Ce mémoire a été réalisé dans
le cadre de mon stage de fin d’études dans le cadre de Master
2 Management de la Qualité et Performance dans les
Organisations.
L’objectif principal de ma mission dans le centre de
compétence d’Inspection a été de
mener un projet, visant à réduire le nombre de non
conformités (NC) sur les équipements fabriqués par
les fournisseurs dans les usines et détectées après émission
du procès verbal (PV) de la recette.
Pour ce faire j’ai pu utiliser la méthode de
Lean Six Sigma-DMAIC.
Grâce à cette méthodologie, des étapes précises et concrètes
ont été menées et réalisées avec des objectifs et des
livrables clairs et précis à chaque niveau du projet.
Comme livrables du projet
apparaissent:
- la méthodologie de Lean Six Sigma
- le management du projet
- la collecte des données avec les tableaux dynamiques
croisés regroupant les équipements impactés par des non
conformités dans les usines de fabrication AREVA.
- le diagramme de Pareto pour représenter les 80 % des
équipements impactés
- la cartographie de la matrice des causes et effets de
processus de fabrication pour l’équipement des vannes.
- tableau de risques évalués avec les indicateurs de
mesure CTQ (Critical to Quality) sur les étapes d’entrée
du processus de fabrication.
Pourquoi
avoir choisi ce stage
Travailler dans un tel
contexte industriel et dans le centre de compétence
d’Inspection est une véritable expérience qui m’a paru
intéressante et attirante. Le milieu industriel nucléaire
aussi riche et varié, a attiré toute ma curiosité.
En effet, le sujet de stage consistait à travailler sur
plusieurs champs, à savoir technique
et managérial. La participation au management du
projet proposé a été un défi pour moi. Il y a deux ans, j’ai
fait un bilan de compétences. A partir de ce moment, j’ai
voulu évoluer dans un milieu industriel travaillant dans le
domaine de la qualité projet ou la qualité des fournisseurs
des équipements.
L’objectif étant de mener un projet et la résolution des
problèmes dus aux défauts de fabrication.
Exerçant déjà dans un laboratoire de métallurgie depuis 2007,
dans un centre de recherche et développement automobile, je
vérifiais la qualité et la santé métallurgiques (présence ou
non des défauts de fabrication) sur des pièces issues du
système de freinage. Ce type d’expertises métallurgiques a été
mené selon les standards de la société Robert BOSCH et les normes Européennes.
La suite logique était de changer du contexte pour l’évolution
de ma carrière Il s’agissait de travailler dans un département
qui est plus orienté sur le management de projet avec la
méthode Lean Six Sigma-DMAIC et d’autres outils et logiciels
informatiques.
I. PREMIERE PARTIE : HISTORIQUE DE LA SOCIETE - LE SENS
DU PROJET
1) Entreprise AREVA : son historique, son potentiel et
ses actualités
AREVA est un groupe
industriel international spécialisé dans les métiers du
nucléaire. Cette entreprise est présente au niveau
international avec un réseau commercial dans 100 pays et une
présence industrielle dans 43 pays.
AREVA exerce ses activités sur 45 sites industriels
principaux.
• 33 sites
en Europe, dont 25 en France
• 8 sites en Amérique
• 1 site en Asie
• 3 sites en Afrique (Niger, République
centrafricaine, Namibie).
Figure 1: cartographie de la
présence AREVA dans le Monde [1]
La répartition des
implantations est très variable selon les activités.
- Les activités minières sont réparties au Niger, au
Canada, au Kazakhstan et en Namibie.
- Les BU Chimie et Enrichissement, ainsi que Traitement,
Recyclage ou Assainissement sont implantées uniquement en
France.
- La BU Combustible en France, mais également en Europe
hors France et aux États-Unis.
Ses activités sont essentiellement liées à l'énergie nucléaire
(extraction de minerai d'uranium, élaboration de combustibles
nucléaires, construction de réacteurs, traitement des
combustibles usés, exploitation nucléaire, propulsion
nucléaire, transport des matières radioactives…) et dans une
moindre mesure à d'autres formes d'énergies (le parc éolien en
baie de Saint-Brieuc, par exemple).
En 1983, le Commissariat à l'énergie atomique (CEA) a été
autorisé par décret à faire apport de l'ensemble de ses
participations industrielles à la Société des participations
du CEA, alors dénommée CEA-Industrie, comportant dans le
domaine nucléaire trois groupes (COGEMA, Framatome et
Technicatome). En septembre 2001, la société change le nom
commercial "CEA-Industrie" pour celui d'AREVA.
Contrairement à ce qui est souvent écrit AREVA n'a donc pas
été créée en 2001, mais, à partir de cette date, la holding du
CEA est passée du rôle de simple holding financière à celui de
holding industrielle, avec directoire et conseil de
surveillance, Anne Lauvergeon, PDG de la COGEMA devenant
également présidente du directoire d'AREVA. En 2006, COGEMA,
FRAMATOME ANP ET TECHNICATOME prirent respectivement les noms
de AREVA NC (Nuclear Cycle), AREVA NP (Nuclear Plant) et AREVA
TA, marquant ainsi la volonté d'imposer une dénomination
unique à toues les sociétés de premier rang du groupe.
Jusqu'en 2012, le nom légal est resté Société des
participations du Commissariat à l'énergie atomique. Le nom
AERVA n'est pas un sigle, il a été inspiré par l'abbaye
d'Arévalo, en Espagne. Néanmoins, le groupe écrit son nom en
majuscules, AREVA. Ce n'est qu'en 2012 que la Société des
participations du CEA abandonnera sa raison sociale pour celle
d'AREVA, marquant ainsi, s'il en était besoin, que le CEA,
même s'il détient 73% des parts en 2011 (68,88 % en 2012 après
l'augmentation de capital), n'a plus un rôle majeur dans la
stratégie d'AREVA, si ce n'est que faire le portage de la
majorité des parts du secteur public.
AREVA s’est séparé de la branche transmission et distribution
(AREVA T&D) fin 2009, se recentrant sur la production
d’énergie « sans CO2 » au sens large : les énergies
renouvelables prennent une part croissante dans les activités
du groupe, aux côtés du nucléaire. Le « Business group »
énergies renouvelables a ainsi été créé en 2010. AREVA a par
ailleurs créé une Direction Ingénierie et Projets transverse
aux activités nucléaires. Avant sa réorganisation, AREVA
disposait d’une filiale de transmission et de distribution
d’électricité (T&D). Ce pôle regroupait des activités de
production, d’installation et de maintenance des équipements
ainsi que les opérations de transmission et distribution
d’électricité, en haute et moyenne tension. T&D a été
vendu en juin 2010 aux groupes industriels Alstom et Schneider
Electric.
En 2011,
AREVA compte
environ 48 000 employés et contrôle un grand nombre
de filiales.
Pour aligner son organisation opérationnelle sur sa stratégie,
le groupe l’a changée en 2010. Son activité est désormais
divisée en
5 «
Business Groups » :
• Mines,
• Amont,
• Réacteurs
et Services,
• Aval,
• Énergies
Renouvelables.
Ces Business Groups
regroupent eux-mêmes plusieurs activités.
Le BG Mines
Le
Business Group Mines compte 5 319 salariés. Dans le
monde et représente 15 % du
chiffre d’affaires d’AREVA en 2011. Olivier Wantz -
Directeur général adjoint d'AREVA - est responsable du
Business Group Mines
Le BG Mines recherche et
extrait le minerai d’uranium, le purifie pour le transformer
en un concentré solide (le « Yellow Cake ») et réaménage les
anciens sites miniers en fin d'exploitation. AREVA exploite
des mines au Canada, au Kazakhstan, au Niger et en Namibie.
Le
BG Amont
Le Business Group Amont
compte 8 888 salariés dans le monde et représente 26 % du chiffre d’affaires
d’AREVA. Michael McMurphy dirige les activités « Amont » du
groupe AREVA.
Ce BG est divisé en trois «
Business Units » (BU), chacune dédiée à une activité
située en amont de la production électrique d’origine
nucléaire :
• Première:
La BU Chimie a pour
principal métier la conversion de l’uranium naturel en
hexafluorure d’uranium (UF6). Cette étape de conversion est un
préalable au procédé d’enrichissement, dans la production de
combustible nucléaire. La BU Chimie produit également (via la
filiale Comurhex) différents produits fluorés utilisés dans
l’industrie.
•
Deuxième: La BU
Enrichissement. L’hexafluorure d’uranium produit par
la BU Chimie ne contient que 0,7 % d’uranium 235 :
l’enrichissement de l’uranium naturel consiste à concentrer
cette teneur pour la faire s’élever entre 3 et 5 %.
Jusqu’à juin 2012, deux procédés différents étaient utilisés
pour l’enrichissement. AREVA, qui utilisait jusque-là
principalement la diffusion gazeuse, utilise la technologie de
centrifugation dans sa nouvelle usine Georges-Besse II. Cette
usine est entrée en production au cours du premier semestre
2009 sur le site nucléaire du Tricastin.
• Troisième:
La BU Combustible réalise
la dernière étape de la fabrication du combustible nucléaire :
elle fabrique et vend du combustible classique à l’oxyde
d’uranium naturel enrichi, mais également du combustible MOX
(Mélange d’Oxydes) et du combustible URE (Uranium de
Retraitement Enrichi), produit à partir du recyclage de
combustibles usés.
Le
BG Réacteurs et Services
Le BG Réacteurs et Services
compte près de 17 000 salariés et a généré 37 % du chiffre d’affaires
d’AREVA en 2011. Ce BG est organisé autour de 3 segments de
marchés:
• Nouvelles Constructions : projets de
construction de nouveaux réacteurs nucléaires ;
• Bases installées: solutions et produits
pour les parcs nucléaires existants et futurs dont la
conception et la fabrication de systèmes de détection et de
mesure de la radioactivité;
• Propulsion et Réacteurs de recherche :
propulsion navale, réacteurs de recherche et systèmes vitaux
de contrôles commande pour les transports.
C’est au sein de ce BG que sont conçus:
• les réacteurs nucléaires à eau légère de
type REP et REB (les principaux types de réacteurs
actuellement utilisés dans le monde) ainsi que deux types de
réacteurs dits de 3e génération, l’EPR et le SWR-1000.
• les composants pour les centrales
nucléaires : cuves, générateurs de vapeur, mécanismes de
régulation de la réaction…
• les appareils de mesures nucléaires:
systèmes de détection et de mesure de la radioactivité, de
surveillance des installations nucléaires, de radioprotection,
etc.
Le BG Aval
Le BG Aval a représenté en 2011 environ 18 % du chiffre d’affaires d’AREVA,
soit 1 594 millions d’euros. En fin d'année 2011, il comptait 11 009 salariés.
Ses activités concernent le traitement et le recyclage des
combustibles usés, après utilisation dans les réacteurs.
• La BU Recyclage récupère les matières
valorisables (uranium et plutonium) des combustibles usés afin
de les recycler sous forme de combustibles MOX ou d’UO2 dans
les réacteurs nucléaires.
• La BU Valorisation des sites nucléaires
organise l’assainissement d’équipements et d’installations et
pilote le démantèlement de sites à l’arrêt.
• La BU Logistique conçoit et fabrique les
emballages pour le transport et l’entreposage des matières
nucléaires et organise leur transport.
• La BU Assainissement prend en charge la
maintenance d’installations, la décontamination, et le
démantèlement de sites.
Le
BG Energies Renouvelables
Le BG Énergies Renouvelables
a représenté en 2011 environ
3 % du chiffre d’affaires d’AREVA. Il employait, fin
2011, 1 252 collaborateurs.
Le BG Énergies renouvelables est constitué des activités liées
à l'éolien (notamment
éolien offshore), aux
bioénergies, au solaire (solaire thermique à
concentration) et à
l'hydrogène comme vecteur énergétique et solution de
stockage.
• Éolien
: AREVA Wind (ex Multibrid) propose une turbine de 5 MW qui
équipe le parc offshore d’Alpha Ventus, au large de
l’Allemagne. Le groupe totalise 600 MW programmés dans les
grands parcs en construction en Europe. AREVA a signé un
contrat avec Wetfeet Offshore Windenergy pour la fourniture de
80 turbines M5000 du parc éolien offshore Global Tech 1 pour
un montant de plus de 800 millions d’euros, ainsi qu’un
protocole d’accord pour la fourniture de 40 éoliennes pour le
parc Borkum West II (200 MW), 2e phase du parc Alpha Ventus.
Dans le cadre de l’appel d’offres pour l’éolien en mer en
France, le gouvernement a attribué au consortium emmené par
Iberdrola et EOLE-RES le développement du champ de
Saint-Brieuc (Côtes-d’Armor). AREVA construira 100 éoliennes
de 5 MW chacune pour ce champ dont la mise en service est
prévue entre 2017 et 2019.
• Solaire :
en 2010, AREVA a acquis la société Ausra, Inc. (rebaptisée
AREVA Solar), aux États-Unis, spécialisée dans les solutions
du solaire thermique de concentration à grande échelle pour la
production d’électricité, l’injection de vapeur solaire dans
les centrales et la production de vapeur pour des applications
industrielles. AREVA a d’importants projets en cours à
l’international, par exemple en Australie (installation d’un
générateur de vapeur solaire de 44 MWe, destiné à être une
extension d’une centrale thermique au charbon).
En 2012, AREVA Solar a été sélectionné par le groupe indien
Reliance Power Limited pour la construction en Inde d’une
installation d’énergie solaire à concentration (CSP) de 250
MW, la plus grande d’Asie à ce jour.
• Bioénergies
: cette activité consiste à concevoir et fournir clé en main
des centrales à biomasse, c’est-à-dire valorisant des déchets
d’origine végétale ou animale en les transformant en énergie.
AREVA compte 100 centrales bioénergies en service ou en cours
de construction dans le monde.
• Hydrogène
: l’hydrogène permet de produire une énergie propre et de la
gérer en fonction de la demande.
Pour développer son utilisation, AREVA, par l’intermédiaire de
sa filiale Helion, développe des solutions de production
d’hydrogène basées sur l’électrolyse de l’eau et des solutions
de production d’électricité utilisant des piles à combustible.
Helion participe à plusieurs programmes de recherche avec
l’Agence Nationale pour la Recherche, des groupes industriels,
des laboratoires de recherche français…
a) Positionnement de mon
stage dans l’organisation Ingénierie et Projets EP
Le contexte de mon stage se situe au sein de l’équipe EIRA
dans la tour AREVA à Paris la Défense,
pour le compte de la business
groupe (BG) Réacteur Service, traitant les NCR sur
nouvelles constructions des sites de construction AREVA en
Chine (Taishan TSN), en Finlande
(Olkiluoto 3 OL3) et en France (Flamanville FA3).
Il s’agit d’un projet qui consiste de
réduire le nombre de non
conformités d’origine fournisseur, après émission de
recette (Procès verbal PV) sur les équipements de ces trois
sites de productions. C’est ainsi que l’on désigne l’équipe de
surveillance EIRA d'E&P (EIRA : EQUIPE INSPECTEUR REACTEUR
AREVA).
b) Norme NF EN ISO/CEI 17020
L’équipe Inspection travaille
selon la norme
NF EN ISO/CEI
17020. ISO : (Organisation Internationale des Systèmes) [2.3] et CEI
(Commission Electrotechnique Internationale). Ce document a
comme objectif de promouvoir la confiance dans la façon dont
l’inspection des produits est effectuée. Il décrit les
exigences générales que doit appliquer un organisme
d’inspection première, seconde ou troisième partie pour être
reconnu au niveau national et européen comme compétent et
fiable pour l’inspection des produits. Officiellement reconnue
par les clients d’E&P et les autorités de sûreté, l’EIRA a
été accréditée par la COFRAC, agence française d'accréditation
des organismes d’inspection. L'accréditation par la COFRAC
confère à l’EIRA une expertise reconnue au plan international
en matière d’organisation, de qualification et de supervision
de ses inspecteurs, ainsi que de traçabilité de ses rapports.
Elle est accrédité type B.
Les salariés des catégories B doivent être formés à la
radioprotection.
Selon le niveau de leur exposition, on classe les salariés
dans l'une ou l'autre des catégories (A ou B).
La catégorie A:
travailleur exposé susceptible de recevoir une dose comprise
entre 6 et 20 mSv par an (mSv est l’unité de la
radioactivité).
La catégorie type B :
travailleur exposé est susceptible de recevoir une dose
comprise entre 1 et 6 mSv par an.
L’EIRA apporte son soutien aux équipes projets nucléaires à
chaque étape, de la fabrication à la construction et essais
sur site. Pour chacune de ses interventions, l’EIRA définit
les outils et méthodes d’inspection à utiliser en fonction de
3 paramètres :
- la criticité des composants ou des équipements
concernés,
- les retours d’expériences sur les réalisations du
fournisseur,
- l’impact potentiel sur le planning du projet.
2) La planification Dynamique Stratégique du projet
Pour montrer l’organisation du projet en cours, une
Planification Dynamique Stratégique (PDS) a été créée. Cette
PDS permet de visualiser la stratégie du projet a été
élaborée.
Figure 2 :
Planification dynamique stratégique du projet [1]
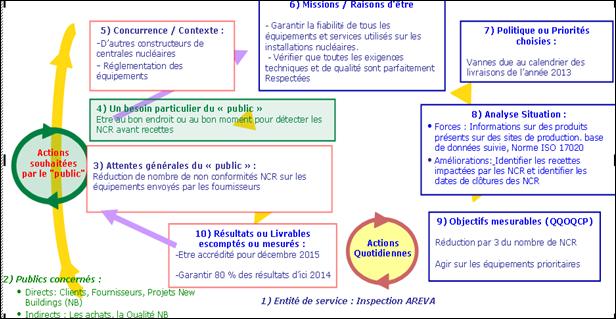
3) La problématique du
projet selon le tableau QQOQCP
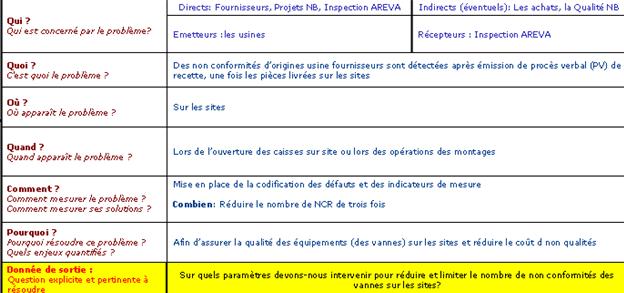 Figure 3 : le QQOQCP
de la problématique du projet [1]
Figure 3 : le QQOQCP
de la problématique du projet [1]
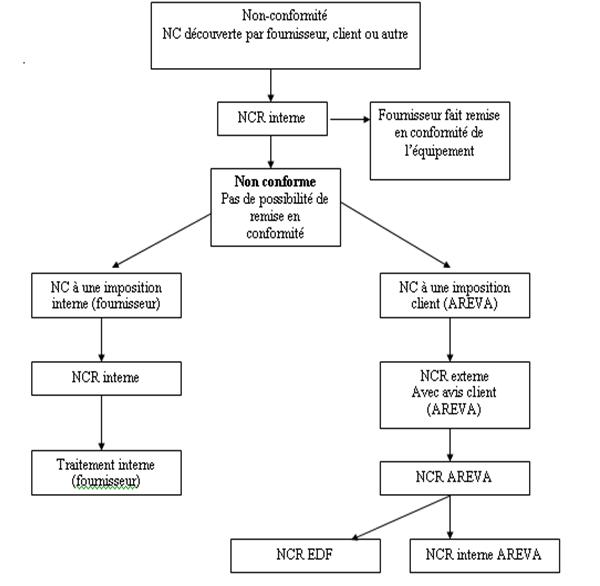
4) Vision global du
processus du projet
Voici le schéma représentant le processus de fabrication et de
la rédaction d’une NCR :

Figure 4: vison global du processus [1]
La recette montre que la fabrication des équipements
a été sous surveillance et que cette surveillance n’a
identifié aucun écart aux exigences demandées.
Le problème majeur se situe aussi dans la phase qui est
détection de la NCR après recette. En effet il se situe dans
le temps de détection de défauts. Les équipements envoyés par
les fournisseurs arrivent dans les caisses.
Ces caisses sont ouvertes seulement quand nous avons besoin
des équipements pour les installer. Ce qui génère un stockage
d’une durée trop importante et une détection des NCR beaucoup
trop tardive. Donc un des objectifs est aussi de réduire ce
temps de stockage et de détecter au plutôt possible la
présence de NCR.
Dans la phase de réparation des équipements endommagés il peut
y avoir acceptation en l’état (note technique de l’ingénierie)
ou réparation ou à scrap (la pièce est écartée et une nouvelle
pièce est fabriquée).
a) Représentation du processus
Voici la description du processus avec les différentes étapes :
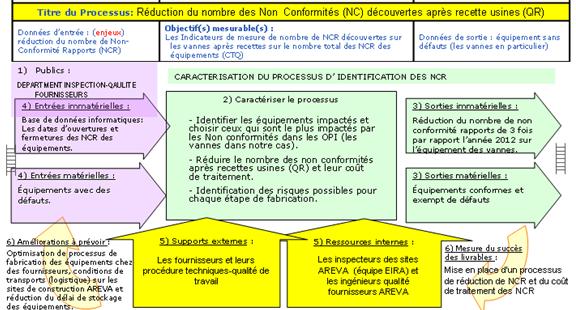 Figure 5:
représentation du projet [1]
Figure 5:
représentation du projet [1]
Le cœur du processus est l’étape
n°2 « Caractériser le processus ». Cette étape
comporte différentes sous-parties et c’est l’intermédiaire
entre les étapes 4 « entrées matérielles et immatérielles »
qui sont transformées en étapes 3 « sorties matérielles et
immatérielles ». Le support de ces étapes sont les supports
externes et internes. De nombreux inspecteurs site se
déplacent sur place pour constater l’état des équipements qui
arrivent dans les caisses ou ceux qui ne se déplacent pas car
ils sont déjà sur le site.
En effet, il y a deux types d’inspecteurs:
- Les inspecteurs usines qui suivent le
produit jusqu’à émission du QR.
- Les inspecteurs sites qui détectent les
NCR à ouverture des caisses ou lors du montage mais ils ne se
déplacent pas. Ils sont sur le site.
L’objectif étant donc la réduction du nombre de NCR et
obtention des équipements conformes et exempt de défaut.
C’est un processus qui est complet et qui compte de nombreux
paramètres à gérer, tels que recherche d’informations (sur le
système informatique ou de différents logiciels),
communications avec le personnel (chefs de départements,
inspecteurs et d’autres types d’ingénieurs), apprentissage de
la méthode Lean six sigma (grâce aux documents issus de la
formation) et apprentissage du fonctionnement des différents
équipements. Ce qui rend le management de mon sujet du stage
encore plus intéressant.
b) Explication et différence
entre NC (non-conformité) et NCR (non-conformité rapport)
- Une non-conformité NC
est tout écart à un document applicable à la commande à
travers la réquisition (ensemble de documents applicables)
plus tout écart approuvé par AREVA.
- Une NCR est
non-conformité rapport
suite à une NC. C’est une non satisfaction d’une exigence
(besoin ou attente formulée, habituellement implicite ou
imposés) [2.1].
Il existe des NCR internes et NCR externes (client : AREVA,
EDF..). Selon le cas de NCR, le cheminement n’est pas le même:
Figure 6: différence entre NC
(non-conformité) et NCR (Non conformité rapport) [1]
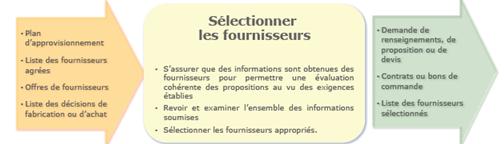
Voici la façon et les
conditions de sélectionner les fournisseurs
Figure 7: Fournisseurs [2.2]
Le fournisseur AREVA NP précise, dans le manuel qualité ou dans
un document qualité spécifique aux commandes AREVA NP, les
dispositions organisationnelles et techniques prises pour
répondre à l’ensemble des exigences de la prescription. La
documentation correspondante est transmise à l’AREVA NP pour
revue par la cellule en charge de l’évaluation du fournisseur.
- Le « client »
désigne l’organisme acheteur qui passe commande. Le « fournisseur d’AREVA NP »
désigne l’organisme qui fournit un produit à AREVA NP.
- Le « sous-contractant
» désigne un intervenant dans la réalisation du produit à
travers l’exécution d’un contrat.
- Le « produit »
désigne le résultat de toute activité d’étude ou
d’approvisionnement, de fabrication, de contrôle, d’essais,
de manutention, de transport, de stockage, de nettoyage, de
montage, ou toute autre intervention sur des matériels.
- Une « activité »
est un élément d’un processus au sens de l’ISO 9000.
- Les « Activités
Concernés par la Qualité » (ACQ) désignent
les activités exécutées pendant la réalisation de la
commande et dont la défaillance peut entrainer une
non-conformité du produit aux exigences liées à la sureté
notifiées par AREVA NP.
Lorsque les caractéristiques du produit commandé au fournisseur
(incluant les prestations éventuelles de sous contractants) sont
en écart par rapport aux exigences contractuelles (y compris les
codes, normes ou standards applicables) sans possibilités de
remise en conformité simple, une fiche d’écart doit être
émise et envoyée à AREVA NP
(Annexe n°4).
L’accord d’AREVA NP est requis pour l’acceptation en l’état des
produits non-conformes à ses exigences. Pour les travaux sur
site de maintenance, l’accord AREVA NP est également requis dans
le cas d’une proposition de remise en conformité par un procédé
de réparation non préalablement approuvé par AREVA NP.
5) Risques du projet

Figure 8: risques du projet [1]
En conclusion, si le projet n'aboutit pas il existe des:
- Risques de non conformités sur les vannes livrées sur
site en 2013 qui seraient détectées après livraison avec les
couts associés
- Pertes de reconnaissance / de confiance vis à vis de
l'inspection en interne
- Pertes de reconnaissance / de confiance vis a vis d'AREVA
chez nos clients et autorités de suretés.
Les Alternatives
Alternatives A :
- Avoir des vannes de rechange dans les stocks.
- Adapter /augmenter la surveillance chez le fournisseur
pour le niveau de confiance.
Alternatives B :
- Transparence et communication pour augmenter la
confiance.
- Mise en place d’analyse des causes pour chaque
événement avec des actions correctives à la clef.
Alternative C :
- Dépense importante financière.
II. DEUXIEME PARTIE
: LA METHODOLOGIE DU PROJET
1) Utilisation de la
méthode Lean Six Sigma–DMAIC : Norme ISO 21500
Un projet est un ensemble unique du processus, constitué
d’activités coordonnées et maitrisées,
ayant des dates de début et de fin
et entreprises pour atteindre les objectifs du projet
qui requiert la fourniture de livrables conformes à des
exigences spécifiques.
Le Management de projet
consiste à appliquer des méthodes, des outils, des techniques
et des compétences à un projet donné. Il est effectué
au moyen de processus choisis et organisés avec une vision
systémique. Il comprend l’intégration des diverses phases du
cycle de vie du projet qui comporte des livrables spécifiques.
Par bien mener notre projet je me suis inspiré de la
norme ISO 21500 [2.2]
qui explique la façon claire et constructive le
management d’un projet.
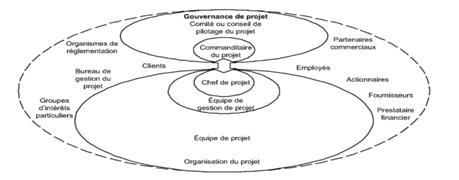
Pour réussir son projet, il faut :
- Décrire de manière détaillée toutes les parties prenantes
du projet
- Définir et (bien) communiquer (sur) leurs rôles et
responsabilités
Figure 9: Représentations schématiques du projet [2.2]
b) Méthode Lean Six Sigma
Pour mener notre projet, la méthode Lean Six Sigma a été
utilisée. C’est une
union
entre méthode Lean et Six Sigma. Le Lean s’intéresse
aux gaspillages et aux Flux. Il permet d’augmenter la vitesse et
le temps de traversé. Le six sigma s’intéresse aux sources de
variations. Il permet de réduire la variation en utilisant des
données.
L’objectif commun de cette méthode est de :
- réduire les coûts,
- améliorer la qualité,
- livrer à temps,
- éliminer les variations et les gaspillages,
- impliquer les gens,
- prévenir et résoudre les problèmes,
- éduquer,
- amélioration en continue.
Par cette méthode de Lean Six Sigma nous allons montrer comment
nous avons traité notre problématique. L’outil majeur de la
méthode Six Sigma est le DMAIC.
Le DMAIC est une abréviation en anglais qui signifie : Define,
Measure, Analyze, Improve, Control
- Define : consiste à définir le projet, identifier le
problème et les objectifs
Il concerne la compréhension,
le périmètre et la documentation du problème pratique de sorte
que:
on se focalise sur un projet facile à manager, que ce soit un
projet important pour le business et qu’il y ait un impact
positif pour le client.
Dans les projets Lean Six Sigma, on connait les problèmes à
résoudre mais on ne connait pas les causes et encore moins les
solutions. Il est donc très
important de décrire clairement ce que l’on veut faire, pour
éviter de perdre le cap au cours de nos investigations et
d’être sûr que nous sommes en ligne par rapport aux
priorités du business.
Pour démarrer un projet, il est important de former une équipe
d’un petit nombre de personnes avec des compétences complémentaires qui
sont engagées dans une performance, une approche et un but
communs pour lesquels ils sont mutuellement responsables.
L’objectif est de développer un but commun et travailler
ensemble pour atteindre ce but.
Pour cela il faut aussi avoir une forte communication,
encourager l’expertise de chaque individu, renforcer et
combiner les compétences connaissances et expériences
multiples des autres, pour l’obtention de meilleurs résultats.
SIPOC
Pour définir le processus le mieux c’est d’effectuer une
cartographie du processus grâce à un SIPOC.
C’est une technique ou une
nomenclature permettant de modéliser un processus.
C’est l’acronyme anglo–saxon de Suppliers (fournisseurs), Inputs
(entrées), Processes (sous-processus), Outputs (sorties),
Customers (clients). Ces cinq éléments constituants les axes à
partir desquels le processus est cartographié.
Supplier

Input
Process
Output
Customer
- Supplier peut être une personne, un processus, ou une
entreprise (interne ou externe) qui fournit les données d’entrée
du processus.
- Inputs (données d’entrées) est la matière (phasique ou Data)
fournie au process.
- Process (processus) : étapes majeures du process
- Outputs (données du sorties) : produit/service /data livrés au
client ou bien aux prochaines étapes du process
- Customer (clients) : consommateur/utilisateur de la donnée de
sortie du process.
La carte SIPOC se déploie en traitant le flanc droit en premier
lieu (clients & sorties), ensuite le flanc gauche
(fournisseurs & entrées) et le centre pour terminer
(sous-processus.
Visuellement, l'organigramme fait généralement l'unanimité. Le
cas échéant, quelques pictogrammes et/ou relations viendront
souligner certains points importants Et, dans tous les cas,
priorité absolue aux mots-clés.
- Mesure: sert à décrire
le processus et comprendre et mesurer la performance
actuelle
Il consiste à comprendre l’état actuel du processus et collecter
des données fiables pour comprendre l’état actuel du processus
de sorte que :
- On définisse la façon de mesurer la
performance de la sortie du processus(Y)
- On qualifie et quantifie le problème
- On détermine la performance du processus et
sa capabilité en regard des besoins clients.
On aura besoin de :
- vérifier l’application des basiques du
processus
- réaliser une cartographie détaillée du
processus
- identifier les variables d’entrée et de
sortie
- s’assurer que le système de mesure est
capable de contrôler la variation du Y
- construire un plan de collecte de données
Les livrables clés de la phase Mesure sont l’évaluation du
système de mesure, la ligne de base du processus et la
cartographie détaillée du processus actuel avec les variables
clés d’entrée et sortie IPO (input, processus, output),
matrice cause et effet, évaluation
du system de mesure, plan de collecte de données, plan
d’actions sur les gains rapides (fruits mûrs).
Les étapes pour mener
la phase Mesure sont :
- Revue des basiques du processus.
- Identifier les (KPIV, KPOV)
- Prioriser les variables d’entrée et de
sortie
- Elaborer un plan de collecte de données
- Valider le système de mesure
- Etablir la ligne de base de la performance
du processus
- Gate review
- Analyze: sert à Identifier les causes
racines et les vérifier (cette phase n'a pas encore
commencé)
- Improve:
permet de sélectionner les meilleures solutions, tester
les solutions et implémenter les améliorations (cette phase n'a pas encore
commencé)
- Control: sert à confirmer l’amélioration du
processus et pérenniser les améliorations mises en place (cette phase n'a pas encore
commencé)
Selon le type de NC et de sa situation, le code varie.
ll y a six différents
codes : Code décision, critère, gravité, cause, origine
et détection. Les explications sur les codes en question sont
données ci-après :
Code D-code DECISION
1: Réparation
2: Acceptation en état
3: Refus du matériel
4: Déclassement pour d'autres applications
5: Annulation de la fiche FNC/FA
6: Acceptation en état sous conditions
7: Autres
Code A1-Code CRITERE
C: Dimensionnel
F: Fonctionnel
E: Electrique
D: Matériau – métallurgique
N: END
V: Procédé
S: SMQ Système management de la Qualité
M: mécanique
P: Documentation
X: Autres
Code A2-Code GRAVITE
A: Fiche de la non-conformité.
Inspecteur traite seule l'anomalie
B: Fiche de non-conformité:
L'inspecteur traite la non-conformité, avec justificatif.
C: fiche d'anomalie: l'organisation centralisée traite seule
l'anomalie
D: Fiche d'anomalie: l'organisation centralisée traite
l'anomalie, avec justificatif
E: cas particuliers graves
Code A3-Code CAUSE
H: Erreur humaine (y compris procédures non respectées)
C: conception
P: Processus ou Procédés non adaptés
E: Cause externe au processus (exemple choc causé par tiers)
D: Défaut imputable au processus, sans que celui-ci ne soit
remis en cause
I: Interfaces mal maitrisées ; X : autres
Code A4-Code ORIGINE
I : Interne à AREVA
F : Fournisseur
X : Autre
ND : Pending
NR : Erreur
X : autre
Code A5-Code DETECTION
1: Non-conformité détectée en dehors d'une inspection
AREVA, Client et ou Autorité de sureté
2: Non-conformité détectée lors d'une inspection AREVA en dehors
d'une Inspection client et ou Autorité de sureté
3: Non-conformité détectée lors d'une inspection Client, Client
et/ou Autorité de sureté
Après mise en œuvre de la commande AREVA et/ou expédition de
l'équipement
4: Non-conformité d'origine usine détectée après recette finale
de l'équipement
5: Non-conformité hors origine usine détectée après recette
finale de l'équipement
(exemple origine logistique/transport)
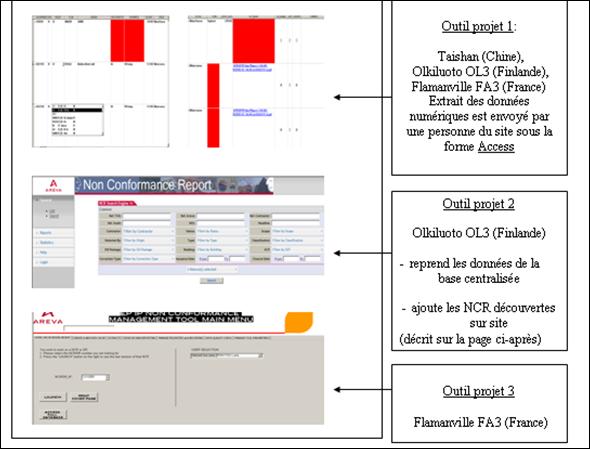
4) Système d’Information
AREVA : recherche des renseignements concernant les NCR
Pour la recherche d’information des dates d’ouverture, de
fermeture et la description des NCR et de procès verbal des
recettes (QR), j’ai utilisé des logiciels AREVA ou des extraits
des données qui sous la forme suivante:
Figures 10: système
d’information AREVA [1]
La cartographie des NCR découvets après QR, demande de mettre en
relation la base centralisée les NCR d’origine usines qui vont
faire l’objet d’une réparation sur site ou d’un scrap suivi
d’une nouvelle commande.
a) Outil projet 2
Olkiluoto OL3 (Finlande)

Figure 11: système d’information AREVA [1]
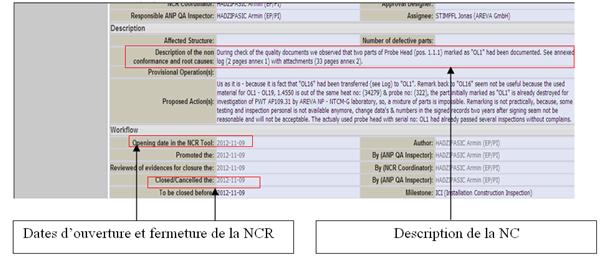
En effet grâce aux codes des équipements (appelés aussi les KKS)
nous arrivions à remonter jusqu’au le numéro de la NCR et de
vérifier ses dates d’ouverture et de fermeture.
Nous obtenons la description
de la non conformité avec les dates d’ouverture et
fermeture de NCR:
Figure 12: système
d’information AREVA, description de la NC [1]
III.
TROISIEME PARTIE : LES RESULTATS OBTENUS
1)
Première phase du projet : DEFINE (définir)
L’objectif dans cette phase a
été de recenser les données des sites AREVA avec les
équipements qui contiennent des défauts de fabrication. Ce que
l’on appelle un plan de
collecte de données. Ces défauts appelés les NC ont
été identifiés avec leur code d’identification KKS ce qui nous
a permis de les compter. Pour ce faire, on a utilisé un
fichier Excel qui contient une base de données des équipements
impactés. Afin de pouvoir traiter les bases des données qui
proviennent de différents sites des usines AREVA, la prise du
contact a été nécessaire directement par téléphone ou
via mails avec des personnes sur les sites de construction,
qui gèrent les logiciels et des bases de données comportant
les non conformités, leur date d’ouverture et fermeture et
leur description.
Etant donné que le nombre de données dans ces tableaux est
important, afin de les utiliser plus simplement les tableaux dynamiques croisées
ont été employés.
C’est une fonctionnalité d’Excel puissante qui permet de
sélectionner et de regrouper les données informatiques sous la
forme d’un tableau avec une possibilité d’avoir des filtres
qui permettent de retrouver une information plus rapidement.
Le but étant d’avoir une vision plus ciblée et simplifiée d’un
certain type de données en fonction d’un autre groupe de
données.
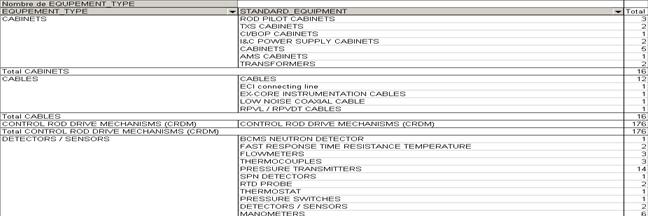
Voici un exemple des tableaux qui comportent des données et des
informations essentielles concernant l’identification des
équipements et des non-conformités.
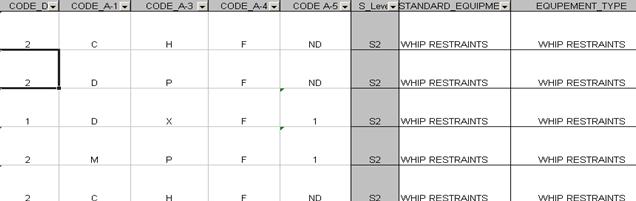 Figure 13 : tableau
avec identification des équipements [1]
Figure 13 : tableau
avec identification des équipements [1]
Les projets sont identifiés
par des abréviations dans la case « PROJET ». Par exemple, un
site de production en Finlande est nommé OL3.
La section qui est impliquée dans ce projet est nommée dans la
case « RCO_DEP » avec le code PIIN-F dans notre cas et le Non
Conformity Report « NCR » est identifié par l’année en cours
quand elle a été traitée (par exemple 07/1362 est l’année 2007
et son numéro d’identification 1362).
Le fournisseur est identifié dans la case « Supplier » et le
numéro de commande de l’équipement est identifié par le numéro
de « Purchase Number ». L’équipement est clairement identifié
par son nom ainsi que le composant en question qui fait partie
de cet équipement. La description de la Non-conformité NC est
renseignée dans la case « NC description ».
Dans la suite de ce tableau, nous avons des informations
concernant les codes d’identification (code D, A-1, A-3, A-4,
A-5 avec leurs explications pages ci-avant) niveau de
surveillance « S Level » et les équipements avec les sous
équipements.
Figure 14 : tableau
avec les codes d’identification, niveau de surveillance [1]
Ce qui est très important est le niveau de surveillance «
Surveillance Level SL ». Il peut varier de 1 à 3 selon le degré
de surveillance des équipements et de leur sensibilité et le
risque d’être endommagé. Pour le niveau SL 1 les équipements
sont à surveiller de très près.
A partir de ce tableau de données, nous pouvons construire un
tableau dynamique croisé. Il permet de visualiser de façon de
simple et directe le nombre de sous équipements qu’il y a dans
un équipement.
Voici l’exemple d’un tableau dynamique croisé.
Figure 15: tableaux dynamiques croisés [1]
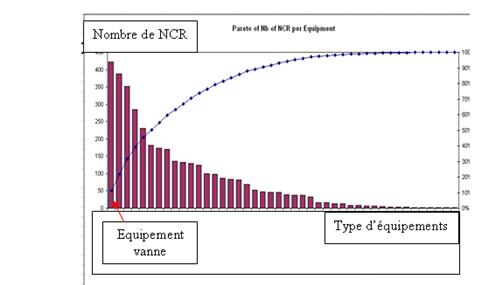
Selon les données des équipements, on compte le nombre de NCR ce
qui nous a permis de tracer la courbe de Pareto ci-après.
Le diagramme de Pareto qui montre quels sont les 80 % des
équipements usines qui sont impactés par NCR dont l’origine
vient des fournisseurs.
Figure 16 : courbe Pareto [1]
3) La
deuxième partie de projet : MESURE (mesurer)
a) Les vannes
Dans cette phase, nous nous
sommes focalisés sur un seul équipement qui contient le plus
de défauts parmi la liste des équipements de ces 80 % détectés à
savoir les vannes (valves en anglais). Le but étant de cibler
notre projet sur cet équipement. Le rôle des vannes est de
laisser passer un fluide dans une installation. Elle permet de
réguler son débit de circulation dans les tuyaux des
installations.
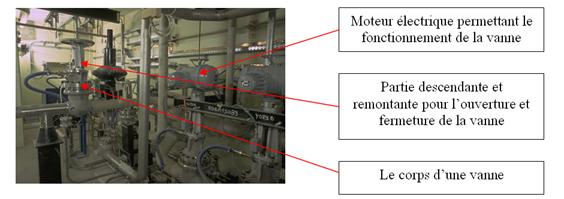
Voici la représentation d’une vanne avec le moteur électrique
dans une installation de l’usine.
Figure 17 : photo installation d’une vanne [1]
La stratégie élaborée
consiste à se focaliser sur
le
processus de fabrication de cet équipement et de
déterminer les phases de
fabrication les plus sensibles avec le risque de NCR
possibles sur l’équipement.
Pour ce faire nous avons établi une cartographie Matrice des
Causes et Effets avec les étapes du processus et les
indicateurs du suivi les CTQ (Critical To Quality).
Nous avons utilisé le plan de surveillance de fabrication des
vannes, avec les étapes à respecter pour valider la
fabrication et le contrôle du produit fabriqué.
b) Le plan de
surveillance
Un plan de surveillance (
annexes 1-3 pour
les vannes) est à la fois un document et une stratégie
regroupant l'ensemble des contrôles à réaliser
(obligatoirement ou volontairement) sur un produit ou sur un
groupe de produits et sur leurs processus de production,
transport (on distingue souvent le « plan de surveillance
produit » et de « plan de surveillance processus »).
Il est élaboré à partir des risques et défauts potentiels
identifiées au préalable sur la base des retours d’expérience.
Il concerne plus particulièrement des produits sensibles et
vise à garantir une « conformité » à certains critères via la
mesure d'indicateurs et/ou d'indices.
C'est un outil de prévention visant à éviter ou limiter les
crises et il est souvent l'un des éléments d'une dynamique de
gestion des risques ou un élément important d'une démarche
qualité.
Dans notre cas, ce document a aussi pour but de donner à un
inspecteur les outils qu’il va utiliser pour son plan
d’inspection selon le niveau de surveillance allant de S1 à S3
pour les équipements mécaniques et de S1 à S2 pour les
équipements électriques. Il permet aussi de lui donner des
indications pour son plan d’inspection qu’il doit effectuer
chez des fournisseurs et des sous-traitants.
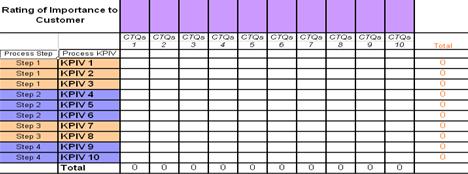
c) La cartographie de la
matrice des causes et effets
Voici le type de la cartographie vierge de la matrice
cause-effet à partir de laquelle a été construite celle du
processus des vannes :
Figure 18 : Exemple de la
cartographie matrice cause effet avec les indicateurs
(CTQ) [1]
A partir de cette matrice, on
établit une cartographie détaillée du processus, avec les IPO
(I : inputs : entrée du processus ; P : processus et O :
outputs : sorties du processus) variables KPIV (variables
d’entrée), KPOV (variables de sortie)
Le but de la cartographie du
processus
Nous effectuons une cartographie du processus afin de :
- Développer des termes et un langage commun
- Créer une vue de processus
- Définir le début et la fin du périmètre du processus
- Permettre de faire un team building
- Permettre un focus sur le processus défini et non sur
les visions individuelles des uns des autres
Nous obtenons la cartographie détaillée de la matrice des
causes et effets, avec les IPO (Inputs, process, Outputs). les
variables KPIV, KPOV. Nous avons rajouté une colonne en plus à
droite pour valider chaque étape de fabrication et
d’identifier celles qui sont les plus sensibles avec le risque
de NCR pour l’équipement. Le but étant de travailler et
surveiller du plus près ces étapes qui sont susceptibles de
produire des non conformités (les couleurs n'ont pas de
significations particulières; elles ne servent que pour
séparer les différentes parties du tableau):
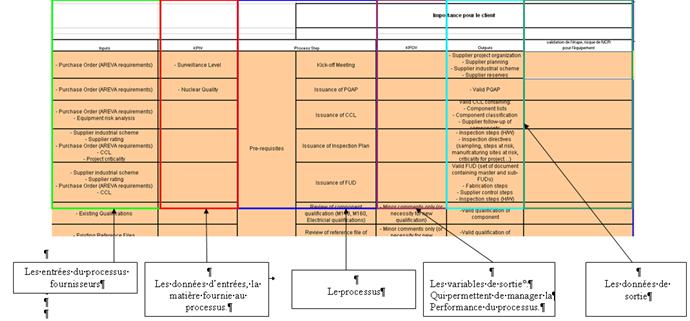 Figure 19: zoom sur la
cartographie matrice cause effet du processus de
fabrication des vannes [1]
Figure 19: zoom sur la
cartographie matrice cause effet du processus de
fabrication des vannes [1]
L’objectif de cette cartographie est de pouvoir dire à chaque
étape de fabrication quel est le risque de rencontrer une
non-conformité, sa récurrence, son irréversibilité et son risque
de non identification ainsi que son impact sur OTD (on time
delivery).
d) Tableau de risques des NCR
évalués avec les indicateurs de mesure CTQ (Critical to
Quality)
A partir de la cartographie
de la matrice causes et effets, le tableau de risques de NCR a
été construit avec leurs impacts sur les indicateurs
CTQ1, CTQ2 et CTQ 3. Il
permet de voir les risques possibles de NCR pour chaque étape
d’entrée du processus (X), avec le degré de NCR (high : fort,
medium : moyen, low : faible) ainsi que la récurrence,
l’irréversibilité, la non identification et l’impact de NCR
sur les CTQ.
- CTQ1 représente le ratio de NCR détectées après recette
sur le nombre total de NCRs.
- CTQ2 représente le coût final de l’inspection pour
l’année 2013.
- CTQ3 représente la satisfaction du client sur le délai
de livraison (OTD : On Time Delivery, le temps de
livraison) du produit avant la recette (QR).
Une fois le risque évalué sur une échelle de 1-3-5-9, les
sommes de ces risques sont calculées pour voir quelles sont
les étapes d’entrée du processus (X) les plus importantes et
sur lesquelles il faudrait faire le plus attention afin
d’éliminer ou réduire les risques de NCR.
Voici une partie du tableau récapitulatif de risques
évalués avec le calcul d’évaluation des risques (les couleurs
n'ont pas de significations particulières; elles ne servent
que pour séparer les différentes parties du tableau):
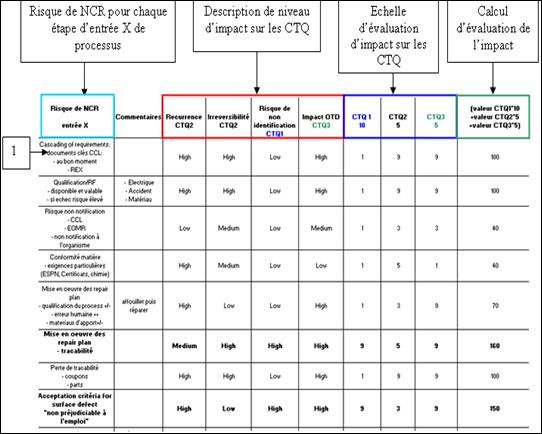
Figure 20: tableau des risques des NCR [1]
e) Établissement du
calcul des risques de NCR
En effet, pour un risque faible (Low) l’échelle d’évaluation est
1. Pour un risque moyen (medium) l’échelle peut évaluer entre 3
et 5. Pour un risque fort l’échelle est 9.
Ce qui fait que pour une étape d’entrée X le calcul d’évaluation
de risque NCR se fait par le mode suivant :
CTQ 1°* ECHELLE + CTQ2*ECHELLE+CTQ3*ECHELLE
Exemple pour l’étape 1 (voir le tableau), le calcul est
fait de la façon suivante:
Valeur= 1*10 + 9*5 + 9*5= 10+45 +45=100
On applique ce calcul pour les autres étapes.
Il est important de se focaliser sur des entrées X qui
comportent des calculs d’évaluation de risques des NCR les plus
élevés afin de recentrer l’étude de ces risques comme
prioritaires.
L’objectif étant de sensibiliser chaque étape de processus avec
un risque de la NCR possible.
Le stage au sein de la société AREVA NP a été une riche
expérience. J’ai pu apprendre le fonctionnement d’une centrale
nucléaire et celui des équipements qui la constituent. D’autre
part j’ai pu utiliser la méthode Lean Six Sigma. Elle explique
comment gérer le management de la qualité et les performances
des processus d’un projet. Cette méthode est claire, précise et
propose des étapes concrètes et des livrables à chaque étape du
processus. Malgré mon trac au début du stage, avec cette méthode
du management, mon expérience professionnelle et le sujet du
stage proposé, j’ai pris petit à petit le leadership du projet.
Notamment, j’ai pu appliquer ou approfondir mes connaissances
techniques que j’avais acquises lors du mon travail d’expert
métallurgiste dans le milieu automobile. En effet, il existe des
défauts sur les équipements automobiles (par exemple défaut de
fonderie type retassure, problème de traitement de surface etc.)
que nous retrouvons sur les équipements des sites de
construction AREVA.
Ce stage avait donc un double intérêt. Apprendre de nouvelles
méthodes de management et application de mes connaissances
techniques que j’ai approfondies dans mon travail du laboratoire
d’expertises métallurgiques dans ce projet. Ce qui m’a permis de
comparer le fonctionnement des deux sociétés dans lesquelles
j’ai pu exercer. En effet chez AREVA, j’ai pu faire une suite
dans l’apprentissage de méthode de management de projet tout en
utilisant mon background technique.
L’utilisation de la langue anglaise est indispensable par écrit
(échange de mails, lecture de la documentation technique ou
utilisation de l’anglais à l’oral). Elle permet d’échanger et de
communiquer avec des managers d’AREVA qui sont allemands ou
anglophones. C’est vraiment indispensable de savoir la pratiquer
dans un tel contexte international et industriel.
Notamment, j’ai pu apprendre de nouveaux outils informatiques,
tels que l’exploitation de système d’information AREVA,
l’utilisation des tableaux dynamiques croisés et l’outil
informatique Access qui permet de gérer les donnés
informatiques.
J’ai pu ressentir l’importance d’avoir une bonne communication
avec l’entourage professionnel car nous avons besoin tous les
uns des autres dans le cadre du travail et sur le plan humain,
l’esprit équipe et la solidarité. Il est important d’avoir une
ouverture d’esprit, la flexibilité et la compréhension des
collègues car nous sommes entourés des gens dont les caractères
et les mentalités sont différents (extravertis ou intravertis).
Lors des réunions que j’ai pu assister il est primordial d’être
calme et en harmonie afin de créer une ambiance du travail
apaisante et harmonieuse. Le sujet et les questions de la
réunion doivent être clairement définis et énoncés afin d’avoir
un bon fils conducteur qui nous permettra de d’obtenir des
informations recherchées et donc de réussir nos réunions.
Le management consiste aussi l’apprentissage et le ressentiment
de leur façon d’être ce qui permet une bonne adaptabilité et
compréhension mutuelle. Nous sommes aussi évalués vis-à-vis
d’eux-mêmes, selon leur réaction envers nous. La plupart du
temps, ils sont des miroirs selon lesquels nous avons notre
propre image.
D’où l’importance d’être au plus possible autonome et demander
des informations uniquement si c’est vraiment nécessaire. Cette
recherche d’informations doit être effectuée par d’autres moyens
mis ou non à notre disposition tels que : les livres, les normes
et l’internet.
Il est essentiel de repérer des personnes sur qui nous pouvons
nous appuyer comme des leviers et qui nous permettront d’avancer
dans la construction des relations humaines et dans le travail.
Au moins 50 % du résultat du travail dépend du bon relationnel
que nous établissions. La façon de dire ou d’écrire les choses
est très importante aussi. La gentillesse et la flexibilité dans
les propos adressés à son entourage aussi bien à l’oral qu’à
l’écrit sont primordiales dans l’établissement de bons rapports
entre les acteurs du milieu professionnel.
Ce qui caractérise un bon manager est donc cette souplesse et
intelligence dans les subtilités d’adaptation dans le milieu de
travail mais aussi son autonomie à trouver des informations par
soi même quand il en a besoin en privilégiant le côté autonome
que de s’appuyer souvent sur ses collègues.
A ce fait, j’ai eu la chance de connaitre et de travailler avec
ma maitre de stage Mme France JONATHAN auprès de qui j’ai pu
m’inspirer de ce côté managérial mais aussi des autres collègues
ou stagiaires qui m’entouraient.
Cette expérience m’a donné envie d’exercer dans le management
des projets et j’espère pouvoir trouver un futur poste dans ce
domaine de travail.
BIBLIOGRAPHIE
1 MOKRIC Dragan, Université de
Technologie de Compiègne, Master Qualité et Performance dans les
Organisations (QPO), Mémoire d'Intelligence Méthodologique du
stage professionnel de fin d'études, juin 2013,
www.utc.fr/master-qualite, puis "Travaux" "Qualité-Management",
réf n°259
2 NORMES
-
[2.1] ISO 9000 : 2005:
Système de Management de la Qualité. Principes essentiels et
vocabulaire. Edition AFNOR, Septembre 2005.
-
[2.2] NF ISO 21500: Lignes
directrices sur le management de projet. Edition AFNOR Octobre
2012
-
[2.3] NF EN ISO/CEI 17020:
Critères généraux pour le fonctionnement de différents types
d’organismes procédant à l’inspection. Edition AFNOR Mars 2005
3
LIVRES
• Applied Statistics for Six Sigma Green Belt
Walker, Fred and Gupta, Bhisham, Publisher: ASQ Quality Press,
February 2005
• Making Lean Six Sigma Data Sets Minitab
Friendly,
Written By Rasmusson, David and Butler, Cynthia
Edition 1, Publication Date : February 2, 2009
• Practitioners Guide for Statistics and Lean
Six Sigma for Process Improvement
Harry, Mikel, Mann, Prem, DeHodgins, Ofelia, Lacke, Chris and
Hulbert, Richard
Publisher : John WILEY, Copiright 2010
• Six Sigma Distribution Modeling
Sleeper, Andrew
Statistical Quality Control for the Six Sigma Green Belt
Gupta, Bhisham and Walker, Fred
Publisher: McGraw-Hill Professional; 1 edition (December 19,
2006)
4
LIENS INTERNET
•
http://fr.wikipedia.org/wiki/Plan_de_Surveillance
• http://www.180-360.net/sipoc-map
ANNEXES: