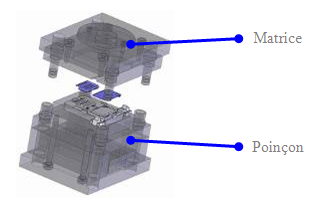
Figure 04 : moule pour pices
plastique [11]
d)
Vocabulaire
mesure
MDC :
Moyen de contrôle
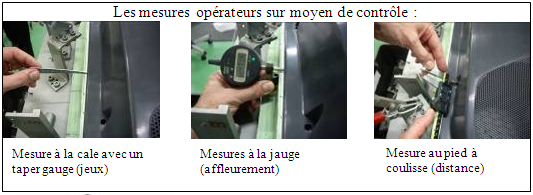
Figure 05 : photos de mesures
manuelles [10]
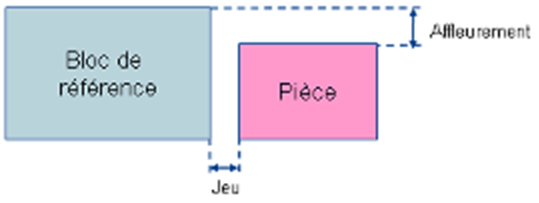
Le
jeu :
Distance séparant deux surfaces
L’affleurement : Distance
d’alignement
entre
deux
surfaces
Figure 06 : schéma
jeu/Affleurement [10]
IT :
Intervalle de tolérancement
CC :
Critical Characteristic
: point à surveiller en contrôle série
(soumis à capabilité)
SC :
Significant Characteristic : point à surveiller en
contrôle série
CAP :
Coeficient Aptitude du Process = CP mesure statistique de la
dispersion
CPK :
Mesure statistique du décentrage
2.
Vocabulaire
projet
FORD
a)
Les
phases
d’un
projet
FORD
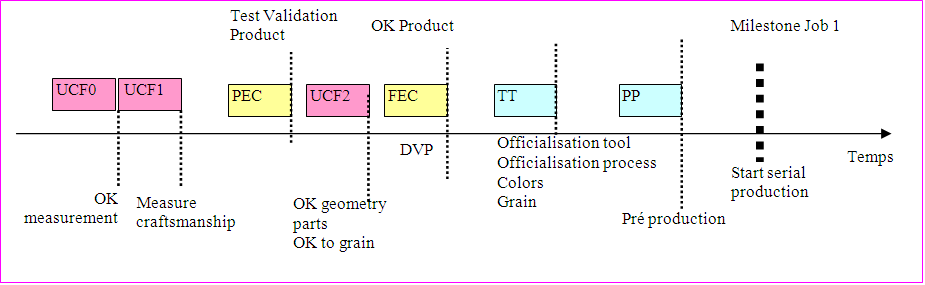
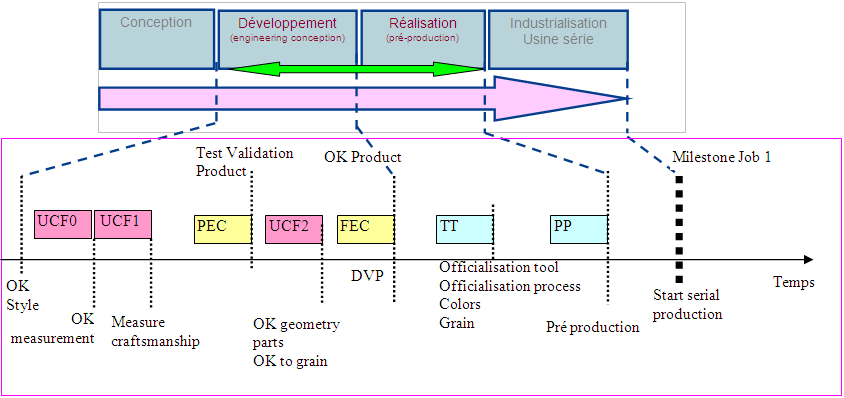
Figure 07 : Synthèse
des jalons du planing FORD [10]
Légende:
UCF:
Universal Coordination Fixture
(geometry)
PEC:
Preliminary Engineering Completion
(engineering)
FEC:
Finale Engineering Completion
(engineering)
DVP:
Design
Validation Plan
(engineering)
TT:
Tool Trial
(manufacturing)
PP:
Pilote Production
(manufacturing)
Traduction :
Milestone = Jalon; Parts =
pièces ; Grain = grainage du moule.
b)
Le
vocabulaire géométrique FORD
Chaque
constructeur
automobile
a
son
vocabulaire de documents
géométrique. FORD utilise le GD&T, le craftsmanship
et le CRT.
Ces
dénominations sont expliquées ci-dessous :
(1)
GD&T
Le
« GD&T »
est
une
cotation
3D de
référence client sur le tolérancement des
pièces.
Il
y
a
un
« GD&T »
pour chaque livrable. Cette cotation
3D permet de créer la gamme de contrôle.
(2)
Craftsmanship
Le
document
« craftsmanship »
est
un
document de
référence client FORD sur le tolérancement des
interfaces de pièces sur le
véhicule.
Ce
document
indique
où
sont
les jeux et les affleurements à respecter.
(3)
CRT
Le
document
CRT
est
le
document de référence pièce (livrable) qui sera
utilisée durant la série.
La
validation
des
CRT
est
l’une de condition pour l’obtention des échantillons initiaux.
II. FAURECIA entreprise d’accueil
pour le stage
A.
L’historique
Le groupe naît de la fusion d'ECIA (filiale de PSA Peugeot
Citroën), et du producteur de sièges automobiles
Bertrand Faure. En 2001,
FAURECIA
achète l'équipementier automobile Sommer-Allibert
[1]. Aujourd’hui, FAURECIA est un équipementier automobile
d’ordre
mondial.
B.
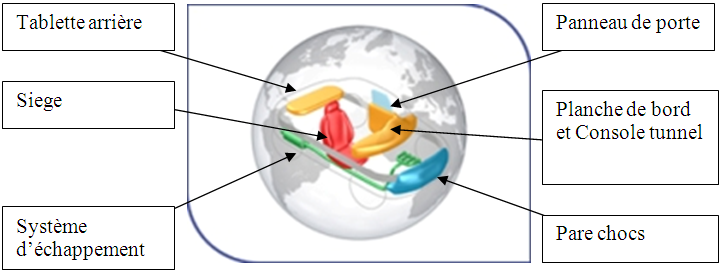
Les
produits
de
l’équipementier
Figure 08 : Les produits FAURECIA [2]
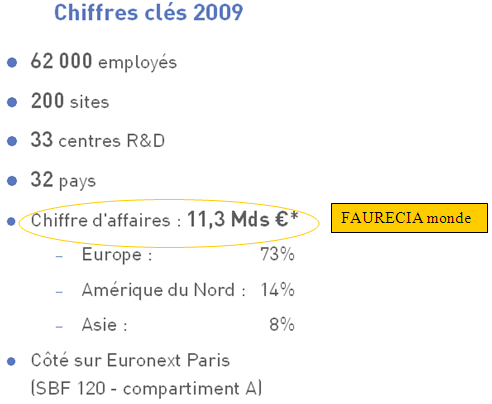
C.
Les
chiffres
clés
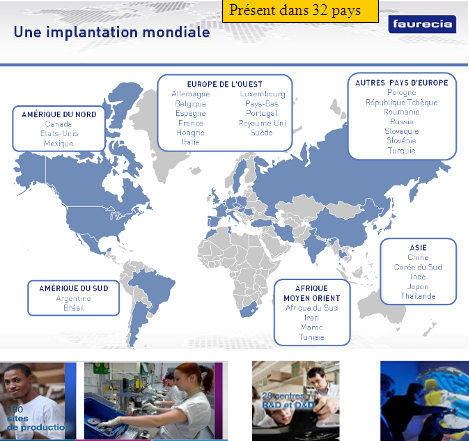
D.
Les
sites
de
production
Figure 10 : Les sites
FAURECIA
dans le monde[5]
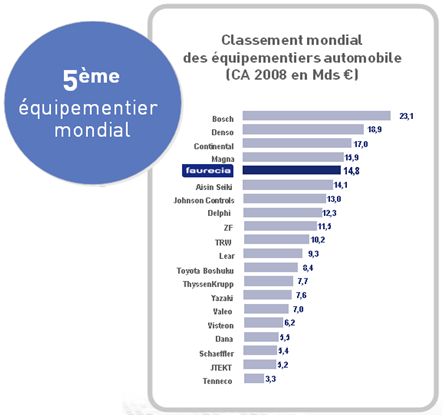
E.
Le
classement mondial des équipementiers automobile
Figure
11
:
Classement équipementiers
automobile
[5]
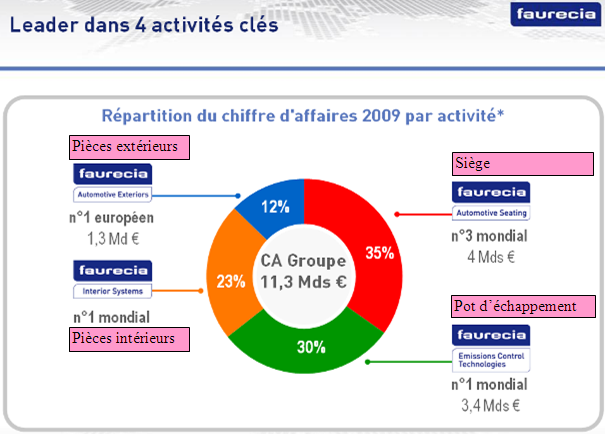
F.
Les
chiffres
d’affaires
par
activité
Figure 12 : Les
chiffres d'affaires FAURECIA [5]
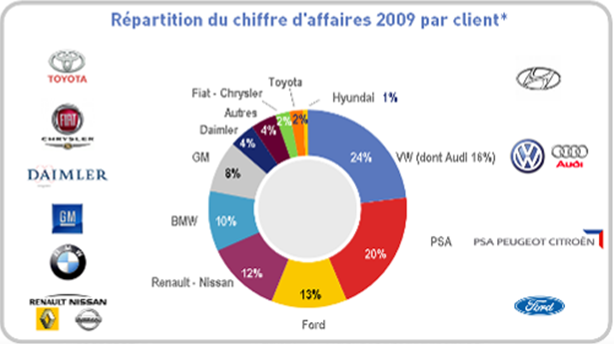
G.
Les
chiffres
d’affaires
par
client
H.
L’innovation
et
le
développement
Figure 14 : Axes
Innovations et développements FAURECIA [2]
I.
Les
références
Figure 15 :
les récompences FAURECIA
2008[2]
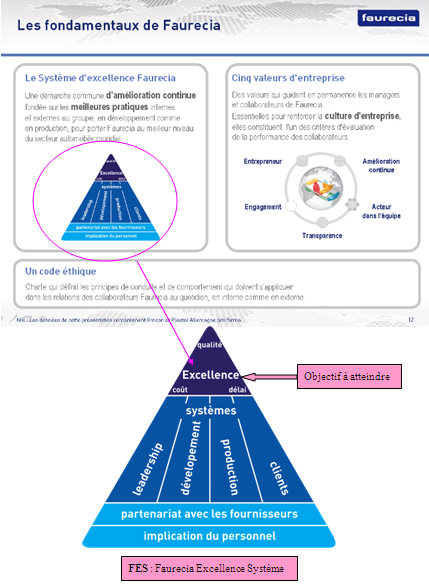
J.
Le
système d’excellence FAURECIA _ FES
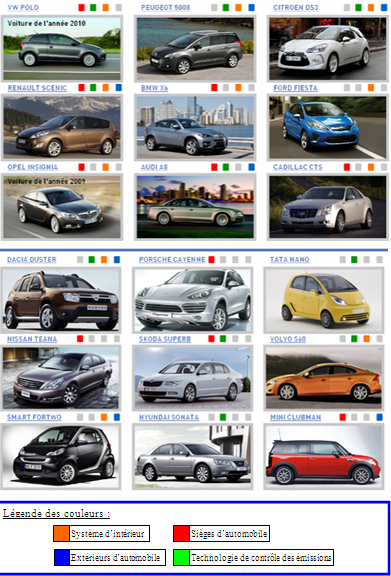
K.
Les
produits
FAURECIA
« on
board »
Figure 17 : les
produits Faurecia [5]
L.
La
présentation de FAURECIA Meru
1.
Localisation
Meru se situe en France dans l’Oise (60). FAURECIA Méru a un
centre de production et un centre de recherche &
développement.
2.
Centre
de
production
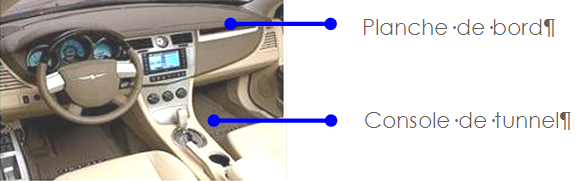
Ce centre de production fabrique des pièces plastiques
automobile telles que planche de bord assemblé, pièces
intérieur véhicule…
3.
Centre
R&D
Le centre de recherche & développement de Méru est
l’un des principaux centres R&D d’ISPG (Interior System Product
Groupe) avec
les
sites
de
Hagenbach
en
Allemagne et Auburn Hills aux Etats-Unis. A
Méru, 700 techniciens et ingénieurs travaillent pour et
autour
des
programmes
dans
les
services
suivants :
La
recherche et
le design
Le packaging
Les Pôles de
Compétences
Le calcul et les
simulations
Le Concept
Engineering sur les
conceptions avancées
Les programmes
RENAULT-NISSAN
Les programmes PSA
et TOYOTA
Les programmes
FORD et VOLVO
Les laboratoires
d’essais
La
métrologie
L’atelier de
prototypage
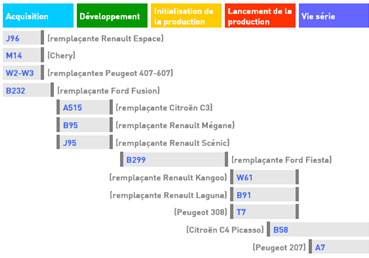
Dans
le
centre
R&D,
on
développe des projets tel que :
Figure 18 : les
projet Faurecia [2]
4.
Division
FORD
Dans le site R&D de Méru, il y a la division FORD. Cette
division est spécialisée pour répondre aux besoins
industriels de FORD.
III.
Projet automobile T6 Thaïlande
A.
Le contexte
Le
projet
nommé
T6,
est
un projet FORD (futur FORD ranger et MAZDA fighter) qui sera
industrialisé dans un premier temps en
Thaïlande chez AAT
(joint
venture FORD et MAZDA).
FAURECIA
n’ayant
pas
d’usine
en
Thaïlande, elle fait appel à l’entreprise SUMMIT pour la
réalisation des planches de bord et des
consoles.
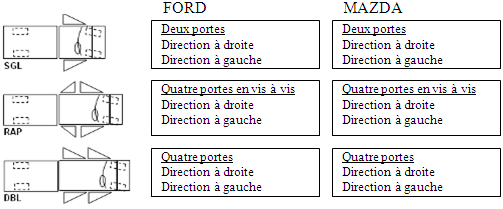
Les
finitions des véhicules concernées par ce projet sont les
suivantes :
Figure 19 : les
véhicules T6 FORD [10]
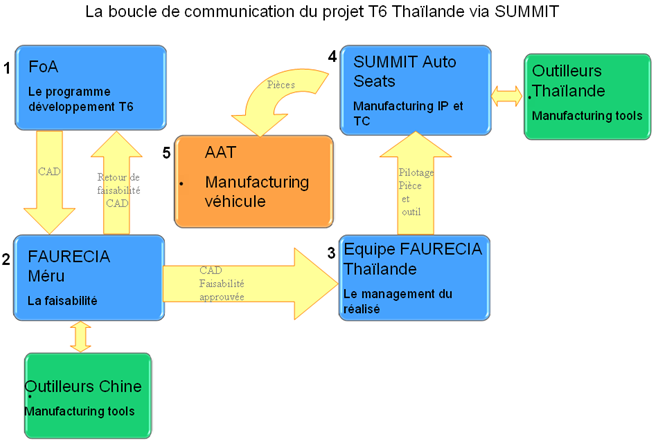
B.
Le
schéma directeur
Figure 20 : La
boucle de communication T6 FoA [10]
C.
Les
liaisons entre FORD / SUMMIT / FAURECIA
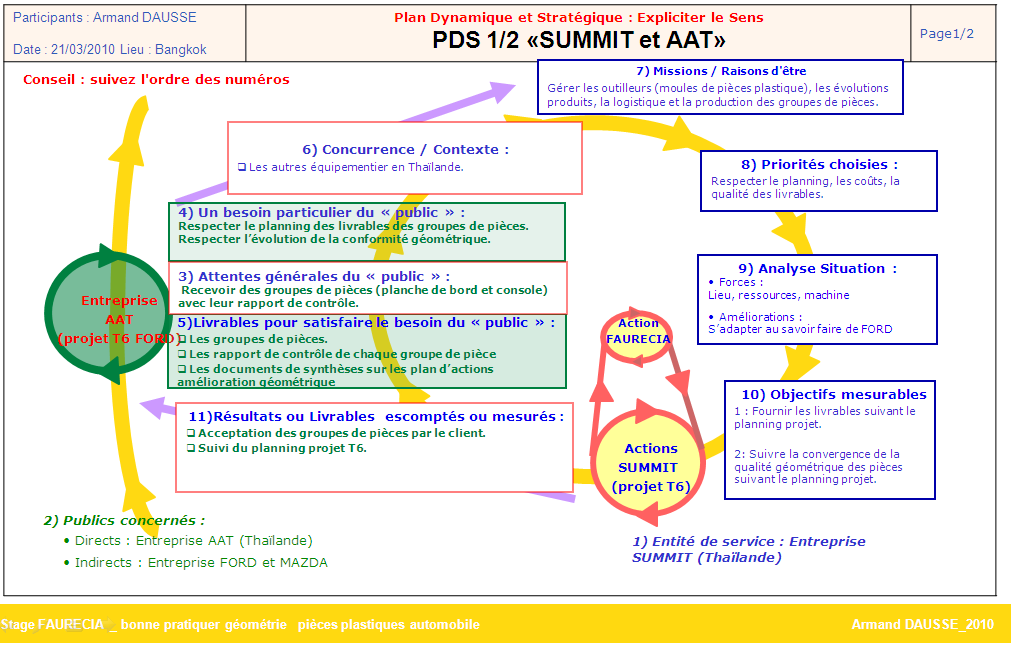
1.
PDS
« SUMMIT et AAT »
Figure 21 : PDS SUMMIT et
AAT [10]
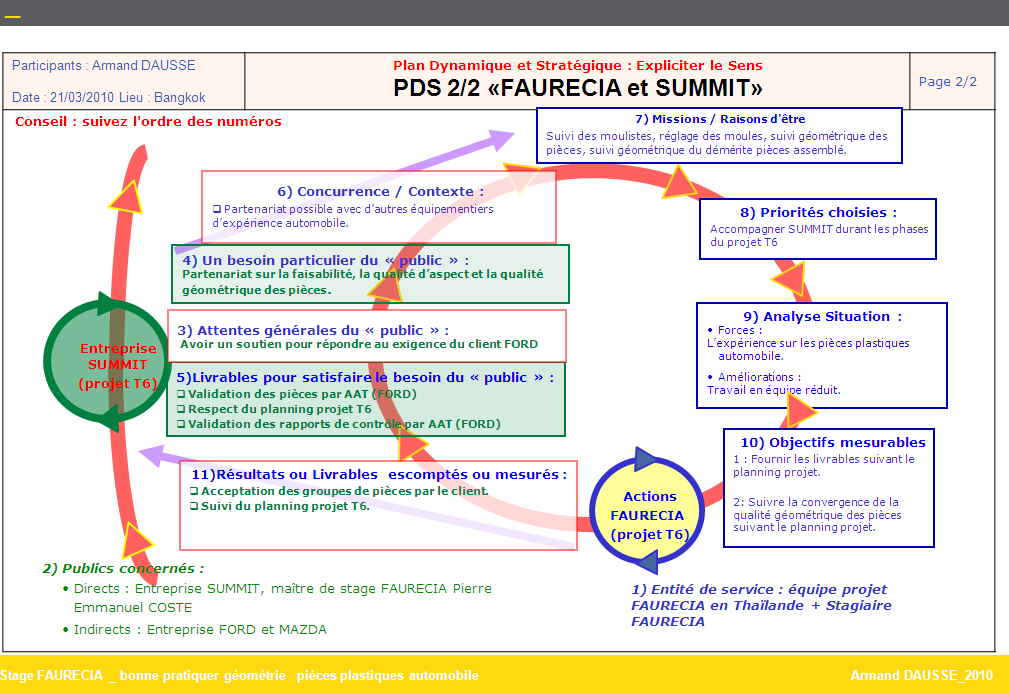
3.
PDS
« FAURECIA
et
SUMMIT »
IV. Zoom sur le projet T6
A.
Le
contrat IP et TC FORD
Pour
le
projet
T6
(Thaïlande),
SUMMIT a pour mission de livrer à FORD des
planches de bord assemblées et des consoles
assemblées.
SUMMIT
est
un
équipementier
Thaïlandais
de rang 1, et FAURECIA a un
rôle rd’accompagnateur projet.
B.
Les
acteurs du projet
Les
acteurs
de
se
projet
sont :FoA (FORD
Australie)
Développement
AAT (Auto
Alliance Thaïlande) Client, usine d’assemblage
FAURECIA
Méru
Faisabilité
FAURECIA
Thaïlande
Pilotage
SAS ( SUMMIT Auto
Seat)
Equipementier
C.
L’entreprise
FORD
Australia
Ford
Motor
company
est
un
fabriquant de voiture Américain.
Le
siège
est
basé
à
Dearborn (Détroit en Amérique),
ville natale du fondateur Henry Ford.
FORD
à
80
usines
dans
le monde avec 176.000 employés. Les marques automobiles de la
société comprennent Ford, Lincoln,
Mercury et Volvo.
FORD
Australia
(FoA)
est
nouveau
centre le centre recherche et développement.
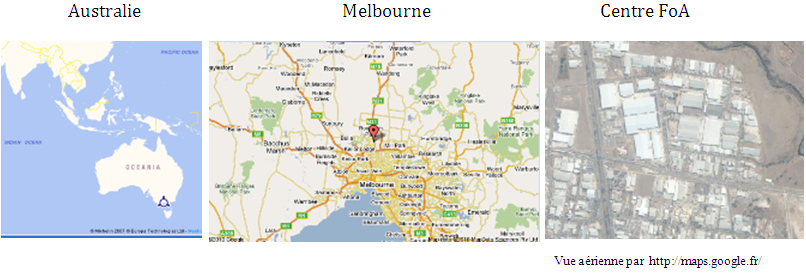
Concernant
le
projet
T6,
le
centre de développement est à Melbourne chez FORT
Australia.
Figure 23 :
localisation FoA
PS : le site internet de
FoA est http://www.ford.com.au/,
c’est un site commercial de FORD.
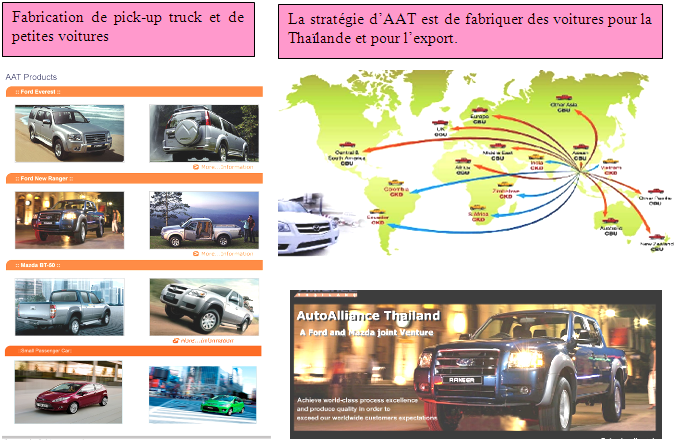
D.
L’entreprise
AAT
Thaïlandais
AAT
signifie
Auto
Alliance
Thaïlande.
C’est une joint venture entre FORD et Mazda.
AAT
a
été
inaugurée
en
1995. L’usine se trouve à Rayong (100 km au
sud de Bangkok).
Figure 24 : vue
aerienne AAT [9]
AAT a pour savoir faire
les
processus d'emboutissage, carrosserie, peinture, assemblage de moteur,
assemblage final, inspection de
la
qualité,
emballage
et
livraison.
E.
L’entreprise
SUMMIT
Thaïlande
Créer
en
1972,
SUMMIT
a
commencé par fabriquer des sièges de voitures et de motos.
La
branche
automobile
de
SUMMIT
se nomme SAS (SUMMIT Auto Site).
Au
fil
du
temps,
SAS s’est
développé en Thaïlande (10 sites), en Chine
(SASG ; SASW ; SSAW), en Inde (SASD) et au Vietnam SASH.
Aujourd’hui
cet
équipementier
automobile
fabrique
de nombreux
éléments tel que les siège,
l’ébénisterie (habillage intérieur
voiture), les
coiffes de pavillon,
les tapis, l’emboutissage de pièce de carrosserie, des sous
ensembles ferrés, système air bag et tout
récemment
des planches de
bord.
Figure 26 : les produits automobile de
SUMMIT [6]
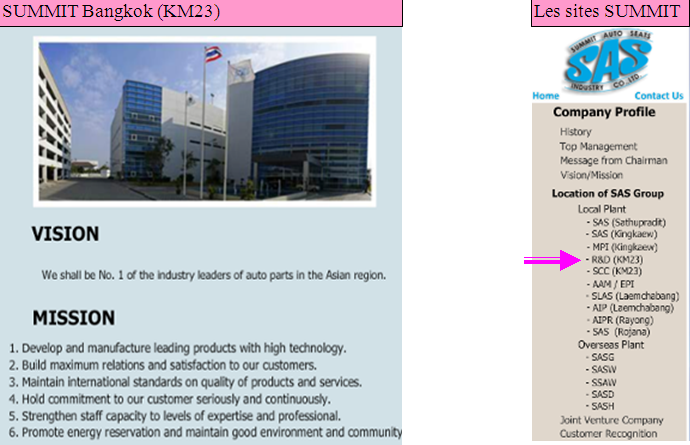
SUMMIT
et
le projet T6:
Concernant
le
projet
T6,
SUMMIT
a son centre de développement à Bangkok
«SAS_R&D (KM23) » et a son centre de production
à
Rayong
«SAS_AIPR »
proche
de
l’usine
client AAT.
Vision
et mission :
Figure 27 : les
sites SUMMIT [6]
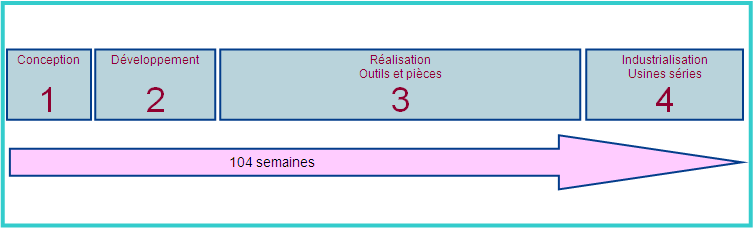
I.
Rappel sur les Projets automobile
A.
Les
grandes étapes
Sur une période de 2 ans, le projet se décompose en 4
étapes :
Figure 28 : les
étapes de projet automobile [10]
Au
cours
du
projet,
il y a des
phases géométriques à réaliser.
B.
La
synthèse des grandes étapes
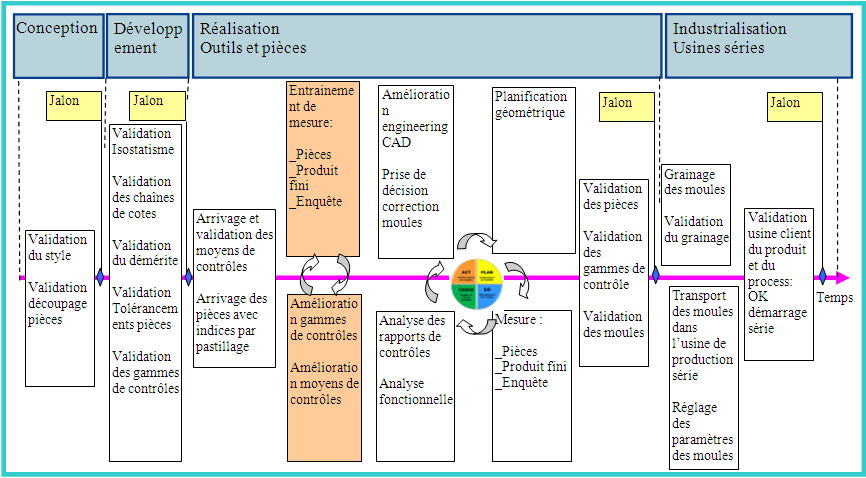
Figure 29 :
ZOOM géométrique sur les étapes de projet
automobile [10]
retour sommaire
C.
La
géométrie en phase projet
1.
Définition
La
géométrie
automobile
a
pout
but de maîtriser la qualité
géométrique des pièces ASS dans le véhicule.
L’état
de
l’art
géométrique
consiste
à cibler et quantifier les
non-conformités.
Les
phases
géométriques
comportent
des
mesures de
démérite sur le véhicule fini et des mesures de
pièces seules sur leur moyen
de contrôle. Les mesures
géométriques qui ne rentrent pas dans ce cadre sont des
mesures d’enquête qui sont réalisées
ponctuellement.
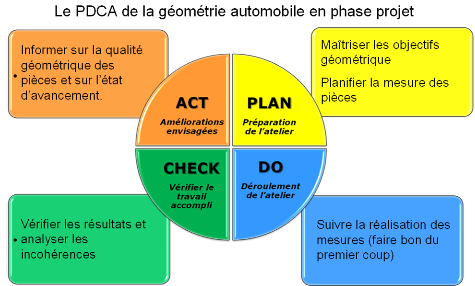
2.
PDCA de
la géométrie
Figure 30 :
PDCA géométrique [10]
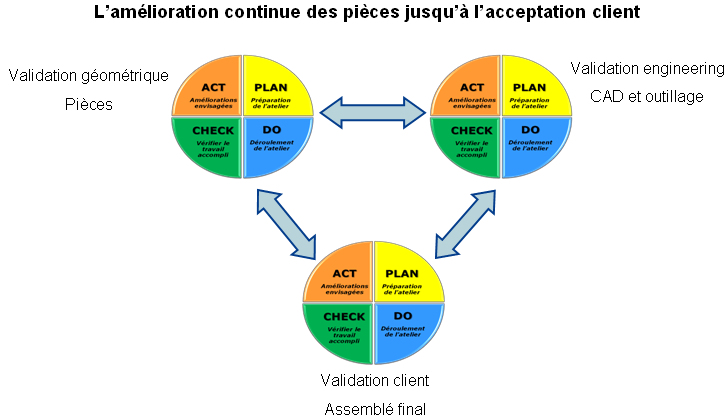
3.
La boucle
d’acceptation client
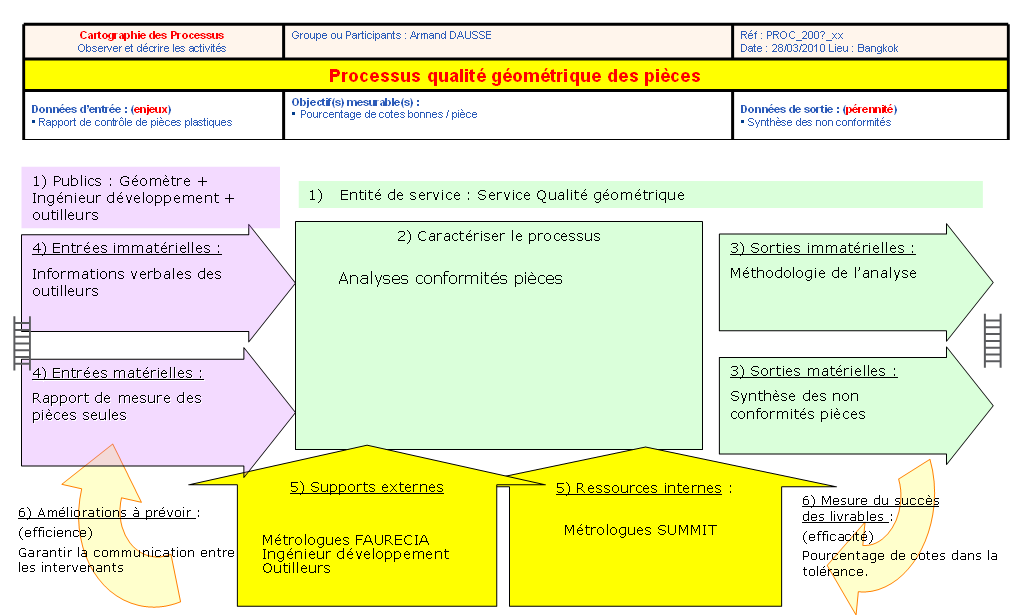
4.
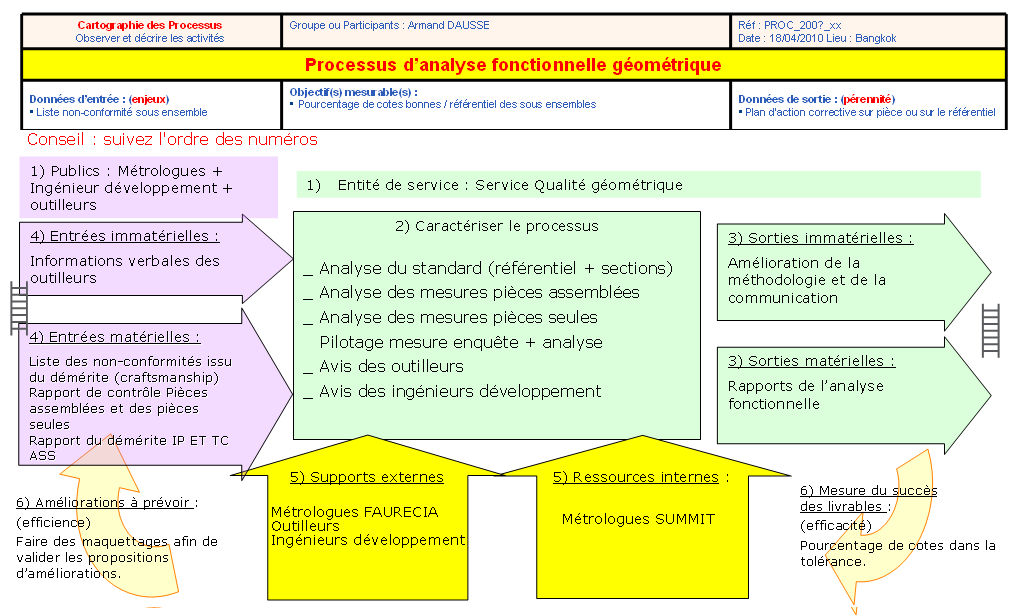
Processus
de la qualité des pièces
Figure 32 :
Processus analyse conformités pièces [10]
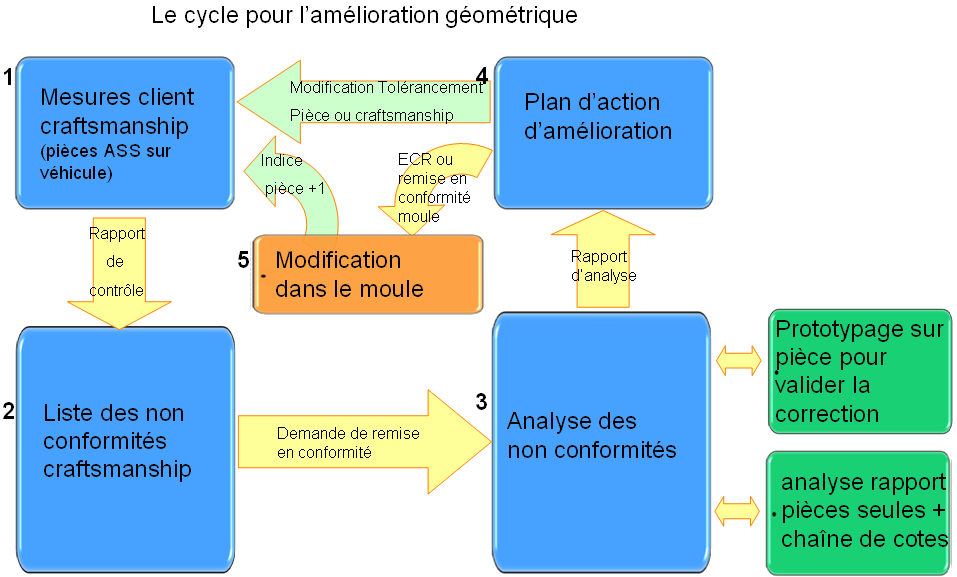
5.
Processus
d’amélioration géométrique
6.
Boucle
d’amélioration géométrique
Figure 34 :
boucle amélioration géométrique [10]
VI.
Stage
géométrique
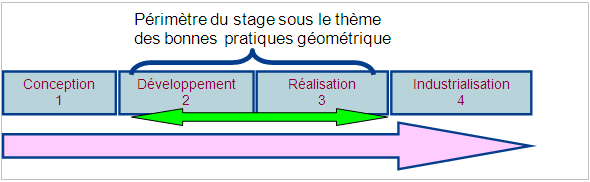
A.
Le
périmètre
1.
Localisation
Figure 35 :
périmètre du stage [10]
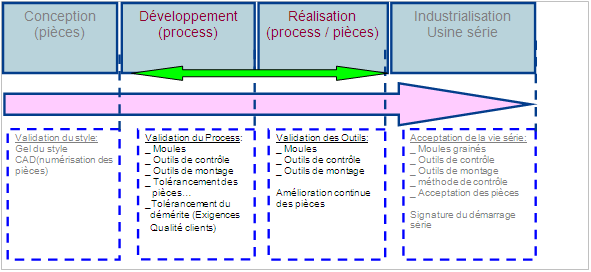
2.
Description
Figure 36 :
description des étapes [10]
3.
Concordance
avec
le
planning
FORD
B.
La
méthodologie
01_
Décrire
le
contexte
du
stage
02_
Décrire
les
étapes
d’un
projet automobile
03_
Décrire
les
phases
de
la géométrie
04_
Décrire
la
problématique
majeur
de la géométrique
05_
Donner
les
plans
d’actions
pour maîtriser cette problématique
06_
Donner
les
actions
préventives
et curatives de cette problématique
07_
Décrire
des
logigrammes
des
étapes géométrique
suivantes :
_Validation
gamme
vierge
FCIA
_Validation
gammes de contrôle IT FCIA
_Validation
moyens de contrôle FCIA
_Anticipation
des mesures craftsmanship par SUMMIT
_Traitements
des non-conformités des mesures craftsmanship par AAT (client)
_Traitement
des non-conformités des pièces issues du GD&T
_Traitement
des ECR _ modification bureau d’étude
08_
Décrire
les
bonnes
pratiques
de chaque étape géométrique
(ci-dessus)
09_
Etudier
le document autodiagnostic QP10 eq3_2010
« autodiagnostic_management_ qualite_ projet_ en _
reseau_v8 » (fait
suivant la norme FDX50 551 et
l’ISO 9004)
10_
Etudier
la
norme
ISO
10 006 (adaptation de la norme ISO9001 à un
projet industriel)
11_
Créer
l’outil
autodiagnostic
sur
les bonnes pratiques
géométrique
12_
Faire
un
test
pour
valider la pertinence de ce document.
C.
Les
livrables
Les
livrables
du
stage
sont :Le
rapport du stage
L’outil
Autodiagnostic
sur
les
bonnes
pratiques géométriques
Le
poster
du
stage
D.
Les
risques du stage
E.
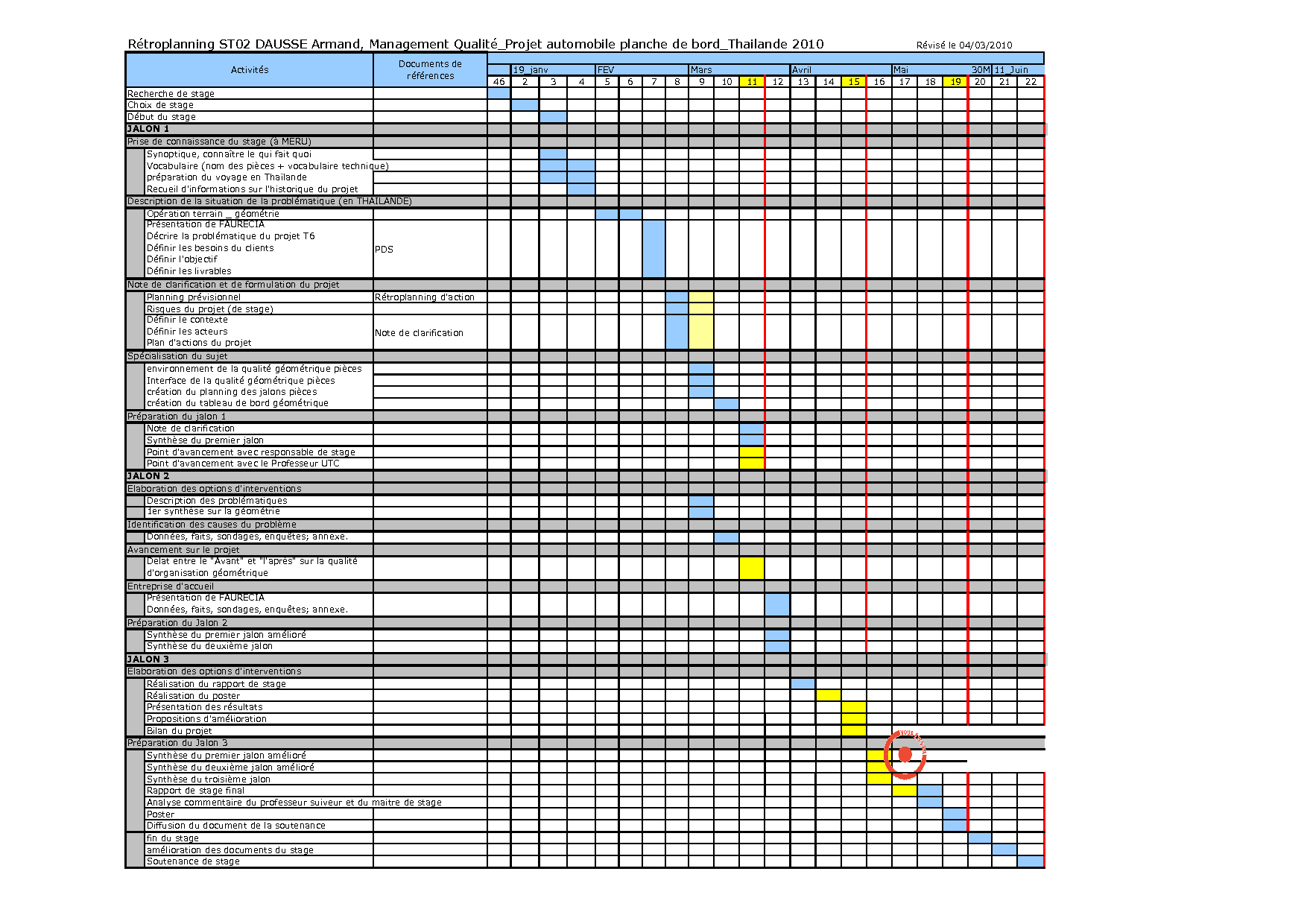
Le
rétroplanning
Ce
rétro
planning
a
servi
d’identifier les activités et les étapes du stage.
Figure 39 : retroplanning
du stage [10]
F.
La
maîtrise de la mesure géométrique
1.
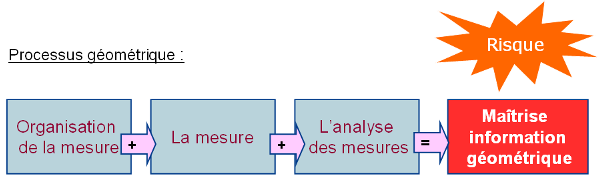
Problématique majeur de la mesure géométrique
Figure 40 : problematique
du stage [10]
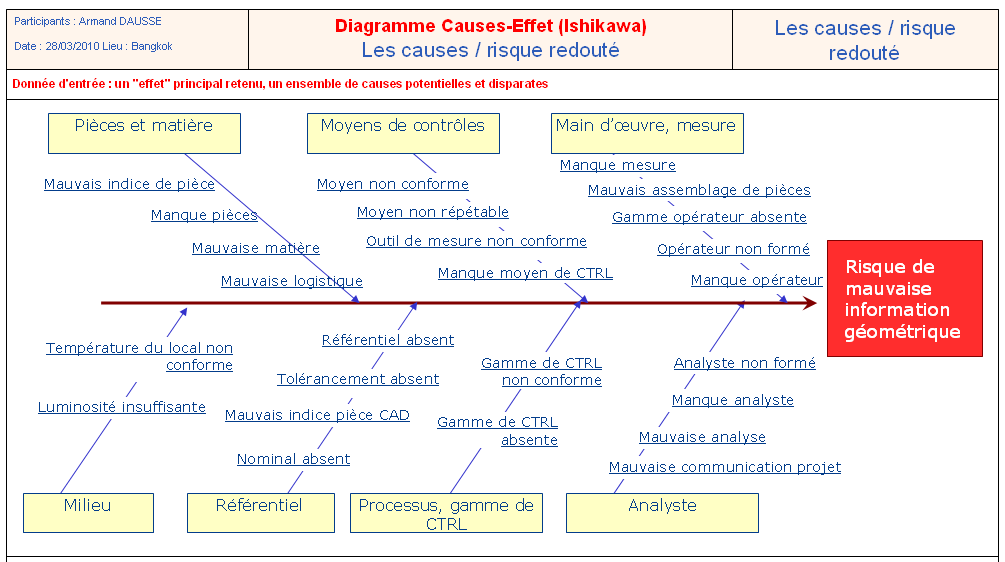
2. Diagramme Ishikawa
Figure 41 : ishikawa de
la problématique [10]
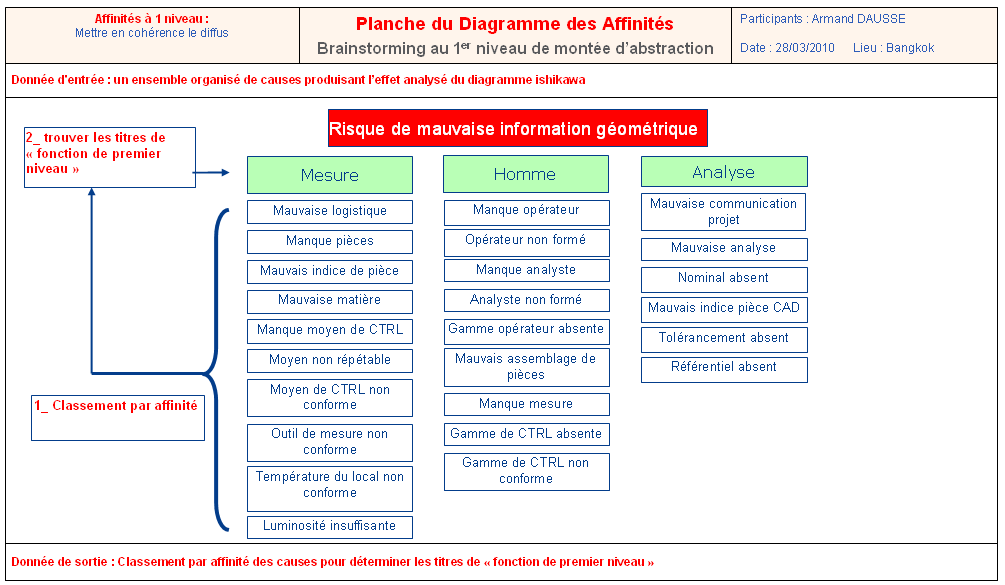
3. Diagramme
d’affinité
Figure 42 : diagramme des
affinités [10]
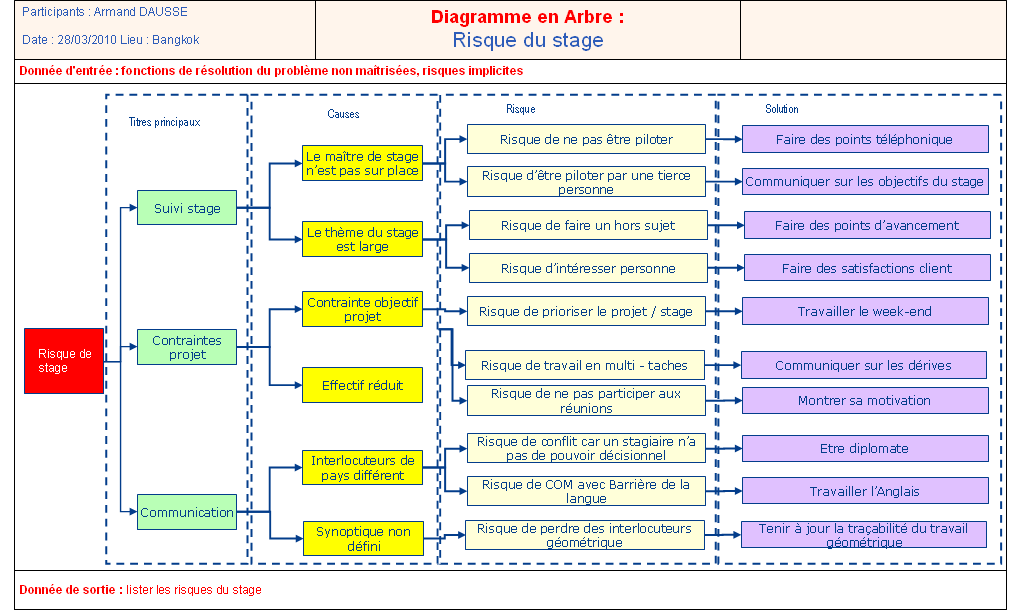
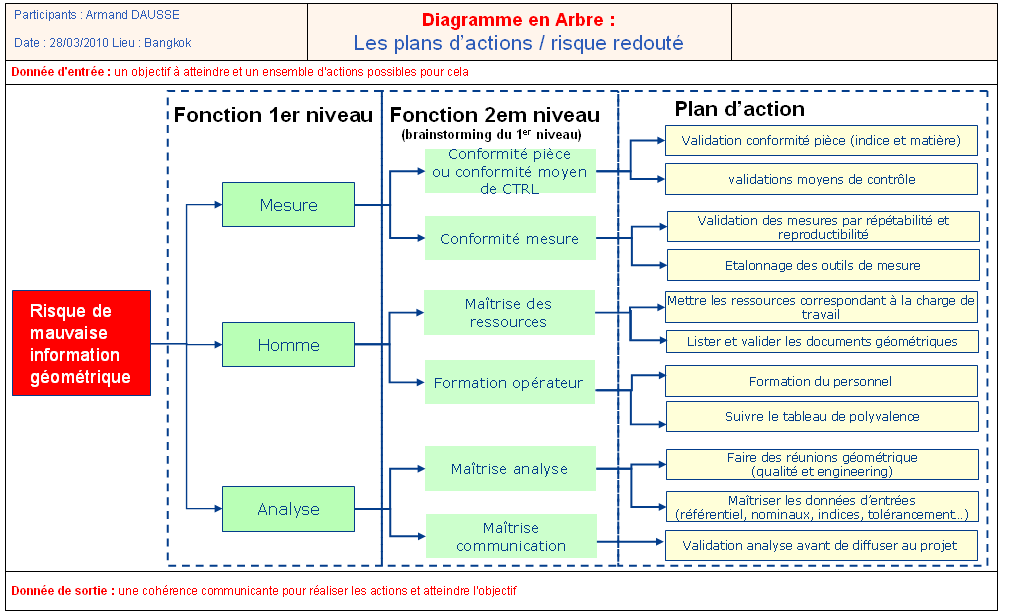
4. Diagramme en arbre _ les plans
d’actions / risque redouté
Figure 43 : diagramme en
arbre [10]
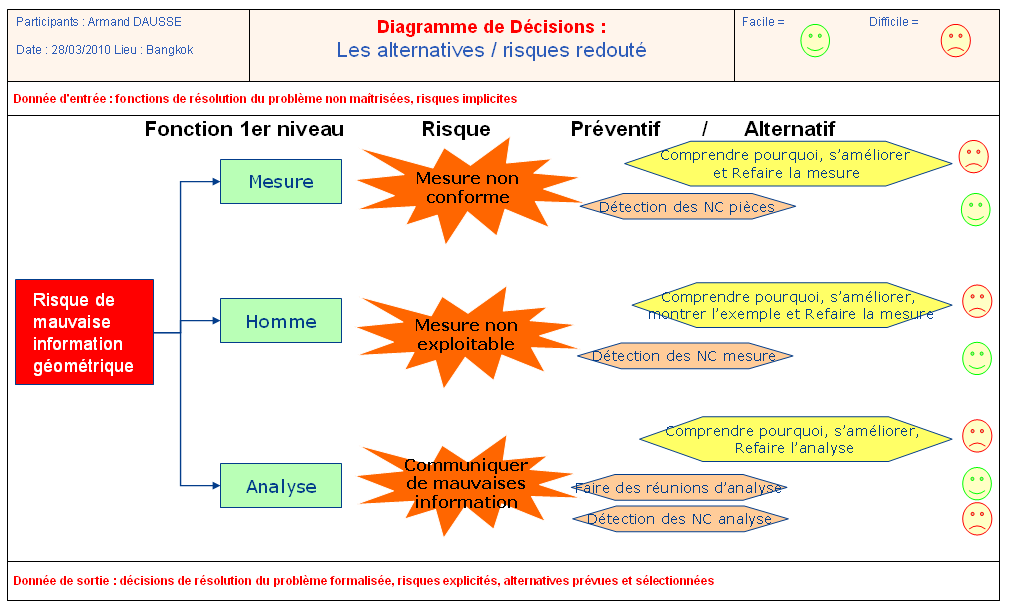
5. Diagramme des décisions_
les alternatives / risque redouté
Figure 44 : diagramme des
décisions [10]
G.
Les bonnes
pratiques géométrique
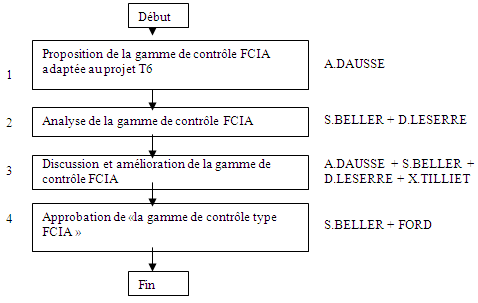
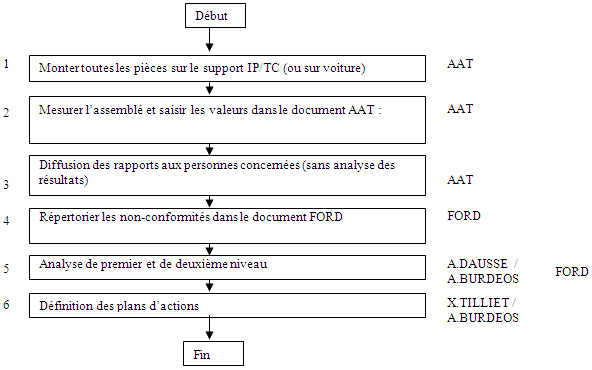
1.
Validation
gamme
vierge
FCIA
Personnes concernées:
Géomètre
présent
chez
le
client :
A.DAUSSE
Spécialiste
géométrie
à
FCIA
Meru :
S.BELLER
Spécialiste
IT
FCIA
Meru :
D.LESERRE
Development
engineering FCIA Thai X.TILLIET
Spécialiste
IT
FORD :
FORD
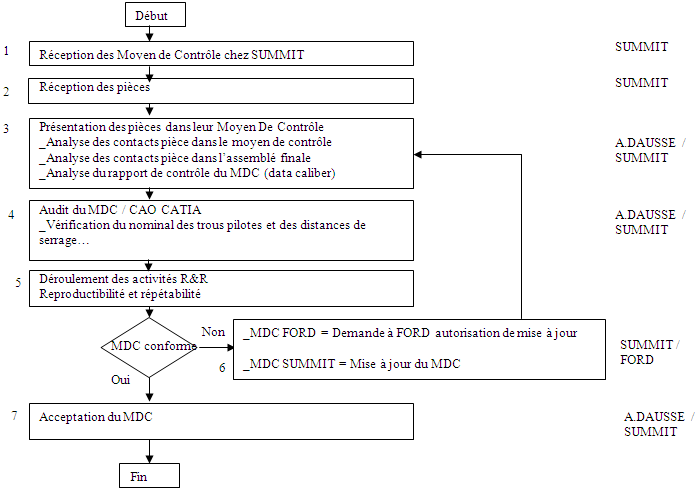
Logigramme :
Figure 45 :
logigramme [10]
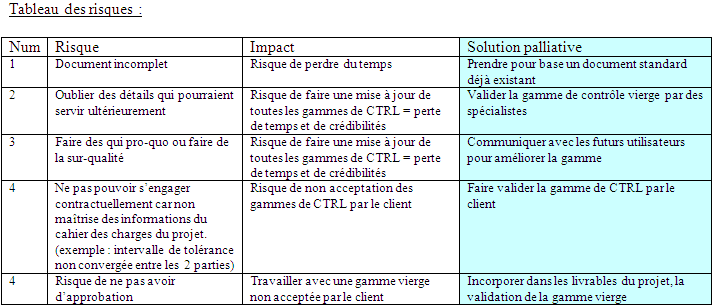
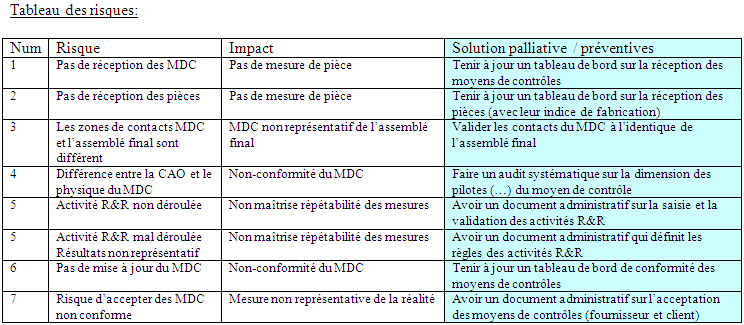
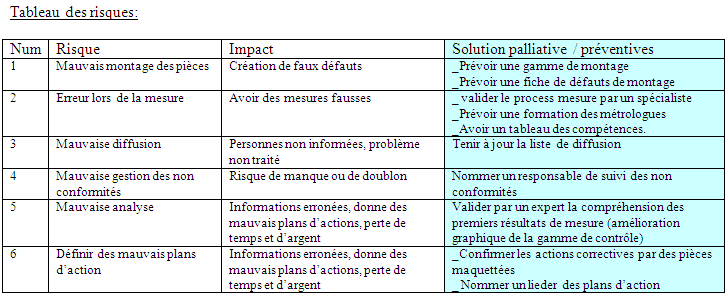
Tableau
des risques :
Figure 46 : tableau des
risques [10]
PS :
Le
rapport
de
contrôle = la
gamme de contrôle remplie
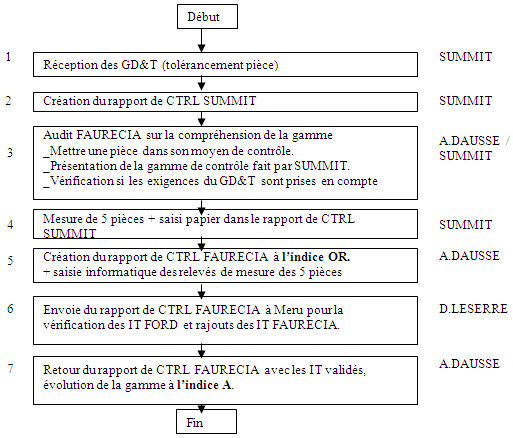
2.
Validation
gammes
de
contrôle
IT
FCIA
Personnes
concernées:
Géomètre
présent
chez
le
client :
A.DAUSSE
Géomètre
client :
SUMMIT
Spécialiste
IT
FCIA
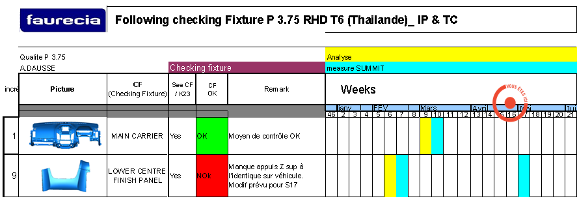
Meru :
D.LESERRE
Remarque :
la gamme de
contrôle FAURECIA reprend intégralement la gamme de CTL
SUMMIT mais en lui rajoutant une page de formules statistiques
informant de la
validité
des
points
mesurés.
Logigramme:
Figure 47 :
logigramme [10]
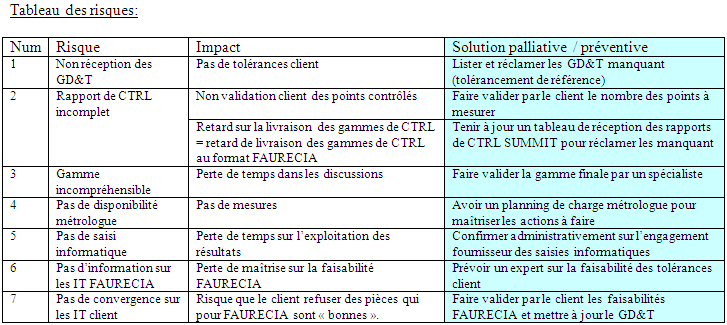
Tableau
des
risques:
3.
Validation
moyens
de
contrôle
FCIA
Personnes concernées:
Géomètre
FAURECIA
chez
le
client :
A.DAUSSE
Géomètre
SUMMIT: SUMMIT
Géomètre
FORD:
SUMMIT
Logigramme :
Figure 49 :
logigramme [10]
Tableau
des
risques:
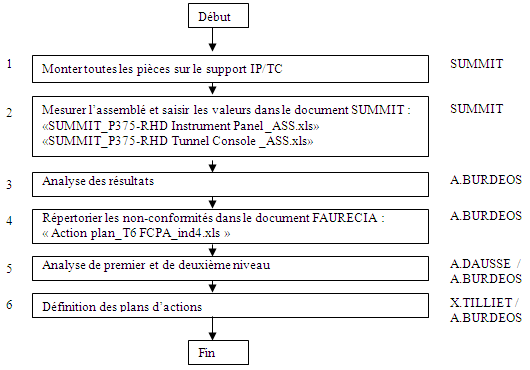
4.
Anticipation
des
mesures
craftsmanship
par
SUMMIT
Personnes concernées:
Géomètre
SUMMIT:
SUMMIT
Géomètre
FAURECIA
chez
le
client :
A.DURDEOS
Document
de référence : FORD craftsmanship
SUMMIT
a
utilisé
« FORD
craftsmanship »
pour
créer
leurs 2 gammes de démérites ci-dessous :
«SUMMIT_P375-RHD
Instrument Panel _ASS.xls»
«SUMMIT_P375-RHD
Tunnel
Console
_ASS.xls»
PS :
les
IT
FAURECIA
sont
rajoutés
par D.LESERRE
Logigramme:
Figure 51 :
logigramme [10]
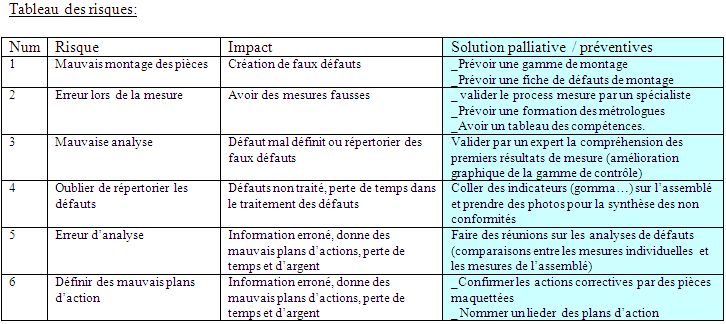
Tableau
des
risques:
5.
Traitements
des
non-conformités
des
mesures
craftsmanship
par AAT (client)
Personnes
concernées:
Géomètre
AAT:
AAT
Document
de référence : FORD craftsmanship
AAT
a
utilisé
« FORD
craftsmanship »
pour
créer
les gammes de démérites.
Les
gammes
nous
concernant
sont
les
suivantes :
«gamme de démérite P375 RHD Instrument Panel
_ASS»
et « gamme de démérite P375-RHD Tunnel Console
_ASS»
PS :
les
IT
FAURECIA
ne
sont
pas présents
Logigramme:
Figure 53 :
logigramme [10]
Tableau
des
risques:
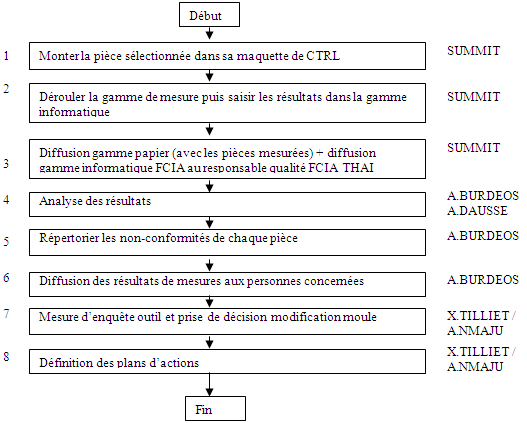
6.
Traitement
des
non-conformités
des
pièces
issues
du GD&T
Personnes
concernées:
Géomètre
SUMMIT:
SUMMIT
Géomètre
FAURECIA
chez
le
client :
A.DURDEOS
+ A.DAUSSE
Document
de référence : FORD GD&T
SUMMIT
a
utilisé
« FORD
GD&T »
pour
créer
leurs gammes de mesure de pièce :
Chaque
pièce
à
sa
gamme
de
mesure.
Les
IT
FAURECIA
sont
rajoutés
par
D.LESERRE dans la gamme de CTRL FCIA.
Logigramme:
Figure 55 :
logigramme [10]
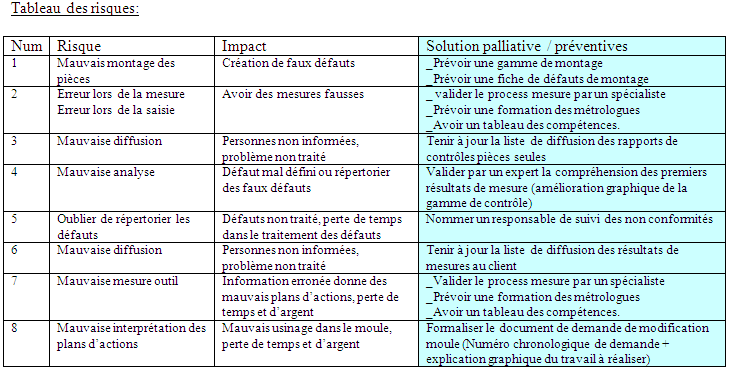
Tableau des risques:
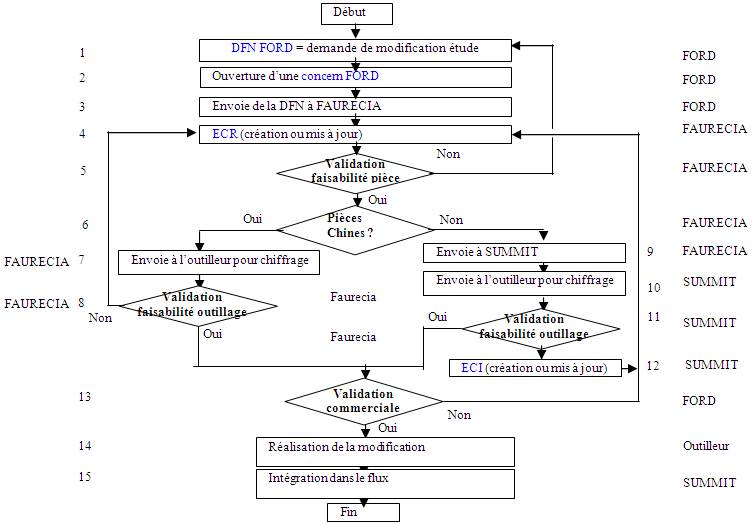
7.
Traitement
des
modifications
bureau
d’étude
_
concernes FORD
Personnes
concernées:
Ingénieur
développement :
prise de
décision
Géomètre
FAURECIA chez le client :
Rôle de conseil
Document
de référence : DFN pièce
Logigramme:
Figure 57 :
logigramme [10]
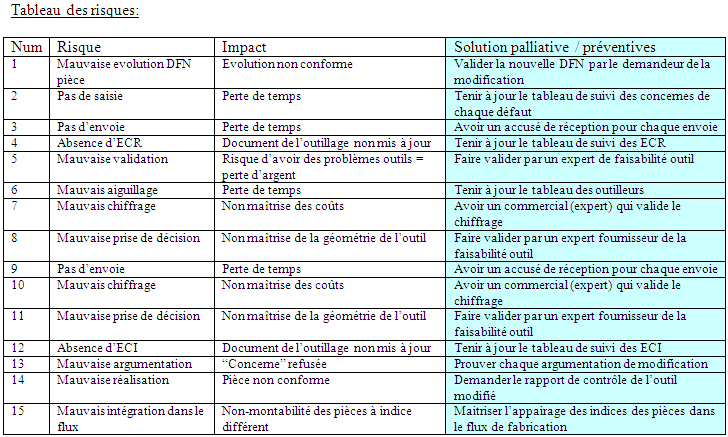
Tableau
des
risques:
Figure 58 : tableau des
risques [10]
H.
L’outil
autodiagnostic sur les bonnes pratiques géométriques
1.
Préparation
Elaboration de
l’autodiagnostic des bonnes pratiques géométriques :
En suivant l’ordre
chronologique d’un projet automobile, cet outil reprend les solutions
palliatives issues des analyses de risque.
En adaptant la
norme ISO 10
006 et le fascicule documentaire FDX 50 551 à un projet
automobile, on retient les éléments suivant :
Organisation
projet client
Exigences
client,
cahier
de
charges
projet, contrat de la prestation
Planning
projet
(jalon,
livrables…)
Liste
des
livrables
par
jalon
Communication
client
Réclamation
client
Organisation
interne
Synoptique
Définition
de
poste
(responsabilité
des
acteurs…)
Logigramme
des
actions
à
réaliser
Tableau
de
bord
des
intervenants
Analyse
des
risques
(projet,
stage,
mesures, moyen de contrôle,
moule, pièces; engineering…)
Etude
impact
environnementale
Etude
sécurité
(homme,
machine,
pièces…)
Modalité
de
diffusion
Procédure
de validation et d’approbation + publication + archivage+
sécurisation + propriété intellectuelle…
Tableau
des
désaccords
projet
Point
de
suivi
des
jalons
(données d’entrées et de
sorties…)
Gestion
des
non
conformités
(action
préventives et
correctives…)
Liste
des
documents
de
synthèses
(jalon / problèmes/
objectifs initiaux…)
Amélioration
continue
Evaluation
périodique
des
performances
Formation
et
qualification
des
opérateurs
planifiés
Traçabilité
de
la
capitalisation d’expérience et d’amélioration
continue + valorisation + enseignements tirés…
Assurance
de
la
fiabilité
des
mesures
Mesure
satisfaction
client
Evaluation
des
performances
suivant
les
objectifs = efficience de la
qualité projet.
2.
Les 4
phases
L’outil
autodiagnostic est
décomposé suivant les 4 phases suivantes :
Phase A :
PREPARATION DU
PROJET (coté géométrie)
Cette
étape reprend les
points clés de la vue d’ensemble d’un projet automobile
coté géométrie.
Il est construit en prenant
pour référence les parties 1 et 2 du document
autodiagnostic QP10 eq3_2010 (ELABORATION
DE L’ AVANT PROJET et MONTAGE
DU
PROJET). Ces deux parties sont adaptées au contexte du stage
tout en y apportant
des critères de bonnes
pratiques.
Phase B :
MANAGEMENT
QUALITE GEOMETRIQUE
Cette étape reprend les
points clés du management qualité
géométrique d’un projet automobile.
Il est construit en prenant
pour référence la partie 3 du document autodiagnostic
QP10 eq3_2010 (REALISATION DU
PROJET). Cette partie est
adaptée au contexte du stage tout en y apportant des
critères de bonnes pratiques.
Phase C :
LES
BONNES PRATIQUES GEOMETRIQUE
Cette étape reprend les
points clés des bonnes pratiques géométriques d’un
projet automobile.
Il est construit en prenant
pour référence « la maîtrise de la
mesure géométrique » et « les
bonnes pratiques
géométrique »
présente
dans
ce
rapport
de
stage.
Phase D :
BILAN GLOBAL ET
AMELIORATION
Cette étape reprend les
points clés des retours d’expériences
géométriques en vue de préparer
l’amélioration continue
du management qualité
géométrique en projet automobile.
Il est construit en prenant
pour référence la partie 4 du document autodiagnostic
QP10 eq3_2010 (BILAN GLOBAL ET
AMELIORATION). Cette partie
est adaptée au
contexte du stage tout en y apportant des critères de bonnes
pratiques.
VII.
Bibliographie
[1] Portail
Wikipedia: http://fr.wikipedia.org/wiki/FAURECIA. Visité le 09/03/2010.
[2] Portail de FAURECIA
:
http://www.FAURECIA.fr/fournisseurs-industrie-automobile/equipementier-automobile/innovation-
automobile.asp?&pop=&xtref
.
Visité
le
02/02/2010.
[3] Portail FORD: http://www.FORD.fr/Vehicule_Particulier/Nouveau-Ranger/Promotions_Ranger.
Visité
le
21/04/2010.
[4]
Portail MAZDA :
http://www.mazda.fr/Utils/popups/ExteriorFullScreenMovieT6a.aspx?MovieUrl=/upload/global
/hero/showroom /bt-50_2008_FL/virtual_drive/lhd/fullscreen.mov&ModelName=MazdaBT-50Photo
Mazda.
Visité
le
22/04/2010.
[5] Document
« Présentation Groupe 2010.ppt » remis par
un responsable FAURECIA le 22/04/2010.
[6] Portail
SUMMIT: http://www.SUMMIT.co.th/. Visité le 24/04/2010
[7] Portail lodyssee : http://lodyssee.blogs.com/blog/thailande/.
Visité
le
29/04/2010
[8]
La Thaïlande : site visité le 01/05/2010
http://www.tourismethaifr.com
http://www.francemondexpress.fr/le-secteur-automobile-en-thailande
http://www.routard.com/guide/thailande
[9] Portail AAT : http://www.autoalliance.co.th/aat-info/index.html
, Visité le 10/05/2010
[10] Les bonnes pratiques
géométriques en projet automobile, DAUSSE Armand, stage
professionel de fin d'étude , Master Management
de
la
Qualité
(MQM2),UTC
2009-2010, https://www.utc.fr/master-qualite
, rubrique travaux
projet 158
[11] Portail de recherche google : http://www.google.fr/
visité le 09/03/2010
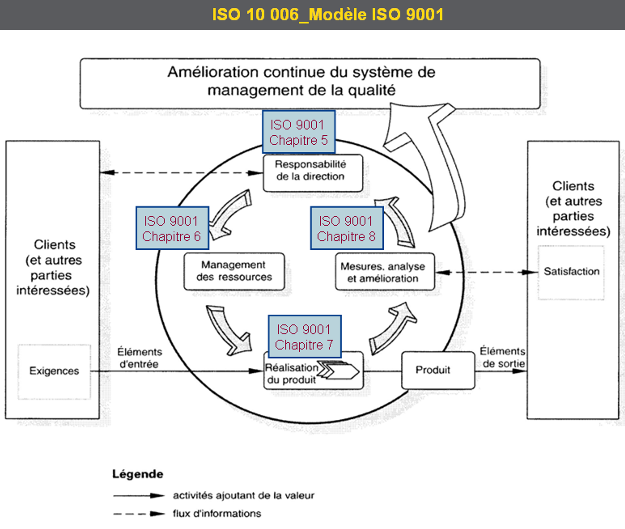
I. Annexe
A.
Modèle
ISO
9001
Figure 59 : roue de
deming ISO 9001 [ISO10006]
B.
La
Thaïlande
1.
Géographie
Figure 60 : cartographie
Thailande [8]
Population :
65 millions d'habitants.
Superficie :
513
120
km²
(à peine plus petit que la France).
Capitale :
Bangkok
(plus
de
10
millions
d'habitants).
Langues :
le
thaï.
Monnaie :
le
baht.
Religions :
bouddhisme
(94
%),
islam
(5
%)
Nature du régime :
monarchie constitutionnelle à
tendance autoritaire.
Chef de l'Etat :
le
roi
Bhumibol
Adulyadej
(couronné
en 1950!) également
connu sous le nom de Râma IX.
Premier ministre :
Abhisit Vejjajiva (depuis
décembre 2008).
Histoire :
Située
au
cœur
de
l’Asie
du Sud-est, la Thaïlande n’a
jamais été colonisée et a conservé une
culture et un
patrimoine uniques.
2.
Automobile
en
Thaïlande
[7]
L’automobile
: jeudi 13
avril 2006
Malgré
un
PIB
par
habitant
qui reste faible, la Thaïlande a
un parc automobile important (près de 20 millions de
véhicules). Ce
secteur est clé dans ce pays : les ventes ont atteint
près de 600 000 unités par an, profitant de la baisse des
taux et des frais de
douanes et la production
frôle le million d’unité. En
somme le pays exporte plus du tiers de sa production vers
l’Indonésie et même
l’Australie. La particularité de se marché est
d’être constitué majoritairement de pick-up (60% des
ventes) et que les constructeurs
japonais sont les maîtres et se répartissent 90% de parts
de marché (Toyota 37%, Isuzu 24%, Honda 12%). J’ai plusieurs
remarques
sur ce secteur : d’une part, l’offre est limitée et avec une
hausse des taux, les consommateurs pourraient se tourner vers des
modèles
plus petits, moins coûteux et consommant moins d’essence. En
somme, l’offre pourrait exploser alors que les volumes reculent.
D’autre part, le marché locale devenant mature et la main
d’œuvre étant comparativement cher, les constructeurs japonais
pourraient
rechercher d’autres zones de production et d’export (ie la chine ou
l’Inde). La production locale pourrait là encore
reculer.
C.
Les
outils du management géométrique
1.
Planning
des moyens de contrôles
Le
planning des moyens de contrôles est construit suivant le
planning général du projet (GANTT)
Figure 61 : tableau
planning [10]
2.
Planning
des pièces
Le
planning des pièces est construit à partir du planning
des outillages pièces.
La
quantité des pièces fabriqués correspond à
la demande client + le besoin projet.
Figure 62 : tableau de
bord [10]
3.
Tableau
de bord des moyens de contrôles
Le tableau de bord consiste
à planifier la mesure des pièces et de suivre la
qualité des moyens de contrôles.
D.
Les outils
de la métrologie
1.
Graduation
du
taper
gauge
Figure 64 : taper gauge
[10]
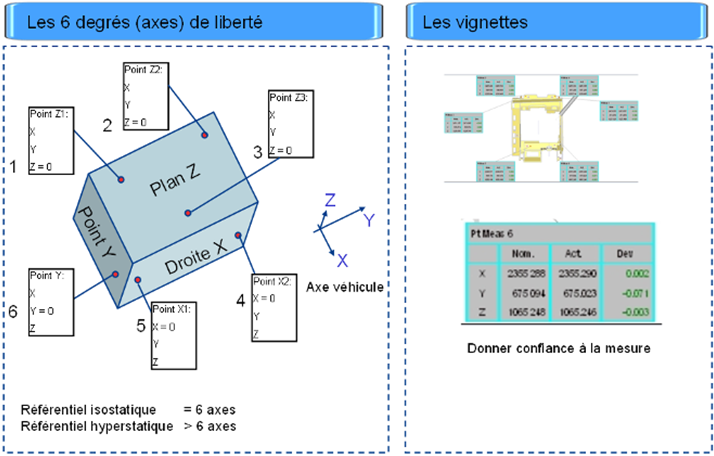
2.
Référentiel
de
mesure
3.
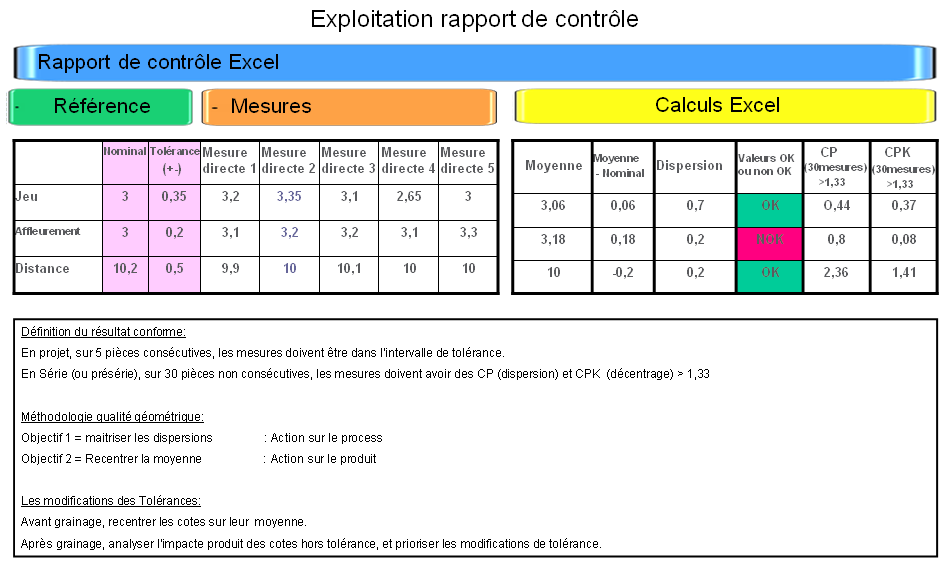
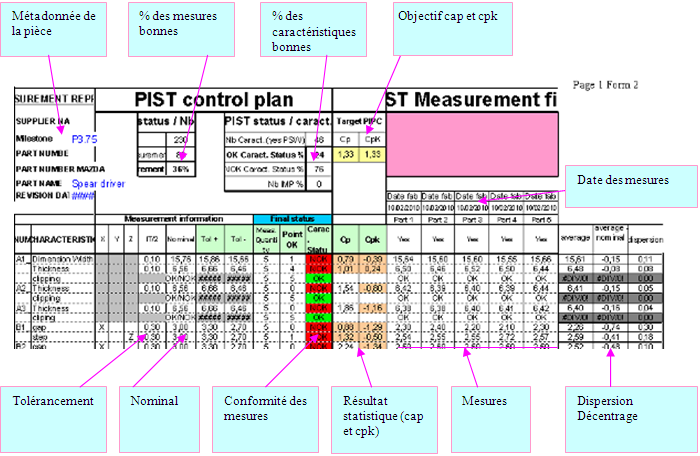
Rapport
de contrôle
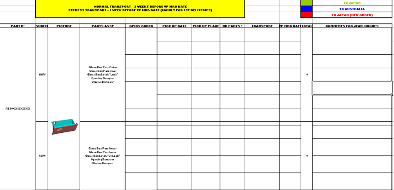
a)
Objectif
Le rapport de CTRL permet de
répertorier les cotes non conformes (cotes dans l’intervalle de
tolérance « validation OK » et
cotes répondant aux
formules statistique « CP/CPK >1,33»)
Les non-conformités
sont analysées en tenant compte du décentrage et de la
dispersion.
Figure 66 : les bonnes
pratiques géométriques [10]
b)
Gamme de
contrôle type de FAURECIA
Figure 67 : les bonnes
pratiques géométriques [10]
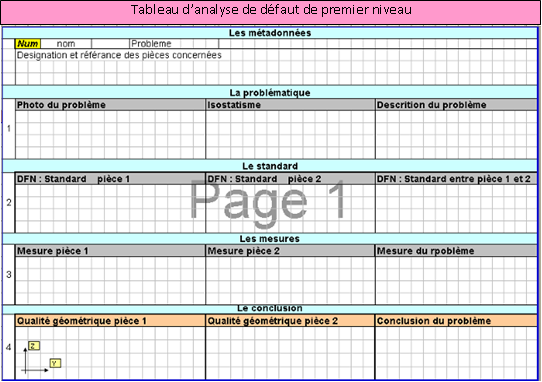
4.
Outil
d’analyses des défauts issus du démérite
Les
étapes à suivre :
1_description
de la problématique
2_description
du standard
3_mesures
des pièces (utiliser en pièce jointe le format d’un
rapport de contrôle)
4_description
des conformités et des non-conformités constatées
Figure 68 : les bonnes
pratiques géométriques [10]
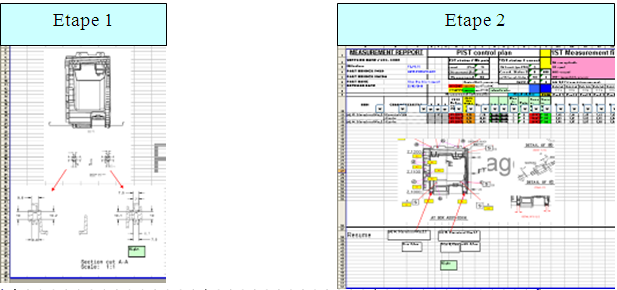
5.
Outil
d’analyses des enquêtes ponctuelles
Etape
1 :
Décrire le standard (faire des sections sous CATIA)
Etape 2 : Utiliser le
format officiel des rapports des contrôles pour définir la
conformité des points mesurés
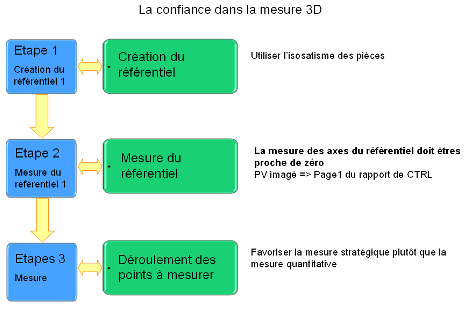
6.
Bonne
pratique des mesures d’enquêtes (3D)
E.
Les
problématiques géométriques
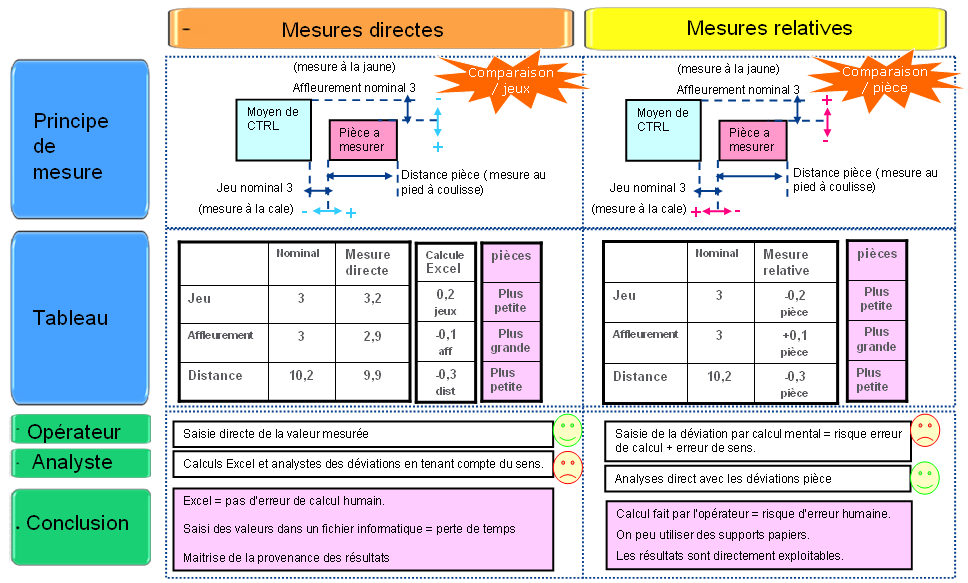
1.
Problématique
des
mesures
directes
et
indirectes
Figure 71 : les bonnes
pratiques géométriques [10]
Le choix entre la mesure
directe et la mesure indirecte doit être prise en amont du projet.