| Avertissement
|
Si vous arrivez directement sur cette
page, sachez que ce travail est un rapport d'étudiants et
doit être pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant la
période de formation et constitue avant-tout un travail de
compilation bibliographique, d'initiation et d'analyse sur
des thématiques associées aux concepts, méthodes, outils
et expériences sur les démarches qualité dans les
organisations. Nous ne faisons aucun usage commercial et
la duplication est libre. Si,
malgré nos précautions, vous avez des raisons de
contester ce droit d'usage, merci de nous en
faire part, nous nous efforcerons d'y apporter
une réponse rapide. L'objectif de la présentation
sur le Web est de permettre l'accès à l'information et
d'augmenter ainsi les échanges professionnels. En cas
d'usage du document, n'oubliez pas de le citer
comme source bibliographique. Bonne
lecture... |
| CONVERGENCE BREAKTHROUGH FOR CARRY-OVER
PARTS |
|
|
|
Référence bibliographique à
rappeler pour tout usage :
CONVERGENCE BREAKTHROUGH FOR CARRY-OVER PARTS
KAPKIN Pedro, Stage professionnel de fin d'études, MASTER
Management de la Qualité (MQ-M2), UTC, 2011-2012,
https://www.utc.fr/master-qualite, puis "Travaux"
"Qualité-Management", réf n°229
|
RESUME
Visant à atteindre
l'excellence dans toutes les fonctions caractérisant
Faurecia, le ASQ responsable avec lequel ce travail
a été fait, a commencé à suivre le processus d’approbation
d’un groupe de pièces appelés Carry-over ; ces pièces sont
utilisées dans différents projets dont il est responsable.
Ces projets requirent des composants 100% approuvés.
Aprèsune période d’exécution et avant l’achèvement
des résultats escomptés, le processus de suivi s’est
arrêté et personne n’a pu continuer à suivre les actions
en cours pour réussir l’approbation de ces références, ce
qui a causé une incertitude sur la qualité des nouveaux
projets utilisant des pièces Carry-over.
Ce projet explique la manière dans laquelle le suivi a été
recommencé à partir de l’étude de l’impact du problème,
passant à travers la mise à jour de la base de données et
son suivi. Différentes stratégies ont été mise en place
pour améliorer l’obtention de l’information, son
enregistrement et son management pour finalement proposer
une idée pour la pérennisation de l’utilisation de la base
de données et les outils développés.
Mots clés : Faurecia, Carry over, Approbation,
Référence, Suivi,
|
ABSTRACT
Aiming to attain the
excellence in every function characterizing Faurecia, the
ASQ responsible along with whom this work was carried out,
started to follow the approval process for a group of
parts called Carry-over; these pieces are used in the
different projects he is responsible of. These project
require pieces to be 100% approved.
After a period of execution and before achieving the
expected results, the follow up process stopped being done
leaving the pieces’ approval process to have no one in
charge of the different actions leading to their terminus,
which caused uncertainty on the quality presented on the
mentioned pieces.
This work explains the way the mentioned follow up was
re-started. From the study of the problem’s impact,
passing through the database up date and latter operation
which lead to different strategies to improve the
information gathering, storing and management to finally
propose an idea for the project’s sustainability.
Key words : Faurecia, Carry over, Approval,
Reference, Follow up,
|
RESUMEN
Con el objetivo de alcanzar
la excelencia en todas las funciones que caracteriza a
Faurecia, el ASQ responsable junto a quien fue llevado a
cabo este trabajo, comenzó a hacer seguimiento del proceso
de aprobación de un grupo de partes llamadas Carry-over;
estas piezas son utilizadas en diferentes proyectos de los
cuales él se responsable. Estos proyectos requieren un
100% de componentes aprobados.
Luego de un periodo de ejecución y antes de alcanzar los
resultados esperados, el proceso de seguimiento fue
interrumpido, dejando el proceso de aprobación si alguien
encargado de seguir las acciones que lo llevarían a su
buen termino, lo cual causó incertidumbre en la calidad
presente en las piezas mencionadas.
Este trabajo explica la manera en la que el mencionado
seguimiento fue retomado. A partir del estudio del impacto
del problema, pasando por la actualización de la base de
datos y posterior operación que llevó a diferentes
estrategias para el mejoramiento de la consecución de la
información, su almacenamiento y su administración para
finalmente proponer una idea para perennizar la
utilización del proyecto.
Palabras clave: Faurecia, Carry-over, Aprobación,
Referencia, Seguimiento,
|
ACKNOWLEDGEMENT
As
a foreign student I would like to thank Faurecia for giving me
the opportunity to carry out my master’s internship period at
their Caligny site in Lower-Normandy, France and for deploying
to my entire disposition a series of tools and assistance not
only to fulfil a requirement to complete the Masters in Quality
Management at the Compiegne University of Technology but also
for my personal and professional growth.
I would sincerely like to
thank the following people for being always willing to help
during the development of this project and also during all my
internship period:
The ASQ and internship
supervisor Ludovic Navarro for his wise guidance and his
challenges leading always to discover by myself the answers I
looked for.
All the persons concerned of
all the functions mentioned in this work for daring to change
their ways of doing their job.
To professor Gilbert Farges
and Jean-Pierre Caliste, professor and also UTC internship
adviser for the valuable knowledge imparted during the
theoretical part of the formation and the assistance during the
project execution and internship period.
To mi family in Colombia for
giving me all the emotional support needed when facing a big
challenge like the pursuit of a master’s degree abroad.
GLOSSARY
- PPAP: Production
Part Approval Process
- PFMEA: Process Failure Mode Effect
Analysis
- APQP: Advanced Product and Quality
Planning
- ECR: Engineering Change Request
- GR#: Gate Review (Variable number from
1-5)
- FPT: First Production Trail
- MPT: Mass Production Trial
- PSW: Part Submission Warrant
- SQA: Supplier Quality Assurance
- ASQ: Advanced Quality Assurance
- SQ&D: Supplier
Quality and Development
- PPM: Non-conforming Pieces Per
Million of pieces delivered
The FAURECIA group
is a leading automotive supplier occupying the second place at
European scale and the eighth place in the world. Present in 28
countries, the group has 60000 employees and has a turnover of
more than 12.7 million Euros. Today the group supplies pieces for
all automobile constructors.
Faurecia Caligny is composed of a
research center gathering the activities of conception, simulation
and phisical validation of components for automobile seats. This
research center focuses on new product/material and fabrication
process having as the main objective the security on automobile
seats, their operation performance and the weight reduction on
their component. This research center works hand by hand with the
Caligny plant which in 2010 gathered three production plans
present in Flers, France and produces the tree types of mechanisms
for seats; slides, recliners and pumping devices.
All these three products have
different presentations depending on the kind of seat and vehicle
they are going to be used with. Since there is a viriety of
components not made by Faurecia, there is a numerous amount of
bought parts whose quality has to be managed. This activity is
what gives place to this project which consist in the restart and
latter improvement of the follow up done to the approval process
of the mentioned part's quality files belonging to project the
concerned project products. Such activity stopped due to the
responsible's increase of efforts on the treatment of new demanded
parts.
This project starts with the update
of the database containing the information on parts' approval to
move then to propose different strategies to enable an accurate
and easy follow up of the part's approval process.
Finally, in order to guarantee
sustainability to the follow up strategy, a procedure is proposed
in order to adapt it to any project in the enterprise.
1.
Context
1.1
Faurecia group presentation
Faurecia, a specialist in the
engineering and production of automotive solutions, holds global
leadership status in each of its core businesses: Automotive
Seating, Emissions Control Technologies, Interior Systems and
Automotive Exteriors. Its customer portfolio features practically
every automaker around the world, including manufacturers in
emerging economies, such as the Indian, Chinese and Korean
markets.
Renowned for its highly efficient program management system,
Faurecia provides customers with a service through its network of
270 production sites in 33 countries. Driven by the same
automotive passion, its 84,000 employees embrace the group's
business culture, based on such shared values as commitment,
transparency, continuous improvement, team player and
entrepreneurship.
Faurecia is the world's sixth largest and the Europe's third
largest automotive supplier.
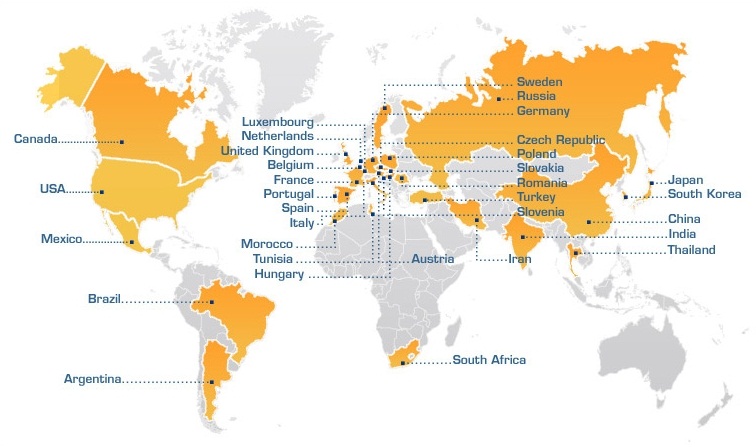
Image 1: Faurecia in the world [1]
1.1.1 The
four modules of the group’s activity
Seating:
The main components:
-
The structure and mechanisms compose the SMPG division
The mechanisms: - Slides
- Mechanisms
-
Associated
products
- Foam padding
-
The covers
-
The
structure
|
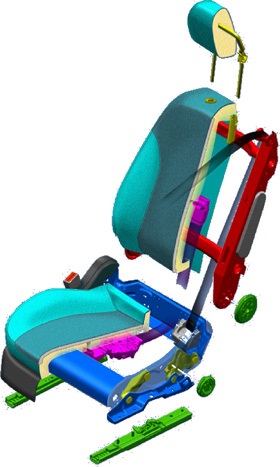
Image 2: The
different components [1]
|
The interior vehicle:
The dashboard:
The door panels:
The acoustic module:
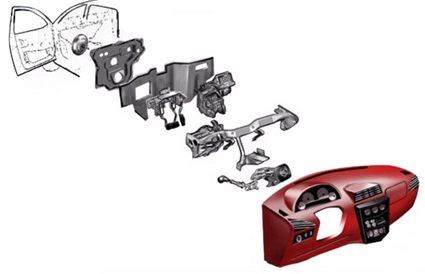


Image 3: Interior panel [1]
Image 4: Door panels [1]
Image 5: The acoustic
module [1]
Bumpers:
The exhaust systems:
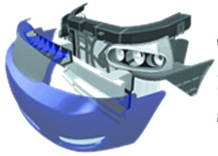

Image 6: The bumpers
[1]
Image 7: The exhaust
system [1]
Return to
summary
1.1.2 The key figures
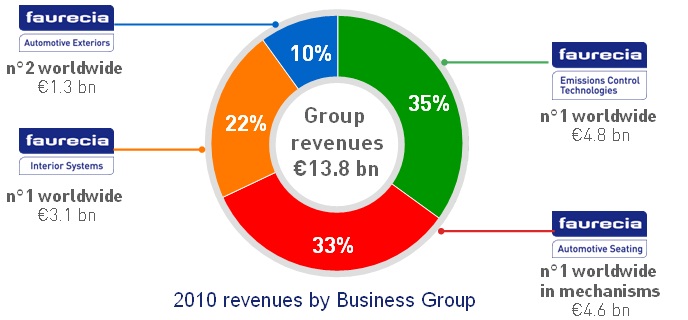
Image 8: 2010 revenues by business group
[1]
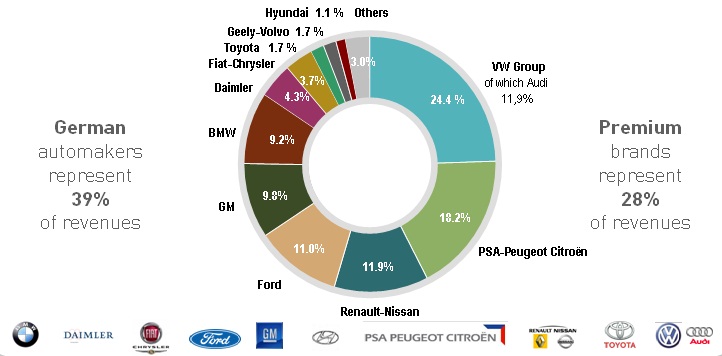
Image 9: Faurecia’s
clients [1]
1.1.3
Presentation of Faurecia Flers
History
1946
Creation of Mécanique Générale et Outillage, enterprise
created at Passais La Conception (Orne) by brothers Auguste et
Maurice COUSIN (Transfer to Bois de Flers site on September 1952)
- Workforce : 8 people
1960
Specialization on automobile mechanisms – Workforce : 80
people
1972 Second site in Flers : La Butte
aux Loups – Workforce : 858 people
1990 Third site in Flers : La
Blanchardière
1990
Creation of BERTRAND FAURE due to a consolidation of
enterprises and foreign subsidiaries. COUSIN enterprise is named
pilot site for mechanisms activity.
1993
Creation of BERTRAND FAURE FRANCE in November
1995
BERTRAND FAURE FRANCE (which Flers is part) becomes BERTRAND
FAURE EQUIPEMENT S.A.
1999 The
merger of ECIA society by BERTRAND FAURE was approved by both
companies on the first of June 1999. After this operation,
FAURECIA will be the group name and will constitute the head
company. FAURECIA is :
- N° 1 in Europe and N° 3 worldwide: Concerning automobile
seating
- N° 1 worldwide for seat setting mechanisms
2001 On
October 25th 2000 FAURECIA announces the acquisition of the
automobile activities belonging to Allibert, which takes its
consolidated sales up to 8 billion Euros.
2008
Grouping of the three Flers plants to create a pole called
“Mécapolis” (See picture here under)
 Image 10:
Image 10: Faurecia
Caligny site under construction [1]
Return to
summary
1.1.4 Products made in
Flers
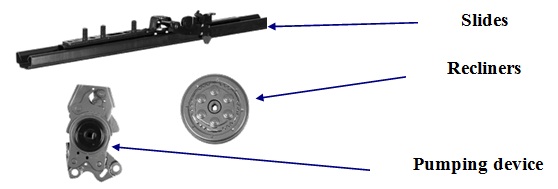
Image 11: Components produced in Caligny [1]
Return to
summary
1.2 The Project
background
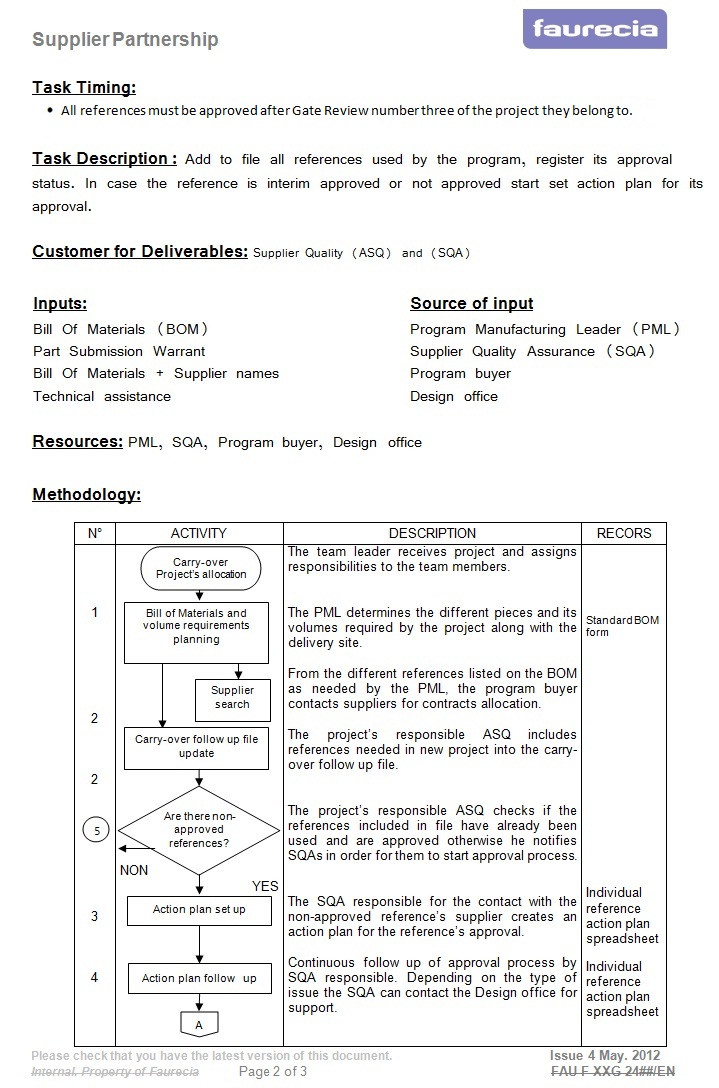
1.2.1
Ordinary project’s execution workflow
To start the introduction to the project’s environment, the
following diagram illustrates in a general way the different
actions from the moment a client’s order is received until it goes
out to production line.
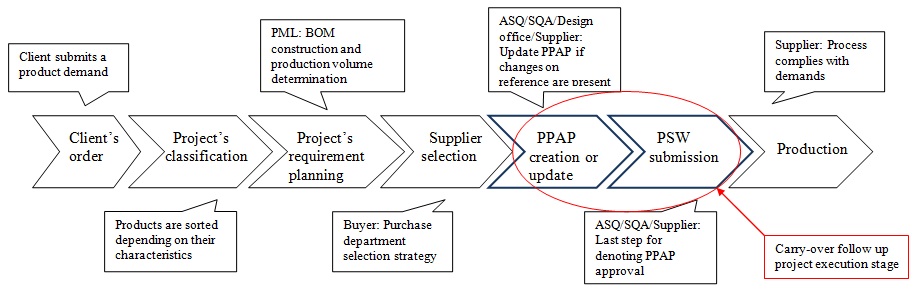
Diagram 1: The project’s
contexts [7]
Return to
summary
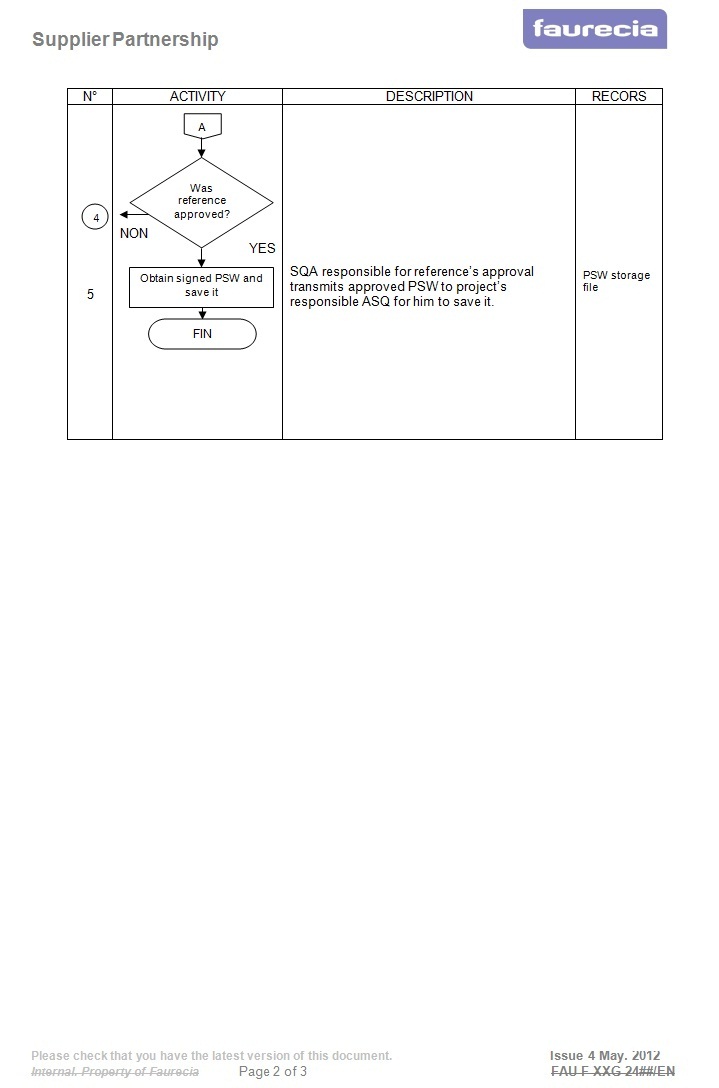
1.2.2
Reference’s approval workflow
In order to illustrate a PSW approval’s process, a standard
workflow showing the general steps followed is shown in diagram 2.
This diagram is a zoom in of the functions that are carried out
between the two functions in the circle on diagram 1.
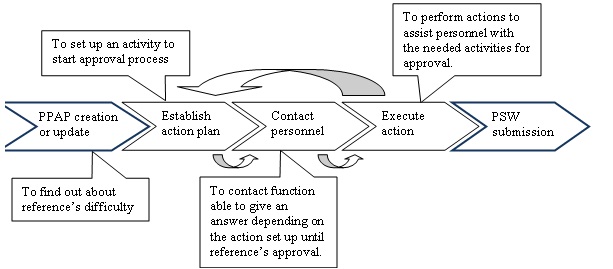
Diagram 2: Approval
process’ standard workflow [7]
Return to
summary
1.2.3 ASQ
function presentation and activities
Composing the quality responsibility of the purchasing department
three functions are fournd:
• ASQ
(Advanced Supplier Quality)
• SQA
(Supplier Quality Assurance)
• SQ&D
(Supplier Quality and Development)
From these three functions, the only one described will be the
AQS since it is the one that carried out this project.
This is the function in charge of surveilling the quality of the
different purchased parts before they are made. This is carried
out through a close work with the supplier by assuring the
compliance he can offer to demanded requeriments through his
production process and the guidance and assistance during part's
fabrication.
The following are some of the functions carried out by the ASQ
function:
- APQP Management during
Development phases:
• Deploy APQP related to the Development phase
of Purchased Parts.
• Define the Risk and suppliers to be followed.
• Insure that suppliers sourced respect
Mandatory rules and Audit criteria.
• Get Feasibility Commitment sign off for
sourcing and for change implementation.
• Define Supplier Development plan with
objectives, risk assessment, critical suppliers, critical parts,
key milestones, deliverables, R@R and PPAP planning, resources
& supports needs.
• Participate at Design Review Meeting and ECR
Meeting.
• Train the suppliers and make sure that the
defined standards are properly applied (APQP elements),
• Follow the APQP progress with status report.
- Run @ Rate & Process Audit:
• Manage the Process Qualification at Supplier
(Control Plan & Quality Basics implementation).
• Get from suppliers their control record (i.e:
raw material certification…) for all parts.
• Responsible for PPAP construction and New
parts Approval during Development phase.
• Coordinate with SQA Production Trial Runs on
New parts during Development phase.
• Ensure that 100% of S/R parts will be
validated at GR3.
• Ensure that all documentations are updated.
• 100% of S/R characteristics secured.
• Ensure that Incoming Inspection instructions
integrate control means according supplier’s Control Plan.
Return to
summary
1.2.4
Production Part Approval Process (PPAP)
This is a set of of documents certifying that aspects as;
required quality, material, process requirements, dimentional
capability and production capacity are controlled by the supplier.
These are some of the documents contained in the PPAP:
• Designed records as drawings
• Process FMEA
• Process control plan
• Production process flow
• Material compliance
• Part submission warrant
Return to
summary
1.2.5 The
Part Submission Warrant (PSW)
Document ceritying that all of the documents presented by the
supplier in the PPAP meet the enterprice's requirements.
The three possible states given to this document by the ASQ after
its examination can be:
• Approved:
For a reference whose production characteristics have been
validated by the ASQ as according to FAURECIA’s requirements.
• Rejected:
When some of the presented documentation contained in the PPAP do
not demonstrate the production characteristics as in accordance
with FAURECIA’s requirements.
• Other:
Expresses a state of temporary approval that permits the
fabrication and delivery of parts by the time that some
corrections are made on the production process in order to achieve
full compliancy. This is known as a fabrication on deviation.
Return to
summary
1.2.6 The
Carry-over follow up methodology
In order to store the information about every reference composing
the products used in the project concerned, the following database
is used.
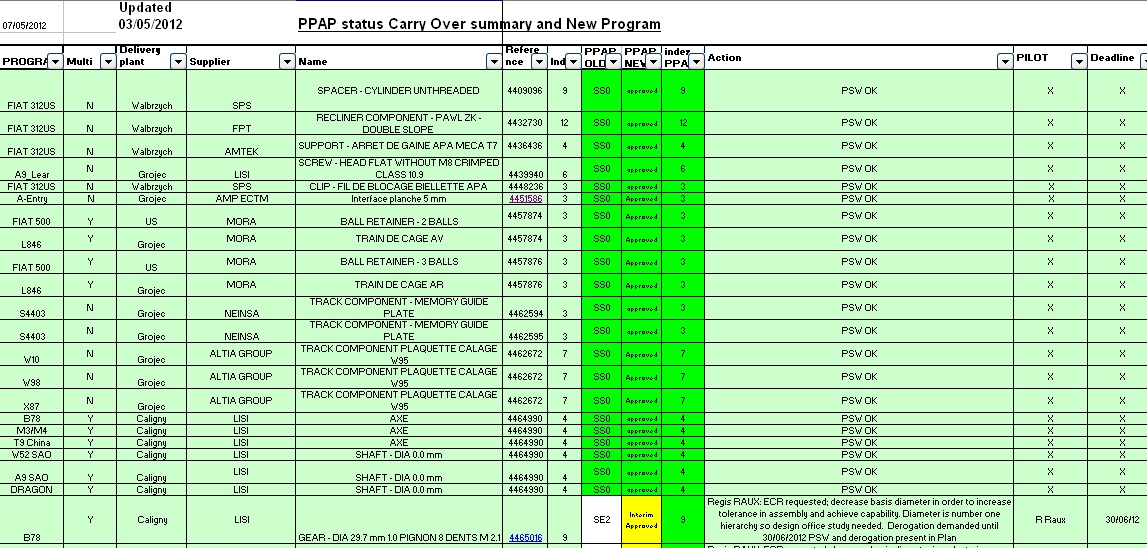
Image 12: Carry-over
follow up database [7]
The information contained in this database is explained below:
- Delivery plant:
Plant to which the product is sent by the supplier, this in
order to know who to ask about its PPAP documentation.
- Supplier: Actor to
contact in order to have first hand information.
- Reference: Number to
recognize every part. For non-approved references, this number
contains a link to the action plan storing the history or the
actions carried out towards its approval.
- Index: Last version
of released drawing.
- PPAP Approved:
Reference’s approval status. There are two statuses: Approved
when both PPAP Approved and PPAP Index are the same and Interim
Approved when the reference is not approved at last drawing
index.
- PPAP Index: Last
drawing index approved for the reference.
- Action: There are
two kinds: PSW OK when the PSW is approved and the action in
place for the references to which the PSW is not yet approved.
This last action is automatically up-dated on the Carry-over
follow up file from the reference’s action plan.
- Pilot: Is the person
in charge of the listed action.
- Deadline: Is the
latest date at which information on the action in course must be
delivered.
In order to watch the amount of references approved the following
indicators are claculated and plotted.
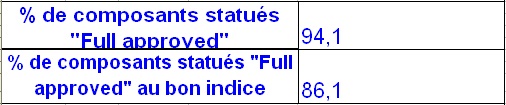
Image 13:Carry-over follow
up indicators [7]
These indicators are calculated this way:
- % de composants statues “Full approved”: This indicator is
calculated from the number of references whose PSW is approved
regardless the last drawing index in terms of the total number
of references in the file.
- % de composants statues “Full approved” au bon indice: This
indicator is calculated from the number of references whose PSW
is full approved at the last released drawing index in terms of
the total number of references in the file.
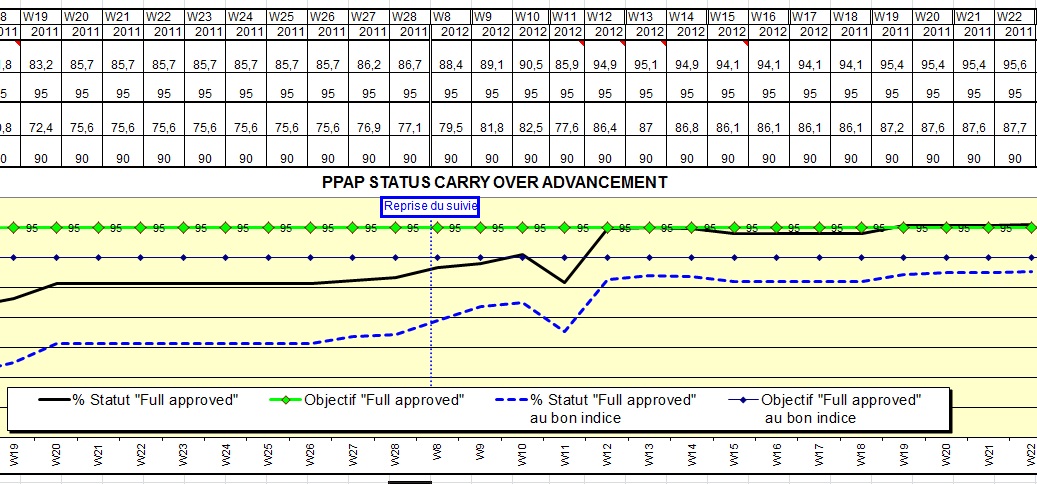
Their behavior can be observed thanks to the following graph:
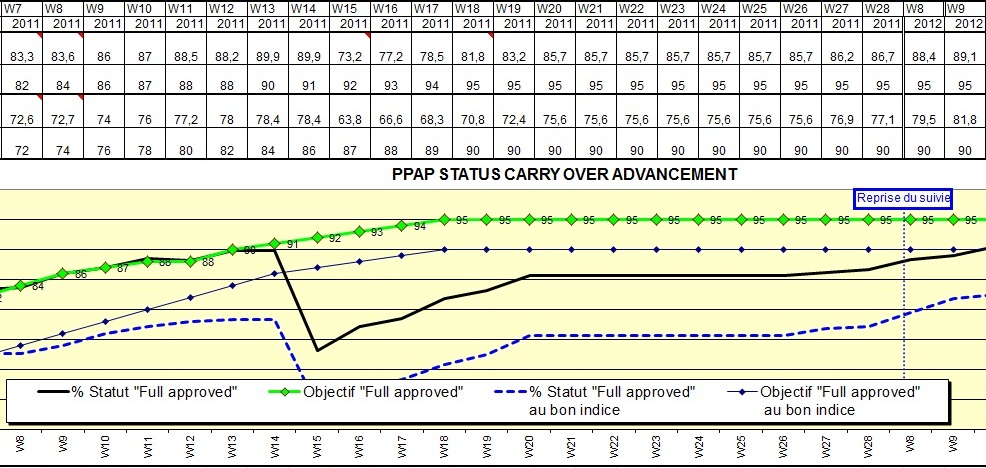
Graph 1: Indicators’
behavior before project’s re-start [7]
2. Problem and
action plan
2.1
The problem
Generally speaking problems causing a reference's non-approval
status are:
• Unsuccessful tool set up leading the supplier
to quality unconformities.
• Impossibility to achieve demanded statistical
control parameters.
• Tardiness on documentation’s update required
due to drawing changes.
• Disagreements between design office and
supplier concerning one or many specifications; dimensions, essays
or engineering specifications as tolerances, hardness values or
surface finishes.
The follow up disregar for the non-approved references bring the
following problems:
• Lack of capacity to assure quality for
products.
• Incapacity to guarantee long-term product
compliancy due to production process stability.
• Product’s quality deterioration through time.
• Client’s rejection of product.
• Quality problems in final product.
At the momento of the project's restart, the following
difficulties are found:
• PSWs or Part Submission Warrant though they
were signed as fully approved and they were already held by their
responsibles, they had not been asked for by the concerned ASQ nor
had they been sent to him so they appeared as not approved in the
Carry-over follow up file.
• The different actions carried out and in
course intended to reach PSWs approval were not documented so no
historical information concerning this activities and enabling its
follow up was kept.
• Due to the missing coordination among the
different functions related to the information regarding the
different references’ approval process, there were difficulties to
complete the data contained in the Carry-over follow up file, so
the actions depending on it took longer to be executed or in the
worst case were not.
Return to
summary
2.2
Objectives, action plan and project planning
2.2.1
Objectives
• To manage the information concerning the PPAP
approval of non-approved references in order to follow and guide
the actions taken on this subject until their approval.
• To set and accomplish the goal for the number
of approved references for the two indicators in use and to give
continuity to this accomplishment by creating tools to facilitate
the projects control.
• To determine the responsibilities concerning
the Carry-over follow up file of all the functions related to the
project carried out so they can deliver and receive what is
strictly necessary.
• To create a proposition of a procedure to
guide the application of the Carry-over follow up methodology into
any project concerning Carry-over pieces in order to perpetuate
the projects achievements with the available means.
Return to
summary
2.2.2 Project
planning
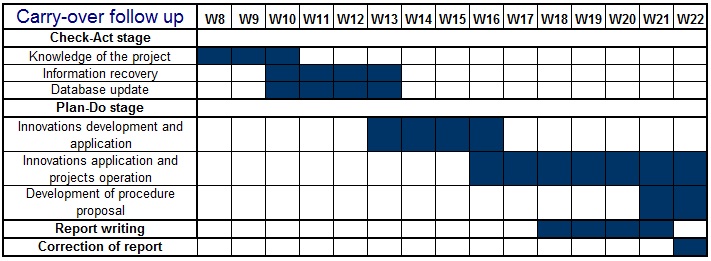
Image 14: Convergence
Breakthrough for carry-over parts project planning [7]
Return to
summary
3. Methodology
This project will be carried out in the two following stages:
The Check-Act stage in which the database will be updated by the
recovery of all the needed information from the concerned actors.
The Plan-Do stage in which due to the acquired familiarity with
the projects environment ideas of improvement will appear and will
be developped to be applied for a later analysis of their
usefulness.
This two-stage strategy is a application of the PDCA or Denim's
wheel and can be graphically explained as follows.
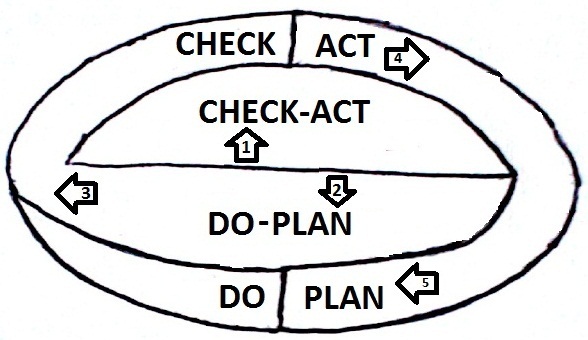
Diagram 3: PDCA methodology adjustment [7]
This strategy starts from its inner part with the project’s
development strategy of the Check-Act – Plan-Do order: Them it
moves to the classic Deming wheel starting from the Check phase;
because what was executed in the mentioned inner cycle has to be
tested, then in the Act phase, with the Acquired experience,
actions to improve are introduced. In this phase, the collection
of information concerning improvement ideas’ performance is
gathered in order to later refine such improvements in the Plan
phase and this way to restart the cycle with the application of
the refined improvements in the phase Do.
To define de information needs of every one of the functions
demanding the information gathered by the project, a 5Ws (Who,
What, Where, When, Why?) model will be set up for every
interaction between the project and the different such functions.
This model allows to narrow down to the specific all that has to
be delivered and received from every one of the mentioned
functions and it will contribute to clarify the concerned actors’
roles.
Once all innovations have been applied, a comparison of the
initial situation with the one achieved by the project's
application will be done, intending to define the project's
achievements in order to support its application into another
projects. After this, a procedure for the reference's follow up
will be created aiming to support the follow up future adoption
different projects.
Finally, the ideas bringing sutainability to the follo up but not
developped in this project will be discussed.
Return to
summary
4. Risk
analysis
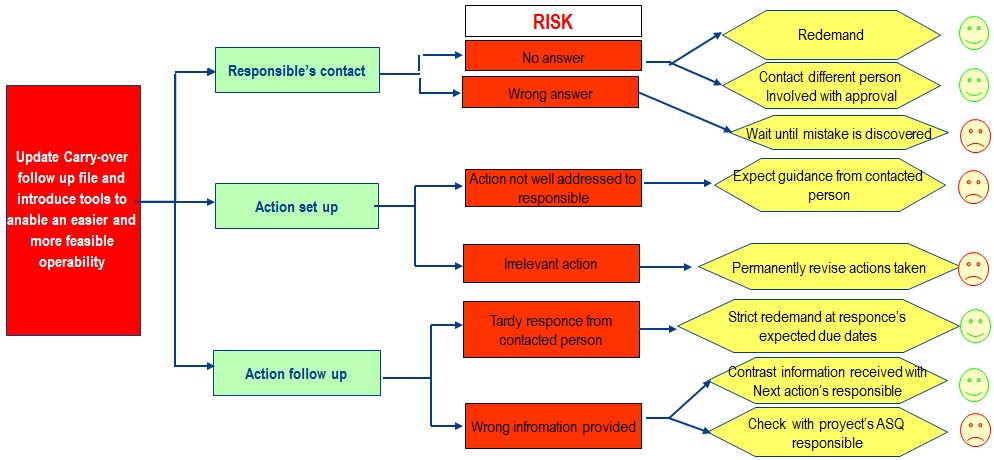
Diagram 4: Project’s risk analysis [7]
For this project the actions Responsible’s contact, Action set up
and Action follow up were considered to bring the strongest risks
to the project’s execution, see diagram 2, besides, these actions
are the ones the project’s pilot is responsible of so its careful
execution has to be guaranteed.
For the evaluation of the actions taken to prevent the risk, they
are graded as difficult to carry out with a red smiley face and
those considered as easy to do it are identified with a green
smiley face.
Return to
summary
5.
Project’s execution
5.1 Exploration of
the problem
Graph 2: Indicator’s status at project’s
restart [7]
As it can be seen on the above graph, the indicator’s status
evidence that the approval situation found at the moment of
the project’s restart did not meet the objectives set for
them, which demonstrates the lack of attention paid to this
activity.
|
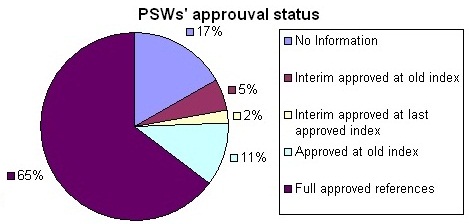
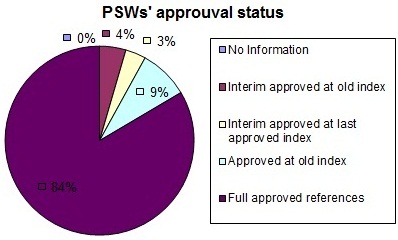
Graph 3: PSWs’ approval status before project’s
execution [7]
This graph shows the differently affected PSWs in terms of
percentage of the total number of references managed by
program Light. As it can be seen, 35% of the references to
which the affected PSWs belong to risk generating
difficulties due to its non-approved status.
|
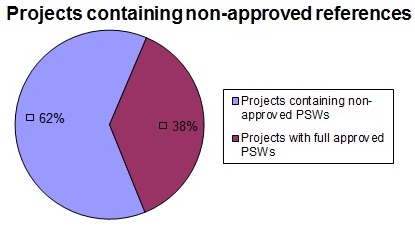
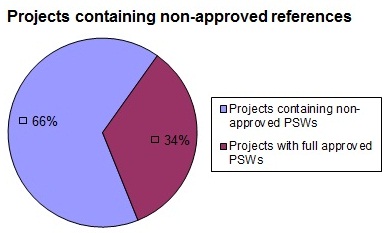
Graph 4: Afected projects before project’s
execution [7]
Regarding the upper analysis more profoundly it can be seen
that references having a non-approved PSW are present in 62%
of the projects considered in program Light.
|
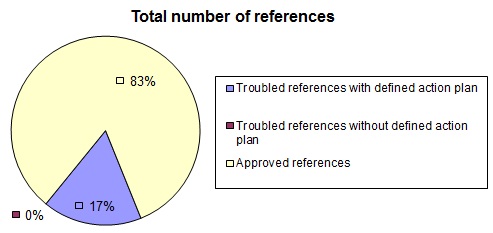
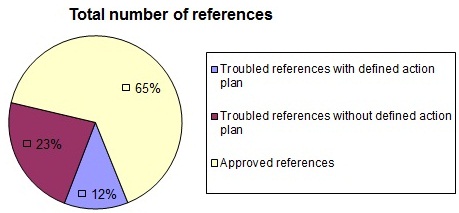 Graph 5: References with
deffined action plan before project’s execution [7] Graph 5: References with
deffined action plan before project’s execution [7]
Graph 6 illustrates in terms of percentage over the total
amount of references the ones; approved (65%), having no
action plan leading to their PPAP approval (23%) and those
having an action plan in course regarding their PPAP
approval (12%).
|
Return to
summary
5.2 Check-Act
stage
At the moment of the project’s re-start, the first step to the
update of the file was to ask every one of the persons in charge
of every non approved reference about the state of their approval.
For this, the study of the different activities concerned by the
reference’s approval had to be done in order to learn who to
contact for demanding this information.
Through the mentioned action, many of the PSWs already signed
stating the PPAP approval of certain references were recovered and
therefore masked as approved in the follow up file. For those
references whose PSW had not been signed, a report of the actions
taken for their approval was asked for with the intention of
giving them continuity.
In this phase the indicators started to improve and results for
the reference’s approval were rapidly achieved. The progress in
the results of these indicators in terms of percentage of
references approved during the Check-Act stage is shown below.
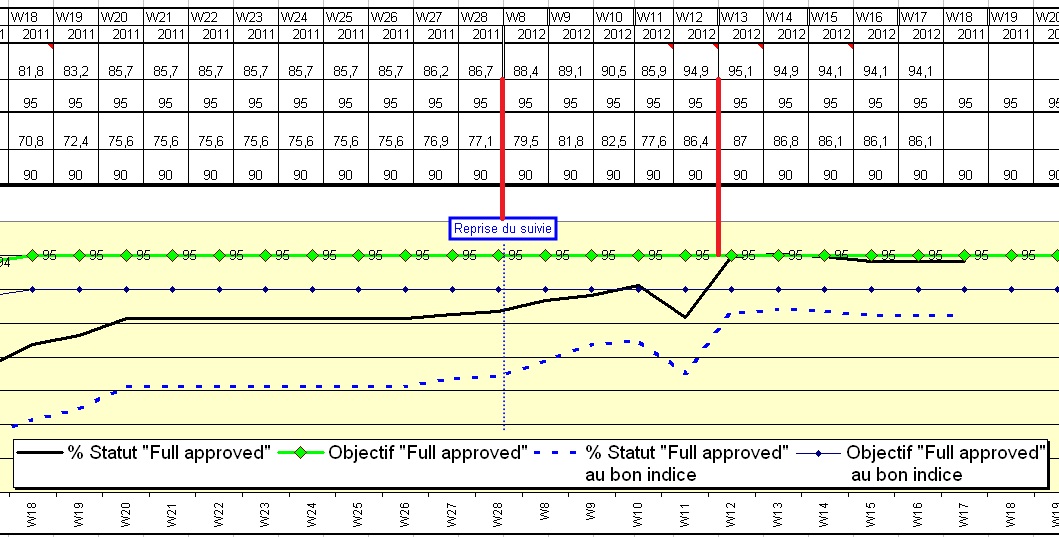
Graph 6: Indicator’s
behaviour at project’s Check-Act stage [7]
As shown on the graph 6, for the
period between week 8, which is the one in which the project was
re-started, marked on the graph as “Reprise du suivie”, and week
12, the growing tendency of the curve evidences a rapid
acquisition of approvedPSWs that as mentioned on the problem’s
definition, were already approved but had not been included on the
Carry-over follow up file.
Return to
summary
5.3 Plan-Do stage
As the activities concerned in the project were
carried out, the acquaintance with its environment grew so
possibilities of improvement started to appear due to the
possibility for critically observing how the activities were
performed.
All theses modifications are intended not only to facilitate the
project’s present intentions but also to give it sustainability
and perpetuate its usage through achieving an easy operability.
Return to
summary
5.3.1 The
identification of functions and function’s needs and
responsibility allocation
Through the study of the different
procedures that define the different activities of every one of
the jobs concerned by the project, the interactions in terms of
responsibilities and needs of every one of them regarding the
project were defined, this in order to “ensure that appropriate
communication processes are established within the
organization”[5], which in this case the organization is
interpreted as the group of people interacting inside project
Light.
The following diagram illustrates the different functions related
to the project.
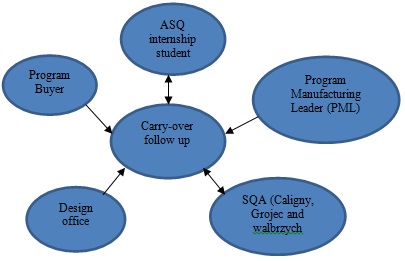
Diagram 5: Function’s related to the Carry-over follow up
file [7]
Diagram 5 shows all the functions from which the Carry-over
follow up file receives information and/or to which it supplies
it. At this point of the project the project’s pilot function is
carried out by the ASQ internship student.
By developing a 5Ws analysis for each one of the project´s
interactions with every function related to it, expressed with an
arrow on the graph above (  ) or (
) or (  ) depending if the involved
function has a need and a responsibility with the file or if it
only has a responsibility with it, the type of interaction of
every one of them concerning the file are identified. As a result,
these needs and responsibilities were recognized and specified.
) depending if the involved
function has a need and a responsibility with the file or if it
only has a responsibility with it, the type of interaction of
every one of them concerning the file are identified. As a result,
these needs and responsibilities were recognized and specified.
The 5Ws diagrams that helped to identify the function’s
responsibilities and needs are showed below.
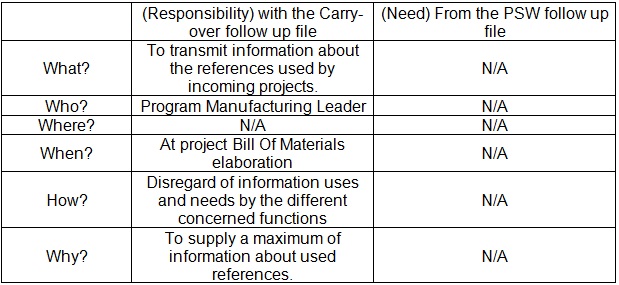
Table 1: Program Manufacturing Leader (PML) –
Carry-over follow up 5Ws diagram [7]
From this table it can be evidenced that the PML function
works as an information supplier for the file since the only
interaction with it is the “Responsibility” for supplying
information about the references used for incoming programs.
Due to the importance of this information, with the aim of
ensuring its complete transmission, a standardized way of
gathering it, latter discussed, was conceived.
|
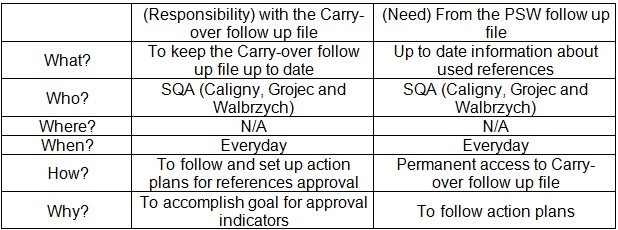
Table 2: SQA (Caligny, Grojec and Walbrzych) –
Carry-over follow up 5Ws diagram [7]
The table above evidences that the SQA function is related
to the Carry-over data base as a supplier of information
because it is in charge of following some of the actions
taken aiming a reference’s PPAP approval and as a client
because it needs the information contained in the file in
order to respond to an action plan or any possible situation
involving a reference’s PPAP update.
|
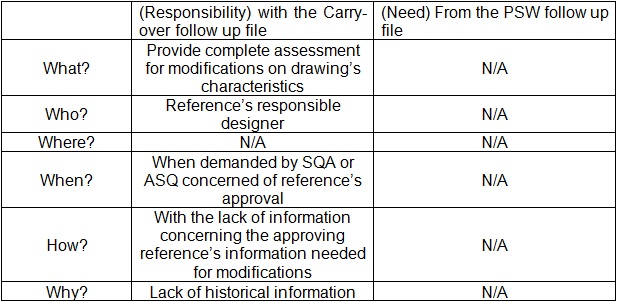
Table 3: Design office – Carry-over follow up 5Ws
diagram [7]
Table 5 evidences that the responsibility of the design
office with the follow up file is really present through the
ASQ and SQA function, so there is not a real interaction
between the first mentioned function and the recalled follow
up.
|
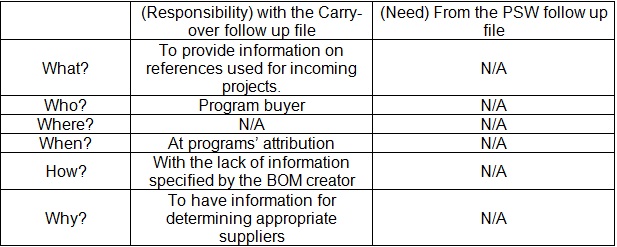
Table 4: Program buyer – Carry-over follow up 5Ws
diagram [7]
From the analysis presented in table 6, it is shown that the
responsibility of the program buyer is to provide
information to the file. Since the problem is related to the
BOM, this indicates that possibly this document could
collect the information needed by the file and needed to be
provided by the analyzed function.
|
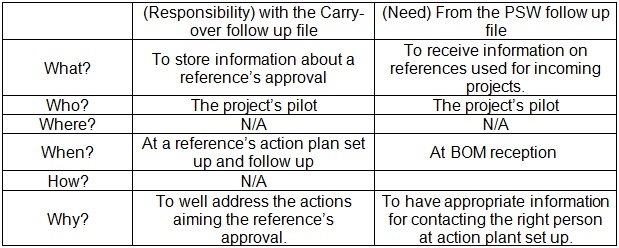
Table 5: Project’s
pilot (ASQ internship student) - Carry-over follow up 5Ws
diagram [7]
Table 7 presents the relationship between the ASQ internship
student and the follow up process in terms of the
responsibilities and the needs that engage him to it. As
pilot of the project, the ASQ internship student is the
keeper of the file, reason for which the person in this
function is obliged to continuously update the information
contained in it (the responsibility) received from the
related functions (the need), in order to guarantee that the
information contained is the product of the most recent
actions taken on the reference’s approval and that followed
reference’s belong to the most recently incoming projects.
|
Return
to summary
5.3.2 The
standardized BOM form
This improvement idea results from the 5Ws analysis and it
consists on creating a standardized spread sheet, shown on image
12, with the information demands needed to supply the information
required for the project’s operation.
This idea is identified thanks to the function of providing
information to the project shared between the PML and the Program
buyer. The fact of creating a standardized form including all the
information needed to supply the needs of the concerned functions
permits a rapid flow of information, enabling punctual decision
taking. Image 6 shows a generic presentation of the mentioned
form.
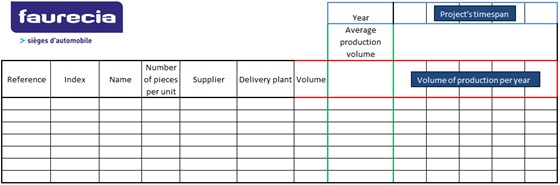
Image 15: Standarized Bill Of Materials form [7]
This spread sheet is shared between the Program Manufacturing
Leader and the Program Buyer in order for them to work on an
standardized document containing the data they needed for their
job and that, which they are to supply, needed not only by the ASQ
function but for the other functions. This information is then
transmitted to the ASQ internship student (the project’s pilot) to
be included in the follow up file.
Return to
summary
5.3.3 The
individual reference action plan spreadsheet
The next modification was the creation of a history database to
list chronologically all the actions carried out in the attempts
for a reference’s approval, template shown below.
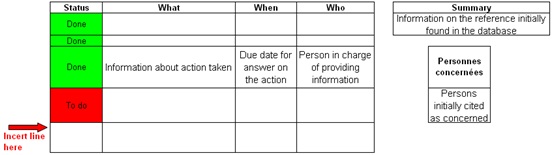
Image 16: Individual reference action plan spread sheet
[7]
For every non approved reference, a spread sheet containing some
of the parameters of a 5Ws model is created in order to well
document and address the actions carried out to complete the
references’ approval process.
The “Insert line here” is intended
to guide the user to insert a line when there is no space left to
register an action, in order for him not to have to set the cell
colour format parameters for column “Status”.
Return to
summary
5.3.4 The action plan
folder
|
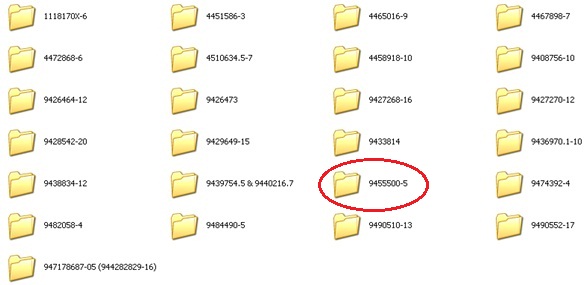
Image 17: Action plan folder [7]
To store the entire action plan’s spread sheets; the action
plan file shown on image 8 was conceived. Inside it, a file
for every reference was created to store all the information
support generated around a reference’s approval, such as
drawings, e-mails, metrology reports, among others.
|
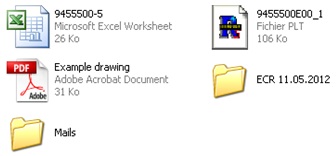 Image 18: Approval
information file [7]
Image 18: Approval
information file [7]
To have a view inside one of the files containing the
information related to a references' approval process, the
content belonging to reference 4451586-3 is shown on the
image above.
|
Return to
summary
6. Results
7. The
Carry-over part follow up procedure proposal
In order to perpetuate the usage of the tools used and developed
by this project, a strategy for its continuation is set up.
As it was planned in the objectives, this project presents a
proposition of the procedure, intended to guide the latter
creation of a standard procedure to be adopted by the different
programs aiming to apply the Carry-over part’s follow up
methodology to achieve comparable results to those obtained for
program Light.
Through the creation of such document to specify the activities
and necessities for adopting the follow up methodology, it is
intended to achieve its application into the different projects
using Carry-over parts present in the company. This application is
thought to be carried out accounting on the means already
available, which is guaranteed by allocating the activities
managed by the ASQ internship student to the other functions
involved. By this, every one of the persons belonging to the
project to which the procedure is intended to be applied will be
empowered with the different activities needed to carry out the
demanded tasks. These activities will have “specific
responsibilities, measurable objectives and defined responsible”
[5]
As mentioned before, in order to allocate the functions carried
out by the ASQ internship student during the project’s execution
to the functions belonging to a project, the procedure’s
description of their roles include the allocated responsibilities
into the description of every one of their functions.
Return to
summary
8. The
project’s sustainability (The usage of the Carry-over part
follow up file after the intervention)
Due to the scope of this project, limited according to the time
that from the beginning was planned to be dedicated to its
execution, there are some activities that were not performed by
the moment of turning it in; these activities concern the
sustainability of the project in the enterprise in order to attain
in others the results obtained for project Light.
8.1
The PSW follow up methodology applied into other projects
(Plan)
With
the intentions of achieving the same results as for project Light
into other projects using carry-over parts, it is intended to work
with the other programs managers in order to introduce the
procedure created to their team and lead them into the adoption of
the Carry-over follow up methodology.
The mentioned procedure will be presented to all
the actors dedicated to a project in order to allocate the
functions mentioned in this document and this way to carry out the
application.
8.2 The
project’s activities allocation (Do)
As mentioned in step number 8, the construction of the procedure
will include in every one of the different function belonging to a
project, all the functions that were carried out by the ASQ
internship student during the project’s execution. In order to do
this, a virtual share place is considered for all of them to be
able to access and modify all the information contained in the
file.
8.3 The
project’s activities execution follow up (Check)
As for every project, the quality on the performance of the
activities executed has to be checked more cautiously at its
beginning, because it is at this stage that its authors have to be
motivated and engaged to pursue the expected results.
To carry out this follow up, a weekly meeting of every project’s
actors with the project’s responsible ASQ is planned in order to
answer questions and to check that the job done corresponds with
the expected.
8.4 The
project’s execution assessment (Act)
This stage of the execution is conceived by the feedback that the
projects’ responsible ASQ gives to the projects’ executers from
their comments received in the weekly meeting, in order to answer
the question concerning the methodology’s application or just to
guide them through the application of the procedure.
Return to
summary
CONCLUSION
By the execution of this project there are two aspects I would
like to conclude about separately:
The professional aspect
concerning what was brought to program Light by the execution
of the project:
• With the information retrieval carried out at
the beginning of the project, which helped the indicator’s status
to improve notoriously and rapidly as shown on graph 6, it could
be identified that the PPAP approval situation was not as bad as
believed since this set of documents was already approved for 10%
of them as evidenced on graph 6 with the fast climbing curve
between the lines. This evidenced a lack of communication among
the people concerned of receiving this information and the ones
concerned of storing it and informing the project Light members
about their reception.
• The first contribution mentioned on part
“5.3.1 The identification of functions and function’s needs and
responsibility allocation” intended to improve the lack of
communication among the different concerned function by well
defining the responsibilities and then to allocate them to the
different actors. This strategy would permit them to be aware of
everyone else’s responsibilities, which intends to create in every
one of them a compromise with the tasks belonging to the allocated
functions.
• Although the programs containing a
non-approved reference remain the same amount from the project’s
re-start to the project’s completion as evidenced with the
comparison of graphs 4 and 9, the success of the project is
justified by the fact that the number of references with no
approval action or with an ongoing one decreased as shown when
comparing graphs 5 and 10.
• The execution of the project permitted to
diminish by 19% the number of non-approved references.
• Since only 17% of the references are not
approved and 65% of the projects contain a non-approved reference,
it can be inferred that many of the non-approved references are
used by more than one project. This means that the approval of a
certain number of these references would bring great benefits to
the overall approval state found on the projects.
• My involvement with the suppliers and the
different people composing Faurecia’s stuff permitted to establish
an action plan for everyone of the non-approved references. This
convergence plan will enable us to attain a rate of 100%
compliancy by October 2012.
Personal gains with project execution:
• The opportunity
of managing the amount of information concerning the project gave
me the ability of organizing my way of thinking in order to
transmit it into the way I started to organize the information in
my hands, this way I started to be able to access this information
in a more efficient and rapid way.
• The opportunity
of working as a foreign internship student which limited me on the
understanding the interaction in the work environment due to the
language barrier, helped me to improve my capacity to understand
frustration and to develop abilities to motivate my self when my
capacities are exceeded by a situation or task.
• The need of
developing a methodology by myself to carry-out this project
obliged me to use the tools studied during the theoretical part of
the “Master II Management Qualité” making it possible for me to
put this tools to use in the professional field and adapt them to
non-restrictive, ideal cases as those proposed in the academic
environment.
• The fact of having to give result’s about the
work I performed while depending on others to achieve them, helped
me to realize the importance of planning the activities on which
rely my job in order to permit others to be also able to plan
theirs, this way all the people involved would have enough time to
supply demanded information or resources on time.
Return to
summary
REFERENCES
[1] Group presentation, Faurecia, 2011 (18-05-2012)
[2] SQ Supplier Quality Methodology guide, FAU-C-SPG-6400,
Faurecia Automotive Group, 2008. (03-26-2012)
[3] Production Part Approval Process, Daimler Chrysler
Corporation, Ford Motor Company, General Motors Corporation, Third
edition, 1999. (03-26-2012)
[3] FARGES, Gilbert, Fondements méthodologiques de l’amélioration
continue et de la résolution des problèmes, UTC, Master Management
Qualité © 2011 (15-03-2011)
[5] ISO/TS 16949:2002 IMPLEMENTATION GUIDE, Automotive Industry
Action Group, 2003 (12-04-2012)
[6]FERNANDES A. Mario (1996) El control, Fundamento de la gestión
por procesos. ASIC 2003. 91 P. (03-04-2012)
[7] KAPKIN S. Pedro, Convergence breakthrough for carry-over
parts, MASTER Management de la Qualité (MQ), UTC, 2011-2012,
https://www.utc.fr/master-qualite, puis "Travaux"
"Qualité-Management", réf n°229)
ANNEXES
Annexe 1: The
Carry-over part follow up procedure proposed
Return to
summary