|
Avertissement
|
Si vous arrivez
directement sur cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le lecteur
doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et
constitue avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne faisons aucun usage commercial et la
duplication est libre. Si vous avez des raisons de contester ce droit
d'usage, merci de nous en faire part .
L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document,
n'oubliez pas de le citer comme source bibliographique. Bonne
lecture...
|
|
Amélioration de
l'efficacité du processus contrôle réception
|
|
|
|
|
|
RESUME
Dans
le cadre de la formation master qualité à
l’université de technologie de Compiègne, j’ai
été amenée à réaliser un stage de
six mois au sein du service qualité achat dans la division ASR
(appareillage et système résidentiel) de l’entreprise
Legrand, à Limoges. Le stage consiste à améliorer
l’efficacité du processus « Contrôle
Réception » en agissant sur 3 axes, dont l’axe principale
qui est développé dans ce rapport : amélioration
des données de contrôle. [1]
Pour y arriver, j’ai réalisé un bilan
de la situation depuis le départ du processus afin de
déterminer les points critiques et faire des propositions
d’amélioration en tenant compte des coûts et des charges,
puis former des acteurs concernés à la solution retenue.
L’objectif de mes missions fut d’améliorer l’efficacité
du contrôle réception par les mesures suivantes :
réduction des temps de contrôle et augmentation du taux de
détection de non-conformité.
Mots clés : qualité, processus,
contrôle réception, exigence qualité,
efficacité, risque sécuritaire, appareillage
électrique, Legrand, taux de détection, moyens de
contrôle
|
|
ABSTRACT
As part
of the Quality Management Master training at the University of
Technology of Compiegne, I made a six-month training period in LEGRAND
Corporation, in the Quality Service of the ASR division (Installation
control and command) in the city of Limoges in France. The mission is
to improve the efficacy of the Reception Control process by acting on 3
axes. Only the first one is mentioned in this report: improve the
quality requirement document. [1]
To reach the objective, I took stock of the initial
situation in order to determine the critical points and make
suggestions for improvement in taking into account the costs and
expenses, and then train actors to the solution. The objective of my
mission was to improve the efficacy of Reception Control process by
following measures: reducing checkout time and increase the detection
rate of inconformity.
Key words
: quality, process, reception control, quality requirement, efficacy,
safety risk, electrical equipment, Legrand, detection rates, control
tools
|
REMERCIEMENTS
Je tiens à remercier toutes les personnes qui
m’ont accompagné et qui m’ont aidé à
réaliser ce stage :
Mme
Marie-Paule Colot,
Responsable Qualité et Environnement de la Division Appareillage
Système Résidentiel, pour m’avoir accueillie dans son
service, et pour ses conseils lors de mes comités de pilotage,
M. Jean-Luc
Bourdeix, mon
maître de stage, Responsable Qualité Achats, pour m’avoir
encadré et conseillé tout au long de mon stage,
L’équipe Qualité
Achat composée de Jacques Reyrolle, Claudine Tabuteau et Gilbert
Germanaud, pour leur écoute, leur partage d’expérience,
leur disponibilité, leur patience, leur ouverture, leur
pragmatisme, et pour l’aide qu’ils m’ont apportée pour mes
sujets de stage.
Les agents qualité de
contrôle réception, Alain Delhoume et Francis Lesparat,
pour leurs disponibilités et leurs aides,
M. Farges et
M. Caliste,
enseignants-chercheurs de la formation qualité à
l’université de technologie de Compiègne, pour avoir
suivi ce stage.
SOMMAIRE
1.1 Le groupe Legrand
Le
groupe Legrand est le «spécialiste mondial des produits et
systèmes
pour installations électriques basse tension et réseaux
d’informations,
dans les bâtiments résidentiels, tertiaires et
industriels». [3]
Historiquement, il était un
célèbre fabricant de porcelaine dans la
région du Limousin. Autour des années 1920, le groupe
s’est introduit
dans le marché d’interrupteur grâce à une
transformation industrielle
réussie.
Ce marché a
été
particulièrement fragmenté et relativement
protégé,
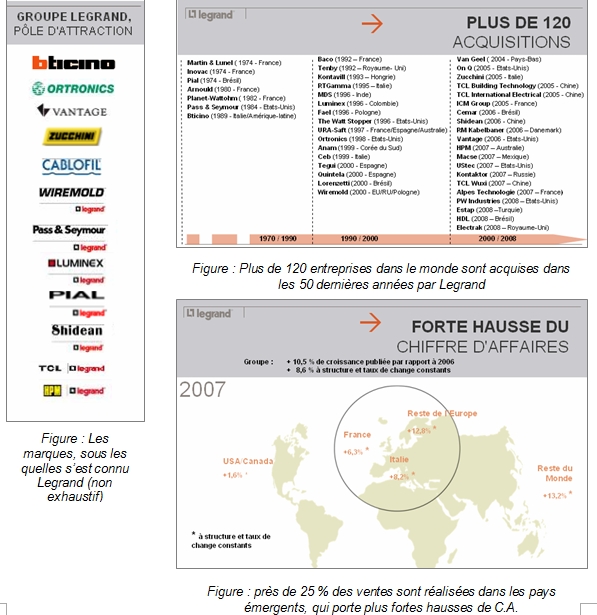
L’entreprise a connu une période d’acquisition intensive
(environ 120
entreprises en 50 ans) à partir des années 1950. Et puis
à partir de
1970 : Extension mondiale par acquisition des leaders de marché
étranger (ex. Bticino en Italie). [4]
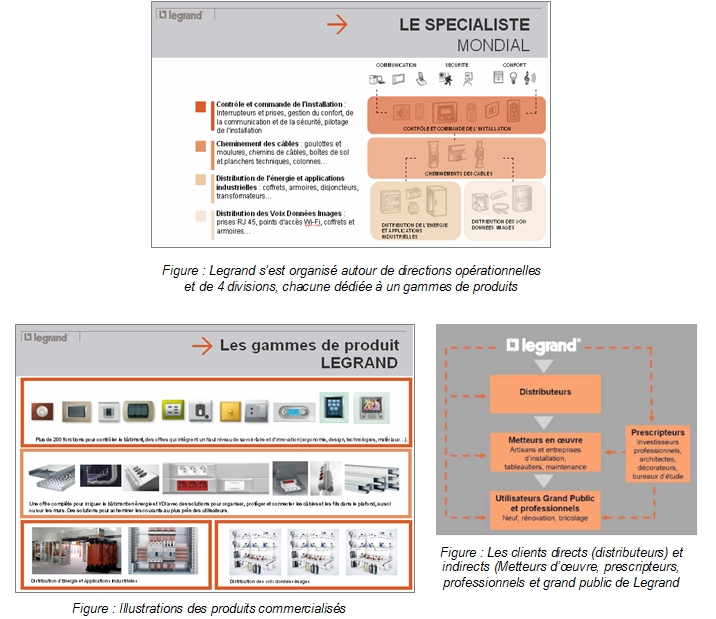
Face aux nouveaux
challenges, le groupe
Legrand s’est organisé autour
de directions opérationnelles et de 4 divisions, chacune
dédiée à des
gammes de produits suivant leur secteur :
- Appareillage et Systèmes
Résidentiels (ASR),
- Gestion du Bâtiment (GB),
- Distribution d’Energie et Applications
Industrielles (EDIA),
- Produits de Cheminement de Câble (DPCC).
Son chiffre d’affaires
s’élève
à 4,1 milliards en 2007. Le groupe
emploie 35 000 salariés dans le monde, commercialise 150 000
références
réparties en 80 familles de produits. Plus de 50 nouvelles
gammes de
produits sont lancées tous les ans, son investissement en
innovation
correspond à près de 5 % de son chiffre d’affaires.
Le marché mondial
aujourd’hui est
estimé à entre 50 et 60 milliards
d’euros. Le groupe en possède 19% en interrupteurs et prises de
courant, ainsi 15 % en cheminement de câbles. La
répartition de ses
ventes par activité est : tertiaire 46 %, résidentiel 42
% et
industriel 12 %.
Legrand est une entreprise
d’envergure
internationale. Il est implanté
dans plus de 70 pays et commercialise ses produits dans près de
180
pays. En 2007, près de 25 % des ventes sont
réalisées dans les pays
émergents.
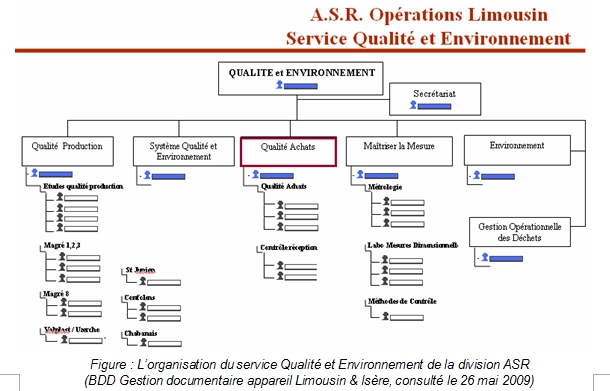
Les deux principaux clients
directs de Legrand sont
Rexel et Sonepar,
les deux leaders de la distribution de matériel
électrique dans le
monde. Ils achètent la quasi-totalité de la production du
groupe
Legrand. Les clients indirects sont les maîtres d’oeuvre,
prescripteurs, utilisateurs grand public et professionnels. [5]
Les principaux
concurrents de Legrand sont de grandes multinationales :
Schneider Electric (France), Siemens AG (Allemagne), ABB (Suisse -
Suède) et General Electric (États-unis).
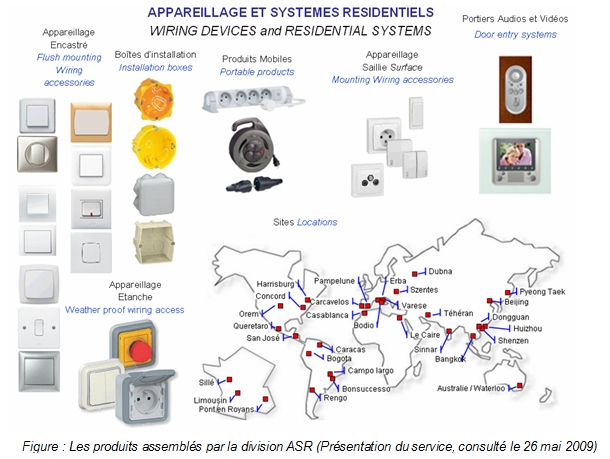
1.2 La division ASR et son Service
Qualité
La division
Appareillage et
Système Résidentiel produit principalement les prises et
les interrupteurs pour diverses fins. Selon la façon qu’ils
seront installés, ils se divisent en plusieurs gammes :
• Appareillage encastré
• Appareillage saillies
• Appareillage étanche
• Boites d’installation
• Produits mobiles
• Portiers audio & vidéo
Cette division a une
implantation historique forte dans la
région de Limoges. La partie production, nommé «
Opération Limousin » est composée de plusieurs
services : [6]
• Production (6 usines en Limousins)
• Maintenance
• Logistique
• Qualité et Environnement
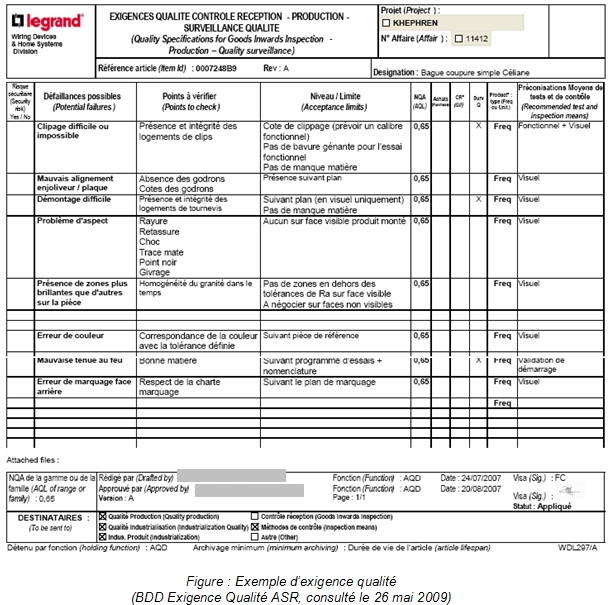
Le Service Qualité et
Environnement, dirigé par
Marie-Paule Colot, a pour mission de:
• Contribuer à l’application et à
l’animation permanente du système de management de la
qualité et de l’environnement
• Mettre en œuvre et faire évoluer un
système de management permettant de limiter les impacts des
activités et des produits sur l’environnement
• Animer la démarche de fiabilisation et
amélioration de la qualité production, en prenant
particulièrement en compte les risques sécuritaires
produits
• Animer la relation qualité avec les
fournisseurs, en cohérence avec la démarche
Qualité Achats
• Fournir des moyens de contrôle, les
résultats de mesures dimensionnelles, gérer et
vérifier les équipements de contrôles, de mesures
et d’essais
1.3 Le secteur qualité achat et le
processus contrôle réception
Le secteur
qualité achat
En tant que stagiaire, je fus
accueilli au sein du secteur
qualité achat du service qualité et environnement de la
division ASR. Le secteur qualité achat est composé de 6
employés :
• 1 responsable qualité achat
• 3 animateurs qualité achat
(Traitement de
non-conformité en relation avec fournisseur et production)
• 2 agents qualité contrôle
réception
(Contrôle de la
conformité des articles achetés)
Le secteur se
base à la fois au siège et aux deux principaux sites de
production de Limousin : Le Magré et la Valoine. En 2008,
l’ensemble du secteur gérait environ 400 fournisseurs, 4 500
références d’article achetés et 22 000
réceptions.
Comme illustré, le cœur du
métier du
service repose sur 4 axes principaux :
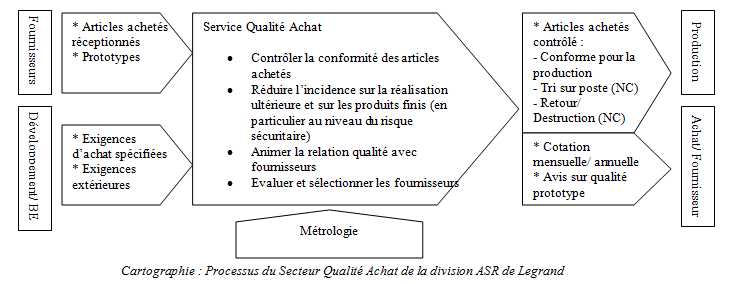
Le secteur
qualité achat
est en étroite collaboration avec le développement/
bureau d’études, le service achat et la production à
l’intérieur de l’entreprise. Il est le responsable de la
maîtrise de la qualité des articles achetés, donc
l’interlocuteur privilégié des fournisseurs de Legrand.
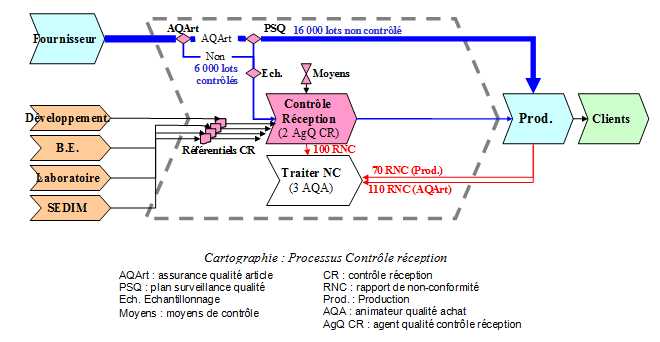
Le processus
contrôle
réception
Le processus contrôle
réception est un
des plus importants processus du Secteur Qualité Achat, il
répond à la première mission du secteur :
Contrôler la conformité des articles achetés.
Il s’agit de la mesure de la
qualité des articles achetés
et livrés par les fournisseurs sur les sites de production par
rapport aux exigences qualité achat. Les articles conformes
seront stockés et utilisés pour l’assemblage en
production. Les articles non-conformes seront retournés ou
triés en production, et font objet d’un rapport de
non-conformité. [8]
Deux agents qualité sont en
charge du contrôle
réception, leurs activités sont basées à
Magré et à la Valoine. Environ 6 000 livraisons sur 22
000 étaient contrôlées au contrôle
réception en 2008. La capacité de charge de travail d’un
agent qualité est estimée à 400 contrôles
par mois, donc environ 20 contrôles par jour à 20 minutes
pour chaque.
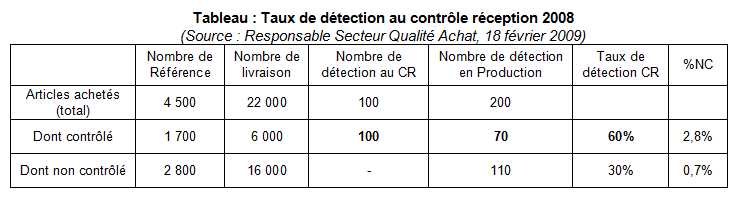
Le taux de
détection au contrôle réception en 2008
était de 60% (100 détections de
non conformités au contrôle réception sur un total
de 170 détections).
Les 70 détections de non conformités en production
s’appellent non
efficacité. Elles ont eu comme conséquence :
• Retard de
production
• Coût de
tri sur poste de production
• Retard de
livraison aux clients
Le coût de la non
efficacité du processus est cependant non
quantifiable. Un des objectifs du secteur qualité achat de
l’année 2009
est d’augmenter le taux de détection à 80%. (Début
2007, le taux de
détection a été estimé autour des 30 – 35%)
retour
sommaire
1.4 Les dimensions du processus
contrôle réception
Le bon fonctionnement et le
maintien de l’efficacité du processus contrôle
réception sont sous les influences de plusieurs facteurs :
• Les données de contrôle
• Les moyens de contrôle
• Le plan d’échantillonnage
• La gestion AQArt
• Le Plan de la Surveillance Qualité (PSQ)
• Gestion d’information
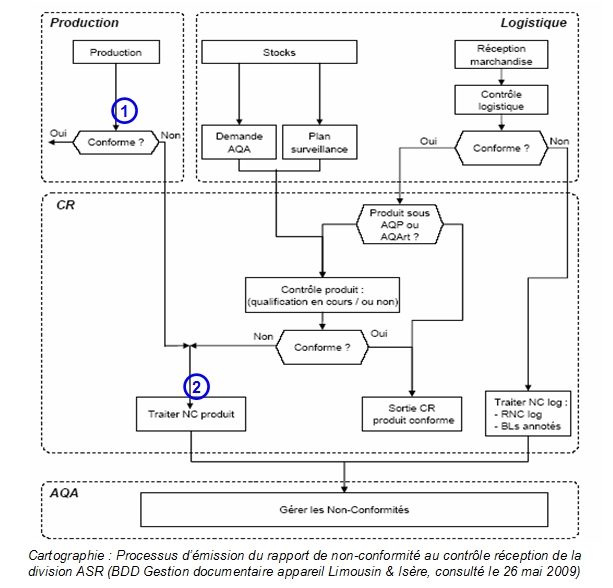
1.4.1 - Les données de contrôle
Les
données de contrôles sont les documents de
référence qualité utilisés
par les opérateurs au contrôle réception pour juger
de la conformité de
l’article acheté. Cependant il existe deux types de document :
exigence
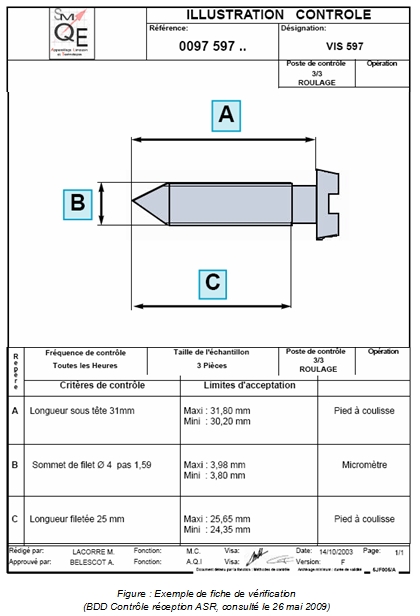
qualité (élaboré par le service
développement) et fiche de vérification
(élaboré par la production). [9]
Ses utilisations semblent
non efficaces car:
• Faible fiabilité : Non détection de
non-conformité sur article
acheté de 2008 alors qu’il manquait d’information de
contrôle dans les
données
• Faible accessibilité :
Lors d’utilisation d’exigence qualité,
le temps de recherche d’informations complémentaires
s’élève entre 2 et
10 minutes pour un contrôle de 20 minutes
Les solutions
d’amélioration proposées seront développée
dans le chapitre 3 : Réalisation : données de
contrôle.
retour
sommaire
1.4.2 - Les
moyens de contrôle
Les
moyens de contrôle les plus employés au contrôle
réception sont : pied à coulisse, calibre,
colorimètre, etc. Cependant il y a deux soucis majeurs :
• La
cohérence entre les moyens définis par l’exigence
qualité et les moyens mis à disposition au contrôle
réception
• Le
choix entre les moyens conventionnels (ex. pied à coulisse) et
mono référentiel (ex. calibre)
La recherche de solution fait
partie de mon stage. Mais compte tenu du délai court pour le
rendu du rapport, cette partie ne sera développée dans ce
rapport de stage.
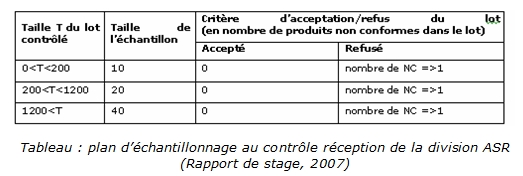
1.4.3 - Le
plan
d’échantillonnage
Un
plan d'échantillonnage consiste à définir une
règle de décision aboutissant au rejet ou à
l'acceptation du lot. Au contrôle réception, on effectue
des échantillonnages simples à taille de 10, 20 ou 40
pièces selon analyse de risque sur produit. Plusieurs
critères sont mesurés, une seule non-conformité
sur un seul critère d’une seule pièce déclanche la
déclaration de la non-conformité du lot. [10]
1.4.4 - La
gestion AQArt
La gestion AQArt consiste en un
allégement des
contrôles réception selon la confiance accordé aux
fournisseurs des
articles achetés. Selon la règle établie en 2008,
toutes références
dont les réceptions sont conformes 5 fois de suite seront
dispensées
du contrôle systématique. [11]
Elle a pour objectif de
réduire la charge de travail au contrôle
réception tout en maintenant l’efficacité du
contrôle réception avec
nos capacités d’aujourd’hui (deux opérateurs pour 30
contrôles par
jour). En l’absence de cette gestion, on aurait laissé passer 55
non-conformités de plus à la production, qui
présente 20% de non
efficacité au contrôle réception.
retour
sommaire
1.4.5 - Le
plan de la surveillance qualité
Lorsqu’une
référence de produit est mise
en statut « AQArt », ses livraisons ne sont plus
contrôlées
systématiquement à la réception.
Le fait de mettre une
référence de statut « AQArt » sous
contrôle
réception d’une façon non systématique s’appelle
« Surveillance qualité
». Le plan de la surveillance qualité est un document qui
renseigne les
pièces à contrôler selon une
périodicité allant de 3 mois à 3 ans. [12]
Ce pendant, le point
faible de ce système s’explique par sa gestion
informatique. Le plan étant élaboré dans un
document Excel, non lié à
la BDD « contrôle réception ». La mise en
œuvre n’est pas facile pour
les agents qualité au contrôle réception.
1.4.6
- Gestion d’information
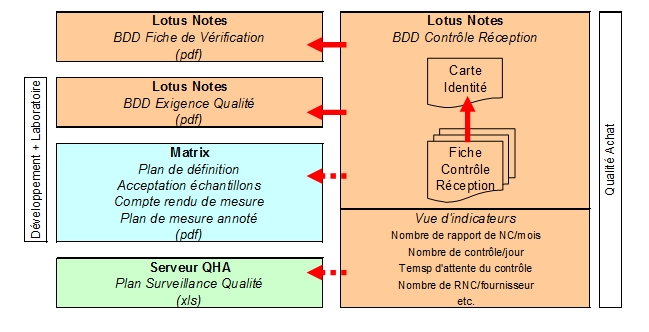
L’environnement
informatique chez Legrand
utilise des logiciels développés par trois grands comptes
: La BDD
Oracle par Microsoft pour la gestion d’approvisionnement, la BDD Lotus
Notes par IBM pour la gestion qualité et la BDD Matrix par
Dassault
pour la gestion de documents.
Les documents
gérés par ces BDD sont illustrés ci-dessous :
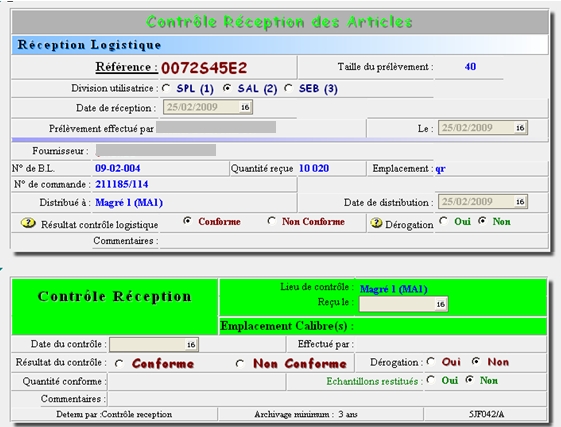
• Fiche Contrôle Réception [13] :
résultat de mesure de chaque réception à
contrôler
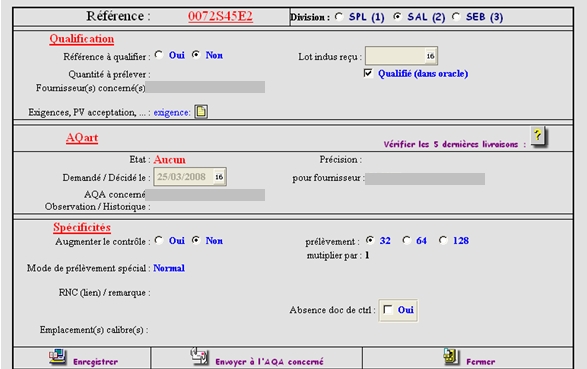
• Carte d’indenté référence
[13]: données de contrôle pour
chaque référence
• Exigences Qualité ou Fiche de
vérification : données de contrôle attachés
à la carte d’identité
• Plan de définition, etc. :
données de contrôle complémentaires
• Plan de surveillance qualité
1.5 Périmètres et objectifs
de stage
Un des objectifs du secteur qualité achat est d’améliorer
le taux de détection de 60% à 80% pour l’année
2009. En 2007 et en 2008, deux stagiaires accueillis au sein du secteur
qualité achat ont déjà mené des
études sur le plan d’échantillonnage et sur le plan de
surveillance qualité, cependant la décision de la
direction est de donner priorité aux autres sujets, dont mes
sujets de stage :
• Amélioration
de l’accessibilité et de la fiabilité des données
de contrôle (développé dans le chapitre 3)
• Etablissement
d'une liste des moyens nécessaires à la
réalisation des contrôles selon les typologies d'articles
• Mise en place
de la gestion des articles à risque sécuritaire
Seulement le premier sujet
est développé dans ce rapport de stage.
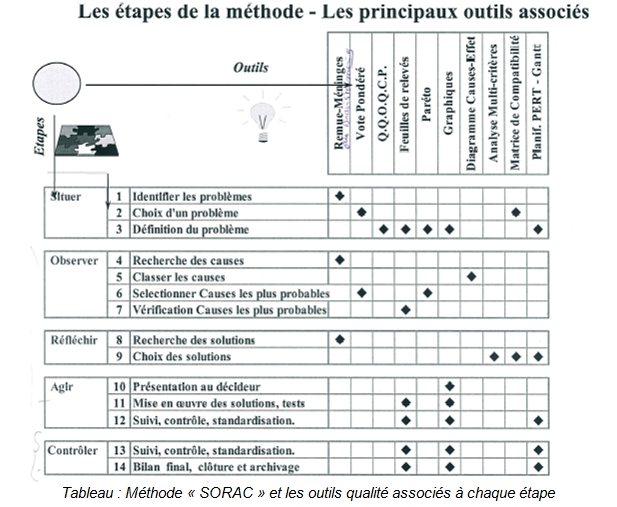
Méthode de
résolution « SORAC »
Pour chaque sujet de stage, on
suit la logique de résolution « SORAC ». C’est une
méthode beaucoup utilisée chez Legrand et suivie par tous
les stagiaires au sein du service à la fois pour s’organiser
dans l’avancement de stage et pour construire leur rapport de stage :
• Situer • Observer • Réfléchir • Agir • Corriger
Dans les chapitres 3, le sujet sur les
données de contrôle sera présenté sous
l’ordre de « SORAC ».
retour
sommaire
Utilisation d’outil qualité
Durant tout le
stage, j’ai employé les outils qualité lorsque je me suis
confrontée aux problèmes complexes. Les outils
qualité que j’ai utilisé ont les avantages de :
• Situer
et définir les problèmes
• Identifier
les vraies causes du problème
• Ecouter
la collectivité et analyser leurs propositions
• Prioriser
les problèmes et comparer les solutions
• Modéliser
un processus et évaluer son efficacité
• Etc.
Ces outils sont :
QQOQCP : Se poser les
bonnes questions pour situer le problème dans son contexte et
essayer de justifier et donner des objectifs quantifiables
Feuille de relevées
: Recueillir des données à l’état du
départ, se baser sur l’observation et sur les preuves
chiffrées
Diagramme cause effet
: Synthétiser les informations en les regroupant par
thème, trouver les causes racines
Tableau de bord d’indicateur
et graphique : Définir et illustrer l’évolution
des indicateurs qualité
Tableau de comparaison
: Comparer les méthodes sur différents critères
chiffrables
Recherche bibliographique
: Prendre en compte des exigences externes afin de partager les
expériences
Rétro planning
: maîtriser le délai, communiquer l’avancement du projet
et poser des jalons
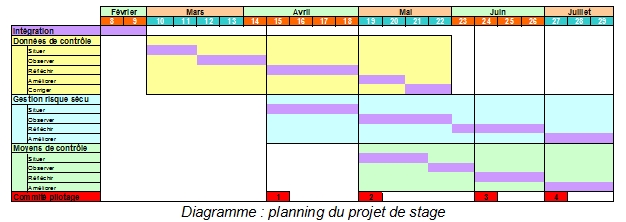
Comité de pilotage
Le comité de
pilotage est organisé une fois par mois, il est composé
de mon maître de stage, du responsable du service et de
moi-même. Il sert à présenter l’avancement et les
solutions aux responsables pour prise de décision.
3 Réalisation : données de
contrôle
3.1 Situer
3.1.1 - Identification des problèmes
Au
regard des disponibilités de différents interlocuteurs du
service, le brainstorming était difficile à
réaliser. J’ai donc entretenu plusieurs conversations individuelles
avec tous les acteurs pendant les premières semaines de mon
stage. J’ai également recensé les informations
renseignées dans les rapports de deux stagiaires en 2007 et en
2008.
Selon ces informations, il y a 3 cas de figure concernant l’utilisation
des données de contrôle. En 2009 parmi les 4 500
références environ:
• 40% possède une exigence qualité
• 40% n’a pas d’exigence qualité, mais
une fiche de vérification
• 20% n’a ni l’un ni l’autre, mais
documenté d’un plan de définition (emballage)
Exigence
qualité
L’exigence qualité achat
est le contrat établi entre l’organisme et le fournisseur qui
sert de référentiel pour le contrôle de la
qualité des articles achetés. Son étendue
d’utilisation s’élargit de la production du fournisseur au
contrôle réception de l’organisme.
Elle porte en principe les
informations sur les critères à mesurer et les moyens de
mesure. Pour connaître les limites d’acceptation, il est
nécessaire de consulter d’autres documents spécifiques
(tel que le plan de définition, le compte rendu de mesure du
laboratoire, etc.). [14]
Fiche de vérification
Historiquement, Legrand a connue
une époque de fort externalisation. De nombreuses
références de produit qui étaient fabriqué
en interne ont été transférées sur des
sites extérieurs. Par conséquent, les fiches de
vérification (mode opératoire pour contrôle
qualité en production) sont transférées au
contrôle réception, pour remplacer l’exigence
qualité.
Elle contient non seulement les
critères à mesurer, mais aussi les valeurs limites avec
une illustration de l’article (soit une photo du produit, soit une zone
copiée du plan de définition). Son utilisation au
contrôle réception est plus facile.
retour
sommaire
3.1.2 -
Prioriser des problèmes
Compte
tenu du nombre important de référence, il est impossible
de tout remettre en question. L’idée est donc de
privilégier un problème à l’aide d’un tableau de comparaison.
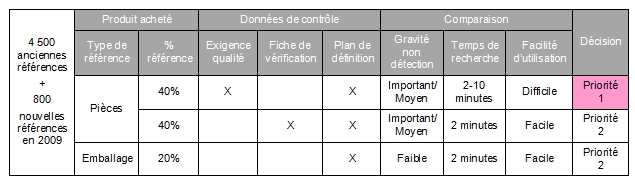
Après
une discussion avec le responsable du secteur qualité achat,
nous avons décidé de mettre en priorité : les
références hors emballage, qui sont documentées
par une exigence qualité. Les nouvelles références
sont prioritaires par rapport aux anciennes.
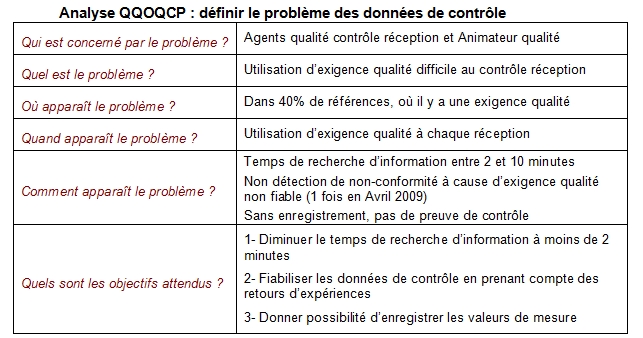
3.1.3 -
Définition des problèmes
Afin de
définir le problème choisi, j’ai employé la
méthode QQOQCP. La solution trouvée doit donc faciliter
l’utilisation des données de contrôle, le temps de
recherche doit être inférieur de 2 minutes et les
critères de mesure doivent être fiables.
3.2 Observer (Recherche des causes)
Grâce
aux informations préalablement recueillies auprès de
différents interlocuteurs, les causes du problème peuvent
être:
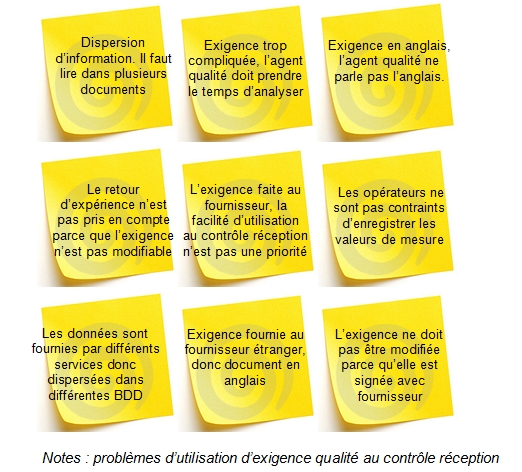
Après une analyse de cause
effet et 5 pourquoi, on a trouvé 4 causes racines :
• L’enregistrement
de valeur de mesure n’est pas exigé par les normes
• L’exigence
qualité est d’abord faite pour le fournisseur donc la
facilité d’utilisation au contrôle réception n’est
pas une priorité
• Les
données de contrôle sont élaborées par
différents services
(laboratoire, bureau d’étude et développement), donc
information
dispersée.
• Exigence
qualité faite pour fournisseur étranger doit être
en anglais
Aucune de ces causes n’est propre
au service qualité. Cependant nous ne
pouvons pas remettre en questions le processus des autres services, Il
faudrait donc trouver des solutions avec les moyens internes du service
qualité.
3.3
Réfléchir (Recherche de
solutions)
Recherche des
référentiels normatifs
Dans ISO 9001, chapitre 7.4.3
Vérification du produit acheté : « L'organisme doit
établir et mettre en oeuvre le contrôle ou autres
activités nécessaires pour assurer que le produit
acheté satisfait aux exigences d'achat spécifiées
».
Afin d’avoir des informations
normatives sur le sujet du contrôle réception, j’ai
consulté plusieurs ouvrages et leurs bibliographies à ce
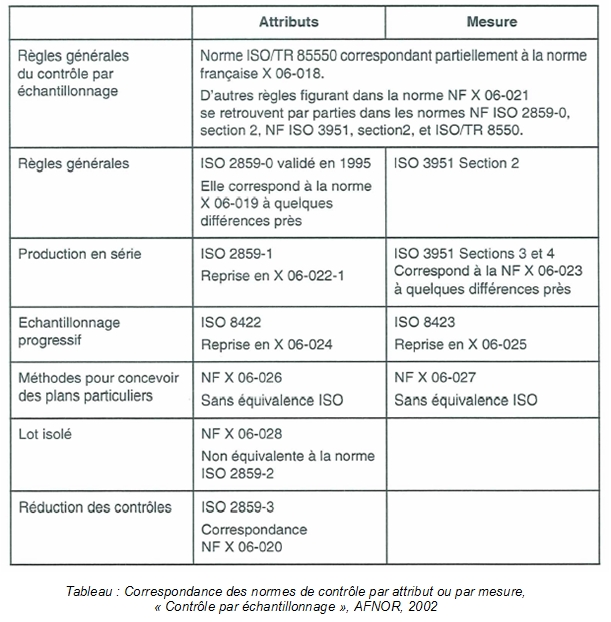
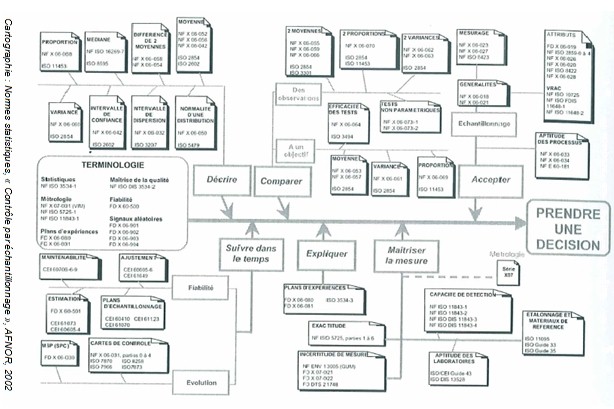
propos. Cependant, toutes les normes qui portent sur ce sujet sont
centrées sur le plan d’échantillonnage ou sur l’aspect
statistique [15], aucun ne s’intéresse
à la communication
d’exigence qualité inter service. J’ai donc pensé
à chercher la solution à l’intérieur de
l’entreprise.
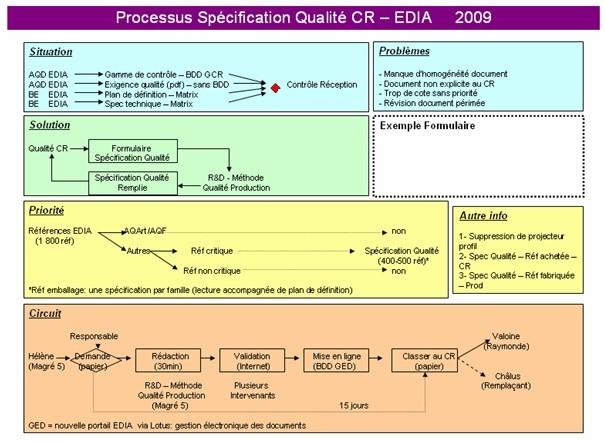
Recherche de solution dans l’entreprise
Je me suis donc mise en relation
avec le contrôle réception de la division EDIA
(Distribution d’Energie et Applications Industrielles) qui est
également confronté à ce problème. Depuis
deux ans, ils ont mis en place un nouveau processus de rédaction
de la spécification qualité en collaboration avec le
service développement. [16]
Etant donné qu’à
présent, le service développement n’est pas en mesure de
se mettre en phase avec la demande de changement par les autres
services au sein de la division ASR, notre service est obligé de
chercher une solution alternative.
Recherche de solution dans le service
Les solutions proposées
par les agents qualités et par les animateurs qualité
convergent vers l’élaboration de la fiche de
vérification. C'est-à-dire élaborer un document
par AQA en réunissant toutes les données
nécessaires pour AgQ CR au contrôle réception :
• les critères de contrôle dans
l’exigence qualité
• les valeurs limites d’acceptation dans compte
rendu de mesure laboratoire
• les illustrations du produit copiées du
plan de définition
• etc.
Cette solution peut
répondre à deux des trois objectifs attendus :
• La réduction de temps de recherche au
contrôle réception : parce que toutes données sont
déjà renseigné par AQA dans la fiche de
vérification.
• La fiabilité des données : AQA
formalise les critères selon l’exigence qualité, et en
prenant compte les retours d’expérience.
Pour réaliser en
même temps la possibilité d’enregistrement, j’ai donc
pensé à élaborer cette « fiche de
vérification » sous format Excel, d’une part pour sa
souplesse de modification, d’autre part pour sa convivialité
à l’enregistrement et à l’exploitation des valeurs de
mesure.
3.4 Agir
3.4.1 -
Présentation au décideur
Lors du
comité de pilotage au mois d’Avril, j’ai présenté
les solutions au responsable du service qualité. Elles comportes
5 parties : modification du flux de travail, élaboration du
document de contrôle, enregistrement des valeurs de mesure, suivi
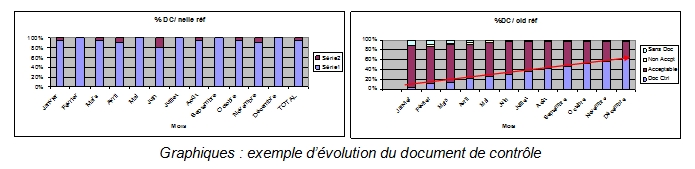
d’avancement et le pilotage par tableau d’indicateur.
Modification du flux de travail
Les graphiques ci-dessous illustrent la modification
du processus : l’ajout de l’étape d’élaboration du
document de contrôle par AQA, permet aux AgQ CR d’avoir un
document unique au contrôle réception.
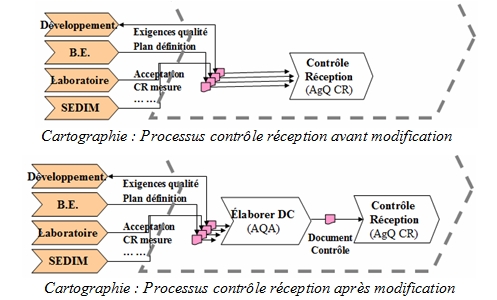
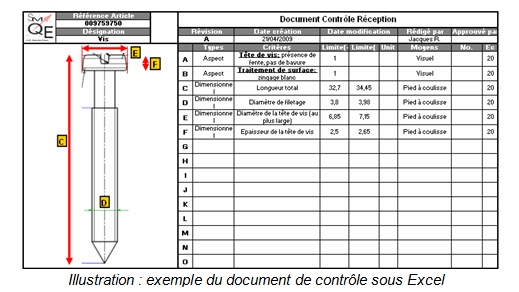
Elaboration du
document de contrôle
Les AQA élaborent le
document de contrôle pour une nouvelle référence,
sous la trame prédéfinie, avant la première
livraison du lot industriel, en prenant en compte les critères
définis dans l’exigence qualité et les retours
d’expériences.
En consultant tous les documents
spécifiques pour renseigner les valeurs des limites
d’acceptation, il est possible de signaler automatiquement qu’une
valeur enregistrée est non-conforme. Il doit y figurer
également une illustration de produit, sur la quelle on
identifie par repère les critères de contrôle.
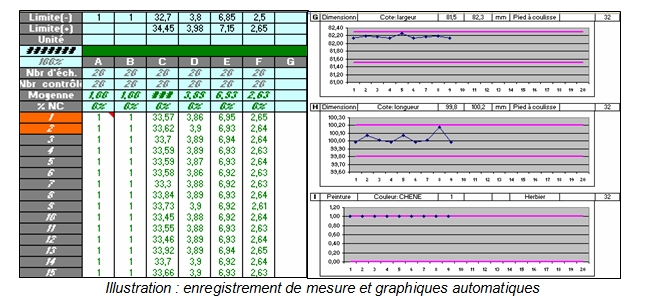
Enregistrement
des valeurs de mesure
Au contrôle
réception, les AgQ CR devront saisir toutes les valeurs
mesurées dans le tableau Excel dans le document de
contrôle. Un message d’alerte sera signalé si le nombre
d’enregistrement ne correspond pas au nombre demandé de
pièce à contrôler.
Grâce aux fonctions Excel,
la moyenne des mesures pour chaque critère est tracée au
fur et à mesure sur des graphiques. Cela permet aux agents
qualité de se rendre compte des dérives qualité de
l’article d’un seul coup d’oeil.
A la fin du contrôle, un
programme calcule automatiquement le pourcentage d’échantillon
non-conforme et génère un rapport de mesure. Les AgQ CR
n’ont plus besoin d’écrire le compte rendu de mesure
eux-mêmes. L’avantage est aussi d’avoir une
homogénéité dans les rapports de contrôle.
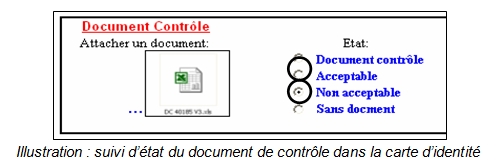
Suivi
d’avancement
Ces changements s’appliquent aux
articles avec une exigence qualité, d’abord aux nouvelles
références, puis aux anciennes. Pour suivre l’état
d’avancement de l’élaboration de document de contrôle,
j’ai proposé au responsable du secteur qualité achat de
mettre en place une fonction d’évaluation dans la carte
d’identité.
L’AQA met en ligne le document de
contrôle pour une nouvelle référence, il coche
l’état « document de contrôle ». Les AgQ
CR ont aussi la possibilité de signaler une ancienne
référence par cocher l’état « non acceptable
» dans la carte d’identité si son exigence qualité
pose des difficultés pour utilisation.
De cette façon, les
nouvelles références seront toutes évaluées
au moment de leurs créations, et les anciennes
références seront évaluées au fur et
à mesure de leurs passages au contrôle réception.
Pilotage par
le tableau indicateur
Les fonctions dans la BDD de
carte d’identité permettent d’avoir des vues d’indicateurs. Les
deux indicateurs que j’ai proposé à mettre en place sont :
• % de
nouvelles références de l’état « document de
contrôle » (objectif : 100%)
• %
d’anciennes références de l’état « document
de contrôle » ou « acceptable »
Lors que l’on transcrit ces
indicateurs dans le tableau Excel d’une fréquence mensuelle et
trace les courbes d’évolution, il est possible de se rendre
compte de l’avancement du document de contrôle.
A
l’occasion d’une réunion, le responsable du secteur a
expliqué la raison de changement et a demandé la
coopération de tous les acteurs. Durant une semaine, j’ai
testé l’efficacité du document de contrôle sur 3
références avec les AQA et avec les AgQ CR.
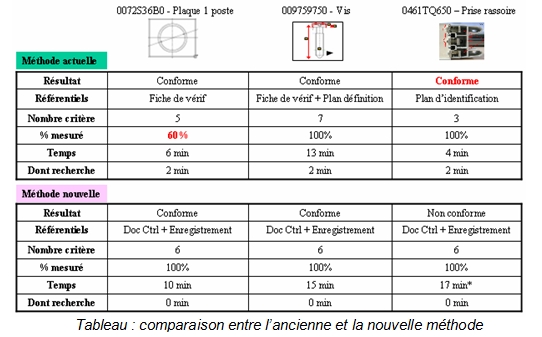
Sur chaque
référence, on demande aux AgQ CR d’effectuer le
contrôle avec l’ancienne et puis la nouvelle méthode. A
l’aide des fiches de
relevées, il a été possible
de comparer les deux méthodes sur différents
critères :
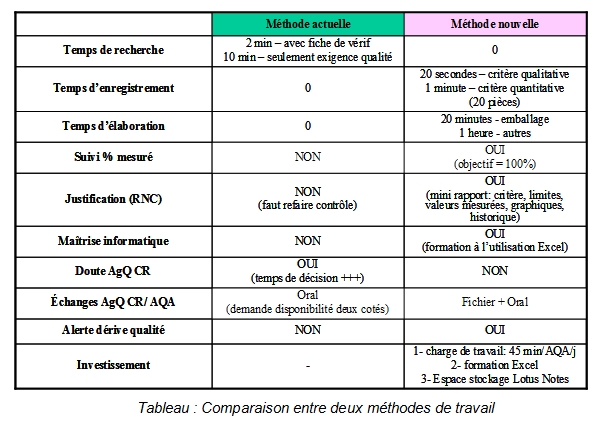
La
nouvelle méthode a donc permis d’atteindre les objectifs
attendus :
• Temps
de recherche réduit à zéro minute
• Fiabilité
améliorée : 1 non-conformité
détectée avec la nouvelle méthode
• Mesures
enregistrées sur 100% des échantillons
3.5 Contrôler (Bilan final et
perspectives)
Selon le tableau
comparatif entre les deux méthodes, il faudrait s’investir dans
les ressources, notamment en terme de main œuvre pour la
rédaction des documents, afin de mettre en place la nouvelle
méthode de travail.
La charge de travail de
rédaction s’élèvera à 2 heures par jour
pour le service. Il aurait aussi fallu mettre en place de la formation
à l’utilisation d’Excel aux AgQ CR. En fin de compte, il faut
garantir la capacité de stockage dans la BDD Oracle pour
l’hébergement des documents de contrôle.
Après que l’efficacité de la nouvelle méthode aie
été confirmée, j’ai retravaillé les
éléments précédents en prenant en compte
les propositions d’amélioration avant la mise en place
définitive.
Il reste à ajouter les
fonctions dans les BDD pour le suivi d’avancement du document de
contrôle avant de mettre en œuvre la nouvelle méthode. Au
long terme, le service qualité de la division ASR pourrait
envisager de se référer au processus établie par
la division EDIA avec leur service développement afin d’avoir un
meilleur rendu d’efficacité de travail.
4 Conclusion et perspectives
Apport du
stage
Pour l’entreprise, la solution
alternative que j’ai apportée a permis
au service qualité d’améliorer l’efficacité du
processus contrôle
réception au regard des objectifs définis sur
l’accessibilité et la
fiabilité des données de contrôle.
Sur le long terme, je propose une
collaboration avec le service
développement au sein de la division ASR, en faisant
référence au
projet mise en œuvre dans la division EDIA. Ceci permettra d’avoir des
résultats plus efficients, notamment au niveau de charge de
travail.
Grâce à mes missions
accomplies au sein du service achat sur le
processus contrôle réception, ce stage m’a donné
une vision plus
réaliste et concrète du management qualité
fournisseur. Ceci a complété
les connaissances que j’avais dans le domaine d’évaluation
fournisseur
lors de mon précédant stage.
Ce que j’ai
apprécié le plus dans ce stage est l’opportunité
d’utiliser
les outils qualité requis à l’université pour
analyser et synthétiser.
Modélisation, évaluation, modification et suivi
d’efficacité du
processus, recherche et mise en place d’indicateur ont
été une
expérience professionnelle intéressante.
Opportunité
d’amélioration
La nouvelle organisation de
l’entreprise en mode de division a permis à
l’entreprise d’affronter des nouveaux marchés. Malgré
tout, ceci a crée
des barrières entre les métiers de différentes
divisions. L’entreprise
pourrait prendre l’initiative d’étendre une expérience
réussie d’une
division dans les autres d’une façon transversale.
Afin d’optimiser le travail au
contrôle réception, il serait
intéressant d’une part d’évaluer le goût de non
détection et d’autre
part analyser sa raison pour chaque rapport de non-conformité
émis par
la production. Grâce à une analyse de Pareto, la cause la
plus coûteuse
sera mise en évidence, la décision sur la priorité
de réaction sera
ainsi justifiée.
Sur le plan personnel, j’aurais
aimé d’améliorer ma capacité du management
personnel et projet.
Difficultés et solutions
La difficulté que j’ai
rencontrée au cours du stage était le choix et
l’application des outils qualité en synchronisation avec chaque
phase
du projet. La méthode « SORAC » que mon maître
de stage m’a proposé
m’avait aidé à résoudre ce problème.
AgQ CR : Agent Qualité Contrôle
Réception
AQA : Animateur Qualité Achats
AQArt : Assurance Qualité Article
AQD : Animateur Qualité Développement
Article : Toutes références entrantes (codé par 6
ou 9 chiffres)
Base de données : ensemble structuré et organisé
permettant le stockage de grandes quantités d’informations afin
d’en faciliter l’exploitation
BL : Bon de Livraison
Contrôle qualité : juger de la qualité d’un lot ou
d’une production au travers de l’examen des produits,
indépendamment de la façon dont les produits ont
été élaborés. Dans ce cas, les normes
statistiques d’échantillonnage s’appliquent.
Contrôle réception : contrôle de la
conformité aux spécifications formulées au
fournisseur des articles achetés à 100% ou par
échantillonnage pour acceptation, indépendamment du
processus de production.
CR : Contrôle Réception
DC : Document de contrôle
Encastré : L’appareil conçu pour être
installé dans l’encadrement du mur. Le mécanisme est
caché dans le mur, seulement la partie de commande
dépasse le mur. Ils sont souvent installés dans les
bâtiments dont les circuits électriques sont prés
câblés et les emplacements des interrupteurs et de prises
sont prévus dans le mur.
Matrice de priorisation : outil qualité de comparaison
qualitatif entre des propositions diverses en matière de causes,
solutions. Ex. Dans une matrice de priorisation d’analyse de risque,
les deux axes de propositions sont souvent la «
probabilité » et la « gravité »
liée à une risque.
NC : Non-conformité
RNC : Rapport de Non-conformité
PRI : Prix de Revient Industriel
PVA : Prévisions de Ventes Annuelles
PVS : Production valorisée au standard
Saillie : L’appareil pour l’installation à la surface du mur. Le
mécanisme et la partie de commande dépassent le mur.
C’est souvent le cas pour les immeubles rénovés où
il n’y a pas possibilité d’encastrer les circuits
électriques dans le mur.
Suivi qualité : effectuer des prélèvement par un
autre service que fabrication pour vérifier que l’ensemble des
précautions prises lors de la fabrication a eu l’impact
escompté quant à la conformité des produits.
retour
sommaire
Contrôle
qualité par échantillonnage
Échantillonnage, Association
française de normalisation,
Edition AFNOR, 2005
Méthodes statistiques
Contrôle par échantillonnage,
Chéroute Georges,
Edition AFNOR, 2002
Bien utiliser les normes statistiques
Contrôle de la qualité, Jaupi Luan,
Edition Dunod :
L'Usine Nouvelle, 2002
MSP, analyse des performances,
contrôle de réception
Programmation Excel VBA
Macros et programmation en VBA, Editions ENI, 2007
Programmer en VBA et concevoir les
interfaces conviviales
Comment ça marche,
www.commentcamarche.net, consulté le 9
avril 2009
Programmer en fonction Excel et en VBA
Excel Downloads, www.excel-downloads.com,
consulté le 9 avril
2009
Site indépendant des
passionnés d’Excel
Les trucs et astuces informatiques de Michel,
http://bvrve.club.fr/Astuces_Michel/accueil.htm, consulté le 9
avril 2009
Présenter une série de
mesure en diagramme de boite
Normes
NF X 06-021 Principe du contrôle statistique
de lot
ISO 2859 Règle d’échantillon pour le
contrôle par attributs
ISO 9001 Systèmes de management de la
qualité - Exigences
ISO 10012 Systèmes de management de la mesure
- Exigences pour les processus et les équipements de mesure
FD X07-007 Métrologie - Guide d'application
de la norme NF EN ISO 10012 - Conception, développement,
maîtrise et amélioration des processus de mesure ou d'essai
Autres
Portail de Legrand,
http://www.fr.dialeg.com/portail/, consulté
le 16/02/2009
Annexe 1 - Informations
conventionnelles du stage
Annexe 2 - Objectifs pédagogiques du stage
Annexe 3 - Implantation mondiale de Legrand
Annexe 4 – Organisation, Gammes et Clients
Annexe 5 – Les produits et l’organisation de la
division ASR
Annexe 6 – Exemple d’exigence qualité et de
fiche de vérification
Annexe 7 – Flux de travail – Emission de rapport de
non conformité
Annexe 8 – Exemple : Fiche Contrôle
Réception et Carte d’Identité
Annexe 9 – Exigence Afnor sur le plan
d’échantillonnage et sur le statistique
Annexe 10 – Le plan d’échantillonnage
utilisé au contrôle réception
Annexe 11 – La gestion AQArt au contrôle
réception
Annexe 12 – Le plan de surveillance qualité
au contrôle réception
Annexe 13 – Le processus de la rédaction de
la spécification qualité mise en place dans la division
EDIA
Annexe
1 - Informations
conventionnelles du stage
Renseignements relatifs à
l’établissement d’accueil
Etablissement : LEGRAND FRANCE
Adresse : 128 avenue du Maréchal de Lattre de Tassigny - 87045
LIMOGES
Tel 05 55 06 87 87 N° SIRET : 758 501 001 0013 - Code APE/NAF
: 312 A - Site web www.legrand.fr
Représenté par : Joël RAGUENEZ
Fonction : Campus Manager
Tél. : 05 55 06 79 31 Fax : 05 55 06 74 68 Email :
joel.raguenez@legrand.fr
Maître de stage : Jean-Luc BOURDEIX
Service : Service Qualité
Fonction : Responsable Qualité Achats
Tél. : 05 55 06 74 04 Email : jean-luc.bourdeix@legrand.fr
Stage proposé à : Yue WANG
Fonction : Stagiaire Qualité Achat – Etudiante Master
Qualité à l’Université de Technologie de
Compiègne
Adresse : 16 Rue de la cité, Appt. 12, 87000 Limoges
Tél. : 06 09 60 77 36 Email : wangyue905@gmail.com
Annexe
2 - Objectifs pédagogiques du stage
Développer
des aptitudes
• À une vision élargie et à une communication
pluridisciplinaire et interculturelle,
• À la veille bibliographique, réglementaire, normative
et technologique à sérier les problèmes,
• identifier les priorités, réagir aux urgences et
travailler en équipe, tout en utilisant éventuellement
une langue étrangère,
• À l'écoute, à la compréhension
pluridisciplinaire et à la synthèse.
Valider des compétences
• En identification, modélisation et évaluation des
organisations,
• En audit qualité, évaluation et pilotage des programmes
et processus, dans l’exploitation des systèmes d'information et
dans la communication écrite et orale, utilisant toutes les
ressources des nouvelles technologies,
Pour les étudiants, les
tâches consistent à
• connaître l'environnement professionnel, ses principales
caractéristiques et ses originalités.
• identifier les activités à réaliser d'un commun
accord avec l'ingénieur-suiveur.
• planifier un plan d'action et le faire valider par
l'ingénieur-suiveur.
• réaliser les tâches planifiées, en mesurer le
succès et en tirer, si possible, les enseignements.
• respecter les règles d'éthique et les conditions de
confidentialité du contexte professionnel.
• rédiger le rapport écrit et le faire valider par
l'ingénieur-suiveur.
• réaliser la version web du rapport écrit et l'adresser
à l'UTC.
• préparer la soutenance orale et la répéter
plusieurs fois (il est conseillé de réaliser 6 à 7
répétitions et obligatoirement une devant
l’ingénieur-suiveur si celui-ci ne pense pas pouvoir venir
à l’UTC pour la soutenance).
Annexe
3 - Implantation mondiale de Legrand
Le marché a
été particulièrement fragmenté et
relativement protégé, L’entreprise a connu une
période d’acquisition intensive (environ 120 entreprises en 50
ans) à partir des années 1950. Et puis à partir de
1970 : Extension mondiale par acquisition des leaders de marché
étranger (ex. Bticino en Italie).
L’implantation dans un nouveau
pays passe prioritairement par le rachat d’une entreprise local leader
sur un des marchés visés, offrant ainsi un point
d’entrée aux autres gammes de produits. Puis le remplacement
progressif de cette marque par les marques de Legrand ou le maintien de
cette marque (ex : en Italie, on retrouve la marque Bticino).
Les figures sont issues du
Portail de Legrand, http://www.fr.dialeg.com/portail/, consulté
le 16/02/2009.
Annexe
4 – Organisation, Gammes et Clients
Face aux nouveaux challenges, le
groupe Legrand s’est organisé autour de directions
opérationnelles et de 4 divisions, chacune dédiée
à un gammes de produits suivant le secteur :
• Appareillage et Systèmes Résidentiels
(ASR)
• Produits de Cheminement de Câble (DPCC)
• Distribution d’Energie et Applications
Industrielles (EDIA)
• Gestion du Bâtiment (GB)
Les figures sont issues du
Portail de Legrand, http://www.fr.dialeg.com/portail/, consulté
le 16/02/2009.
Annexe
5 – Les produits et l’organisation de la division ASR
retour
sommaire d'annexe
Annexe
6 – Exemple d’exigence qualité et de fiche de vérification
Annexe
7 – Flux de travail – Emission de rapport de non conformité
(1) Lorsqu’une non-conformité (NC) est
détectée pendant la production, l’opérateur
remplit un rapport provisoire et l’envoie au contrôle
réception. Sinon c’est le contrôle réception qui le
remplit le rapport de non-conformité (RNC) directement. Dans les
deux cas, le RNC est envoyé aux AQA, au fournisseur et au
gestionnaire.
(2) Traitement
NC produit: Deux cas de figure. Mise en production avec une
dérogation (lot accepté tel quel, lot accepté avec
retouche interne ou lot accepté avec tri interne) ou retour
fournisseur (le fournisseur vient chercher la marchandise ou la
destruction de marchandise sur demande du fournisseur)
Annexe
8 – Exemple : Fiche Contrôle Réception et Carte
d’Identité
Annexe
9 – Exigence Afnor sur le plan d’échantillonnage et sur le
statistique
Annexe
10 – Le plan d’échantillonnage utilisé au contrôle
réception
Un plan d'échantillonnage
consiste à définir une règle de décision
aboutissant au rejet ou à l'acceptation du lot, Il est
dimensionné par plusieurs paramètres :
• Type du contrôle (attribut ou mesurage)
• Procédure de prélèvement
(plan simple, double, multiple, progressif)
• Taille d'échantillon
• Relation entre résultats et
décisions
Les éléments
intervenant dans le choix du plan sont :
• Taille de lot
• Nature des critères du contrôle
(qualitatif ou quantitatif)
• Niveau de qualité acceptable (NQA)
• Coût du contrôle
Taille de lot
Un lot est un ensemble
d’individus produits ou fabriqués dans des conditions uniformes.
D’une façon plus précise, un lot est
considéré comme « homogène ». Un lot
est caractérisé par un numéro de lot. La taille du
lot est caractérisée par le nombre de pièces
comportées dans un lot.
Dans la division d’appareillage
chez Legrand, la taille de lot réceptionné varie d’une
dizaine de pièces jusqu’à 1 million de pièces. 25%
de références sont reçues 1 fois/an, 50% moins de
4 fois/an, 80% moins de 9 fois/an. (Rapport de stage, 2008)
Echantillon « au hasard »
Le contrôle statistique
s’effectue à partir d’échantillon prélevé
dans le lot. Il importe que lors du prélèvement, aucune
préférence ne soit accordée aux différents
individus du lot.
La condition
générale n’est pas réalisable, puisque la gestion
de palette est gérée par le service logistique et que le
prélèvement présente un charge de travail
considérable. Actuellement tous les échantillons sont
prélevés dans un seul contenant sélectionné
aléatoirement qui se situe dans la dernière palette du
lot.
Caractère qualitatif
Les individus sont directement
classés en « conformes » ou « non conformes
». Par exemple l’aspect d’un produit, le résultat d’un
contrôle par calibre.
Caractère quantitatif
Les individus sont classés
en « conformes » ou « non conformes » suivant
le résultat de la mesure. Par exemple, une cote dimensionnelle
contrôlé par un pied à coulisse.
Ces deux types de contrôles
s’effectuent sur la quasi-totalité des 4 500
références de la division d’appareillage chez Legrand.
Pour un exemple de vis, il peut y avoir 2 critères qualitatifs
(aspect) et 4 critères quantitatifs (dimensionnelles).
NQA : niveau de qualité
acceptable (%).
Le niveau de qualité est
défini par le pourcentage (noté p%) de
non-conformité à des spécifications. Avec un
niveau de qualité p% au plus égal au NQA, la
probabilité d’acceptation est autour de 95%. Ce pourcentage est
variable en fonction de NQA, selon les plans proposés par la
norme.
Dans notre division, le NQA est
défini par le service développement d’une façon
contractuel avec le fournisseur. Lors qu’il ne s’agit pas un
critère à contrôle unitaire (dont le NQA s’agit de
0,1%), il s’élève en général à 0,65%.
En
tenant compte de ces précédents paramètres, le
service a défini un plan d’échantillonnage en faisant
référence au « Military Standard », un
référentiel qui a été décliné
en 1940 par l'ASA (American Standards Association) afin de cadrer la
production américaine dans le cadre de l'effort de guerre :
Type de contrôle : Contrôle
par attribut ou par mesure
A la suite du contrôle d'un
ou de plusieurs caractères qualitatifs ou quantitatifs, les
individus sont classés "conformes" ou "non conformes".
Type de plan : Plan simple
Le contrôle s’effectue en
une série. On contrôle en une seule fois tous les
échantillons prélevés. Selon le nombre de
pièce non-conforme, le lot sera jugé conforme ou non.
Taille 'échantillon :
10/20/40
La taille d’échantillon
pour tous contrôle quelque soit la taille de lot est de 20
pièces pour un contrôle normal ; 40 pièces pour un
contrôle renforcé et 10 pièce pour un
contrôle allégé.
Relation entre résultats et
décision : 1/0
La détection
d’écart entre le résultat de mesure et les limites
définies par l’exigence qualité d’un seul critère
sur un seul échantillon décline la déclaration de
la non-conformité de lot. Un lot conforme est un lot dont les
échantillons sont tous conformes sur tous les critères.
Annexe
11 – La gestion AQArt au contrôle réception
La capacité du secteur
qualité achat n’est pas en mesure d’effectuer un contrôle
réception sur toutes livraisons (22 000 livraisons en 2008).
Selon les ressources, un système de gestion AQArt (assurance
qualité article) a été mis en place. Il vise
à diminuer le nombre de contrôle effectué sur les
références de confiance.
Les articles sous ce statut sont
des articles dont les n dernières réceptions n’ont pas
fait l’objet de rapport de non-conformité. On considère
alors que l’on peut faire confiance au fournisseur pour ce produit et
que l’on peu arrêter d’effectuer un contrôle
systématique au contrôle réception. Ces
dernières années, la valeur de n est à 5. Il
s’agit d’une gestion interne, quelque soit le statut d’une
référence, son fournisseur ne sera pas informé.
Ce sont les agents du
contrôle réception qui signalent qu'un produit est
susceptible de passer en statut AQArt et c'est aux AQA de prendre la
décision finale en fonction des paramètres suivants :
• Cotation qualité mensuelle du
fournisseur (Indicateur existant quantitatif)
• Gravité de non conformité (4
niveaux)
• Fréquence de non-conformité dans
le passé (historique SAP)
• Qualité de réponse fournisseur
(selon expériences)
La suppression du statut «
AQArt » s’effectue systématiquement suite à un
incident qualité en production ou lors de la détection de
non-conformité par la surveillance qualité.
En 2008, 2 800
références parmi 4 500 possèdent le statut «
AQArt ». Ceci aurait présenté un coût
équivalent de 4 agents qualité pour contrôler les
16 000 livraisons associés à ces références
AQArt.
Parmi ces 16 000 livraisons non
contrôlées (AQArt), 110 ont été
jugées non-conformes par la production, donc un taux de
non-conformité de 0,7%. En revanche, sur les 6 000 livraisons
contrôlés, 170 ont été jugées
non-conformes, donc un taux de non-conformité de 2,8%.
C’est à dire que s’il n’y
avait pas de gestion AQArt, et qu’on sélectionnait les
livraisons au hasard au contrôle réception tout en
conservant notre capacité d’aujourd’hui (6 000 contrôles
par an avec un taux de détection de 60%), on aurait seulement
détecté 45 non-conformités (au lieu de 100 avec la
gestion AQArt) et en laisser passer 235 en production (au lieu de 180
avec la gestion AQArt).
En fait, cette gestion ne
permet pas d’améliorer le taux de détection. Mais il est
très important de la conserver afin de garantir
l’efficacité du contrôle réception avec nos
capacités d’aujourd’hui.
Annexe
12 – Le plan de surveillance qualité au contrôle
réception
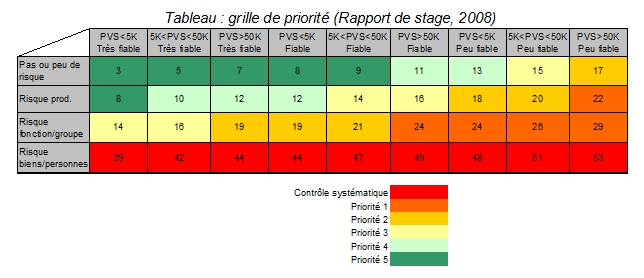
En 2008, un stagiaire a mis en
place une méthode afin d’améliorer l’efficacité de
la gestion AQArt. L’idée est d’attribuer une «
fréquence de surveillance » à chaque
référence AQArt d’une façon automatique à
l’aide d’une « grille de priorité » établie
avec les AQA en fonction de 3 paramètres :
Risque Article
Niveau 1 : Bien/Perso (sécurité consommateurs/ rappel de
marché)
Niveau 2 : Fonction/Groupe (incident qualité dans les filiales
clients)
Niveau 3 : Production (retard de production)
Niveau 4 : Défaut tolérable
Fiabilité fournisseur
Niveau 1 : Peu fiable
Niveau 2 : Fiable
Niveau 3 : Très fiable
PVS (Prévision de vente
du site)
Niveau 1 : PVS > 50 000 € : Fort impact financier
Niveau 2 : 5 000 € < PVS < 50 000 € : Impact financier non
négligeable
Niveau 3 : PVS < 5 000 € : Faible impact financier
Selon l’importance de la combinaison, elles sont
répertoriées dans 5 catégories de fréquence
(cf. tableau de priorité)
Priorité 1 : 1 contrôle/ 3 mois
Priorité 2 : 1 contrôle/ 6 mois
Priorité 3 : 1 contrôle/ 1 an
Priorité 4 : 1 contrôle/ 2 ans
Priorité 2 : 1 contrôle/ 3 ans
Les deux premiers
paramètres étant constants, il suffit, au début de
chaque année, d’importer les « PVS » fournies par
l’approvisionnement. Les fonctions proposées par le document
Excel calcule automatiquement les références à
surveiller pour chaque mois.
Annexe
13 – Le processus de la rédaction de la spécification
qualité mise en place dans la division EDIA