Si
vous arrivez directement sur cette page, sachez que ce travail est un
rapport d'étudiants et doit être pris comme tel. Il peut
donc comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et
constitue avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous
ne faisons aucun usage commercial et la duplication est libre. Si vous
avez des raisons de contester ce droit d'usage,merci de nous en faire part . L'objectif
de la présentation sur le Web est de permettre l'accès
à l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez pas de le citer
comme source bibliographique. Bonne lecture...
Depuis
1950, les entreprises industrielles Japonaises successifs
s’intéressent à l’amélioration des méthodes
et des outils de la qualité (diagrammes d’ishikawa, diagramme
des affinités, Kaban, Kaizen, plans d’expériences
Taguchi, le Toyoisme,….). Les entreprises japonaises est à la
fois l’instrument et le produit de la croissance et de
l’évolution économique extraordinaire du pays. Leur
approche des marchés mondiaux découle de leur
expérience d’une croissance rapide qui rend vite évidents
les effets de l’interaction concurrentielle. Les produits japonais
inondent les marchés avec une qualité meilleure pour un
prix moindre à 1980’s. Pour aujourd’hui de la qualité au
Japon, La mode du Japon est passée. L’Europe ne peut plus jouer
à s’étonner de la performance nipponne.
Mots
clés : diagrammes d’ishikawa, diagramme des affinités, Kaban, Kaizen,
plans d’expériences Taguchi, le Toyoisme
ABSTRACT
Since 1950, the Japanese industrial firms successive are
interested in the improvement of the methods and the tools of quality
(diagrams of ishikawa, diagram of affinities, Kaban, Kaizen,
experimental designs Taguchi, Toyoisme,….). The Japanese firms is at
the same time the instrument and the product of the growth and the
extraordinary economic development of the country. Their approach of
the worldwide markets rises from their experiment of a fast growth
which quickly makes obvious the negotiable instruments of the
competitive interaction. The Japanese products flood the markets with a
better quality for a price less at 1980 ' S. For today of quality in
Japan, the mode of Japan passed. Europe cannot play any more to be
astonished by the Japanese performance.
Key words : diagrams of ishikawa, diagram of affinities, Kaban,
Kaizen, experimental designs Taguchi, the Toyoisme
Remerciements
Pendant
ces 3 mois,
j’ai vécu une période spéciale que j’ai permis
d’acquérir des nouvelles
compétences et d’approfondir mes connaissances sur la
méthodologie d’analyse et
de conduite de ce projet. Ces
remerciements
s’adressent tout particulièrement à :
Monsieur
Jean-Pierre CALISTE Coresponsable
du
Master Management de la Qualité et Responsable du Mastère
Spécialisé NQCE pour
j’avoir fourni les conseils, les outils et les connaissances
nécessaires à la
réalisation tout au long de mon projet.
Monsieur
Gilbert FARGES Responsable
du Master Management de la Qualité pour sa disponibilité,
et son écoute.
Nos
remerciements
vont également à toute les personnes qui ont
contribuées de loin ou de près à
la réalisation de mon projet. Ils m’ont donnée
l’énergie nécessaire pour
surmonter toutes les difficultés. Je tiens à les
remercier beaucoup.
Après
le
développement des méthodes et des outils (diagrammes
d’ishikawa, diagramme des
affinités, Kaban, Kaizen, plans d’expériences Taguchi, le
Toyoisme,….) les
entreprises japonaises est à la fois l’instrument et le produit
de la
croissance et de l’évolution économique extraordinaire du
pays.
Depuis
1950,
les entreprises industrielles Japonaises successifs
s’intéressent à
l’amélioration des méthodes et des outils de la
qualité. En effet, les
américains furent émerveillés par la
rapidité avec laquelle furent mis en place
des programmes de formation permanente à la qualité. En
quelques années, les
entreprises japonaises les plus dynamiques avaient assimilé la
Gestion de la
Qualité, est à la fois l’instrument et le produit de la
croissance et de
l’évolution économique extraordinaire du pays. Et leurs
résultats égalaient
déjà ceux de leurs concurrents occidentaux.
Objectif
du projet :
1)Pour
analyse les méthodes et les outils de management de la
qualité au Japon et les
influences pour le monde surtout pour l’Europe et la France
2)Essayer
trouve les causes pour les problèmes de la qualité au
Japon aujourd’hui.
Problématique (QQOQCP):
Qui est
concerné par le problème ?
Le Japon
Les entreprises
industrielles Japonaises
Quel est l’élément
essentiel dans cette démarche ? (Quels sont les principes
méthodes et les outils de la qualité au Japon ?)
Diagrammes d’Ishikawa,
Diagramme des
affinités,
Kaban,
Kaizen,
Plans
d’expériences Taguchi,
Le Toyoisme
Où se situent
les problèmes principaux ?
En interne dans une
entreprise japonaise.
En externe dans le
pays de Japon
Quand apparaissent les
problèmes ?
Après la
2ème Guère de Mondiale
Maintenant
Comment apparaissent
les problèmes aujourd’hui au Japon après le
développement des méthodes et des outils ?
Les influences pour le
monde surtout pour l’Europe et la France.
Pourquoi faut-il
résoudre ce problème ?
Progresser et
améliorer les outils de management de la qualité
Quelles perspectives
de la qualité au Japon ?
Solutionner un
problème une batterie Sony et progresser l’amélioration
continue de la qualité
Tableau1:
Analyse la problématique
avec méthode QQOQCP
1.1 La genèse et
l’évolution de la
système qualité au Japon
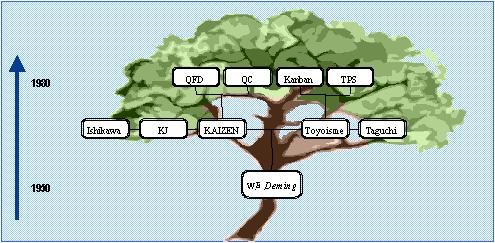
La qualité se
développa au cours des siècles dans les secteurs de
l’artisanat, du commerce et plus tard de l’industrie. Plus
récemment, l’essor de la qualité eut lieu dans les
années 1930 grâce aux Américains Shewart, Juran et Deming, puis le mouvement
de la qualité Japonaise prit le relais dans les années
1950 avec Ishikawa et Taguchi pour
aboutir enfin au renouveau de la qualité occidentale avec Crosby et le mouvement « zéro défaut ». Après
20 ans (1960- 1980), il y a les grand maîtres qui sorti, et ils
ont développé les méthodes et des outils
qualité (Figure 1) :
Figure 1: Arbre des
Maîtres et les Méthodes de la Qualité au Japon
Après la
deuxième guerre mondiale, le contrôle statistique de la
qualité (SQC) a été adopté au Japon,
principalement dans le secteur de la fabrication. Plus tard, il a
été intégré avec les méthodes de Juran, qui pendant sa visite en 1954
au Japon a souligné l'importance d’intégrer la
qualité dans la gestion d'entreprise. La méthode d’Ishikawa a contribué
à convaincre les managers d'avoir chaque employé
participant à la démarche qualité. Cette
évolution a été enrichie également par
Feigenbaum. En conséquence, le contrôle statistique de la
qualité (SQC) a été transformé en Total Quality Control (TQC) au Japon
pendant cette période de transition entre 1960 et 1965.
C'était pendant la même période que le concept et
la méthode de QFD a présenté. L'industrie
d'automobile Japonaise était au milieu de la croissance rapide,
passant par les changements sans fin de développement et de
modèle de produits nouveaux.
Kaoru
Ishikawa (石
川馨Ishikawa
Kaoru,
Tokyo,1915 - 16 avril 1989), ingénieur chimiste japonais
précurseur et un des
théoriciens pour la gestion de la qualité. On lui doit
notamment le diagramme
de causes et effets qui est un des outils fondamental pour assister les
cercles
de qualité.
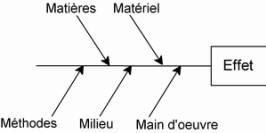
La
méthode
d’analyse de problèmes qu’il a inventé- diagramme
d'Ishikawa, s’appelle aussi
diagramme de causes et effets ou diagramme en arêtes de poisson
est le fruit
des travaux de Kaoru Ishikawa pour la gestion de la qualité.
D’après
ses
études, tout problème de travail a toujours cinq causes
essentielles qu’il
convient d’analyser en priorité. Elles commencent toutes par la
lettre « M »
d’où le nom « 5M » et sont disposées sur un
graphique en forme d’arête de
poisson.
Cet
outil
graphique issu d'un remue-méninges, recense les causes
aboutissant à un effet.
Son analyse permet une aide à la décision pour soit
corriger un fait existant,
soit la mise en place d'un projet.
Les
causes
sont réparties dans les cinq catégories appelées
5M :
Figure2 :
Diagramme de causes et
effets
oMatière (Les matières
premières.)
oMatériel (Concerne
l'équipement, les
machines, le matériel informatique, les logiciels, et les
technologies.)
oMéthodes (Le mode
opératoire et la
recherche et développement.)
oMain-d'œuvre (Les ressources
humaines.)
oMilieu (L'environnement, le
positionnement, le contexte.)
Chaque
branche reçoit d'autres causes ou catégories
hiérarchisées selon leur niveau
d'importance ou de détail.
Cette
simplicité apparente du diagramme permet ainsi l'implication de
tous les
acteurs de l'entreprise, de l'ouvrier jusqu'au directeur.
La méthode du
diagramme d’affinités
(ou méthode KJ, du nom de son auteur Kawakita Jiro) est
utilisée pour organiser
es idées émises par un groupe et les structurer par
thèmes. Les catégories ne
doivent pas être pré-établies mais
constituées sur la base des liens que les
idées ont entre elles. Il est l'outil de base de la panoplie
d'outils de
résolution de problèmes de tout pilote du changement.
Son utilisation permet
en un temps
intense mais limité de créer une vision partagée
d'une situation et de la
mettre en problème afin de pouvoir bâtir les plans
d'action pertinents
subséquents.
Figure3:
Méthode KJ
Simple
d'accès et de mise en oeuvre, la méthode KJ peut
être employée dans tous les
groupes de travail, quels que soient les problèmes et les
milieux sociaux, des
aménagements pouvant être trouvés pour en
simplifier encore l'usage.Son
utilisation permet en un temps intense mais limité de
créer une vision partagée
d'une situation et de la mettre en problème afin de pouvoir bätir les plans d'action pertinents subséquents. C'est un outil puissant de gestion de la complexité qui demande de la part de l'animateur une solide formation sur deux plans :
1) Une
maîtrise de base de l'analyse systémique et des
théories de la
complexité. Cette maîtrise est indispensable car le KJ
heurte de front les
conceptions analytiques de résolution de problèmes qui
sont dominantes chez les
participants. Cette distorsion s'accroît avec leur niveau
d'éducation, et rend
indispensable de pouvoir fournir des explications sur le changement de
paradigme que représente le recours au KJ. Cela peut aller de
quelques
explications très simples à un exposé plus
étendu, qui dans tous les cas fera
appel à la maîtrise par l'animateur de concepts de base.
2) Une
compétence éprouvée de l'animation des
groupes. Faire un KJ est un
exercice enthousiasmant par les perspectives qu'il ouvre et la joie du
partage
qu'il apporte, mais c'est un exercice éprouvant. Si le
problème à traiter est
très complexe et
l'hétérogénéité du groupe forte, il
peut durer une dizaine
d'heures. L'animateur aura à relancer l'énergie du
groupe, à se comporter en
coach qui gardera en vue l'objectif et saura y amener les participants
dans la
créativité et la rigueur. La maîtrise de ces deux
compétences permettra
d'éviter des erreurs conceptuelles graves d'autant plus qu'au
sein du groupe
peuvent se produire des mouvements d'humeur ou d'impatience pouvant
porter
l'animateur à l'opportunisme et à la facilité,
invalidant par là l'exercice.
L'ingénieur
japonais Taiichi Ohno (大野耐一, 29 Février
1912 – 28 mai 1990)
est généralement considéré comme
l'inventeur de la méthode kanban. Il est une
simple fiche cartonnée que l'on fixe sur les bacs ou les
conteneurs de
pièces.Cette méthode mise en place à la fin des
années 50 dans les usines
Toyota est un système d'information qui fonctionne entre deux
postes de travail
et qui limite la production du poste amont aux besoins exacts du poste
aval.
Cette méthode est surtout adaptée aux entreprises ayant
une production
répétitive et relativement régulière.Le
nombre de kanban en circulation doit
être limité pour éviter la constitution d'en cours
trop importants. La méthode
kanban ne dispense pas cependant de prévision de vente et d'un
programme de
production détaillé à moyen terme. En effet, la
méthode kanban est une
technique de gestion de la production à court terme et elle peut
s'intégrer
parfaitement dans une gestion de type MRP.Le système Kanban
fonctionne entre
les postes de production aval et amont :
oL'opérateur
aval entame un conteneur. Il libère alors le kanban de
manutention fixé
sur le conteneur et le dispose dans une boîte,
oLe
manutentionnaire ramasse le kanban de manutention et va au
poste amont,
oAu
poste amont, il enlève le kanban de production du conteneur
plein, le met dans
une autre boîte et lui substitue le kanban de manutention,
oIl
ramène le conteneur plein avec le kanban de manutention au poste
aval,
oQuand
l'opérateur du poste amont a rempli un conteneur, il regarde la
boîte de kanban
de production. S'il y a un kanban, il l'enlève, le fixe à
un conteneur vide et
reprend la production. S'il n'y a pas de kanban, cela veut dire que les
en-cours sont suffisants et il attend.
Le
mot Kaizen (改善) c'est le nom d'une
méthode de
gestion de la qualité utilisée notamment par le groupe
Toyota. Il est la fusion
des deux mots japonais "Kai" et "Zen" qui
signifient respectivement "Changement" et "Bon".
La traduction française courante est « amélioration
continue ».
En fait, par extension, on veut signifier "analyser pour rendre
meilleur".Améliorations
simples, qui impliquent tous les acteurs propres à une
réalisation et qui
employent surtout le bon sens commun. Cette démarche japonaise
repose sur des
petites améliorations faites au quotidien, constamment. C'est
une démarche
graduelle et douce, qui s'oppose au concept plus occidental de
réforme brutale
du type « on jette le tout et on recommence à
neuf », qui est souvent
le résultat d'un processus de réingénierie.
Le Kaizen
est devenu plus populaire en occident par l'utilisation du "Kaizen
Blitz", ou "Kaikaku" en japonais. En Europe le mot Blitz n'étant
pas trop apprécié à cause de sa
référence à la période nazie, on parle
parfois
de "Kaizen Flash". En fait cette activité s'apparente à
la "corvée
d'entraide", où un groupe d'individus s'entraide pour rapidement
passer au
travers d'une problématique. Au lieu d'un projet qui dure des
mois, 5 jours
typiquement sont suffisants pour réaménager
complètement une usine, un atelier,
un entrepôt. Pour une organisation de service ou gouvernementale,
les 5 jours
serviront à cartographier le processus actuel, à
développer le nouveau
processus, à en faire une analyse détaillée,
à développer les nouvelles
instructions de travail, préparer le plan d'implantation
(gestion de projet),
et faire un plan de communication ; le défi sera le suivi
de
l'implantation.
La
stratégie Kaizen est le concept le plus important du management
japonais – la
clé de la compétitivité japonaise. Kaizen veut
dire amélioration.
L’amélioration de la qualité, l’accroissement de la
productivité implique
d’abord et avant tout une attitude des hommes, des responsables
à tous les
niveaux, une philosophie, peut-être aujourd’hui devrait- on
parler d’une
éthique...
Les
stratégies les plus ambitieuses, les systèmes
d’information et de contrôle les
plus sophistiqués, les plans les plus élaborés
n’atteindront leur objectif que
dans la mesure où une philosophie aura imprégné la
culture de l’entreprise,
irriguant tous ses niveaux. Kaizen est une démarche dans ce
sens. Kaizen repose
sur la conviction que l’efficacité de l’organisation est
liée à une
amélioration "permanente" de la qualité et de la
productivité.
Depuis les
années 1950, Gen'ichi Taguchi (田口玄一) développe une
méthodologie en vue
d'utiliser la statistique comme outil pour améliorer la
qualité des produits
manufacturés. Ses méthodes suggèrent la
controverse de nombreux statisticiens
occidentaux.
Pour Genichi TAGUCHI,
la non
qualité d'un produit s'exprime par une perte, fonction des
écarts de production
constatés sur le produit. Le processus de production doit
être fi fidélisé de
manière à le rendre insensible aux perturbations
extérieures (robuste). Il a su
réutiliser et simplifier les techniques des plans
d'expériences de manière à
mieux diffuser leur utilisation dans le monde industriel.
Nous pouvons constater
que ce
mouvement est surtout américain et japonais. En
réalité une démarche analogue a
existé en Europe mais sans doute avec moins de retentissement.
Citons, par
exemple en France, les travaux de l'ingénieur
général de l'armement René CAVE
sur le contrôle statistique.
La
méthode des plans d’expériences est un outil qui
s’inscrit dans une démarche de recherche de la qualité
totale. Les facteurs
influents sont :
oConcurrence
et mondialisation.
oRecherche
de la qualité dès la conception des produits en tenant
compte des dispersions
liées à la fabrication.
oRecherche
de réglages stables et robustes.
Génichi Taguchi
a su démocratiser
et rendre les plans d’expériences utilisables pour des
techniciens.
La méthode des
Plans d'Expériences
Taguchi est incontestablement l'un des outils clés de la
maîtrise de la
qualité. Par sa capacité à la résolution
rapide de problèmes complexes, en
identifiant les facteurs influents et simulant leurs actions, elle
s'applique
aussi bien à la conception, au prototypage, à
l'industrialisation qu'à la
production pour accroître la robustesse des produits et des
procédés.
1.2.6 Le
Toyoisme- Système de production Toyota- TPS (Toyota
Production System)
Toyota est un
constructeur
automobile, originaire du Japon ; le siège principal du groupe
est situé dans
la ville de Toyota, à proximité de Nagoya.
C’est l’entreprise
d’origine du système
de production connu sous le nom de Lean Six Sigma – LSS, ou
«entreprise
flexible/agile». Le système de production Toyota est
considéré comme le plus
productif au monde, même si les jugements divergent sur sa
reproductibilité et,
partant, sur son caractère exemplaire (voir « Miracle
japonais »).
L’inventeur du système de production de TOYOTA est Taiichi Ohno.
Le modèle
Toyota s’impose depuis
plusieurs années. Toyota sera le numéro un mondial de
l’industrie automobile
avant l’année 2010 dépassant ainsi GM dans un des
secteurs les plus compétitifs
de la planète. Plusieurs entreprises du monde occidental ont
tenté de copier ce
modèle avec des succès relatifs. En Amérique du
Nord, le modèle Toyota, appelé
LEAN, a été synonyme d’une implantation d’outils
seulement, ce qui explique le
peu de résultats durables.
Après un bref
historique du modèle
existant, ce cours donne les fondements du Toyota Way en faisant
comprendre
l’importance de la philosophie derrière le modèle, seul
gage de pérennité. Les
principes et règles utilisés par Toyota, qui
mènent à l’amélioration des
processus et à l’atteinte de résultats, sont
étudiés afin d’en extraire les
éléments pouvant être appliqués par les
entreprises québécoises.
Grâce à
cette inspiration, l’accent
est mis de façon à allier l’efficacité des
processus administratifs et de
fabrication de produit avec le développement de nouveaux
produits par la
créativité et l’innovation.
L’idée de base
du système Toyota
est "l’élimination totale des gaspillages". Les deux piliers sur
lesquelles reposes cette idée, et qui permettent de la
concrétiser, sont :
ola
production "juste à temps" (JIT)
ol’auto
activation de la production.
L’assemblage juste
à temps d’une
automobile signifie que chaque composant parvient à la ligne
d’assemblage au
moment voulu, et seulement dans les quantités voulues. Si cela
peut se faire de
proche en proche, à travers toute l’entreprise, celle-ci peut du
même coup
réaliser les conditions du "stock-zéro".
Du point de vue de la
conduite de
la production, c’est là une situation idéale. Il faut
voir, cependant, qu’une
automobile est faite de milliers de composants, dont la production met
en jeu
un nombre considérable de processus industriels. A
l’évidence, c’est une tâche
extrêmement difficile que de planifier tous ces processus de
telle manière que
les conditions du "juste à temps" soient rigoureusement
satisfaites
pour chacun d’eux. Une prévision dépassée, une
erreur d’enregistrement, un
défaut à réparer, un équipement
défectueux, une variation dans le taux de
présence du personnel,… les problèmes sont innombrables.
Lorsque ces
problèmes surviennent
dans les phases initiales du processus, cela se traduit toujours par
des
composants défectueux sur la ligne d’assemblage : la ligne
s’arrête et,
qu’on le veuille ou non, les plans de production doivent être
modifiés.
Le palliatif classique
à ce genre
de situation consiste à planifier chacun des processus, voire
chaque phase de
chaque processus, indépendamment des autres. Il en
résulte inévitablement des
accumulations de pièces qui ne sont pas immédiatement
nécessaires pour
alimenter les processus suivants, ce qui compromet la
rentabilité de
l’entreprise. Ces palliatifs ont des effets encore plus pervers :
ils
masquent les anomalies de fonctionnement et retardent leur correction,
ce qui
entraîne des gaspillages et compromet derechef la
rentabilité. La méthode
classique, qui consiste à planifier chaque phase du processus
indépendamment
des autres et à pousser les pièces d’une phase à
la suivante, ne peut donc
satisfaire aux exigences d’une production "juste à temps", qui
suppose que chaque phase du processus reçoive les pièces
qui lui sont
nécessaires, dans la qualité voulue, en temps voulu et
dans les quantités
voulues.
Le système de
production Toyota
(TPS, Toyota Production System) est reconnu dans le monde entier, et
ce, aussi
bien par les constructeurs automobiles que par les industriels du monde
entier.
Le TPS a permis de mettre en place un certain nombre de
techniques
efficaces, qui visent à rationaliser le processus de production
et à éviter
toute perte en terme de stocks et de gestion du temps de travail des
collaborateurs. Il cherche à conjuguer toutes les ressources
d’une chaîne de
production dans un seul et même but : fournir au client un
produit de qualité supérieure.
Souvent plus connu au
travers de
l’une de ses composantes essentielles, la philosophie de production en
« flux
tendu », le TPS a su s’imposer comme une réponse efficace
à la fluctuation de
la demande sur le marché. Il constitue également un
élément vital permettant
d’harmoniser et d’intégrer la complexité du métier
de constructeur automobile.
Souvent plus connu au
travers de
l’une de ses composantes essentielles, la philosophie de production en
« flux
tendu », le TPS a su s’imposer comme une réponse efficace
à la fluctuation de
la demande sur le marché. Il constitue également un
élément vital permettant
d’harmoniser et d’intégrer la complexité du métier
de constructeur automobile.
La clef de voûte
du TPS est une
vision de la production selon laquelle le produit final est
littéralement «
tiré » d’un bout à l’autre du système de
production, qui débute avec la
transformation des matières premières et se termine par
l’assemblage final du
véhicule. À mesure que le produit progresse sur la ligne
de fabrication, les
pièces détachées et matériaux sont
demandés aux fournisseurs, et ce, uniquement
dans les proportions nécessaires.
Les principaux agents
de ce
processus sont les opérateurs employés sur la ligne de
production, qui sont
appelés « Team Members » dans les usines Toyota.
Grâce à leur pleine
implication au sein de leur équipe, ils sont à même
d’identifier de nouvelles
solutions (c’est le « kaizen », ou amélioration
continue), de trouver une
réponse standardisée à des problèmes
immédiats (c’est le système « jidoka », ou
contrôle autonome des défauts) et de s’attacher à
l’optimisation permanente de
la qualité et de la productivité.
Autonomie et responsabilisation
L'industrie automobile
Japonaise était au centre d’une croissance rapide, passant par
des changements rapides développements et de modèles de
produits nouveaux (Figure 4).
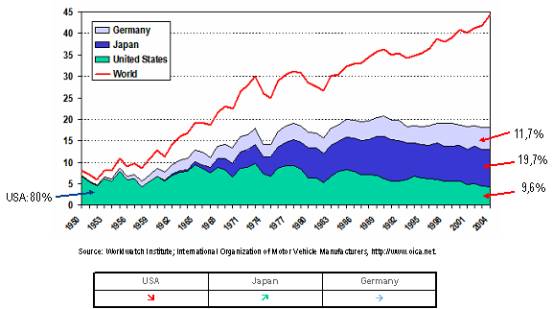
La deuxième moitié du 20ème siècle a vu une
variation importante dans la production de véhicule. En 1950,
les Etats-Unis ont représenté plus de 80% de la
production globale de véhicule. Cependant, cette action s'est
baissée environ à 9.6% de 2004,
réfléchissant une perte de compétitivité du
système de fabrication américain de véhicule.
On a complètement motorisé les Etats-Unis, même si
ils représentent le plus grand marché de véhicule
du monde, qui signifie que son marché est principalement un du
remontage avec la concurrence aiguë entre les constructeurs pour
le part de marché. Rugueux le même nombre de
véhicules a été produit aux Etats-Unis pendant les
années 90 que pendant les années 50.
Dans les années 60, deux joueurs principaux dans l'industrie
automobile ont apparu, le Japon et l'Allemagne. Ils ont respectivement
représenté 19.7% et 11.7% de la production globale de
véhicule en 2004. Une action croissante des véhicules est
fabriquée en pays neuf industrialisés, mais le
marché principal de consommation demeure toujours le monde
développé et sous le contrôle des constructeurs de
véhicule américains, japonais et allemands.
Figure 4: Mondiale automobile
fabrication
1950-2004
La deuxième
moitié du 20ème siècle
a vu une variation importante dans la production de véhicule. En
1950, les
Etats-Unis ont représenté plus de 80% de la production
globale de véhicule.
Cependant, cette action s'est baissée environ à 9.6% de
2004, réfléchissant une
perte de compétitivité du système de fabrication
américain de véhicule. On a
complètement motorisé les Etats-Unis, même si ils
représentent le plus grand
marché de véhicule du monde, qui signifie que son
marché est principalement un
du remontage avec la concurrence aiguë entre les constructeurs
pour le part de
marché. Rugueux le même nombre de véhicules a
été produit aux Etats-Unis
pendant les années 90 que pendant les années 50. Dans les
années 60, deux joueurs
principaux dans l'industrie automobile ont apparu, le Japon et
l'Allemagne. Ils
ont respectivement représenté 19.7% et 11.7% de la
production globale de
véhicule en 2004. Une action croissante des véhicules est
fabriquée en pays
neuf industrialisés, mais le marché principal de
consommation demeure toujours
le monde développé et sous le contrôle des
constructeurs de véhicule
américains, japonais et allemands.
Production plus
propre, qualité
supérieure La clef de voûte du Toyota
Production System (TPS) est une
vision de la production selon laquelle le produit final est
littéralement «
tiré » d’un bout à l’autre du système de
production, qui débute avec la
transformation des matières premières et se termine par
l’assemblage final du
véhicule. À mesure que le produit progresse sur la ligne
de fabrication, les
pièces détachées et matériaux sont
demandés aux fournisseurs, uniquement dans
les proportions nécessaires.
Les principaux agents
de ce
processus sont les opérateurs employés sur la ligne de
production, qui sont
appelés « Team Membres » dans les usines Toyota.
Grâce à leur pleine
implication au sein de leur équipe, ils sont à même
d’identifier de nouvelles
solutions (c’est le « kaizen », ou amélioration
continue), de trouver une
réponse standardisée à des problèmes
immédiats (c’est le système « jidoka », ou
contrôle autonome des défauts) et de s’attacher à
l’optimisation permanente de
la qualité et de la productivité.
La réussite du
Toyota Production System
(TPS) passe bien évidemment par une formation appropriée.
C’est la raison pour
laquelle l’ensemble des usines Toyota à travers le monde donne
à leurs salariés
la possibilité de maîtriser de nouvelles
compétences et d’exercer leur esprit
d’initiative.
Dès lors que
l’on offre aux
collaborateurs la possibilité de maîtriser leur propre
outil de production et
de comprendre la nécessité de préserver les
ressources, le travail de
production se transforme automatiquement en une expérience
beaucoup plus enrichissante
et gratifiante. C’est ce qu’on appelle l’OJT ou On the Job Training.
De même, la
participation au TPS
permet aux fournisseurs d’améliorer sensiblement leur
productivité et la
qualité de leur production. Ainsi, leur entreprise devient
à son tour plus
compétitive et plus efficace.
On s’accorde
aujourd'hui à
reconnaître les mérites du système de production
Toyota, qui est considéré
comme une référence en matière de processus de
production attaché à opérateurs
de traiter les problèmes au moment où ils se posent – en
interrompant la chaîne
de production en cas de nécessité, par exemple –, ce
système démontre
clairement qu’il est possible de réaliser des gains de
productivité et de
qualité sur le long terme.
La qualité se
développa au cours
des siècles dans les secteurs de l’artisanat, du commerce et
plus tard de
l’industrie.
Plus récemment,
l’essor de la
qualité eut lieu dans les années 30 grâce aux
américains Shewart, Juran et
Deming, puis le mouvement de la qualité japonaise prit le relais
dans les
années 50 avec Ishikawa, Taguchi pour aboutir enfin au renouveau
de la qualité
occidentale avec Crosby et le mouvement « zéro
défaut ».
2.1 Après le
développement des
méthodes de la qualité au Japon
Lancement du concept Total
Quality
Control (TQC) par Feigenbaum et les théories de Deming,
l’entreprise de
japonaises occupent une place importante dans la concurrence
internationale
pour tout un éventail de secteurs, la
compétitivité d’entreprise de japonaise
est plus élevée que ceux de leurs concurrents occidentaux.
Les produits
d’appareil
électroménager, les voitures, les montres…s’occupe la
plus part de marché
international et s’engage le taux de croissance sans
précédent de
l’économie japonaise.
Les entreprises
japonaises sont à
la fois l’instrument et le produit de la croissance et de
l’évolution
économique extraordinaire du pays. Leur approche des
marchés mondiaux découle
de leur expérience d’une croissance rapide qui rend vite
évidents les effets de
l’interaction concurrentielle.
Les produits japonais
inondent les
marchés avec une qualité meilleure pour un prix moindre.
Les clients deviennent
de plus en plus exigeants. Et comme l’offre est supérieure
à la demande, il
faut se battre sur tous les plans pour vendre.
Au début du
20ème siècle, la
qualité du produit de l'entreprise japonaise n'est pas donner la
confiance à
ses clients, Mais aux années 80, le produit japonais sont
devenues le symbole
des produits qui avoir les meilleur qualités, la qualité
du produit a ainsi le
grand changement seulement pendant plusieurs dix années, le
peuple discutent :
Qu’est ce que c’est le secret dans la qualité de produit en
Japon ?
Programme de formation à la Maîtrise de la
Qualité par Deming et Juran dans les usines d'armement US.
1946
Japon
Création de la
JUSEsous
la direction d'
Ishikawa.
1948
Japon
Le ministère de
la défense américain charge Deming d'une
étude économique sur le Japon.
1951
Japon
Création du Prix Deming
1955
Japon
Diffusion par Ishikawa
de la carte de contrôle (créée par Shewart en
1924).
Les années 1960
USA
Juran et Feigenbaum
proposent le concept "Gestion de la Qualité Total"
Japon
Total
Quality Control ; 7 vielles méthodes
1971
Japon
Publication du "
Manuel des Cercles de Qualité " par la JUSE. Ce manuel rappelant
que les cercles de qualité étaient à la fois des
groupes de réflexion et des groupes d'auto-formation.
Les
années 1970
Japon
Développe les
méthodes de JIT, Kanban, Kaizen, QFD, Quality Engineering
(Taguchi Methods).
1979
Japon
QC (7 nouvelles
méthodes)
1981
USA
Cri d'alarme du Dr
JURAN: « Si le Japon le peut, pourquoi pas nous
? »
« L’évolution
économique extraordinaire du Japon signifie une
innovation réussie de la qualité. »
-
Joseph M. Juran
Le 15 août 1945
fut le jour où le
Japon perdit la guerre ; ce fut aussi le jour d’un nouveau
départ.
M.Kiichiro Toyota (1894 - 1952) était à l’époque
président de Toyota Motor
Company et déclara qu’il était à ses yeux vital de
« rattraper les Américains
en trois ans, sans quoi c’en serait fait de l’industrie automobile
japonaise ». Pour atteindre cet objectif, il nous fallait
connaître
l’Amérique et, par conséquent, nous devions nous
familiariser avec les
pratiques américaines, les méthodes du contrôle de
la qualité et le contrôle
total de la qualité. Le Japon a importé ces techniques et
les a utilisées avec
profit.
La réussite de
la Gestion de la
Qualité Total d'entreprise japonaise, elle s’est
basée des théories de
W.E. Deming (l’expert Américain de la qualité).
Malgré son influence au Japon,
Japon créer Le Prix Deming - "Le Prix Nobel d’entreprise" en
Japon,
il y a seulement 1 – 2 entreprises qui le gagne surtout dans le domaine
du
manufacture.
Lancement du concept Total
Quality Control (TQC) par Feigenbaum et les théories de
Deming,
l’entreprise de japonaises occupent une place importante dans la
concurrence
internationale pour tout un éventail de secteurs, la
compétitivité d’entreprise
de japonaise est plus élevée que ceux de leurs
concurrents occidentaux. Les
produits d’appareil électroménager, les voitures, les
montres…s’occupe la plus
part de marché international et s’engage le taux de
croissance sans
précédent de l’économie
japonaise.
Les entreprises
japonaises sont à la
fois l’instrument et le produit de la croissance et de
l’évolution économique
extraordinaire du pays. Leur approche des marchés mondiaux
découle de leur
expérience d’une croissance rapide qui rend vite évidents
les effets de
l’interaction concurrentielle.
Les produits japonais
inondent les
marchés internationaux avec une qualité meilleure pour un
prix moindre pendant
les années 80. Les clients deviennent de plus en plus exigeants.
Et comme
l’offre est supérieure à la demande, il faut se battre
sur tous les plans pour
vendre. En effet, les théories de TQC (Total Quality Control) sont
la réussite d’entreprises japonaises, surtout après
beaucoup de pays les a
utilisées avec les méthodes de TQC.
Les entreprises
américaines ont considéré
à apprendre les expériences réussies du management
de la qualité en Japon après
les produits japonais inondent le marché américain. Dans
le cadre de ça, le
gouvernement Américain a créé du prix national
américain de la qualité sous
l'impulsion de Deming "Malcolm BALDRIGE National Quality Award"
Le noyau du prix
« Malcolm BALDRIGE
National Quality Award » est surmonté au point
fixe, il distingue 2
étapes: La première étape, analysé et
comparé les progresses de cette
entreprise dans la même date de chaque année, en fait il
pourrait stimuler
cette entreprise s’améliorée continue. La deuxième
étape, si l'entreprise
voudrais accomplir les progrès énormes, il va comparer
incessante les résultats
de soi même à les résultats de l’autre entreprise
qui est le meilleure dans le
même métier, d’abord il faut découvrir la
disparité, puis essaye de se
rattraper, ceci est le dépassement de point fixe.
Après le prix
de Malcolm BALDRIGE,
les entreprises américaines recherchent la disparité
selon l’entreprise qui a reçu
la prix de Malcolm BALDRIGE, puis a surmontée au point fixe,
finalement la
qualité du produit est augmenté énormément.
Jusqu’aux années 1990, les
entreprises américaines ont remodelé la confiance pour
concurrencer aux
entreprises japonaises, le méthode de surmontée au point
fixe est un élément
important qui a réussi la qualité d'entreprise
américaine.
Création de l' European
Foundation for Quality Management (EFQM).
1991
Europe
L' EFQM (en
collaboration avec l' European Organization for Quality , et
la Commission Européenne ) crée l' European
Quality Award , pour inciter les entreprises européennes
à jouer un rôle actif en terme de qualité face aux
très puissants Américains et Japonais.
1957
France
Création de
l’Association Française pour le Contrôle Industriel et la
Qualité (AFCIQ).
1961
France
Création de
l’Association Française des Qualiticiens (AFQ).
1970
France
L' AFNOR lance
l'étude des normes relatives à la gestion de l'Assurance
Qualité.
1974
France
EDF impose la mise en
place d'une organisation de la qualité pour la construction des
centrales nucléaires (160 fournisseurs principaux).
1975
France
Création du Service
de la Qualité des Produits Industriels et de la Normalisation (SQUALPI),
actuellement devenu la sous direction de la Qualité pour
l'Industrie et de la Normalisation au sein du ministère
chargé de l'Industrie.
1977
France
Le français
Michel Vigier reçoit le prix de la Division Automobile de l' ASQC (seul non américain à avoir reçu ce
prix).
1978
France
Création de
l’Association Française pour l'Analyse de Valeur (AFAV).
Elle a pour mission de promouvoir l'utilisation d'analyse de la valeur.
Création de
l’Association Française pour l'Analyse de Valeur (AFAV).
Elle a pour mission de promouvoir l'utilisation d'analyse de la valeur.
1979
France
Création du Réseau
National d'Essais (RNE).
1980
France
Publication par l' AFNOR de la norme NF X 50-110 (norme sur la gestion de la
qualité) elle est annulée en 1987 au profit de la norme
NF EN 29.004 (ISO 9004)
1981
France
Création de l'Association
Française pour les Cercles de Qualité (AFCERQ)
1983
France
Publication par l' AFNOR du recueil des normes françaises :
" Gérer et assurer la qualité "
1988
France
Création de l'Association
Française d'Assurance de la Qualité (AFAQ)
1991
France
Création du Mouvement
Français pour la Qualité (MFQ).
Il naît de la fusion de l' AFCIQ, de l' AFQ et de l' AFCERQ.
1992
France
Le Ministère
de l'industrie et le MFQ créent le Prix
Français de la Qualité.
1994
France
Création du Comité
Français d'Accréditation (COFRAC).
Le COFRAC regroupant Le RNE et le Bureau National
de Métrologie.
1995
France
Lancement du Mois
de la Qualité par le MFQ.
Loi 95-96 du 01/02/95
concernant le Marquage CE.
1999
France
Naissance du
référentiel OHSAS:18001destiné aux
systèmes de management de la santé et de la
sécurité au travail.
2000
France
La norme ISO 9001 remplace
les normes ISO 9001:1994, ISO 9002, ISO 9003.
2002
France
La norme ISO 19011 qui fixe
les lignes directrice de l'audit pour les systèmes de management
de la qualité.
2003
France
Création de la
fédération des associations régionales de marque
MFQ dite FAR/MFQ.
L’influence-
les affres de la croissance lente d’Asie
Jusqu’en 1980
années, l’industrie
japonaise en général, pendant les années de
croissance rapide qui précédèrent
les pays asiatique - comme la Chine, le Corée, l’Inde…le gestion
de la qualité
avec la croissance faible, ou nulle, voire négative.
Au début du
20ème siècle, la
qualité du produit de l'entreprise japonaise n'est pas donner la
confiance à
ses clients, Mais aux années 80, le produit Japonais sont
devenues le symbole
des produits qui avoir les meilleur qualités, la qualité
du produit a ainsi le
grand changement seulement pendant plusieurs dix années.
La mode du Japon est
passée.
L’Europe ne peut plus jouer à s’étonner de la performance
nipponne. Il est trop
tard. Fini le temps du Japon modèle à émuler,
"Club Med" du patronat
européen soucieux de renouveler son inspiration, paradis de
journalistes en
quête d’exotisme "managériel", récompense de
champions des cercles de
qualité, vitamine de changement pour chefs du personnel
éclairés…
Ces missions
européennes au Japon
(comme celles des années 50 aux Etats-Unis) ont
été néanmoins fécondes :
elles ont par l’observation sur le terrain – facilité une remise
en cause du
management en Europe, accompagné un processus de changement que
la perspective
de 1992 rend maintenant inéluctable.
Les expériences
de transfert de
techniques et d’outils de gestion en provenance du Japon ont
été également
précieuses pour mettre en évidence les limites de ces
transferts, et les
conditions de leur réussite.
Aujourd’hui, c’est la
perception
des besoins qui est à la base de tous les progrès dans
les entreprises
industrielles. Je crois profondément que la
nécessité est mère de l’invention.
Je ne crois pas qu’il soit erroné de dire qu’une claire
perception des besoins
soit la clé du progrès pour tout le monde.
Au regard des millions de portables
rappelés par de
multiples constructeurs ces dernières semaines, on peut
être certain d’une
chose : Sony a écoulé un nombre très
élevé de ses batteries défectueuses. Les
produits des japon apparaissent à plusieurs crises de
qualité. Le Japon peut
garder sa qualité ?
Qu’est ce que c’est le
problème
dans la qualité de produit en Japon ?
D’abord, pendant
l’année 90s, le
système de ressource humaine des grandes entreprises japonaises
est déjà changé
à cause de la croissance ralentie, l’entreprise japonaise a
réduit le personnel
et la mode de contrat à durée indéterminée
a fini. C’est pourquoi les
salariés n’envie pas s’efforcer de faire de son mieux.
Deuxièmement,
les grande
entreprises japonaises ont changés ses fournisseurs à
l’autre pays plus en
plus, ils ont offert les produits moins cher que les fournisseur
japonaises,
mais à cause de gestion de la qualité du fournisseur et
transférer les savoir
faire aux les ouvriers locaux des usines, la qualité du produit
n’avais pas
toujours assuré.
24/09/2006 : La ville de
Chine Hangzhou
a vérifiée les sushi japonais partiels, et elle a
découvert le colibacille
excessif dépasser l’exigence réglementaire.
22/09/2006 : SK-Ⅱa
déclaré cela – il a décidé à
suspendre l’opération
spéciale pour vendre les produits en Chine, jusqu'à
la Chine confirme son
produit se conforme les standardisations-le pourcentage de micro chrome
et
néodyme dans les maquillages.
15/08/2006 : Sony a reconnu
ses
batteries défectueuses pour l’ordinateur portable de DELL, la
raison ne se
situe pas dans sa technique elle-même, et procédée
d’un processus de production
Juin 2006 : Service de
Quarantaine de
Provence Shenzhen a découvert l’acide sorbique surpasser 17.3%
du niveau normal
dans les saucissons de poissons qui importe du Japon. Ensuit, les
Service de
Quarantaine de l’autre Provence tels le Provence Guangdong, Shandong,
Liaoning,
Tianjin, Shanghai ont trouvé les problèmes de la
qualité alimentaire qui
apporter dans la nourriture japonaise- comme le thé, le
gâteau, le café, la
fécule…
14/03/2006 : Olympus a
écoulé un nombre
de 1.200.000 de ses appareils photo défectueuses sur le
marché américain avec
la raison de la flash d’appareil photo a eu la extra-chaud.
Janvier 2006 : Honda
rappellera environ
270000 de ses véhicules, dû aux défauts dans les
circuits électriques et les
pièces moteur-liées.
Décembre 2005 :
l’échantillonnage de 6
styles de l’appareil photo de Sony en Provence de Zhejiang.
"Le Japon a eu
des
problèmes. Il perdu un certain de chose importante pour devenir
un pays
développé, mais beaucoup de japonais ont voulu les
rechercher. "
- 佐和隆光 (le
professeur de l’université de Kyoto)
Le ministre industriel
et économique
du Japon Aroji Junbeo(二阶俊博) est une personne qui
voudrait
trouver le vrai problème dans « la crise de la
qualité », il a écrit
le courrier pour le chef de l’entreprise SONY et demandé
à soumettre le rapport
d'amélioration de contrôle de qualité après
des rappels ses batteries
défectueuses.
Mais un ambassadeur de
japonais
Jinku Ginern(井出敬二) ne d’accord pas
l’opinion de
« la crise de la qualité », il a dit "En
période de maintenant,
il y a trop de concurrence sur le marché, j’ai cru que
l’entreprise japonais
n’envie pas donner le part de marché à les concurrent
dangereux".
Jinku Ginern fait
valoir ses cri,
il y a un peu part de produits japonais qui ont les problèmes de
la qualité, il
faut vérifier et confirmer majorité de problèmes.
Les expériences
de transfert de
techniques et d’outils de gestion en provenance du Japon ont
été également
précieuses pour mettre en évidence les limites de ces
transferts, et les
conditions de leur réussite.
L'historique
de l'isolement a créé des caractéristiques
culturelles et anthologique
particulières des japonais qui ont développé une
culture unique. Bien que le
Japon soit maintenant agissant l'un sur l'autre et commerçant un
contexte
global, les particularités de sa culture persistent toujours,
produisant d'un
environnement complexe et unique social et d'affaires. Cet
environnement a été
considéré une force ou une faiblesse par les observateurs
et les chercheurs
occidentaux.
Une des forces
engendrées par
l'environnement japonais d'affaires est la façon d’apprendre. La
production
maigre japonaise représente le repère global dans le
secteur de fabrication et
a fait pour les dernières décennies. En raison ci-dessus,
un meilleur arrangement
de ces liens est de grande importance, afin d'ajuster l'approche
"maigre" à l'exécution efficace en dehors du Japon, dans
différents
environnements sociaux, culturels et d'affaires.
Dans la chaîne
d'approvisionnements
et les systèmes de production, l'approche japonaise est le
modèle le plus
efficace à suivre. Les entreprises japonaises comme Toyota,
Sony, etc. sont
encore les géants aujourd'hui dans le monde. Certain des
sociétés japonaises
qui comprendre que la mode de qualité au japon est passé,
et il y a des
améliorations et/ou révolution au sein de ces entreprises…
La mode du Japon
après les grandes
maîtres de 60s est passée. Les expériences de
transfert de techniques et
d’outils de gestion en provenance du Japon ont été
également précieuses pour
mettre en évidence les limites de ces transferts, et les
conditions de leur
réussite. Aujourd’hui encore, c’est la perception des besoins
qui est à la base
de tous les progrès dans les entreprises industrielles et la
nécessité est mère
de l’invention.
Figure 7:
Attractive Quality Creation
Pour la management de
la qualité,
il distingue 3 niveau : Management de la Qualité
(satisfaction de client),
contrôle de qualité (conformité selon des cahier
des charges) et crée la
qualité fascinante (plaisir de client). Comment arrive à
la 3ème niveau, c’est
le problème que nous restons.
L’avenir de la
qualité au Japon est
très prometteur, mais le développement économique
du pays passe par le
développement des produits électroniques et automobiles,
malgré une réforme
toujours inachevée. Dans la chaîne d'approvisionnements et
les systèmes de
production, l'approche Japonaise est le modèle le plus efficace
à suivre. Grâce
à ce dernier modèle, aussi en ces années de la
crise économique, beaucoup
d'industries Japonaises sont encore les concurrents globaux
supérieurs.
2. Suite, quel domaine
des produites que vous achetez ?
Japonaise
Américain
européenne
autre
L’électroménager
L’ordinateur
La caméra
numérique
La voiture
Les produits
maquillages
3. Au final, avez-vous
trouvé ce que des problèmes de qualité grâce
à ses produits ? *
NB : l'ordre du "oui"
et du "non" est affiché de manière aléatoire ici
pour corriger les erreurs statistiques D%e plus, la réponse
à cette question est obligatoire (sinon, on ne peut pas valider
le questionnaire)
Oui
Non
autres
(précisez)
4. Globalement,
avez-vous été satisfait des produits japonais ?
NB : l'ordre des
questions est ici aussi aléatoire pour limiter les
problèmes statistiques
tout à fait
satisfaire
relativement satisfaire
pas satisfaire
pas du tout satisfaire
L’électroménager
L’ordinateur
La caméra
numérique
La voiture
Les produits
maquillages
5. Vous n avez pas
été entièrement satisfait des produits japonais.
Pour améliorer les prestations, nous serions heureux de savoir
pourquoi.
6. Malgré tout,
utiliserez-vous aux produits japonais en future?