la date. - Cas échéant : Former l’opérateur aux
7QB par le service qualité.
Ensuite, le superviseur passe au traitement et à la
validation des non conformités du poste audité. Le traitement des
actions se fait en planifiant des revues QRCI par le superviseur
afin d’assurer un suivi de toutes les actions décrites au QRCI
ligne suite à l’audit réalisé. Ces revues permettent de valider
les actions planifiées. Les revues QRCI ont pour objectifs :
- Rien oublié en lisant les tâches à accomplir ;
- Maitriser le temps de mise en œuvre de chaque
tâche ;
- Savoir où l’on se trouve dans l’avancée des
actions ;
- Pouvoir trouver des solutions en cas
d’anomalies.
Chaque responsable de chaque action doit valider l’action dans les
délais.
Dans un premier temps, les actions validées, mis en place doivent
être validés par les fonctions support : les responsables des
différents services concernés, principalement le responsable UAP
et le responsable Qualité.
Dans un deuxième temps, une fois les actions validées par les
fonctions support, une réunion sur terrain est établie avec les
personnes concernées par le poste de travail audité, à savoir le
Superviseur, le Gap Leader et les opérateurs afin qu’ils soient
informés des différentes modifications/ mises à jour…
Les plans d’action des audits se mesurent à long terme par un
suivi. Pour cela, je mets à jour le planning d’audit en fréquence
hebdomadaire en mettant le nombre total des audits effectués et le
suivi des plans d’action en code couleur ( vert pour les plans
d’action soldé, orange pour les plans d’action en cours et rouge
pour les plans d’action en retard).
L’audit, un outil de progrès permet
de répondre aux objectifs suivants :
- Vérifier la
conformité aux exigences par rapport aux 7 QB ;
- Vérifier les dispositions organisationnelles
(processus) et opérationnelles (procédures, instructions, etc)
sont établies, connues et comprises par les parties prenantes ;
- Vérifier l’aptitude du poste audité à
atteindre les objectifs ;
- Identifier des pistes de progrès et
d’amélioration sur le poste.
Le planning concerne tous types
d’audits réalisés en interne : audit 7 QB, audit produit, audit
conditionnement, etc. Pour chaque type d’audit on s’est fixé un
objectif, pour les audits 7 QB par exemple, l’objectif est d’un
seul audit par jour. Les postes audités chaque jour sont choisis
selon des critères de type :
- Nombre de
Réclamations / alertes clients
- Un nouveau transfert / nouveau projet
- Nombre de rebuts (suivant Pareto des rebuts)
- Nombre des écarts suite à des audits
;
Ainsi, pour assurer le suivi
quotidien des audits 7 QB, j’ai ajouté un indicateur KPI :
« audits 7 QB » sur la plateforme e-top5 en respectant les
critères d’un indicateur SMART :
Spécifique : exprimer de façon chiffrée ce qui doit être
atteint. Mesurable : avoir accès à des données chiffrées permettant
de quantifier. Atteignable : disposer des ressources humaines et
financières. Réaliste : possible d’atteindre l’objectif avec les moyens
de l’entreprise. Temporel : la date de réalisation permet de dire si
l’objectif a été atteint ou pas.
Je m’occupe de faire la mise à jour de l’indicateur pour les
informations de l’audit réalisé : le nombre de non conformités et
le poste audité.
Cet indicateur, me permet de visualiser le nombre de
non-conformité suite aux audits et d’aborder l’avancement des
superviseurs sur leurs plans d’action en TOP5 Qualité tout en
ayant une vue globale du respect des 7QB sur nos postes de
travail.
Aussi, le suivi des actions issues des audits quotidiens ne se
fait pas seulement en TOP5 Qualité mais aussi en TOP5 UAP sur le
document « Plan d’action audit quotidien » par les
superviseurs et le RUAP. Ce document permet d’impliquer les
personnes de la production à suivre quotidiennement leurs plans
d’action et à mettre à jour l’indicateur.
b. Démarche PQ-MS : Process
Qualification–Mise en place-Suivi
Cette démarche est élaborée
principalement pour les nouveaux projets (transfert ou nouveau
produit).
L'objectif de la qualification processus est de vérifier que le
processus de fabrication est capable de produire des produits
conformes au client selon la cadence souhaité, les exigences
qualité et les spécifications du cahier de charge, avant le début
de la production : SOP.
Le processus qualification permet aux différents services de
s’assurer des conditions de production liées à leur métier de
travail. Une grille d’évaluation catégorisée par chapitre est
exigée pour toutes les phases du processus de qualification pour
les différents services.
L’objectif est que chaque service traite et valide sa partie, en
notant pour chaque critères OK/NOK : conforme/non conforme.
Pour la partie qualité, j’utilise une grille d’évaluation des 7QB,
exigée par le groupe afin de détecter l’avancement du processus
par rapport à la mise en place des 7 QB.
Avant toute utilisation de la grille, les différents responsable
des services se réunissent avec l’équipe projet, le service
industrialisation et le Plant Manager afin d’avoir les détails du
nouveau projet.
Les étapes du processus qualification sont :
Etape 1: PT, Production Trial
La PT (Production Trial) est une méthode d’essai de production qui
permet de savoir le statut actuel de préparation de la production
par rapport à la cible c’est-à-dire la capabilité des machines et
des composants à produire des pièces conformes pour le client en
respectant les cadences.
Elle se réalise sept mois avant la SOP en ayant comme objectif de
produire 50 pièces sans exigences particulières sur les horaires
de la production.
Cette phase permet d’identifier :
- les conditions dans lesquelles l'essai de
production a été effectué
- les problèmes identifiés lors de l'essai de
production
- le plan d'action pour proposer des solutions
pour les problèmes identifiés ;
Etape 2: MPT, Mass Production
Trial
La MPT se fait après la PT et avant tout démarrage de nouveau
produit de 120 jours. Elle se distingue par une durée de
production de 4 heures par équipe en faisant le changement de
référence.
La MPT se réalise sur 2 équipes et vient juste après avoir reçu et
validé les dossiers PPAP/échantillons initiaux (EI) des composants
fournisseurs.
Etape 3: EMPT, Extended Mass
Production Trial
L’EMPT est la dernière phase du processus de qualification.
Cette étape est réalisée après la validation de la production et
des dossiers EI avec le client.
Les dossiers EI permettent de s’assurer du respect des exigences
client et de la capabilité du processus. La production pendant
l’EMPT se fait en une seule journée sur deux équipes pendant 8
heures incluant le changement de référence.
Après l’EMPT vient la SOP
c’est-à-dire le début de production.
Généralement, sur le site Messei on procède directement à la phase
MPT. La réalisation de la MPT se fait en coordination avec
l’équipe industrialisation.
Je m’occupe de réaliser la MPT sur terrain en ayant une check List
de 7 catégories, sur lesquelles sont notées les spécifications de
chaque basique qualité.
Après avoir achevé la phase de la
MPT qui sert d’audit, j’établis une planification des actions sur
un QRCI ligne avec les responsables des actions qui sont
généralement la personne chargée de la qualité production et
moi-même.
w
Pour l’étape de mise en place, je réalise des revues QRCI une fois
par semaine pour s’assurer de l’avancement des
actions.
Je m’occupe de mettre en place tous les documents qualités : OK
première pièce et Inspection finale, que je prépare en ayant comme
donnée d’entrée le plan de surveillance et les plans de la pièce
réalisés par l’équipe projet. Ensuite, pour valider la mise en
place des documents OK première pièce et inspection finale, je
forme les parties intéressées à savoir le Superviseur, le Gap
Leader et les opérateurs de toutes les équipes, après que les
documents me soient validés par les responsables du CODIR.
Afin de protéger le client, un QW est indispensable pour les
nouveaux projets.
Voici les étapes que j’ai suivies, pour mettre en place un QW :
- Définition
d’une zone QW proche du poste de travail ;
- Création d’un chemin de contrôle incluant les
mêmes contrôles que l’inspection finale;
- Mise en place d’une table dédiée au QW sur
laquelle je mets le chemin de contrôle, je note la date de début
du mur qualité, je mets en place un document flux du QW que j’ai
créé et enfin j’ajoute des feuilles à disposition des opérateurs
sur lesquels ils inscrivent le nombre de défauts et le nombre de
pièces contrôlés pour chaque référence;
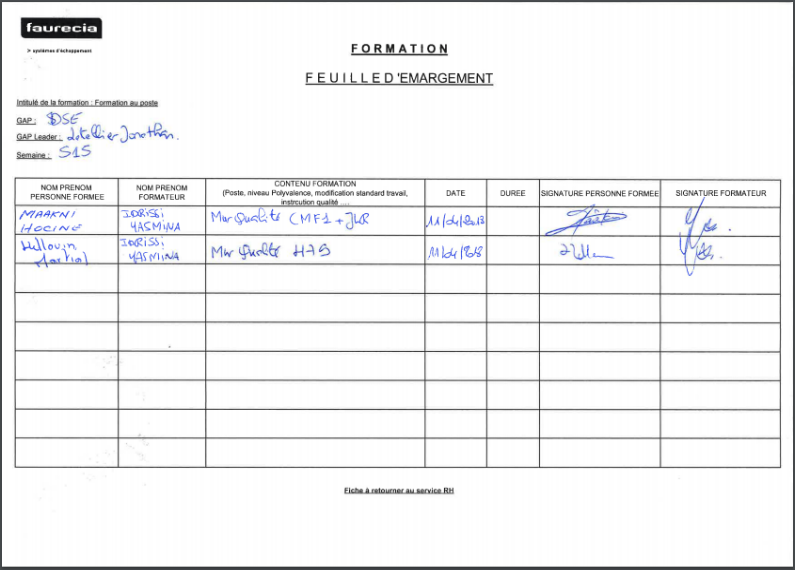
- Enfin, je forme les opérateurs aux contrôles
du QW (Annexe 1), au respect du flux du QW et aussi au
document qui doivent remplir, que je récupère en fin de journée.
Pour les bacs rouges et jaunes des rebuts/retouches, je définis
une zone spécifique, facilement accessible aux opérateurs en
formant les opérateurs du poste à identifier les pièces par une
étiquette rouge et à bien séparer les pièces retouches des pièces
rebuts.
Après avoir créé le document OK 1ère pièce, je mets en place les
Poka Yoké qui sont généralement des pièces TEST rouge et vert.
Et enfin un 7ème basique qualité, le
QRCI que je place habituellement à côté du QW qui sert de
résolution de problèmes.
Avant la SOP, j’anime une réunion
sur terrain avec les personnes concernées par le poste de travail,
à savoir le Gap Leader et les opérateurs afin de les former
au respect des 7QB sur le poste.
A travers l’audit 7QB et le planning des audits. Et aussi, un
suivi quotidien du QW à l’aide du document « Plan de
convergence », que je remplis à chaque fin de journée, qui
explicite clairement les défauts rencontrés au QW et les plans
d’action mis en place.
- Suivi
hebdomadaire du QW :
J’anime des QRCI ligne pour les défauts trouvés en présence
du Gap Leader, du superviseur et de RUAP afin de mettre en place
des actions que je note sur le document « Plan de convergence ».
Généralement, le retrait du QW se
fait après trois mois de sa mise place pour les transferts et six
mois pour les nouveaux produits.
Le retrait du QW est réalisé ainsi :
- Mise à jour
répétitive du document chemin de contrôle : suppression des points
de contrôle un par un ;
- Informer les personnes concernés : le RUAP, le
superviseur du poste concerné, le Gap Leader deux semaines en
avance ;
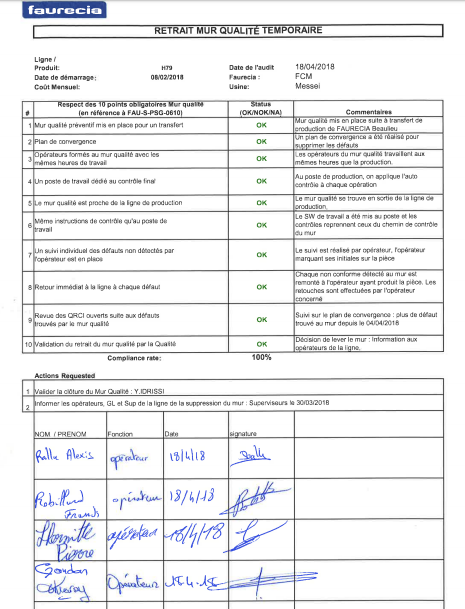
- Enfin, le jour J du Levé du mur qualité,
j’anime une réunion en présence du RUAP, du superviseur, du
Gap Leader et des opérateurs après avoir vérifié les 10 points
obligatoire du mur qualité, pour leur expliquer qu’il n’y aura
plus d’inspection finale après le contrôle final, les pièces sont
envoyés directement au client en insistant sur les derniers
défauts trouvés afin qu’ils soient vigilants au contrôle final.
Cette étape est réalisée avec les deux équipes du poste concerné :
équipe du matin et équipe de l’après-midi.
- Ensuite, je fais signé les opérateurs des deux
équipes sur le document « levé mur qualité » (Annexe 2)
D.
Bilan de la mission
Voici ce que j’ai réalisé à travers les deux méthodes, pour
les nouveaux projets et les produits existants :
Mise en place d’un indicateur «
audits 7 QB » :
• Avantages :
- Suivre quotidiennement au TOP5 qualité mais aussi au TOP5
production le nombre de non conformités suite aux audits réalisés,
les postes audité et l’avancement des plans d’action ;
- Vision claire des résultats des audits et aussi du respect de
nombre d’audits effectués ;
- Savoir les postes de travail qu’il faut ré-auditer.
• Résultats :
- Respect du nombre d’audits par jour ;
- Implication de l’équipe production : Suivi et validation des
plans d’action ;
- Amélioration des postes de travail par rapport au respect des
7QB.
- Visualiser les défauts pouvant survenir;
- Document claire et précis.
• Résultats :
- Gagner du temps : les opérateurs se renseignent des défauts
retouche à partir de la défauthèque plutôt que de se référer à
l’instruction retouche.
Réalisation de la feuille de
bâtonnage des retouches :
• Avantages :
- Permet à l’opérateur ou au Gap Leader de catégoriser le
nombre de rebus/ retouches par rapport à un critère défaut précis;
- Permet d’avoir un nombre exact des pièces retouchées et
rebutées.
• Résultats :
- Suivi, analyse et traitement des retouches et rebuts en
continu.
2. Mission
2 : Elaboration des Dossiers PPAP / EI clients [12]
1.
C’est quoi un dossier PPAP ?
Un PPAP est un dossier composé d’un
ensemble de documents d’exigences et de spécifications liés au
fournisseur. L’objectif du dossier est de s’assurer de la bonne
compréhension du fournisseur des exigences du client, en d’autres
termes l’ensemble des documents du dossier doit faire preuve de la
capabilité du processus à produire des pièces conformes aux
critères spécifiés par le client.
Chaque fournisseur doit élaborer un dossier PPAP à son client dans
les cas suivants :
- Pré-production ;
- Lancement d’un nouveau projet, nouveau produit
;
- Suite à une modification sur un produit
existant : changement d’un critère spécifique pour lequel le
client a déjà spécifié dans le CDC qu’il doit y avoir un dossier
PPAP après ce changement ;
- Suite à une modification sur le produit en
raison d’une non-conformité déjà constaté par le client :
modification du processus, sur un équipement de contrôle, etc.
Le contenu du dossier PPAP dépend totalement du client. Lors de
l’élaboration de son cahier de charge, le client spécifie tous les
documents du dossier PPAP qui devraient être rédigé par son
fournisseur et présents dans le dossier.
En général les documents obligatoires d’un PPAP sont :
- PSW:
Part Submission Warrant
Document sur lequel est mentionné la référence du produit
(référence fournisseur et référence client), le nom du fournisseur
et du client, le poids de la pièce tiré du plan, la ville, la
raison de l’envoi du dossier ainsi que le nombre de pièces
produites par heure.
- Plan du
produit :
Document qui visualise la conception de la pièce en 2D. Il
contient principalement les tolérances de la pièce à respecter
pour assurer des pièces conformes au plan.
- Synoptique
de fabrication (Flow chart):
Il décrit l’enchaînement des opérations de fabrication sous une
forme visuelle à l’aide de pictogrammes.
- PDS :
Plan de surveillance
Le plan de surveillance est un document sur lequel on précise les
moyens de contrôle de chaque opération, les fréquences de
contrôles et les responsabilités (qui fait quoi).
- AMDEC
process :
L’analyse de défaillances, de leur effet et de leur criticité.
L’AMDEC est un outil permettant l’analyse des risques liés aux
défaillances de la chaîne d’un produit.
- Capabilité
R&R :
Cette méthode permet de calculer la capabilité du moyen de
contrôle d’un processus. Elle différencie la reproductibilité qui
est liée au changement d’opérateurs, la répétabilité liée à
différents mesures pour un seul même opérateur.
- IMDS
(Système International de collecte de Données Matières) :
C’est le système de données matières de l'industrie automobile. Il
contient tous les données par rapport aux matières analysées et
archivées. Il permet de vérifier par le biais des normes et des
réglementations la conformité aux exigences des clients en termes
de matière des composants.
- Rapport
dimensionnel :
C’est un rapport qui comporte le résultat de l’audit produit,
généralement cet audit s’effectue sur 5 pièces en mesurant les
différentes tolérances exigées par le client sur le plan.
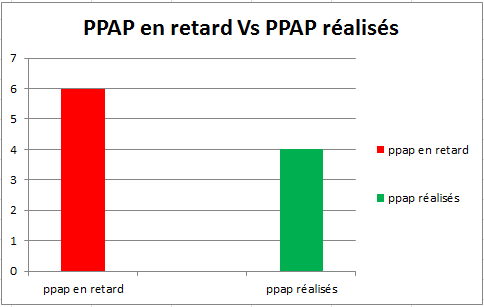
3.
Comment régulariser le retard des dossiers PPAP ? [13]
Le dossier PPAP nécessite
l’implication de l’équipe projet ainsi que des fonctions supports.
L’équipe qualité projet établit les documents tels que l’Amdec et
le PDS à partir du cahier de charges du client, les transmets à
l’équipe méthodes afin qu’ils se réunissent avec tous les
responsables CODIR pour fixer les dates des différentes étapes
MPT-EMPT ainsi que la date de la transmission du dossier PPAP qui
précède l’étape EMPT.
La première étape que je réalise en
ayant comme donnée d’entrée le PDS, le plan et l’Amdec est de
vérifier la cohérence entre les documents : entre les
spécifications du plan et le contenu des autres documents : PDS et
Plan. En cas d’une non cohérence, j’établi des modifications en
collaboration avec l’équipe industrialisation.
Ensuite, je réalise une étude de
capabilité R&R en mesurant 10 pièces, 3 fois chacune par 3
opérateurs différents. Les calculs se font automatiquement
après avoir remplis les données, sur une fiche de calcul. Les
résultats des calculs, vont permettre principalement de définir la
performance du système. En cas de variations généré lors du
processus, l’équipe industrialisation analyse les causes de ces
variations et établi un plan d’action.
Le rapport dimensionnel se réalise
aussi par le service qualité. Pour cela, j’effectue un audit
produit sur la pièce assemblée du projet concerné pour s’assurer
du respect des tolérances exigées sur le plan et sur le cahier de
charges du client. Après avoir réalisé l’audit produit,
j’intègre tous les données sur un rapport dimensionnel qui se
rajoute aux documents du dossier PPAP. Dans le cas où je trouve
des spécifications du plan hors tolérances, je rédige une
dérogation au client concerné, en expliquant le problème et la
cause et en demandant au client de nous valider le dossier sans
avoir telle exigence.
Pour les mesures 3D de la pièce ainsi que les coupes de soudures
effectuées sur le produit, ils se réalisent au laboratoire
métrologie par notre métrologue.
La maquette de contrôle utilisée
doit être aussi validée par l’équipe métrologie, sur laquelle une
étiquette est mise indiquant la date de validité de la maquette.
Toutefois, on doit avoir tous les éléments nécessaires du
fournisseur par rapport à la maquette à savoir les mesures 3D
ainsi qu’un rapport détaillé de toutes les spécifications
indiquées sur le plan maquette.
Généralement, l’étape finale me permet de m’assurer de l’existence
des IMDS sur un portail en indiquant comme donnée d’entrée : la
référence du produit, le cas échéant, je fournie au client dans le
dossier PPAP un document de dérogation qui assure que les pièces
utilisées lors de l’assemblage du produit ne sont pas dangereux.
Après avoir récolté et réalisé tous
les documents exigés par le client, je les lui transmets en
attendant sa réponse en fonction du niveau d’acceptation :
• Approuvé complet ;
• Approuvé avec déviation ;
•
Rejeté.
La participation aux différentes
réunions avec l’équipe projet et l’équipe industrialisation m’a
permis de :
- Rédiger deux
dossiers PPAP suite à un transfert de production d’un autre site
Faurecia au site Messei ;
- Rédiger deux dossiers PPAP suite à un
changement de maquette de contrôle ;
- Régulariser le retard des dossiers des autres
projets.
Ci-dessous un schéma visualisant le
nombre des dossiers en retard ainsi que les dossiers PPAP réalisés
et validés par les clients :
3. Mission 3 :
Traitement des Réclamations/Alertes clients
A.
Qu’est-ce qu’une alerte, réclamation ?
L’insatisfaction client se révèle
par le nombre d’alertes et de réclamations clients. L’alerte
client est catégorisée moins grave que la réclamation client parce
qu’elle n’est pas officielle sur les portails clients ni sur QSS
et donc elle n’affecte pas l’indicateur PPM.
L’alerte est souvent formalisée sous forme de mail de la part du
client. Il décrit explicitement son insatisfaction sur un produit
suite à : un défaut, une tolérance non respectée, une
retouche non autorisée, etc.
La formalisation de la réclamation diffère selon le client. Pour
les clients externes, ils mettent directement leurs réclamations
sur leurs portails, par contre les clients internes créent les
réclamations sur QSS, un portail rassemblant les réclamations
internes/externes des clients mais aussi des fournisseurs.
Cependant, le responsable qualité ajoute les réclamations externes
sur QSS afin d’avoir une vue général du nombre de réclamations
internes et externes.
Une fois le client transmet sa réclamation, il informe par la
suite son fournisseur de son insatisfaction par mail (détails du
défaut, de la non-conformité) en lui précisant qu’une réclamation
officielle a été ouverte afin qu’il puisse la traiter et le
sécuriser dans les plus brefs délais.
- Retard de traitement des réclamations
2017
C.
Méthode de traitement des réclamations/alertes clients
Toutes les réclamations sont
traitées d’une manière standardisée. Dès lors qu’une réclamation
client tombe, le responsable qualité avertit l’équipe
production en leurs détaillants toutes les informations
reçues du client à savoir la référence du produit défectueux et le
défaut, le nombre de pièces et la date de production. Ensuite,
j’ouvre un QRCI 8D immédiatement avec les superviseurs.
Comme, la première priorité du QRCI est de protéger le client =
C1, je démarre le QRCI avec les superviseurs par des actions
solides permettant de protéger les clients tels que le lancement
d’un tri chez le client et en interne.
Lorsque le client est protégé, on continue l'activité QRCI en
recueillant des faits et des données nécessaire pour continuer
l’analyse 8D.
J’anime des revues QRCI 8D avec les superviseurs pour pouvoir
respecter les délais de chaque étape, du D1 au D8. Après que
chaque étape soit validée par le responsable qualité, je renseigne
les 8D sur les portails clients.
Pour les réclamations datant de 2017, j’ai procédé par la même
démarche en utilisant l’outil QQOQCP qui m’a permis de comprendre
le problème de point de vue client, ensuite j’ai pris connaissance
des différentes actions immédiates réalisées (tri chez le client
et tri interne) en précisant le nombre de pièces contrôlées,
ainsi j’ai utilisé l’outil Ishikawa afin de déterminer les
causes de non détection et les causes de l’occurrence pour enfin
mettre en place des actions en précisant les responsables des
actions et le délai accordé à chaque action. Enfin, j’ai renseigné
les 8D sur QSS, en attendant la validation par le client.
En ce qui concerne le traitement des alertes, ils peuvent ne pas
être traités par la méthode de résolutions 8D. Cependant, pour un
traitement efficace et afin de diminuer la réapparition du même
défaut, il est conseillé d’ouvrir des QRCI 8D pour les
réclamations mais aussi pour les alertes et les garder en interne.
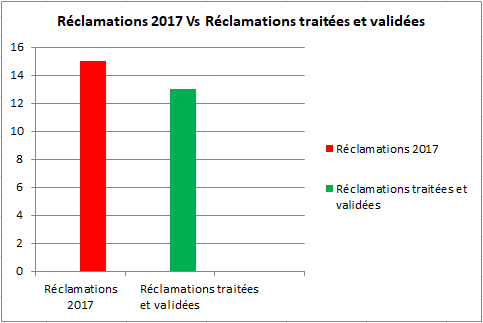
L’outil QRCI 8D m’a permis de
régulariser le retard des réclamations clients 2017, ci-dessous un
schéma visualisant le nombre de réclamations en retard datant de
2017 (15) et le nombre de réclamations traitées et validées
par le client(13), à savoir que deux réclamations sont en attente
de validation.
Figure
13 : Réclamations 2017 Vs Réclamations traitées et validées
(Source : auteur)
Ainsi, en animant des réunions QRCI 8D en collaboration avec
l’équipe production, j’ai traité trois autres réclamations
en respectant les délais de chaque étape des 8D :
- Une réclamation
de Renault suite à la position d’un grabon sur une pièce ;
- Une réclamation de JLR suite à un manque de
pare chaleur sur link pipe ;
- Une réclamation suite à un marquage à l’envers
sur un silencieux.
Afin d’assurer le suivi des QRCI 8D,
nous avons ajouté un indicateur « Réclamations clients »,
précisant le nombre de 8D ouverts, l’avancement des étapes ainsi
que les étapes validées. Cela dans le but de balayer l’évolution
des 8D ouverts lors des réunions TOP5.
II.
Mission principale : Création d’un standard de retouches
1.
Clients exigeants, milieu industriel très concurrentiel :
Dans le milieu industriel, le niveau
d’exigences des clients ne cesse de s’accroître. Les clients
deviennent de plus en plus exigeants en termes de spécifications
et de contraintes.
Le cahier de charge est le document sur lequel sont listés avec
précision les attentes et les exigences qui expliquent et
délimitent le projet et la condition de sa réalisation. Son rôle
est essentiel car il permet d’assurer la compréhension entre les
parties prenantes du projet. Ce document contient toute sorte
d’éléments permettant d’expliciter les détails du projet.
En particulier, sur les contraintes techniques, on y trouve une
partie spécifique dans laquelle le client précise les informations
sur les retouches du produit. Dans cette partie, est défini
clairement les retouches autorisées, les retouches non autorisées
ainsi que les tolérances pour chaque défaut dans le cas des
retouches autorisées.
2.
Situation problématique du site :
Sur le site de Messei, site de
production des pièces série et rechanges, on se trouve face à
différents clients, chacun d’eux exige des spécifications
différentes de l’autre en termes de retouches de soudure. C’est
pour cela, les instructions de retouche diffèrent d’une cabine de
retouche à une autre, ce qui engendre de la paperasse.
La problématique par rapport à ce contexte est la suivante :
Comment satisfaire les clients en termes de respect de tolérances
de la retouche, en limitant le nombre de documents par cabine de
retouche ?
Afin de répondre à cette problématique, j’ai commencé par établir
une PDS et une étude de risque, détaillées dans la partie
suivante.
3.
Comment réaliser un standard de retouche pour tous type de
clients ? [14] [15]
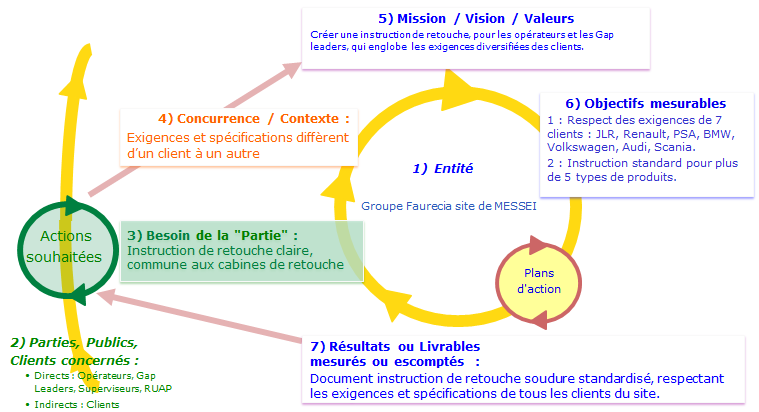
Avant d’enchainer sur la méthode
d’élaboration du standard retouche et afin de donner du sens et
une vision claire au projet, en débutant la mission avec une
stratégie cohérente et des actions structurées, j’ai commencé par
établir un PDS, qui définit l’entité, les parties concernées, le
besoin de la partie lié au projet, la mission, les objectifs
mesurables et le résultat escompté :
Ainsi, pour limiter au maximum les
risques liés à la mission principale, j’ai choisi d’étudier les
risques et les alternatives. Voici un tableau visualisant les
risques et alternatives du
projet:
Risques
Alternatives
R1: Ne pas avoir assez de temps pour travailler sur la
mission principale
A1: Fixer un créneau sur le planning Outlook à
respecter
R2: Les retoucheurs ne trouvent pas d’intérêt au
standard retouche
A2: Adapter les objectifs aux attentes des parties
intéressées
R3: Se noyer en lisant toutes les spécifications des
différents clients
A3: Catégoriser les spécifications par type de client
et type de soudure
R4: Manque de connaissance sur le domaine retouche
soudure
A4: Demander de l’aide aux spécialistes retouche du
site
Tableau 3 :
Risques et alternatives (Source : auteur)
Cependant, les étapes anticipées et suivies pour l’élaboration du
standard retouche se résument ainsi :
a. Recenser toutes les exigences des clients et
du groupe ;
b. Définir les types de retouche soudure et les
défauts retouches ;
c. Rassembler toutes ces informations sur un
document standardisé.
a. Recenser
toutes les exigences des clients et du groupe
Pour cette première étape, je me
suis dirigée vers les sites des constructeurs automobiles afin de
récupérer tous les documents en liaison à la retouche soudure.
Chaque constructeur sur sa page web officiel, met en place tous
les documents dont son fournisseur a besoin : des normes, des
standards, des règles et procédures, etc.
Généralement, les documents de spécification retouche abordent les
axes suivants :
- Description de la soudure ;
- Description de la méthode de contrôle
(Visuelle généralement) ;
- Fréquence des opérations de contrôle ;
- Critères d’acceptation.
Ensuite, je me suis intéressée aux exigences du Groupe en termes
de retouches pour pouvoir les prendre en compte en plus des
exigences des constructeurs. Aussi, et afin d’analyser au mieux
les tolérances et exigences clients, j’ai récolté tous les
documents existants sur terrain dans les cabines de retouches.
J’ai contacté aussi deux personnes chargés de la qualité client
afin qu’ils me renseignent par rapport aux exigences de deux
autres clients : BMW et PSA.
Tous ces documents m’ont servi d’analyse de toutes les exigences
liées à la retouche soudure : les défauts de retouches soudure de
chaque client, les types de retouches et les tolérances pour
chaque défaut.
b. Définir les
types de retouche soudure et les défauts soudure
Après analyse des documents sur les spécifications retouche
de quatre clients : Renault-JLR-PSA-Scania, et du Groupe, j’ai pu
définir cinq types de défauts retouche :
- Cordon de
soudure incomplet ;
- Pique soudure ;
- Trou sur le cordon de soudure ;
- Aspect soudure : mauvais positionnement et
soufflure soudure ;
- Projections sur zones fonctionnelles ;
- Bords coupants et discontinuité dans la
soudure.
- Retouche au TIG
: soudure à haute température, à très grande précision,
principalement pour les faibles épaisseurs ;
- Retouche au MIG : soudure qui traite
des pièces rapidement en continu, et sur de fortes épaisseurs.
c. Rassembler toutes les informations sur un
document standard
Après avoir listé les types de retouche possible ainsi que les
défauts, j’ai commencé à élaborer le document en suivant les
étapes suivantes :
1- Répartir les
cinq défauts retouche en cinq onglets ;
2- Décrire pour chaque onglet :
l’opération (nom du défaut)
description de l’opération en élaborant un tableau qui
spécifie les exigences de chaque client pour ce même défaut en
définissant l’emplacement du défaut, les tolérances autorisées
et les tolérances non autorisées
3- Ajouter au fur
et à mesure des photos des pièces retouches, pièces rebuts et
aussi des photos après retouches pour visualiser le critère
d’acceptation ;
4- Ensuite, j’ai défini la méthode
d’autocontrôle, le critère (conforme / non conforme) (TIG/MIG), le
moyen de contrôle et la fréquence ;
5- Enfin, j’ai rajouté une règle de réaction
afin de guider l’opérateur ou le Gap Leader sur la décision à
prendre en cas de rebuts après retouche soudure.
Pour chaque onglet, j’ai suivi les étapes de 2 à 5.
Chaque onglet du document se compose
de deux pages, une première page englobant les cinq étapes ainsi
que l’accord (signature) des parties intéressées : les
superviseurs et les Gap Leaders. Une seconde page, sur laquelle
signent les opérateurs, après formation aux instructions retouche.
4.
Bilan et Perspectives :
Le standard de retouche a été élaboré pour les quatre clients
cités auparavant, en revanche ma recherche continue pour les
exigences des autres clients : BMW, Audi et Volkswagen. Mes pistes
de recherche se résument à recontacter les personnes chargés de
qualité client de d’autres sites qui travaillent évidemment avec
ces mêmes clients.
Après avoir analysé ces exigences,
je mettrai à jour le standard retouche en ajoutant sur chaque
onglet : chaque défaut, les exigences spécifiés par ces clients et
en spécifiant le type de retouche utilisé.
Enfin, je présenterai le standard
retouche au responsable UAP et une fois le standard validé, la
dernière étape serait de former les opérateurs retoucheurs au
standard et le déployer au sein de toutes les cabines de retouche.
Chapitre 3
: Mon évolution, d’étudiante stagiaire à une professionnelle
compétente
1. Mon retour
d'expérience
Cette expérience au sein d’un leader
automobile, m’a permis de faire la transaction de l’étudiante
stagiaire à la Qualiticienne professionnelle.
J’ai pu mettre en œuvre différents
outils de management de la qualité, sur des cas concrets dans
l’industrie. J’ai eu l’occasion d’échanger avec différents
collaborateurs, en interne et en externe. Ceci m’a permis de
connaitre l’importance de la communication, du sens de l’écoute,
du management.
Mon travail effectué sur différentes
missions en qualité, m’a permis d’enrichir mes connaissances sur
trois axes : qualité projet, qualité client et qualité production.
Grâce à ce triple, j’ai pu découvrir le monde concret de
l’industrie automobile, un monde très très concurrentiel.
Je suis consciente des compétences
que j’ai pu acquérir durant toute cette période de stage.
Aujourd’hui, je deviens une professionnelle autonome, rigoureuse,
adaptable sur différentes fonctions de la qualité.
2. Mon évolution de
carrière : compétences et professionnalisme
Parmi les compétences acquises lors
de cette expérience, je cite :
Savoir prioriser les tâches
J’ai appris lors de la réalisation
des différentes missions sur lesquelles j’ai pu travailler, à
faire la différence entre les tâches urgentes et les tâches
importantes. En qualité, on s’intéresse pratiquement à la
satisfaction client, par exemple le traitement d’une réclamation
client a été toujours pour moi une priorité : une tâche urgente
que le déploiement des 7QB sur un nouveau projet.
Respecter les délais
Pour les différentes missions
réalisées : le déploiement des 7QB pour les nouveaux démarrages,
l’élaboration des dossiers PPAP, un délai avait été accordé pour
les différents plans d’actions mis en place en collaboration avec
les autres services. Ce qui m’a permis de m’habituer à respecter
les délais et de réaliser les tâches en respectant la deadline
tout en étant responsable de la gestion de mes priorités.
Agir entre stratégie et tactique [16]
Avant de me concentrer sur la
méthode qui permet de réaliser la tâche, je me focalisais sur la
compréhension de la finalité : les objectifs. La première étape
sur le traitement des réclamations clients par exemple, consiste
sur la compréhension du problème du client à travers l'outil
QQOQCP, avant de mettre en place les actions correctives. Idem
pour le traitement des non conformités au mur qualité, je me
dirige sur le terrain : Gemba avant de commencer par traiter le
problème sur le QRCI ligne. Ceci m'a permis de s'impliquer dans
une approche managériale avant l'approche opérationnelle.
Manager une équipe
L'outil de résolutions de problèmes
du groupe : le QRCI m'a permis d'animer des réunions pour traiter
tous type de dysfonctionnements. Le nombre des réunions QRCI
que j’ai animé en collaboration avec les superviseurs, les Gap
Leaders et le responsable UAP m’ont permis de m’expérimenter et de
comprendre que les réunions doivent avoir un cadre, mais qu’il ne
faut pas s’enfermer dedans.
Lors de mes réunions :
- J’écoute l’équipe production pour bien
comprendre la problématique ;
- Je reformule les questions posées ;
- J’utilise l’outil 5 Why en posant plusieurs
questions pour trouver les causes du problème en suivant
l’évolution des échanges ;
- Je fini par faire converger la discussion pour
conclure par des actions.
Aussi, la formation des opérateurs
par rapport aux 7QB, aux instructions de travail ou au contrôle au
mur qualité, m’a permis d’apprendre à donner du sens à mes propos,
par des paroles bien formuler, des explications faciles pour la
compréhension à tout néophyte.
La qualité, reste un enjeu majeur pour toute entreprise. Que ce
soit de la qualité produit ou de service, la satisfaction client
reste indispensable.
Avant d’être certifié, l’industrie doit être performante et doit
suivre une démarche qualité en interne. La performance se mesure
par l’efficacité de l’organisme : l’atteinte des objectifs, son
efficience : le nombre de collaborateurs utilisés pour atteindre
ces objectifs et la qualité des produits fabriqués, qui peut être
mesurée par la satisfaction client : par l’indicateur PPM et
l’atteinte du zéro défaut ainsi que l’absence des réclamations ou
alertes clients.
Afin d’atteindre cette performance, il doit y avoir un ensemble de
basiques qualité à respecter sur chaque poste de travail, une
production conforme au cahier de charges du client, un traitement
des dysfonctionnements et des accidents, performant, établi grâce
à un plan d’action solide mettant fin à tout problème.
Un autre axe de cette performance, est la standardisation des
documents interne à l’entreprise. Cet axe, permet principalement
de faciliter l’implication des parties prenantes d’une part et
d’autre part, rend le processus conforme à un certain nombre de
normes de référence, aux exigences des clients.
Cela explique, l’importance de la gestion de la qualité : interne
et externe et l’amélioration continue au quotidien, qui est une
affaire au-delà de la certification.
D. interne,
«UME-C-LSS-6001-FR-Regle d’utilisation et d’escalade
des QRCI,» [En ligne].
[8]
D. interne,
«FAU-S-PSG-0620-EN-5 Self-inspection,» Avril 2007.
[En ligne].
[9]
D. interne, «FAU-S-PSG-0661
Final Inspection,» Mars 2007. [En ligne].
[10]
D. interne, «FAU-S-PSG-0610
Temporary Quality Wall,» Janvier 2004. [En ligne].
[11]
D. interne,
«FSE-I-DSE-3520/EN R@R FECT Instruction 31-01-2013,»
31 Janvier 2013. [En ligne]. [Accès le Avril 2018].
[12]
D. interne, «FAU-S-SPG-2430
Production Part Approval Process,» [En ligne].
[Accès le Mars 2018].
[13]
W. BIAN, Y. IDRISSI
BOUYAHYAOUI, A. NEJMED-DINE et A. NAJI, ««
Amélioration de la productivité au sein des PME »,
Université de Technologie de Compiègne, Master
Qualité et Performance dans les Organisations
(QPO),Mémoire d'Intelligence Méthodologique du
projet d'intégration,www.utc.fr/master-qualite,»
Février 2018. [En ligne]. [Accès le Mai 2018].
[14]
D. interne,
«EED-S-PSE-0002/EN Weld seam requirements,» [En
ligne]. [Accès le Juin 2018].
[15]
D. interne, «34-05-059/- -B
SPECIFICATIONS ARC WELDING QUALITY ASSURANCE
DOCUMENTATION CONTENT FOR EXHAUST BOUGHT OUT PARTS,»
Juillet 2003. [En
ligne]. [Accès le Mai 2018].
[16]
N.-L. DUCLOS, «AIDE à la
révision de l’examen : fichier des planches à «
tick-it »,» Management en entreprise : styles de
management, construction d’équipe et techniques de
travail en groupe, p. 50, 2017.

 Systèmes
d'échappement
Systèmes
d'échappement

 Le collecteur Manifold : Recueille et canalise les
gaz brûlés en provenance de chacun des cylindres que comporte le
moteur.
Le collecteur Manifold : Recueille et canalise les
gaz brûlés en provenance de chacun des cylindres que comporte le
moteur.
 Le filtre à particules (FAP) Diesel
particulate Filter (DPF) : Pour les moteurs diesel. Sa structure
dite en « nid d’abeille » force le passage des gaz à travers les
parois poreuses afin de collecter les particules de suie.
Le filtre à particules (FAP) Diesel
particulate Filter (DPF) : Pour les moteurs diesel. Sa structure
dite en « nid d’abeille » force le passage des gaz à travers les
parois poreuses afin de collecter les particules de suie. Le pot catalytique Catalytic converter :
Constitué d’une céramique composée de minéraux rares et de métaux
précieux, il a pour rôle de réduire les émissions de gaz polluants
en les transformant en gaz « propres » par réaction chimique (La
catalyse).
Le pot catalytique Catalytic converter :
Constitué d’une céramique composée de minéraux rares et de métaux
précieux, il a pour rôle de réduire les émissions de gaz polluants
en les transformant en gaz « propres » par réaction chimique (La
catalyse). Silencieux / résonateur / Pot de détente Silencer /
Resonator / Muffler : Limite les émissions sonores dues à la
combustion des gaz dans le moteur en ralentissant et homogénéisant
les flux de gaz dans la ligne d’échappement.
Silencieux / résonateur / Pot de détente Silencer /
Resonator / Muffler : Limite les émissions sonores dues à la
combustion des gaz dans le moteur en ralentissant et homogénéisant
les flux de gaz dans la ligne d’échappement.