Diliambet RISQUEZ

Imen KHEMIR


Tingting ZHU
Réalisé et rédigé par Diliambet RISQUEZ, Imen KHEMIR, Emilie BAILBLED et Tingting ZHU
Projet d'Intégration MASTER Management de la Qualité (MQ), UTC, 2009-2010, URL : https://www.utc.fr/mastermq ; Université de Technologie de Compiègne
RESUME
Mots clés :
Département
Manufacturing
de L’Oréal, système de Management de la Qualité,
cartographie des processus, participation
du personnel, outils du Management de la Qualité.
ABSTRACT
Following
the
restructure
of
the
Manufacturing
department
in
L'Oreal,
five
services
previously
attached
to
other
units
were
merged.
The
'Synergy'
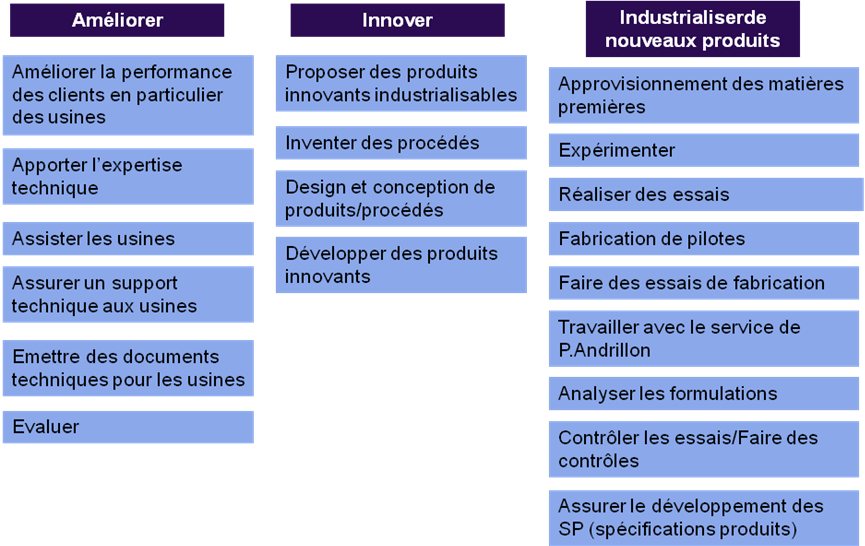
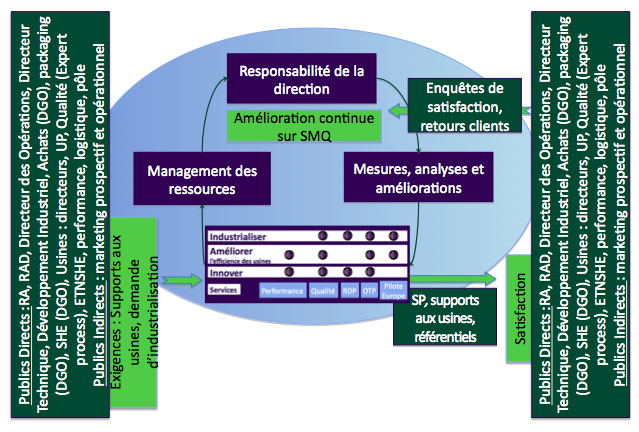
project initiates the Quality Management system
(QMS) in
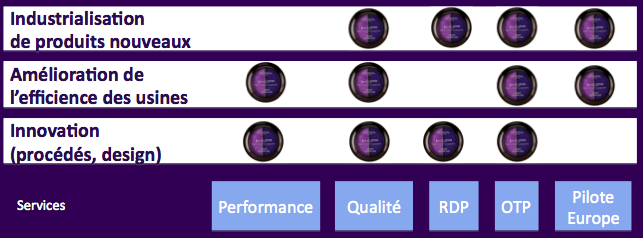
this department. It seeks to have a regrouping of services by providing
processes cartography which is adapted to the department activities and
shared
by the stuff. This cartography was constructed by using a methodology
based on
employees’ participation and Quality Management tools.
Key words :
L’Oréal Manufacturing
Department, Quality Management
System, processes cartography, employees’ participation, Quality
Management
tools