Si vous arrivez directement sur cette
page, sachez que ce travail est un rapport d'ĘŽtudiants
et doit Ę║tre pris comme tel. Il peut donc comporter des
imperfections ou des imprĘŽcisions que le lecteur doit
admettre et donc supporter. Il a ĘŽtĘŽ rĘŽalisĘŽ pendant la
pĘŽriode de formation et constitue avant-tout un travail
de compilation bibliographique, d'initiation et
d'analyse sur des thĘŽmatiques associĘŽes aux concepts,
mĘŽthodes, outils et expĘŽriences sur les dĘŽmarches
qualitĘŽ dans les organisations. Nous ne faisons aucun
usage commercial et la duplication est libre. Si, malgrĘŽ nos prĘŽcautions, vous avez
des raisons de contester ce droit d'usage, merci de nous en
faire part, nous nous efforcerons d'y apporter
une rĘŽponse rapide. L'objectif de la
prĘŽsentation sur le Web est de permettre l'accĘĘs ĘĄ
l'information et d'augmenter ainsi les ĘŽchanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
DĘŽmarche
dí»optimisation des processus
opĘŽrationnels dans lí»industrie
RĘŽfĘŽrence bibliographique ĘĄ rappeler pour tout usage :
DĘŽmarche
dí»optimisation des processus
opĘŽrationnels dans lí»industrie, OPATCHI
Gheorghi UniversitĘŽ de Technologie de
CompiĘĘgne, Master QualitĘŽ et Performance dans
les Organisations (QPO) MĘŽmoire d'Intelligence MĘŽthodologique du stage
professionnel de fin d'ĘŽtudes, juin 2013, www.utc.fr/master-qualite,
puis "Travaux", "QualitĘŽ-Management", rĘŽf níŃ 260
RESUME
Lí»un des plus importants effets de la crise ĘŽconomique
mondiale est le durcissement de la concurrence, qui en
ce moment ĘŽlimine de plus en plus d'acteurs dans le
domaine industriel. De nombreuses usines, entreprises et
groupes se sont retrouvĘŽs avec un niveau trĘĘs bas de
compĘŽtitivitĘŽ industrielle, ĘŽtant obligĘŽs de
rĘŽduire leur activitĘŽ et mĘ║me de fermer des sites
entier. En ce moment lí»Europe se retrouve avec des
produits dí»une qualitĘŽ ĘŽlevĘŽe, mais avec des processus
de fabrication trĘĘs lourds ĘĄ gĘŽrer et coü0ő4teux ĘĄ
entretenir. Donc souvent il n'est plus tellement
question dí»amĘŽliorer la qualitĘŽ des produits finis, mais
plutü0ő0t dí»augmenter la performance de leur processus de
rĘŽalisation.
Cette ĘŽtude prĘŽsente des solutions de
standardisation du travail, de dynamisation de flux des
ĘŽlĘŽments dí»entrĘŽe et de sortie, dí»analyse et
dí»ĘŽlimination des pertes et des activitĘŽs sans valeur
ajoutĘŽe. Des sujets assez importants comme
lí»organisation et gestion dí»une dĘŽmarche dí»optimisation,
la rĘŽsistance du personnel aux changements, le
management sur le terrain et la communication entre
diffĘŽrents niveaux hiĘŽrarchiques ont ĘŽtĘŽ partiellement
traitĘŽs durant la rĘŽalisation du projet.
Mots
clĘŽs :processus opĘŽrationnel, Lean
Management, performance, optimisation.
ABSTRACT
One of the most important effects of the global economic
crisis is hardening of the competition, which eliminates
today more and more players in the industrial field.
Many factories, companies and groups found themselves
with a very low level of industrial competitiveness,
being forced to reduce their activity and even to close
entire sites. At the moment Europe has products with
very high quality, but manufacturing processes are very
difficult to manage and expensive to maintain. So often
this is not the case to improve the quality of finished
products, but to increase the performance of their
production process.
This study presents solutions for
standardization of work, dynamization of input and
output elements flows, of analysis and elimination of
wastes and non-value added activities. Fairly important
topics such as the organization and management of an
optimization approach, staff resistance to change, on
the ground management and communication between
different hierarchical levels were partially treated
during the project.
Unul
din cele mai importante efecte ale crizei economice
mondiale este ü0Ő6nü0î0sprirea concurenü0Ž4ei, care ü0Ő6n prezent
eliminü0î0 din ce in ce mai mulü0Ž4i actori din domeniul
industrial. Numeroase fabrici, intreprinderi ü0Ž2i grupuri
s-au regü0î0sit cu un nivel de competitivitate industrialü0î0
foarte scü0î0zut, fiind nevoite sü0î0-ü0Ž2i reducü0î0 considerabil
activitatea sau chiar sü0î0 renunü0Ž4e la unele sedii. ü0ł2n
acest moment Europa se regü0î0seü0Ž2te cu produse de o
calitate ü0Ő6naltü0î0, dar ü0Ő6n acelaü0Ž2i timp cu procese de
fabricare foarte dificil de gestionat ü0Ž2i costisitor de
ü0Ő6ntreü0Ž4inut. Deci ü0Ő6n foarte multe situaü0Ž4ii, nu mai este
cazul sü0î0 imbunü0î0tü0î0ü0Ž4eü0Ž2ti calitatea produselor, ci sü0î0
creü0Ž2ti performanü0Ž4a procesului lor de realizare.
Acest studiu prezintü0î0 soluü0Ž4ii de
standardizare a muncii, de dinamizare a fluxului de
intrü0î0ri ü0Ž2i ieü0Ž2iri, de analizü0î0 ü0Ž2i de eliminare a
pierderilor ü0Ž2i activitü0î0ü0Ž4ilor fü0î0rü0î0 valoare
adü0î0ugatü0î0. Sunt parü0Ž4ial abordate ü0Ž2i alte subiecte
importante, cum ar fi organizarea si gestiunea unui
proces de optimizare, rezistenü0Ž4a personalului la
schimbü0î0ri, managementul de teren ü0Ž2i comunicarea ü0Ő6ntre
diferite nivele ierarhice.
Cuvinte cheie : proces operaü0Ž4ional, Lean
Management, performanü0Ž4ü0î0, optimizare.
Je remercie dans un premier
temps M. Luc VIAENE, directeur dí»usine
P&G Blois, qui a ĘŽtĘŽ intĘŽressĘŽ par ma candidature
dĘĘs notre premier contact et mí»a offert la chance de
rĘŽaliser mon stage de fin dí»ĘŽtudes au sein du groupe
P&G.
Jí»exprime mes remerciements ĘĄ M.
Gilbert FARGES pour son soutien et ses consignes
prĘŽcieux, donnĘŽs lors de la prĘŽparation de ce mĘŽmoire et
surtout pour la pensĘŽe mĘŽthodologique quí»il dĘŽveloppe et
partage avec les ĘŽtudiants durant les cours de master.
Je tiens ĘĄ remercier tout
particuliĘĘrement et ĘĄ tĘŽmoigner toute ma reconnaissance
ĘĄ mon tuteur de stage M. Yoan COMPERE, Pantene
Module Leader, qui m'a accordĘŽ sa confiance et attribuĘŽ
des missions valorisantes durant ce stage. Je souhaite
aussi lui adresser mes remerciements pour mí»avoir
intĘŽgrĘŽ dans son ĘŽquipe, pour lí»accĘĘs ĘĄ tous les outils
nĘŽcessaires pendant la pĘŽriode de stage et pour les
conseils prĘŽcieux quí»il mí»a accordĘŽs.
Egalement je remercie les personnes
suivantes: Raynald CHAMPAGNE, Aline RENARD, Eloi
FOLTZER, Laurent THIAUX, Valerie MARTIN, Gilles
DOURLENS, SĘŽbastian PERROT, Hassane MESSAOUDI-MOUSSI,
Stephanie HERVAUD, Bachir BENNISNECHBA, Marie
CĘŽline BASRI pour lí»expĘŽrience enrichissante et
pleine dí»intĘŽrĘ║t quí»ils mí»ont fait vivre durant ces mois
au sein de lí»entreprise.
Aussi jí»adresse mes remerciements ĘĄ
chaque membre des ĘŽquipes dí»opĘŽrateurs de lignes de
conditionnement, avec lesquelles jí»ai travaillĘŽ, car
chacun d'entre vous a su trouver un peu de temps pour
m'aider dans mes missions de stage.
P&G : Procter&Gamble CSP: Contrat de SĘŽcurisation
Professionnelle CEE : CommunautĘŽ Economique EuropĘŽenne CE : Commission europĘŽenne MM : Million TRS : Taux de Rendement SynthĘŽtique TPS : Toyota Production System ODPO : Optimisation Dynamique des Processus
OpĘŽrationnels SDCA : Standard Do Check Act PDCA : Plan Do Check Act P&G : Procter and Gamble SMED : Single-Minute Exchange of Die VSM : Value Stream Mapping VSD : Value Stream Design
Lean est un systĘĘme de
management visant ĘĄ gĘŽnĘŽrer la Valeur AjoutĘŽe maximale
au moindre coü0ő4t et au plus vite, ceci en employant les
ressources juste nĘŽcessaires pour fournir aux clients ce
qui reprĘŽsente de la qualitĘŽ ĘĄ leurs yeux
[2].
MĘŽmoire dí»intelligence mĘŽthodologique est une
dissertation qui attire l'attention de quelqu'un sur une
question prĘŽcise, apporte des indices ou des preuves
tirĘŽes des faits, organise le rĘŽel en pensĘŽes,
adopte des rĘĘgles et des dĘŽmarches pour conduire une
ĘŽtude, en prĘŽsentant des arguments de faü0Ő4on
ordonnĘŽe [12].
Shigeo Shingo est reconnu comme un Genius du
gĘŽnie industrielle, qui a aidĘŽ le monde entier ĘĄ
comprendre les concepts, les systĘĘmes et les techniques
qui sont devenus les bases fondamentales du SystĘĘme de
Production Toyota [11].
Kaizen ou amĘŽlioration continue en japonais Kai =
changement í¬ Zen = bon, mieux. Terme Japonais et
thĘŽorisation de la technique fondĘŽe en 1986. Le ü0ů0Kaizenü0ć3
rĘŽunit un processus dí»amĘŽlioration continue et plus
gĘŽnĘŽralement un ĘŽtat dí»esprit. Sa mise en ü0ô4uvre se
rĘŽalise le plus souvent sous la forme dí»ateliers
ciblĘŽs dans leur mission comme dans leur rĘŽalisation [1].
5S est l'abrĘŽviation de cinq termes japonais
commenü0Ő4ant par un S : ü0ů0Seiriü0ć3 signifie ü0ů0dĘŽbarrasserü0ć3,
ü0ů0Seitonü0ć3 veut dire ranger le poste de travail (un
emplacement dĘŽdiĘŽ pour chaque chose), ü0ů0Seisoü0ć3 traite du
nettoyage quotidien qu'il faut faire pour maintenir le
poste en bon ĘŽtat avec une vision entretien et
maintenance, ü0ů0Seiketsuü0ć3 rendre ĘŽvident ĘĄ travers la
dĘŽfinition de standards applicables et reproductibles ou
rĘŽfĘŽrences et ü0ů0Shitsukeü0ć3 dĘŽsigne la rigueur nĘŽcessaire
pour maintenir les quatre S prĘŽcĘŽdents jour aprĘĘs jour [1].
Poka-YokĘŽ ou les ü0ů0dĘŽtrompeursü0ć3 sont des petits
systĘĘmes pratiques qui permettent dí«identifier
immĘŽdiatement que lí»on fait de la non-qualitĘŽ ou que
lí«on ne suit pas le standard de travail soit en bloquant
les opĘŽrations suivantes, soit en allumant un voyant qui
indique un problĘĘme ou de guider efficacement
lí»intervenant vers le bon du premier coup. De
prĘŽfĘŽrence, les ü0ů0poka-yokeü0ć3 sont conü0Ő4us et rĘŽalisĘŽs par
les opĘŽrateurs eux-mĘ║mes [1].
Spaghetti Chart est une reprĘŽsentation graphique
reproduisant les transports de matĘŽriels ou les
dĘŽplacements rĘŽpĘŽtitifs des acteurs sur un plan du site.
Largement utilisĘŽ pour mettre en ĘŽvidence les pertes de
temps dans les dĘŽplacements ou transports au sein de
lí»entreprise dus ĘĄ une localisation des activitĘŽs peu
optimale [1].
Ce mĘŽmoire dí»intelligence
mĘŽthodologique est le rĘŽsultat dí»un stage de fin
dí»ĘŽtudes rĘŽalisĘŽ par un jeune ingĘŽnieur diplü0ő0mĘŽ en gĘŽnie
industriel, dans le cadre du Master QualitĘŽ et
Performance dans les Organisations dí»UniversitĘŽ de
Technologie de CompiĘĘgne. Le stage a ĘŽtĘŽ effectuĘŽ dans
lí»usine Procter&Gamble (P&G) de Blois.
Groupe Procter&Gamble
Lí»entreprise P&G a ĘŽtĘŽ fondĘŽe ĘĄ
Cincinnati en 1837 par William Procter et James Gamble,
un fabricant de bougies et un fabricant de savons, qui
avaient une petite entreprise devenue lí»un des groupes
les plus admirĘŽs dans le monde et dont certaines marques
sont devenues des noms familiers, utilisĘŽes et
approuvĘŽes au quotidien par des consommateurs dans
pratiquement chaque rĘŽgion du monde.
Aujourdí»hui, P&G est le plus
grand groupe de biens de consommation, et le plus
rentable dans le monde. Le groupe emploie environ 102
000 personnes dans 75 pays. Elle vend ses quelques 300
marques ĘĄ 4.6 milliards de consommateurs dans plus de
180 pays ĘĄ travers le monde. Le montant que le groupe a
investi dans la Recherche et le DĘŽveloppement en 2012
ont ĘŽtĘŽ de 2,2 milliards dí»euros. Ainsi, il a enregistrĘŽ
une chiffre dí»affaires mondial de 83,7 milliards
dí»euros. Le groupe dispose notamment de 25 marques
mondiales et leaders, qui gĘŽnĘĘrent plus d'un milliard de
dollars de chiffre d'affaires annuel.
Usine de Blois
L'usine de Blois intĘĘgre le giron de
Procter & Gamble en 1985. Lí»usine, qui ĘŽtait ĘĄ
lí»origine un site multi-secteur sí»est peu ĘĄ peu
dĘŽveloppĘŽe pour devenir lí»un des plus importants centres
de production de shampoing et aprĘĘs-shampoing Procter
& Gamble dans le monde et le principal fournisseur
des marchĘŽs europĘŽens des produits comme : Pantene,
Head&Shoulders, Herbal Essences, Wella, Aussi,
Camay, Wash & Go (voir Figure 1). Lí»usine de Blois
emploie environ 460 personnes et sa production est
destinĘŽe pour plus de 95% ĘĄ lí»exportation.
Figure 1 Les produits fabriquĘŽs par
lí»usine de Blois [10]
Le domaine dí»activitĘŽ dí»usine
Procter&Gamble de Blois est dans le secteur des
cosmĘŽtiques. Lí»application de systĘĘme dí»assurance et de
contrü0ő0le de la qualitĘŽ, dĘŽveloppĘŽ par le groupe
Procter&Gamble, permet ĘĄ lí»usine de Blois dí»exporter
ses produits dans toute lí»Europe dí»Ouest et Centrale,
Afrique et Moyen-Orient, donc implicitement permet de
respecter une variĘŽtĘŽ ĘŽnorme de rĘŽglementations et des
lĘŽgislations. A lí»heure actuelle aucune norme ou
certification dí»un organisme international ne permet pas
de respecter entiĘĘrement la rĘŽglementation de chaque
pays du monde. Le systĘĘme de qualitĘŽ P&G a ĘŽtĘŽ crĘŽĘŽ
justement pour rĘŽsoudre ce problĘĘme et permet
dí»exporter, les produits fabriquĘŽs, dans 180 pays du
monde, sans avoir besoin dí»appliquer de normes
spĘŽcifiques ou dí»obtenir des certifications
supplĘŽmentaires.
En France et en Union EuropĘŽenne les
produits cosmĘŽtiques sont rĘŽglementĘŽs depuis 1976 par la
directive 76/768/CEE du Conseil du 27 juillet 1976
modifiĘŽe, concernant le rapprochement des lĘŽgislations
des Etats membres relatives aux produits cosmĘŽtiques.
Cette rĘŽglementation communautaire est transposĘŽe en
droit interne aux articles L. 5131-1 ĘĄ L. 5131-11, L.
5431-1 ĘĄ L. 5431-7 et R. 5131-1 ĘĄ R.
5131-14, R. 5431-1 et R. 5431-2 du Contrat de
SĘŽcurisation Professionnelle (CSP) [14].
Ainsi les dispositions qui sont
applicables aux produits cosmĘŽtiques rĘŽsultent de
dĘŽcisions prises ĘĄ lí»ĘŽchelon europĘŽen et sont identiques
dans toute lí»Union europĘŽenne.
La directive 76/768/CEE prĘŽcitĘŽe sera abrogĘŽe et
remplacĘŽe par le rĘĘglement (CE) níŃ1223/2009 du Parlement
europĘŽen et du Conseil du 30 novembre 2009 relatif aux
produits cosmĘŽtiques, ĘĄ compter du 11 juillet 2013.
Toutefois, certaines dispositions du rĘĘglement entrent
en application avant cette date (voir article 40 du
rĘĘglement prĘŽcitĘŽ) [14][15].
Les concepts de lí»assurance qualitĘŽ,
applicables aux produits cosmĘŽtiques, sont
spĘŽcifiĘŽs par la Norme europĘŽenne EN ISO 22716:2007
CosmĘŽtiques - Bonnes Pratiques de Fabrication (BPF) -
Lignes directrices relatives aux Bonnes Pratiques de
Fabrication. Cette norme a le statut d'une norme
franü0Ő4aise et reproduit intĘŽgralement la Norme
internationale ISO 22716:2007 [13].
Mission du projet
Le stage sí»est dĘŽroulĘŽ dans le
service de conditionnement qui est le cü0ô4ur de la chaü0Ő6ne
logistique de lí»usine. Cí»est le dĘŽpartement qui
conditionne tous les produits dans leur emballage final,
jusquí»ĘĄ la mise en palette. Il existe 3 prioritĘŽs pour
le dĘŽpartement de conditionnement : SĘŽcuritĘŽ, QualitĘŽ,
ProductivitĘŽ. Le cü0ô4ur du mĘŽtier de lí»ingĘŽnieur en
conditionnement est lí»amĘŽlioration continue de la ligne
de production afin dí»augmenter son efficacitĘŽ :
rĘŽduction des temps de changement de format, rĘŽduction
des arrĘ║ts, formation des opĘŽrateurs sur la gestion des
arrĘ║ts, dĘŽveloppement des plans de maintenanceíş
La mission du stage a ĘŽtĘŽ dí»optimiser
un processus de changement de production sur deux lignes
de conditionnement de shampoing et aprĘĘs-shampoing. Ce
sont des lignes sont trĘĘs automatisĘŽes et
technologisĘŽes, dí»oĘ┤ le problĘĘme de maitrise du
processus de changement de production, qui demande des
connaissances techniques assez avancĘŽes.
Lí»objectif de ce mĘŽmoire est que ĘĄ
partir de cette problĘŽmatique spĘŽcifique,
concentrĘŽe dans un sujet de stage trĘĘs ciblĘŽ, de
dĘŽvelopper une mĘŽthodologie de rĘŽsolution gĘŽnĘŽrale,
facile ĘĄ adapter et ĘĄ appliquer aux circonstances
similaires dans les autres usines, tout en assurant une
traü0Ő4abilitĘŽ et un partage maximal des connaissances et
des expĘŽriences acquises durant ce stage. Toute
entreprise qui vise ĘĄ optimiser son processus
opĘŽrationnel, tout en ĘŽvitant des investissements
importants, est concernĘŽe par cette ĘŽtude.
La croissance de la compĘŽtitivitĘŽ dí»un processus de
production reprĘŽsente la problĘŽmatique principale
traitĘŽe dans ce mĘŽmoire. La mĘŽthode prĘŽsentĘŽe est
une dĘŽmarche dí»optimisation du processus opĘŽrationnel
dans lí»industrie, basĘŽe sur le regard Lean et regroupe
plusieurs outils de maitrise et de management dí»un
processus, en mettant en ĘŽvidence les principales axes
dí»optimisation et en offrant des solutions simples et
testĘŽes sur le terrain.
Chapitre
1 Lí»importance et la planification dí»une
dĘŽmarche dí»optimisation
1.1
Contexte socio-ĘŽconomique actuel
Les conditions ĘŽconomiques dures ont
dĘŽterminĘŽ les entreprises ĘĄ repenser leur systĘĘme
dí»organisation et leurs visions ĘĄ long terme, tout
en mettant lí»accent sur la diminution du coü0ő4t de
production. Sans avoir une croissance de profit assurĘŽe
il est devenu impossible de rĘŽsister sur le marchĘŽ avec
un processus de fabrication inefficient. Depuis 2009, en
France ont ĘŽtĘŽ fermĘŽes 1087 usines, soit un ĘŽquivalent
de 121.946 dí»emplois supprimĘŽs dans lí»industrie
manufacturiĘĘre. Pour lí»annĘŽe 2013 la tendance reste
encore nĘŽgative dans ce secteur. Il est ĘŽvident que la
rĘŽsistance des entreprises industrielles ĘĄ la crise
ĘŽconomique est trĘĘs faible et des mesures urgentes
dí»amĘŽlioration doivent Ę║tre prises.
Un des indicateurs les plus
pertinents, pour estimer la compĘŽtitivitĘŽ dí»un procĘŽdĘŽ
de fabrication, est le coü0ő4t de production. Lí»action la
plus populaire appliquĘŽe par les grands groupes dans les
derniĘĘres annĘŽes, pour augmenter leur compĘŽtitivitĘŽ, a
ĘŽtĘŽ de diminuer la masse salariale en disloquant les
sites de production en Asie et donc en diminuant le prix
des produits finis. Cí»est une solution ĘĄ court terme,
qui peut Ę║tre associĘŽe ĘĄ lí»expression de ü0ů0la
fausse amĘŽlioration ü0ć3 et qui ne fait quí»approfondir la
dĘŽgradation de lí»ĘŽconomie europĘŽenne. Lí»Europe
avec plus de 2MM dí»entreprises industrielles et plus de
20 MM dí»employĘŽs en ce secteur doit dĘŽfendre ses
intĘŽrĘ║ts en mettant lí»accent sur lí»augmentation de la
compĘŽtitivitĘŽ soit sur lí»augmentation de la performance
et de la productivitĘŽ de ses usines.
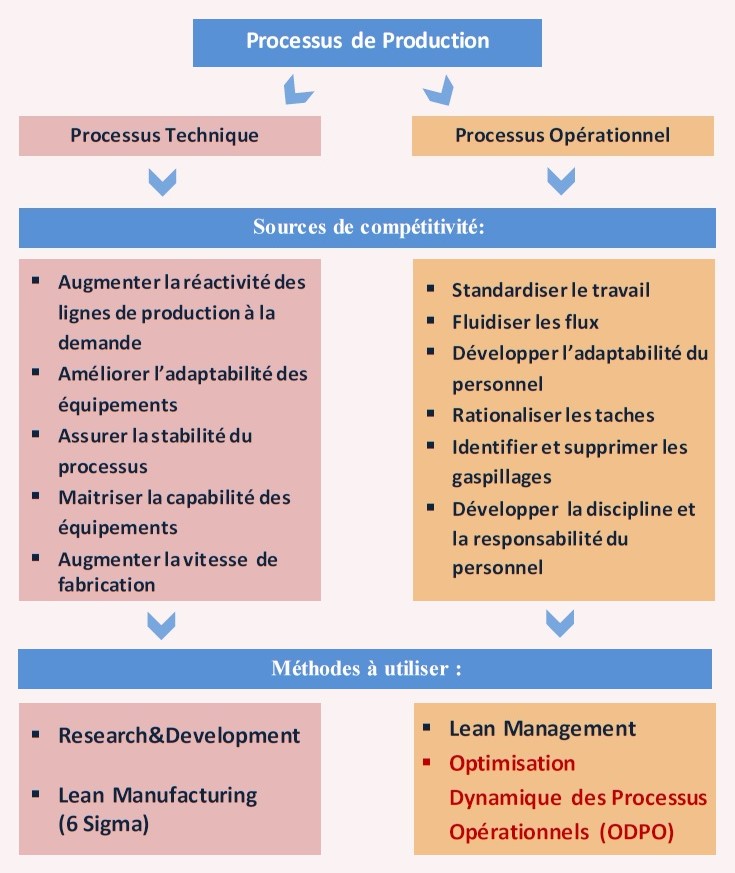
1.2
Les sources de compĘŽtitivitĘŽ dí»un processus de
production
Un processus de production, quel
quí»il soit, est composĘŽ dí»un processus
technique, qui regroupe tous les
ĘŽquipements, les technologies utilisĘŽes, les mĘŽthodes
de transformation des matiĘĘres premiĘĘres en produits
finis, les mĘŽthodes de contrü0ő0le et un processus opĘŽrationnel
qui caractĘŽrise plutü0ő0t la partie organisationnelle de
la fabrication, le management et la formation des
ĘŽquipes, lí»organisation du travail, la gestion et
lí»organisation des flux dans lí»usine, la gestion des
contrü0ő0les nĘŽcessaires. Dans les derniĘĘres dĘŽcennies le
succĘĘs incontestable dí»application des nouvelles
technologies dans lí»industrie manufacturiĘĘre a crĘŽĘŽ
lí»hypothĘĘse quí»un processus technique, innovant
apportera toujours est simultanĘŽment une augmentation
de la productivitĘŽ de lí»usine.
Cette hypothĘĘse et la principale explication du fait
quí»aujourdí»hui la plupart des ĘŽtudes de recherche et
dí»innovation, qui visent les processus de production,
sont concentrĘŽes sur le dĘŽveloppement des nouvelles
technologies de fabrication.
Cette hypothĘĘse a menĘŽ les
ingĘŽnieurs vers lí»innovation extrĘŽmiste et donc ĘĄ la
crĘŽation des processus de fabrication extrĘ║mement
automatisĘŽs, avec des ĘŽquipements trĘĘs innovants, mais
trĘĘs couteux et difficiles ĘĄ entretenir, avec une
robotisation des lignes de fabrication irrationnelle
et inappropriĘŽe ĘĄ la complexitĘŽ faible des produits
fabriquĘŽs. Donc trĘĘs souvent lí»innovation dí»un
processus technique se transforme dans un gaspillage
de ressources et dans une source de non-productivitĘŽ
dí»une usine entiĘĘre. Cette hypothĘĘse explique aussi
pourquoi le dĘŽveloppement du processus opĘŽrationnel
ní»est pas considĘŽrĘŽ comme une prioritĘŽ et tout
simplement est ignorĘŽ dans la plupart des entreprises.
Un dĘŽcalage et un disfonctionnement
entre les deux processus, technique et opĘŽrationnel,
est donc inĘŽvitable. Actuellement ce dĘŽcalage est
devenu un gaspillage considĘŽrable de la capacitĘŽ de
production, parce que les personnels des usines ne
possĘĘdent pas assez des connaissances pour manipuler
et utiliser des machines assez complexes, pour assurer
une maintenance autonome et prĘŽventive de ces
ĘŽquipements et bien ĘŽvidement pour rĘŽsoudre les
moindres problĘĘmes ou pannes, sans avoir besoin de
lí»aide dí»un technicien. Les entreprises qui
dĘŽveloppent des processus techniques de plus en plus
complexes ne peuvent plus ignorer le dĘŽveloppement de
leur personnel, de leurs systĘĘmes de gestion de
production et de leurs flux de matiĘĘres premiĘĘres, de
produits ou des activitĘŽs.
Un manque de support thĘŽorique dans
ce domaine est trĘĘs ressenti et favorise le
freinage du dĘŽveloppement et de lí»amĘŽlioration des
processus opĘŽrationnels. Le SystĘĘme de Production
Toyota (TPS) a servi comme base pour la seule approche
qui met lí»accent sur la partie opĘŽrationnelle et
organisationnelle dí»un processus de fabrication et qui
dĘŽclare comme clĘŽ du succĘĘs dí»une entreprise le
facteur humain. Cí»est lí»approche Lean qui en ce moment
est recherchĘŽe de plus en plus par les entreprises
affectĘŽes par la crise ĘŽconomique actuelle.
Dans la pensĘŽe Lean, ce ní»est pas la plus grande
entreprise qui va survivre, et va ĘŽliminer ses
concurrents, mais celle qui est la plus rĘŽactive et
adaptable aux conditions et ĘĄ la demande du marchĘŽ. A
partir de cette logique et aprĘĘs une analyse de
plusieurs ouvrages sur le sujet Lean Management et
Lean Manufacturing, les sources dí»augmentation de la
compĘŽtitivitĘŽ dí»une usine, ainsi que quelques mĘŽthodes
ĘĄ utiliser pour lí»exploration de ces sources ont
ĘŽtĘŽ identifiĘŽes et sont prĘŽsentĘŽes dans la Figure 2.
Cette liste ní»est pas exhaustive.
Figure 2 Les
sources de compĘŽtitivitĘŽ dí»un processus de production
[8]
1.3
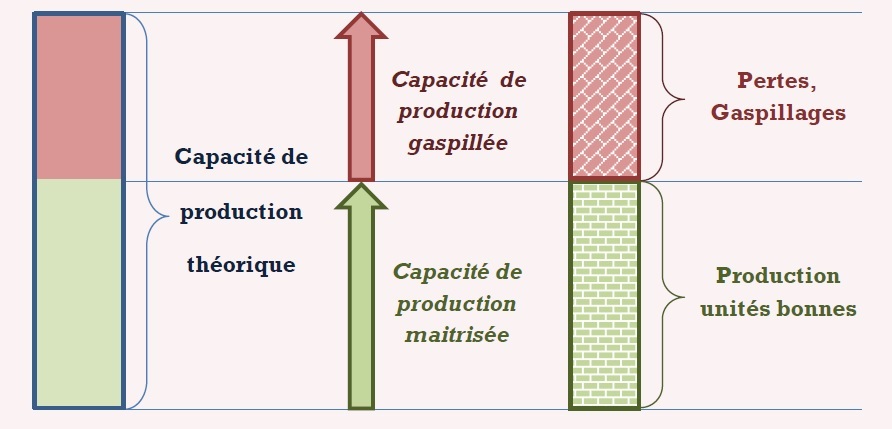
Lí»indicateur de la performance dí»une usine[1], [4] Le Taux de Rendement
SynthĘŽtique (TRS) est un indicateur trĘĘs souvent
utilisĘŽ pour synthĘŽtiser et prĘŽsenter dans un seul
chiffre la performance dí»une entreprise. Il est
calculĘŽ en pourcent (%) et reprĘŽsente le rapport entre
la quantitĘŽ de produits bons fabriquĘŽs (la capacitĘŽ de
production maitrisĘŽe) et la quantitĘŽ thĘŽoriquement
fabricable (la capacitĘŽ de production thĘŽorique), les
deux exprimĘŽes dans la mĘ║me unitĘŽ comme par exemple
piĘĘces, palettes, tonnes, litres etc. (voir Figure 3).
Toutes les
actions dí»optimisation seront amenĘŽes pour diminuer la
pondĘŽration de la capacitĘŽ de production gaspillĘŽe qui
reprĘŽsente la diffĘŽrence entre la capacitĘŽ de
production thĘŽorique et la capacitĘŽ de production
maitrisĘŽe.
TRS est aussi un indicateur pour le
management et aide ĘĄ la prise des dĘŽcisions et au
pilotage dí»un processus. Il condense en un seul
chiffre les capacitĘŽs de trois composantes [2] :
La disponibilitĘŽ du systĘĘme
de fabrication ;
La performance de celui-ci ;
La qualitĘŽ quí»il est capable
de fournir.
Pour faciliter la prise de
dĘŽcisions et prioriser les actions dí»amĘŽlioration un
taux propre est calculĘŽ pour chacune de ces
composantes et le TRS est considĘŽrĘŽ comme le
multipliant de ces trois taux. En fonction de la cause
de la perte de capacitĘŽ, le gaspillage ou le
dysfonctionnement du systĘĘme de fabrication est
attribuĘŽ ĘĄ une des trois composantes du TRS, ĘĄ la
disponibilitĘŽ, performance ou qualitĘŽ.
Pour pouvoir calculer le TRS un
systĘĘme automatique ou manuel dí»enregistrement des
temps dí»arrĘ║t, des rebuts et du nombre total des
produits fabriquĘŽs doit Ę║tre mis en place. Le systĘĘme
dí»enregistrement doit permettre de calculer le TRS le
plus souvent possible, de prĘŽfĘŽrence chaque jour. Pour
faire les calculs, il faut convertir les capacitĘŽs
maitrisĘŽes et les gaspillages en temps de bon
fonctionnement et de mouvais fonctionnement ou de
lí»arrĘ║t du systĘĘme de production. En consĘŽquence
chaque processus de production sera caractĘŽrisĘŽ par
plusieurs temps, obtenus aprĘĘs une analyse complĘĘte
des pertes de la capacitĘŽ de production.
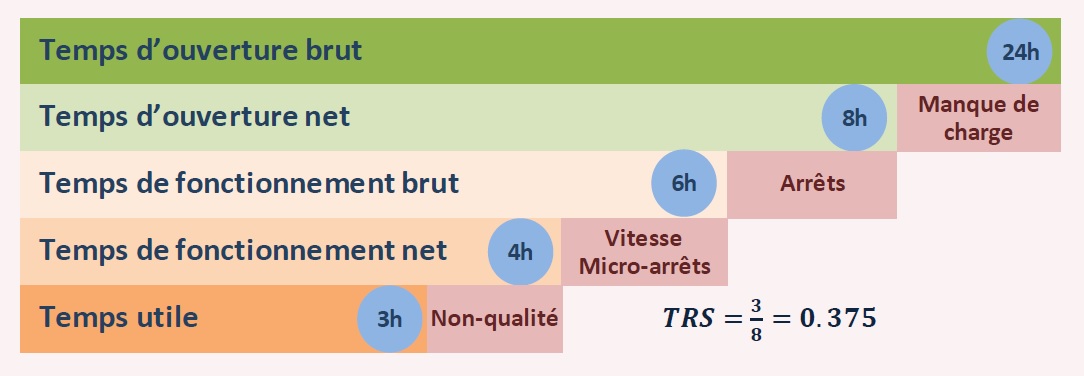
Le temps thĘŽorique pendant lequel
une usine peut Ę║tre ouverte est appelĘŽ letemps
dí»ouverture brut et il est obtenu ĘĄ partir
du temps calendaire (365 ou 366X24 heures pour une
annĘŽe) en enlevant les congĘŽs fĘŽriĘŽs et les
engagements de fermeture dí»usine. Le temps
dí»ouverture net reprĘŽsente le temps
pendant lequel lí»usine est chargĘŽe ĘĄ produire, le
temps qui permet de rĘŽpondre ĘĄ la demande commerciale.
Pendant le temps dí»ouverture net
les lignes de production sont soumises ĘĄ des arrĘ║ts
planifiĘŽs pour les actions de maintenance, de rĘŽglage,
de changement de sĘŽriĘŽs, des essais des nouveaux
produits et ĘĄ des arrĘ║ts non-planifiĘŽs/alĘŽatoires liĘŽs
aux attentes des matiĘĘres premiĘĘres, au manque du
personnel, ĘĄ la non-organisation de production, au
manque dí»outils etc. La diffĘŽrence entre le temps
dí»ouverture net et le temps des arrĘ║ts planifiĘŽs ou
alĘŽatoires reprĘŽsente le temps de
fonctionnement brut, pendant lequel les
ĘŽquipements ou la ligne de production entiĘĘre peuvent
effectivement fabriquer des produits finis. Le Taux de
DisponibilitĘŽ est calculĘŽ comme le rapport
entre le temps de fonctionne-ment brut et le temps
dí»ouverture net :
La variabilitĘŽ du processus
technique, de la cadence et de la vitesse des
machines, la faible expĘŽrience des opĘŽrateurs, ainsi
que les micro-arrĘ║ts sont des pertes de performance et
donc dí»une partie du temps de fonctionnement des
ĘŽquipements. Le temps de fonctionnement net
est obtenu en enlevant le temps perdu ĘĄ cause de la
sous-performance et des micro-arrĘ║ts, du temps de
fonctionnement brut. Ce temps de fonctionnement net
reprĘŽsente le temps pendant lequel la ligne de
production fonctionne ĘĄ la bonne vitesse et cadence et
sans aucun arrĘ║t. Le Taux de Performance
est calculĘŽ comme le rapport entre le temps de
fonctionne-ment net et le temps de fonctionnement brut
:
Pendant le
temps de fonctionnement net sont fabriquĘŽs les
produits bons, livrĘŽs aux clients finaux, mais aussi
les produits non-conformes. A partir du nombre des
rebuts et de la vitesse nominale de production il est
possible de calculer le temps pendant lequel la ligne
de production a fabriquĘŽ des mauvais produits. En
retranchant du temps de fonctionnement net, le temps
perdu ĘĄ la cause de non-qualitĘŽ produite, il est
possible de calculer le temps utile. Le
temps utile reprĘŽsente le temps pendant lequel la
ligne a fabriquĘŽ ĘĄ la vitesse nominale et sans aucun
arrĘ║t que des produits bons. Il est ĘŽvident que ce
temps peut Ę║tre calculĘŽ en utilisant que le nombre de
piĘĘces bonnes fabriquĘŽes et la vitesse nominale de la
ligne. Le Taux de QualitĘŽ est
calculĘŽ comme le rapport entre le temps utile et le
temps de fonctionnement net :
Le TRS est donc le produit des trois taux,
soit le rapport entre le temps utile et le temps
dí»ouverture net :
Dans la Figure 4 est prĘŽsentĘŽ un exemple de calcul du
TRS pour une journĘŽe dí»ouverture
brut.
Figure 4 Exemple de
calcul du TRS pour une journĘŽe dí»ouverture [8]
1.4 Analyse
des pertes de productivitĘŽ
La plus simple dĘŽfinition de la
productivitĘŽ dí»un processus est le ratio entre les
ĘŽlĘŽments de sortie et les ĘŽlĘŽments dí»entrĘŽe. Le problĘĘme
de ce ratio est la difficultĘŽ de mesurer tous les
ĘŽlĘŽments dí»un processus en utilisant une seule unitĘŽ de
mesure (le temps de travail est mesurĘŽ en heures, la
matiĘĘre premiĘĘre en kg, les produits finis en piĘĘces
etc.). En consĘŽquence il existe plusieurs
mĘŽthodes de calcul de la productivitĘŽ, qui la
prĘŽsentent comme un rendement de la production
finie par rapport ĘĄ un ou plusieurs ĘŽlĘŽments
dí»entrĘŽe. En fonction des facteurs entrants choisis il
est possible de calculer la productivitĘŽ globale, du
capital, du travail, des investissements, des
matiĘĘres premiĘĘres etc. Il est ĘŽvident que pour
augmenter le rendement dí»un processus il faut agir sur
ces deux composants qui sont pris en compte lors du
calcul, soit augmenter la quantitĘŽ des ĘŽlĘŽments de
sortie et/ou diminuer la quantitĘŽ des ĘŽlĘŽments entrants.
Parmi les ĘŽlĘŽments dí»entrĘŽe, les plus souvent choisis,
pour Ę║tre minimisĘŽs, sont les coü0ő4ts de la main dí»ü0ô4uvre
et des matiĘĘres premiĘĘres.
Il faut savoir quí»il existe des
facteurs qui ne sont pas spĘŽcifiĘŽs comme des entrĘŽes,
mais qui influencent considĘŽrablement la productivitĘŽ
dí»un processus. Ce sont les facteurs qui doivent Ę║tre
ĘŽliminĘŽs en premier plan si on vise une croissance de la
compĘŽtitivitĘŽ. Il sí»agit des diffĘŽrents types de
gaspillages. Dans ce contexte, la productivitĘŽ ní»est
plus considĘŽrĘŽe comme un simple rendement, mais comme un
indicateur dí»efficience dí»un processus.
La principale difficultĘŽ consiste
plutü0ő0t ĘĄ identifier les gaspillages dí»un processus que
de les ĘŽliminer ensuite. Comme lí»affirme Shigeo
Shingo : ü0ů0 Le type de gaspillage le plus dangereux est
celui que nous ne voyons pas ü0ć3. Lí»approche
Lean ou son ĘŽquivalent Toyota Production System
dĘŽcrit 7 types des gaspillages (muda) [1]:
Gaspillage en transport ou manutention
inutile
Gaspillage en stock excĘŽdentaires
Gaspillage en mouvements excessifs ou gestes
inutiles des travailleurs
Gaspillage en temps dí»attente
Gaspillage en surproduction
Gaspillage en procĘŽdĘŽ de production mal
adaptĘŽ
Gaspillage en produits dĘŽfectueux
Comme gaspillage est considĘŽrĘŽe aussi
la variabilitĘŽ inappropriĘŽe du procĘŽdĘŽ de fabrication
(mura), venant dí»un mix de produits, des volumes
diffĘŽrents de production, des changements des matiĘĘres
premiĘĘres etc. Ce problĘĘme est trĘĘs actuel, car de plus
en plus, les usines utilisent une ligne de
production pour fabriquer plusieurs produits diffĘŽrents,
en gĘŽnĘŽrant une dĘŽstabilisation du processus qui devient
difficile ĘĄ maitriser. Les excĘĘs (muri) reprĘŽsentent une
autre source de gaspillage car des processus
surdimensionnĘŽs, par exemple, crĘŽent directement des
pertes de ressources pour
lí»usine.
Dans la logique Lean, tous ces muda,
mura et muri sont considĘŽrĘŽs comme des causes racines de
la non-productivitĘŽ dí»un procĘŽdĘŽ de fabrication. Dans la
plupart des cas, les pertes de capacitĘŽ dí»une usine,
liĘŽes au procĘĘs opĘŽrationnel, sont sous-estimĘŽes et
difficile ĘĄ dĘŽterminer, car le temps perdu est considĘŽrĘŽ
comme le temps dí»un arrĘ║t planifiĘŽ, dí»un fonctionnement
normal ou tout simplement ní»est pas attribuĘŽ au
processus opĘŽrationnel. Souvent, seulement aprĘĘs la
rĘŽalisation dí»une dĘŽmarche dí»optimisation il est
possible de quantifier le vrai impact sur la
productivitĘŽ, dí»une amĘŽlioration du processus
opĘŽrationnel. En fonction de la maturitĘŽ du procĘŽdĘŽ de
production, les gaspillages liĘŽs ĘĄ lí»organisation du
travail, peuvent reprĘŽsenter entre 20 % et 50 % (voir
plus) des causes de non productivitĘŽ. Pour quantifier le
vrai impact sur la productivitĘŽ dí»une dĘŽmarche
dí»optimisation du processus opĘŽrationnel il faut
utiliser et comparer les ĘŽvolutions de lí»indicateur TRS
des lignes optimisĘŽes.
Lí»objectif de la dĘŽmarche proposĘŽe
dí»optimisation dí»un processus opĘŽrationnel, proposĘŽe
ici, sera dí»offrir des solutions pour lí»ĘŽlimination de
ces pertes, la stabilisation des procĘĘs et la
minimisation de la capacitĘŽ de production gaspillĘŽe.
1.5 Les axes
principaux dí»optimisation
Les sources de compĘŽtitivitĘŽ
prĘŽsentĘŽes dans le Paragraphe 1.2,
ont ĘŽtĘŽ associĘŽes entre elles dí»une maniĘĘre qui
permet de crĘŽer plusieurs familles dí»actions
dí»amĘŽlioration de la compĘŽtitivitĘŽ ou plusieurs axes
dí»optimisation.
La premiĘĘre famille regroupe
toutes les actions de stabilisation
et de standardisation du travail.
Cí»est une ĘŽtape trĘĘs importante dans une dĘŽmarche
dí»optimisation, car seulement en stabilisant le
processus, il est possible dí»augmenter la rĘŽpĘŽtabilitĘŽ
et la rĘŽpĘŽtitivitĘŽ des opĘŽrations ou des taches
rĘŽalisĘŽes par les opĘŽrateurs et donc il est possible de
gagner en capacitĘŽ de production et en compĘŽtitivitĘŽ.
Le deuxiĘĘme axe est reprĘŽsentĘŽ par
toutes les actions ĘĄ mener pour
fluidiser les flux du processus,
quels quí»ils soient, les flux des actions, des matiĘĘres
premiĘĘres, des outils, des informations etc. Le
dĘŽveloppement du personnel est
le troisiĘĘme pü0ő0le dí»optimisation, qui
concentre toutes les actions orientĘŽes vers
lí»augmentation du niveau des compĘŽtences du personnel et
vers la sensibilisation ĘĄ la discipline et ĘĄ la
responsabilitĘŽ.
Toutes les actions de rationalisation
du travail, dí»identification et dí»ĘŽlimination des pertes
et des gaspillages du temps forment une quatriĘĘme
direction dí»optimisation appelĘŽe lí»amĘŽlioration
dí»efficience du processus.
1.6
Standardiser avant dí»optimiser
Avant de commencer lí»optimisation
dí»un processus il faut sí»assurer que les indicateurs de
performance de ce processus sont stables et il ní»y a pas
une variation incontrü0ő0lable des rĘŽsultats. Hors le TRS,
comme indicateurs de la performance du processus peuvent
Ę║tre considĘŽrĘŽs par exemple le temps de la rĘŽalisation
des tü0ë9ches ou le nombre des oublis et des erreurs
opĘŽrationnels. La stabilitĘŽ dí»un processus est une
source importante de compĘŽtitivitĘŽ et un indice que le
processus est bien maitrisĘŽ. Seulement dans une
situation stable, avec des opĘŽrations rĘŽalisĘŽes
chaque fois de la mĘ║me faü0Ő4on et avec des rĘŽsultats
constants, il sera possible dí»observer les vrais
gaspillages et les vraies pertes de productivitĘŽ. Si le
processus opĘŽrationnel ní»est pas rĘŽalisĘŽ dí»une maniĘĘre
standard, les pertes observĘŽes et identifiĘŽes dans un
moment peuvent disparaitre lors dí»une deuxiĘĘme
observation, tous simplement parce que les
opĘŽrateurs ont dĘŽveloppĘŽ des habitudes et des
modes de rĘŽalisation des tü0ë9ches diffĘŽrents ou les
procĘŽdures existantes ne spĘŽcifient pas prĘŽcisĘŽment
comment les actions doivent Ę║tre rĘŽalisĘŽes. Donc le
travail dí»observation et dí»ĘŽlimination des gaspillages
dí»un procĘĘs qui varie dí»une journĘŽe ĘĄ lí»autre sera
impossible ĘĄ rĘŽaliser.
Il est important de prĘŽciser
aussi que lí»ĘŽtape de
stabilisation et de standardisation doit Ę║tre rĘŽalisĘŽe
et aprĘĘs les actions dí»optimisation pour justement
normaliser et maitriser le processus dĘŽjĘĄ optimisĘŽ.
Comme une dĘŽmarche dí»optimisation implique des
changements dí»habitudes, de modes de rĘŽalisation des
tü0ë9ches et des changements importants dans lí»organisation
du travail, il faut ĘŽviter et sí»assurer que ces
changements ne vont pas gĘŽnĘŽrer une variation et
une instabilitĘŽ du processus. Il faut donc standardiser
toutes les modifications apportĘŽes, lors dí»une dĘŽmarche
dí»optimisation, pour garantir une application et une
prise en compte des optimisations proposĘŽes.
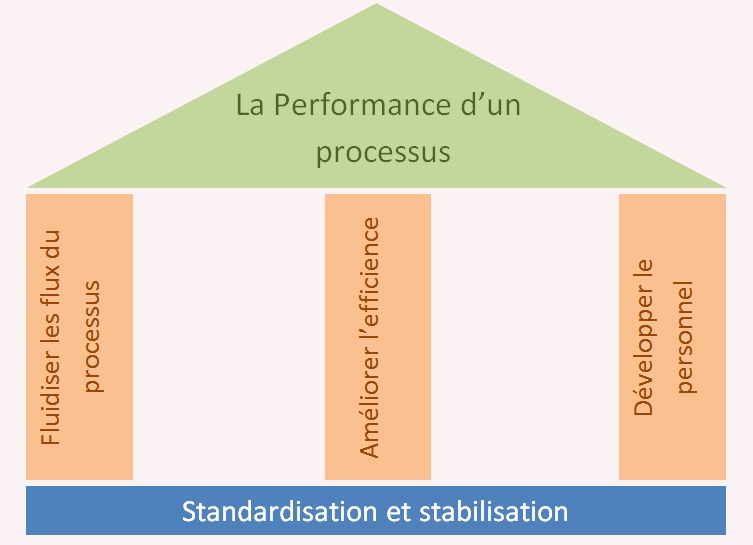
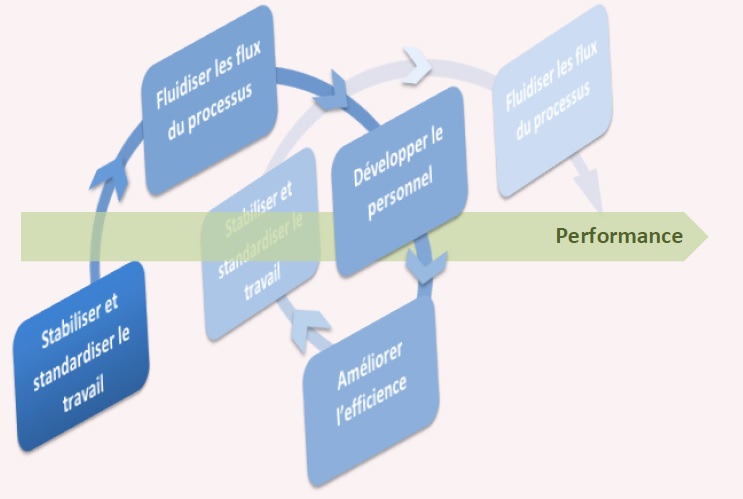
Une bonne partie
des livres et des cabinets de conseil dans le domaine
manufacturier, dĘŽcrivent une dĘŽmarche
dí»optimisation dí»un processus comme une maison de la
performance ou une maison de la qualitĘŽ totale. Prenant
en compte les axes dí»optimisation, identifiĘŽes, une
dĘŽmarche dí»optimisation dí»un processus opĘŽrationnel peut
Ę║tre reprĘŽsentĘŽe sous forme dí»une maison, avec comme
fondations la standardisation et la stabilisation du
processus, avec comme piliers : fluidiser les flux du
processus, dĘŽvelopper le personnel, amĘŽliorer
lí»efficience et avec comme toit, la performance (voir
Figure 5).
Figure 5 La maison de la performance
opĘŽrationnelle [8]
Cette
planification statique implique, dí»une maniĘĘre
indirecte, une rupture dans lí»optimisation dí»un
processus. La reprĘŽsentation sous forme dí»une maison
suggĘĘre lí»idĘŽe que dans un moment, quand le processus
sera performant, il ní»y aura pas de raisons de continuer
lí»optimisation, car la performance cí»est le niveau
maximal dí»optimisation qui peut Ę║tre obtenu. Cí»est une
approche assez dangereuse, car ce quí»est appelĘŽe
aujourdí»hui la performance, dans le futur proche
deviendra une normalitĘŽ. Si la vision de la performance
n'est pas rĘŽvisĘŽe continuellement, le risque de se
retrouver de nouveau avec un processus non-compĘŽtitif
restera trĘĘs ĘŽlevĘŽ.
1.8
Optimisation dynamique des processus opĘŽrationnels (ODPO)
Une autre maniĘĘre de reprĘŽsenter et de
planifier une dĘŽmarche dí»optimisation est dí»organiser le
parcours standardisation ĘC optimisation ĘC performance dans
une boucle continue, de type Kaizen. Cela permet de
transformer la performance atteinte dans un standard, une
normalitĘŽ et de continuer ensuite, ĘĄ chercher de nouvelles
mĘŽthodes du progrĘĘs et de lí»amĘŽlioration de votre
processus. Une optimisation planifiĘŽe dans une boucle
continue ĘŽvitera la rupture dans la vision et les actions
dí»optimisation seront rĘŽalisĘŽes de faü0Ő4on continue. Cette
boucle dí»optimisation est reprĘŽsentĘŽe dí»une maniĘĘre
synthĘŽtique et contient les quatre axes dí»optimisation
identifiĘŽs, embobinĘŽs autour de lí»objectif principal la
performance dí»un processus (voir Figure 6).
Lí»ordre des
ĘŽtapes prĘŽsentĘŽes a une seule contrainte : chaque
nouveau cycle doit commencer par la phase de
stabilisation et de standardisation du niveau de
performance dĘŽjĘĄ existant ou atteint suite aux actions
dí»optimisation effectuĘŽes. Les autres ĘŽtapes peuvent
Ę║tre rĘŽalisĘŽes, de prĘŽfĘŽrence, en ordre prĘŽsentĘŽ, mais
aussi en parallĘĘle avec un accent sur lí»amĘŽlioration de
lí»efficience du processus en fin de cycle. Le
choix doit Ę║tre fait en fonction de la maturitĘŽ de
lí»entreprise et des ressources disponibles. Une
planification dynamique est plus adaptĘŽe ĘĄ la pensĘŽe
Lean, parce que le fait de tourner dans une boucle, de
sí»optimiser en continue, permettra de rĘŽagir et de
sí»adapter ĘĄ la situation du marchĘŽ et aux demandes
actuelles de compĘŽtitivitĘŽ le plus vite possible.
Lí»adaptabilitĘŽ et la rĘŽactivitĘŽ dí»un processus forment
la base dí»une organisation Lean. Cette planification en
cycles dí»optimisation suggĘĘre aussi la nĘŽcessitĘŽ
de redĘŽfinir la performance, ĘĄ la fin de chaque cycle,
pour identifier les nouveaux objectifs et pour continuer
ĘĄ optimiser le processus. La
planification dynamique a ĘŽtĘŽ retenue comme
mĘŽthode de planification de la dĘŽmarche
dí»optimisation des processus opĘŽrationnels.
Chapitre
2 Comment optimiser un processus opĘŽrationnel
2.1
Analyser la situation actuelle
Toute dĘŽmarche dí»optimisation doit
commencer par une analyse de la situation actuelle, un
ĘŽtat de lieu, effectuĘŽ sur le terrain, pour crĘŽer une
premiĘĘre vision de la maturitĘŽ du processus de production
entier et du niveau de performance actuel. Cette analyse
est trĘĘs importante pour la planification des actions
suivantes et pour le choix des outils ĘĄ appliquer. Les
visites des lignes de production reprĘŽsentent une premiĘĘre
phase dí»observation. Pour identifier et observer
facilement les gaspillages et les pertes de productivitĘŽ,
il faut organiser des visites ĘĄ lí»inverse ou, autrement
dit, de commencer la visite par la fin de la ligne. En
faisant une visite en aval, ce sera plus facile de
comprendre lí»utilitĘŽ de chaque opĘŽration effectuĘŽe par les
opĘŽrateurs, de chaque transformation du produit et
dí»observer les manipulations inutiles, les stocks
non-justifiĘŽs, les attentes et tous les autres aspects qui
empĘ║chent le produit fini dí»arriver ĘĄ la sortie de la
ligne.
Pour mieux comprendre et analyser la
situation actuelle du processus, la meilleure mĘŽthode sera
de passer, tout simplement, des journĘŽes entiĘĘres sur le
terrain, sur les lignes de production en observant le
fonctionnement complet du processus de fabrication. Il est
souhaitable, mĘ║me de rĘŽaliser des tü0ë9ches ĘĄ la place dí»un
opĘŽrateur, dí»appliquer les procĘŽdures pour observer et
ressentir les difficultĘŽs et les pĘŽnibilitĘŽs de leur
travail.
Lors de lí»ĘŽtape dí»observation il faut identifier et analyser
au niveau macro:
Tous les flux liĘŽs au processus
de fabrication : les flux des matiĘĘres premiĘĘres
utilisĘŽes, le flux dí»informations, le flux des
produits finis, le flux des activitĘŽs rĘŽalisĘŽes par
les opĘŽrateurs ;
Les contraintes qui diminuent la
vitesse de ces flux identifiĘŽs, les contraintes qui
diminuent la vitesse de production : lí»emplacement
dĘŽsorganisĘŽ des ĘŽquipements ou des ateliers entiers,
les attentes, les ruptures de livraison de matiĘĘres
premiĘĘres ;
Lí»ĘŽtat des procĘŽdures du travail
ou des autres modes opĘŽratoires existants ;
Le mode dí»application des
procĘŽdures et les comportements des opĘŽrateurs lors de
la rĘŽalisation des tü0ë9ches, leurs discipline,
motivation, responsabilitĘŽ ;
Les stocks inutiles de matiĘĘres,
dí»outils, de produits finis sur les lignes de
fabrication
Les mĘŽthodes de communication
entre diffĘŽrents niveaux hiĘŽrarchiques, diffĘŽrents
services et les problĘĘmes liĘŽs ĘĄ la
communication.
2.2
Partager la vision[6]
Pour bien mener une dĘŽmarche
dí»optimisation jusque au bout des objectifs fixĘŽs, il faut
mettre en place, dans toute lí»usine ou dans les
dĘŽpartements concernĘŽs, un systĘĘme de communication
qui permettra un partage facile des informations avec tout
le personnel impliquĘŽ. Commencer toujours par partager
avec toutes les personnes concernĘŽes votre vision,
lí»utilitĘŽ de la dĘŽmarche dí»optimisation et les objectifs
fixĘŽs. Lí»idĘŽal, ce sera de les prĘŽsenter ĘĄ toute lí»usine.
PrivilĘŽgier toujours la communication orale, organiser des
prĘŽsentations, courtes et claires, pas plus de 20 min.
Utiliser un vocabulaire comprĘŽhensible
par tout le monde, des illustrations, des photos qui
montrent les problĘĘmes identifiĘŽs ou des solutions dĘŽjĘĄ
appliquĘŽes. Essayer dí»impliquer au maximum possible
les employĘŽs et de les sensibiliser ĘĄ la pensĘŽe Lean de
rĘŽduction des pertes et des gaspillages. Annoncer quí»une
dĘŽmarche dí»optimisation dí»un processus opĘŽrationnel
sí»adresse aux ĘŽquipes dí»opĘŽrateurs et toutes les
amĘŽliorations doivent Ę║tre rĘŽalisĘŽes pour les opĘŽrateurs
et avec les opĘŽrateurs. Il faut mettre lí»accent sur des
arguments qui illustrent, pourquoi ce travail
dí»optimisation est important pour les opĘŽrateurs,
premiĘĘrement (des opĘŽrations plus facile ĘĄ rĘŽaliser, des
procĘŽdures plus lĘŽgĘĘres, ĘŽlimination des dĘŽplacements
inutiles etc.) et deuxiĘĘmement pour lí»entreprise entiĘĘre
(croissance de compĘŽtitivitĘŽ, rĘŽduction de cout de
fabrication, stabilitĘŽ des emplois etc.).
Les outils de communication orale qui peuvent Ę║tre
utilisĘŽs :
RĘŽunions permanentes avec tous
les employĘŽs concernĘŽs, pour prĘŽsenter les rĘŽsultats,
les amĘŽliorations effectuĘŽes, les actions planifiĘŽes ;
Dialogues tĘ║te ĘĄ tĘ║te, une
discussion entre deux personnes sera toujours plus
ouverte et productive quí»une discussion en groupe
Discussions rĘŽguliĘĘres sur le
terrain, ní»hĘŽsiter pas ĘĄ demander les opinions des
acteurs du terrain sur les amĘŽliorations envisagĘŽes.
Les outils de communication ĘŽcrite sont utilisĘŽs plutü0ő0t
pour le partage des rĘŽsultats :
Les emails envoyĘŽs ĘĄ toutes les
personnes concernĘŽes ;
Les tableaux blancs installĘŽs
sur le terrain avec lí»affichage des indicateurs
et d'autres informations utiles (voir Figure 7).
2.3
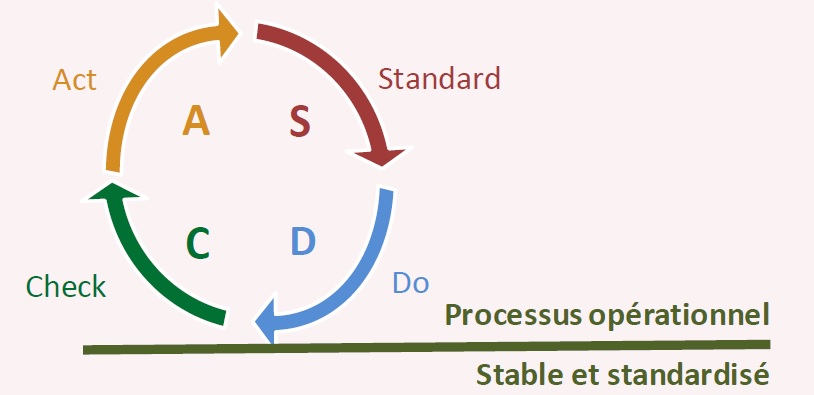
Stabiliser et Standardiser le travail 2.3.1
Standard Do Check Act (SDCA)
La boucle continue SDCA est une mĘŽthode
trĘĘs pertinente pour Ę║tre utilisĘŽe lors dí»une ĘŽtape de
stabilisation et de standardisation. Elle a ĘĄ la base le
mĘ║me principe de fonctionnement que la boucle
dí»amĘŽlioration continue (PDCA), sauf que lí»objectif
principal est de standardiser et ne pas dí»amĘŽliorer. Le
principe de fonctionnement est dí»identifier les standards
dĘŽjĘĄ existants dans lí»usine pour le processus
opĘŽrationnel, ces standards peuvent Ę║tre reprĘŽsentĘŽs par
les procĘŽdures, les modes dí»emploi, les rĘĘgles de
sĘŽcuritĘŽ, les mĘŽthodes du contrü0ő0le etc. Ensuite
dí»appliquer ces standards identifiĘŽs et observer les
ĘŽcarts entre ce qui est dĘŽcrit et la rĘŽalitĘŽ du terrain.
AprĘĘs lí»application des standards et lí»identification des
ĘŽcarts, il faut agir pour ĘŽliminer toutes les dĘŽviations
observĘŽes, soit en corrigeant les actions des opĘŽrateurs,
soit en modifiant les standards (voir Figure 8).
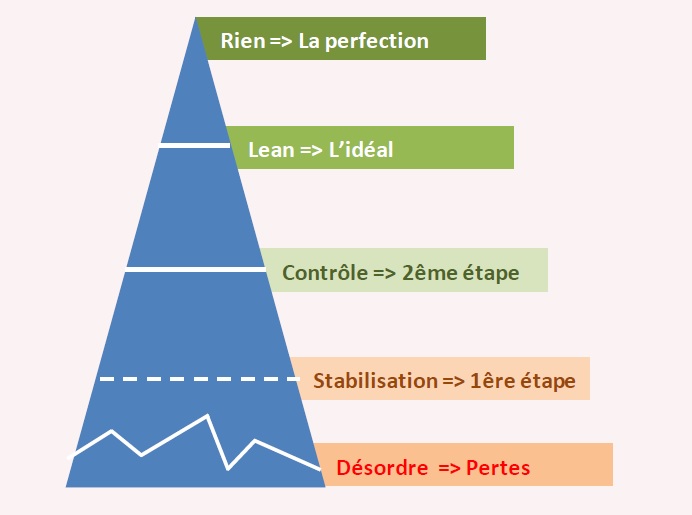
2.3.2 Le systĘĘme 5S [5]
Le bon ordre et la propretĘŽ dí»une ligne de fabrication est
le premier et le plus ĘŽvident indicateur de sa
performance. Une ODPO commence par lí»implĘŽmentation dí»un
systĘĘme pertinent de 5S, qui permettra dí»obtenir les
premiers gains de capacitĘŽ de production et dí»ĘŽliminer les
pertes de temps causĘŽes par les recherches d'outils
introuvables au moment nĘŽcessaire, par les mĘŽlanges de
piĘĘces, de matĘŽriel ou de documents. Une vision sur le
systĘĘme 5S parfait est prĘŽsentĘŽe en Figure 9, avec les
ĘŽtapes intermĘŽdiaires suivantes qui mĘĘnent vers la
perfection :
1
Stabilisation + Contrü0ő0le
2
SystĘĘme 5S Lean
3
SystĘĘme 5S parfait
La phase de stabilisation dí»un
systĘĘme 5S regroupe en fait les trois
premiĘĘres actions dí»une campagne 5S habituelle : ĘŽliminer
de la ligne de production tout ce qui ní»est pas utile,
ranger et nettoyer le reste. AprĘĘs la stabilisation il
faut impĘŽrativement de dĘŽfinir des ĘŽtats standards
et implĘŽmenter un systĘĘme du contrü0ő0le 5S
pour assurer le respect dí»ordre et de la propretĘŽ
atteinte. Ce systĘĘme de contrü0ő0le reprĘŽsente les deux
derniĘĘres actions dí»une campagne 5S : standardiser et Ę║tre
rigoureux. Un systĘĘme 5S Lean
se diffĘŽrencie par le fait que le contrü0ő0le est remplacĘŽ
par un comportement disciplinĘŽ et responsable des
employĘŽs, qui respectent lí»ordre et la propriĘŽtĘŽ sans
avoir besoin dí»Ę║tre contrü0ő0lĘŽs et vĘŽrifiĘŽs en permanence,
les ĘŽtats standards des endroit de rangement sont
remplacĘŽs par des modes de rangement trĘĘs intuitifs, basĘŽs
sur le principe de Poka-YokĘŽ et les dĘŽplacements des
piĘĘces ou du matĘŽriel lors des actions de rangement sont
rĘŽduits au minimum. Donc un systĘĘme 5S Lean est
caractĘŽrisĘŽ par zĘŽro contrü0ő0le, zĘŽro ĘŽtat de lieu standard
et zĘŽro dĘŽplacement. La perfection est
considĘŽrĘŽe comme la possibilitĘŽ de n'avoir sur les lignes
de production aucun outil, aucune piĘĘce ou matĘŽriel ĘĄ
ranger et de ne pas avoir besoin de faire du nettoyage.
Donc la perfection cí»est un processus de fabrication trĘĘs
innovant, qui ne nĘŽcessite pas un systĘĘme 5S, parce que
tout simplement il ní»y a rien ĘĄ ranger ou ĘĄ
nettoyer.
Ces trois ĘŽtapes peuvent servir comme
des objectifs pour plusieurs cycles dí»une ODPO. Par
exemple dans un premier cycle de fixer comme objectif de
crĘŽer un systĘĘme 5S basĘŽ sur le contrü0ő0le rĘŽgulier, dans le
deuxiĘĘme de dĘŽvelopper un systĘĘme 5S Lean basĘŽ sur le
comportement des employĘŽs et dans le troisiĘĘme cycle de
viser la perfection dí»un systĘĘme 5S. 2.3.3 La procĘŽdure dynamique ĘC
faire vivre les procĘŽdures
La procĘŽdure dynamique cí»est un outil
qui a ĘŽtĘŽ dĘŽveloppĘŽ et appliquĘŽ par moi-mĘ║me, durant mon
stage chez P&G. Son application est trĘĘs utile dans
les situations oĘ┤ les processus de fabrication sont trĘĘs
complexes et plus que ü0Ő4a, les procĘŽdures ne sont pas
claires et complĘĘtes ou elles ne sont pas documentĘŽes. Le
principe de fonctionnement consiste ĘĄ autoriser les
opĘŽrateurs ĘĄ effectuer des modifications dans les
procĘŽdures quí»ils utilisent quotidiennement, en sí»appuyant
sur leur expĘŽrience de travail et leur capacitĘŽ
dí»observation. Personne ne connait mieux quí»eux le
dĘŽroulement du processus de fabrication, alors pourquoi ne
pas utiliser leurs connaissances pendant une dĘŽmarche
dí»optimisation ?
Il est important de prĘŽciser que
trĘĘs souvent les opĘŽrateurs dĘŽveloppent des habitudes
propres de rĘŽalisation des tü0ë9ches, qui sont plus efficaces
et plus rapides que les actions dĘŽcrites dans les
procĘŽdures. Donc leur expĘŽrience et les modifications
proposĘŽes vont non seulement complĘŽter les procĘŽdures
existantes, mais vont les optimiser sans beaucoup
dí»efforts et de ressources nĘŽcessaires.
Un aspect important est que chaque
modification de procĘŽdure, proposĘŽe par les opĘŽrateurs,
doit Ę║tre impĘŽrativement validĘŽe par un
ingĘŽnieur process ou un responsable de ligne de
production. Cí»est strictement nĘŽcessaire pour ĘŽviter tout
risque, que peut crĘŽer cette modification de procĘŽdure
pour la sĘŽcuritĘŽ des opĘŽrateurs, la qualitĘŽ des produits
et le bon fonctionnement du processus technique. AprĘĘs une
approbation, les modifications sont prises en compte et
les procĘŽdures sont mises ĘĄ jour. Cet outil permet
dí»identifier des bonnes pratiques des opĘŽrateurs et
favorise lí»application des procĘŽdures, soit la
standardisation du travail. Il est aussi utile dí»appliquer
lí»outil ü0ů0 procĘŽdure dynamique ü0ć3 lors de la crĘŽation dí»une
nouvelle procĘŽdure (voir figure 10).
2.4 Fluidiser les flux dí»un processus
[3]
Pour lí»ĘŽlimination de toutes les
attentes, des stocks inutiles et des autres types de
gaspillage la condition principale, dans la logique Lean,
est que tous les processus doivent Ę║tre pensĘŽs et
organisĘŽs comme des flux. Le processus de production peut
Ę║tre envisagĘŽ comme un flux de produits qui est complĘŽtĘŽ
par les flux des matiĘĘres premiĘĘres, le flux des
informations et les flux des actions rĘŽalisĘŽes par les
opĘŽrateurs. Avant tout, il est impĘŽratif de prĘŽciser que
la mise en place dí»une organisation des processus en flux,
doit Ę║tre rĘŽalisĘŽe en premier.
Lí»intĘŽrĘ║t de fluidiser et de
dynamiser ces flux cí»est quí»en faisant ceci, la vitesse de
la production va augmenter de maniĘĘre implicite. Il existe
plusieurs techniques, qui peuvent Ę║tre appliquĘŽs lors
dí»une dĘŽmarche dí»optimisation pour dynamiser les flux.
Toutes ces techniques ont ĘĄ la base un seul principe :
ĘŽliminer les goulets dí»un flux, les contraintes qui
empĘ║chent les produits dí»arriver le plus vite possible ĘĄ
la fin de la ligne.
2.4.1 Mettre en place un systĘĘme
de gestion des flux Kanban
Le mot japonais Kanban
signifie tout simplement ü0ů0 signe ü0ć3. Cí»est un outil
dĘŽveloppĘŽ par Toyota, pour la gestion des flux qui ne
peuvent pas Ę║tre organisĘŽs de faü0Ő4on continue. Cí»est
surtout le cas des flux des matiĘĘres premiĘĘres, car la
plupart dí»elles sont fabriquĘŽes par des sous-traitantes et
des fournisseurs qui sont situĘŽs ĘĄ quelques kilomĘĘtres de
lí»usine. Le problĘĘme est que pour respecter la condition
des stocks minimaux, mĘ║me si la quantitĘŽ ĘĄ produire est
connue, il est difficile de prĘŽvoir quand il faudra
produire et livrer le prochain lot. Le Kanban est utilisĘŽ
justement pour rĘŽsoudre ce problĘĘme et pour
transmettre au fournisseur ü0ů0 le signal ü0ć3 de commencer la
production et de rĘŽaliser une livraison dí»un nouveau lot.
Le principe de fonctionnement est de
produire et de livrer juste ĘĄ temps la quantitĘŽ nĘŽcessaire
de piĘĘces ou de matiĘĘres premiĘĘres. Ce principe est basĘŽ
sur lí»enregistrement et le transfert au fournisseur, en
temps rĘŽel, des informations sur la quantitĘŽ de matiĘĘres
premiĘĘres consommĘŽes. Pour rĘŽaliser cela, il faut
mettre en place un systĘĘme dí»ĘŽtiquetage des matiĘĘres ou
piĘĘces utilisĘŽes, qui permettra chaque fois que la ligne
de fabrication utilise une piĘĘce, une palette ou une tonne
de matiĘĘre premiĘĘre par exemple, dí»enregistrer cette
quantitĘŽ utilisĘŽe et dí»envoyer au fournisseur ces donnĘŽes.
Ensuite le fournisseur pourra dĘŽcider de livrer un nouveau
lot, dĘŽjĘĄ produit, de commencer la production, soit encore
dí»attendre le fin de la consommation du lot livrĘŽ.
Avant lí»implĘŽmentation dí»un systĘĘme
Kanban, il faut ĘŽvidemment dĘŽterminer les stocks de
sĘŽcuritĘŽ des matiĘĘres premiĘĘres, qui permettront dí»assurer
le bon fonctionnement de la ligne de fabrication et
couvriront, en mĘ║me temps, la durĘŽe de livraison du
prochain lot.
Le systĘĘme Kanban peut Ę║tre appliquĘŽ
sur la ligne de production si le processus de rĘŽalisation
des produits implique des transformations manuelles.
Lí»opĘŽrateur envoie le produit ĘĄ lí»ĘŽtape suivante de la
fabrication seulement si cí»est nĘŽcessaire et sí»il a reü0Ő4u ü0ů0
le signal ü0ć3 qui lí»autorise de le faire. En faisant ü0Ő4a il
ĘŽvite de crĘŽer un stock au niveau du poste suivant. Le
systĘĘme Kanban permet de crĘŽer un flux tirĘŽ en amont et
diminue ou ĘŽlimine les stocks intermĘŽdiaires.
2.4.2 RĘŽorganiser
les flux en piĘĘce ĘĄ piĘĘce
Pour ĘŽliminer la plupart des
gaspillages dí»un processus, tous les flux qui le
caractĘŽrisent, doivent Ę║tre organisĘŽs dans une logique
piĘĘce ĘĄ piĘĘce. La philosophie Lean dĘŽcrit un flux piĘĘce ĘĄ
piĘĘce comme lí»idĘŽal de lí»organisation. Un flux organisĘŽ
piĘĘce ĘĄ piĘĘce signifie quí»ĘĄ chaque ĘŽtape du processus, ĘĄ
chaque opĘŽration rĘŽalisĘŽe par un opĘŽrateur, par une
machine ou par un ĘŽquipement, il y a un traitement de
maximum une piĘĘce ou un produit ĘĄ la fois et dĘĘs que
lí»opĘŽration est finie, la piĘĘce ou le produit est envoyĘŽ
directement ĘĄ lí»ĘŽtape suivante. Donc cí»est un flux continu
qui utilise comme lot de livraison ou de passage
dí»une ĘŽtape ĘĄ lí»autre, au maximum une piĘĘce. Ce type
dí»organisation dí»un flux empĘ║che la crĘŽation des
attentes, des stocks intermĘŽdiaires, de surproduction, il
favorise en mĘ║me temps la dĘŽtection des dĘŽfauts et diminue
au maximum le nombre de rebuts.
Lí»organisation dí»un processus de
production dans un flux piĘĘce ĘĄ piĘĘce implique des
efforts considĘŽrables en ce qui concerne le remplacement
des ĘŽquipements et des machines de fabrication, la mise en
place des convoyeurs, le rĘŽglage automatique de la cadence
et de la vitesse des machines. Cí»est assez difficile,
voire impossible de rĘŽorganiser un processus de
fabrication dans en flux piĘĘce ĘĄ piĘĘce, si ce type
dí»organisation ní»a pas ĘŽtĘŽ pris en compte lors de la phase
de conception des machines utilisĘŽes. Pour les flux des
matiĘĘres premiĘĘres, la seule solution possible pour
assurer un flux piĘĘce ĘĄ piĘĘce et dí»installer les processus
de fabrication des fournisseurs et sous-traitantes dans
lí»usine elle-mĘ║me. En faisant ü0Ő4a, les matiĘĘres premiĘĘres
ou autres composants du produit fini seront fabriquĘŽs sur
place, livrĘŽs juste ĘĄ temps et dans une quantitĘŽ
strictement nĘŽcessaire.
Une organisation de tous les flux dí»un
processus en piĘĘce ĘĄ piĘĘce sera lí»ĘŽtat idĘŽal de la
dynamisation et la fluidisation de ce processus.
2.4.3 Effectuer un lissage des tü0ë9ches
Le flux des activitĘŽs ou des tü0ë9ches
rĘŽalisĘŽes par les opĘŽrateurs peut contenir des
dĘŽsĘŽquilibres au niveau du temps du travail et au niveau
de la sollicitation dí»opĘŽrateurs. Sí»il y a un dĘŽsĘŽquilibre
temporaire entre les diffĘŽrents postes du travail,
lí»apparition des attentes, des stocks intermĘŽdiaires et
donc lí»augmentation du temps total de production est
inĘŽvitable. Cí»est aussi un problĘĘme trĘĘs souvent
rencontrĘŽ, aussi lors des changements de sĘŽrie ou du
format des produits, quand un poste implique un nombre de
piĘĘces ĘĄ changer plus grande et donc nĘŽcessite plus du
temps pour la rĘŽalisation du changement que les autres. En
consĘŽquence les opĘŽrateurs de tous les autres postes
attendent que le changement finisse sur ce poste au lieu
de redĘŽmarrer la production.
Il existe des mĘŽthodes spĘŽcialisĘŽes de
mesure et dí»ĘŽquilibrage du temps et de la charge du
travail , mais avant de se lancer dans lí»application de
ces outils et mĘŽthodes complexes, il faut analyser la
possibilitĘŽ de faire un premier lissage des tü0ë9ches au
niveau macro. Si lors dí»un changement des sĘŽries, par
exemple, les diffĘŽrences entre les temps de
rĘŽalisation des tü0ë9ches sur diffĘŽrents postes de travail
sont dí»ordre de 10-20 min, une nouvelle rĘŽpartition et un
lissage de tü0ë9ches, entre les postes de travail, peuvent
apporter une accĘŽlĘŽration considĘŽrable du flux des
activitĘŽs.
2.5 DĘŽvelopper le
personnel 2.5.1 Diminuer la rĘŽsistance
aux changements
La clĘŽ du succĘĘs dí»une dĘŽmarche
dí»optimisation est le facteur humain. Donc lí»implication
des ĘŽquipes dí»opĘŽrateurs et de leurs responsables a un
rü0ő0le trĘĘs important, voire crucial pour la rĘŽussite dí»une
optimisation. Une dĘŽmarche dí»optimisation dí»un processus
implique, dí»une maniĘĘre implicite, des changements
dí»habitudes, dí»organisation du travail et des flux du
processus. MĘ║me si tous ces changements ont lí»objectif de
supprimer les pertes et les gaspillages du processus, la
premiĘĘre chose ĘĄ quoi vont penser la plupart des
opĘŽrateurs, sera de rĘŽsister ĘĄ ces changements, de ne pas
les accepter, car pour eux, ce sont tout dí»abord des
efforts supplĘŽmentaires ĘĄ faire.
Pour ĘŽliminer cette rĘŽsistance et
assurer une bonne application des actions dí»optimisation
prĘŽvues, il faut impliquer le maximum possible les
opĘŽrateurs et tous les acteurs du terrain, dans
lí»observation et dí»identification des gaspillages et des
pertes et ensuite dans la prise des dĘŽcisions et la
planification des actions nĘŽcessaires. Aussi avant de
rĘŽaliser des changements dans les habitudes des opĘŽrateurs
il faut demander leurs opinions, prendre en compte leurs
suggestions, argumenter et prĘŽsenter pourquoi cí»est
important et comment ceci va amĘŽliorer leur travail
quotidien. En appliquant le management participatif sur le
terrain et en cherchant ĘĄ ĘŽliminer en mĘ║me temps la
pĘŽnibilitĘŽ du travail, la rĘŽsistance ĘĄ tout changement
proposĘŽ sera diminuĘŽe considĘŽrablement.
2.5.2 Sensibiliser ĘĄ la discipline et la responsabilitĘŽ
La meilleure mĘŽthode de dĘŽveloppement
de la discipline et de la responsabilitĘŽ des opĘŽrateurs
est de leur confier des responsabilitĘŽs. Il faut nommer
des responsables d'ĘŽquipements, de zones, de la sĘŽcuritĘŽ,
de la qualitĘŽ ou du systĘĘme 5S de la ligne de production.
Ayant des missions, des responsabilitĘŽs confiĘŽes, les
opĘŽrateurs seront plus sensibilisĘŽs au respect des rĘĘgles,
des procĘŽdures, mĘ║me plus sensibilisĘŽs ĘĄ la
discipline, parce que ce seront eux maintenant les
responsables de la ligne de production.
Le management sur le terrain et le
management participatif sont les mĘŽthodes de gestion les
plus indiquĘŽes pour sensibiliser les employĘŽs ĘĄ la
responsabilitĘŽ et la discipline. Il faut montrer ĘĄ tous
les acteurs du terrain que ce quí»ils font a du sens et de
lí»importance pour toute lí»usine. Les managers, les
responsables d'ateliers et mĘ║me les directeurs dí»usine
doivent passer une partie de leur temps sur le terrain,
pour participer aux actions quotidiennes des lignes, pour
montrer des exemples de bons comportements, pour montrer
des exemples de discipline et de respect des rĘĘgles. Il
faut aussi montrer aux opĘŽrateurs lí»impact de leurs
comportement sur la performance et les rĘŽsultats de la
ligne. Un systĘĘme de maitrise et de contrü0ő0le de la qualitĘŽ
par exemple, peut fonctionner seulement sí»il est respectĘŽ
et bien appliquĘŽ. Une bonne organisation du travail est
efficace, seulement si elle est vraiment suivie et
utilisĘŽe correctement. Les comportements et les valeurs
des employĘŽs forment les bases et sont les conditions
principales pour un processus de production performant. De
la mĘ║me faü0Ő4on les actions dí»optimisation peuvent apporter
des rĘŽsultats, seulement si elles sont bien appliquĘŽes et
prises en compte par tous les employĘŽs.
2.5.3 DĘŽvelopper lí»automaintenance
La maintenance autonome est une mĘŽthode trĘĘs efficace de
dĘŽveloppement du personnel dí»une part et dí»amĘŽlioration de
la performance du processus de production dí»autre part.
Lí»automaintenance consiste ĘĄ confier des activitĘŽs
dí»entretien et de maintenance des machines aux opĘŽrateurs.
Dans un premier cycle dí»ODPO les opĘŽrateurs peuvent Ę║tre
chargĘŽs d'effectuer de simples actions de nettoyage et de
contrü0ő0le quotidien de leurs machines et ĘŽquipements. En
rĘŽalisant chaque jour, des actions de nettoyage des
machines, lí»opĘŽrateur sera capable dí»observer en mĘ║me
temps toutes les anomalies dans lí»aspect extĘŽrieur et le
fonctionnement de la machine : les fuites de lubrifiants,
lí»usure de composants, lí»apparition de corrosion, le
dĘŽvissement de vis, les fissures de piĘĘces. Cette
observation quotidienne permettra dí»ĘŽviter un nombre
important dí»arrĘ║ts et de pannes, et donc dí»ĘŽviter des
pertes de productivitĘŽ.
AprĘĘs la premiĘĘre phase dí»automaintenance, dans un
deuxiĘĘme cycle dí»optimisation dynamique du processus
opĘŽrationnel, les opĘŽrateurs peuvent Ę║tre formĘŽs aux
petites interventions et aux actions de rĘŽglage de leurs
machines. Ce sont des activitĘŽs qui ne demandent pas une
expertise technique ĘŽlevĘŽe, mais qui sont nĘŽcessaires
chaque jour. Dí»une maniĘĘre rĘŽguliĘĘre, il est possible de
confier aux opĘŽrateurs des actions de maintenance
prĘŽventive : changer les composants dĘŽtĘŽriorĘŽs, rĘŽaliser
la lubrification des ĘŽquipements, assurer le contrü0ő0le et
les rĘŽglages des paramĘĘtres de fonctionnement. Ensuite les
opĘŽrateurs peuvent participer aux interventions plus
complexes de maintenance, en aidant les techniciens et en
dĘŽveloppant de nouvelles compĘŽtences techniques. Des
compĘŽtences qui permettront aux opĘŽrateurs dí»effectuer de
petites rĘŽparations et rĘŽglages des machines lors de
micro-arrĘ║ts, sans avoir besoin dí»un support technique.
Plus le niveau dí»automaintenance progresse, plus la
performance de la ligne de production, la discipline et la
responsabilitĘŽ des opĘŽrateurs sí»amĘŽliorent.
2.6 AmĘŽliorer
lí»efficience du processus
Lí»amĘŽlioration de lí»efficience du
processus opĘŽrationnel reprĘŽsente la derniĘĘre ĘŽtape dí»un
cycle ODPO. Lí»objectif principal est dí»amener le processus
vers un niveau plus avancĘŽ de la performance. ü0ç5a
permettra de recommencer le cycle dí»optimisation par la
stabilisation et standardisation de la performance
atteinte durant tout le premier cycle. Pour rĘŽaliser une
amĘŽlioration de lí»efficience il faut former une ĘŽquipe de
personnes qualifiĘŽes, composĘŽe par des ingĘŽnieurs procĘĘs,
responsable des lignes, techniciens supĘŽrieurs, voire
conseilleurs externes.
2.6.1 Diminuer le temps de
changement de production (SMED)[7]
A lí»heure actuelle la demande du marchĘŽ
est devenue pratiquement imprĘŽvisible. Les entreprises ne
peuvent plus crĘŽer des stocks de produits, pour rĘŽpondre
aux demandes de leurs clients pendant la production dí»une
autre rĘŽfĘŽrence ou sĘŽrie de produits, tout simplement
parce que ces stocks risquent de ne pas Ę║tre vendus. Les
usines doivent donc dĘŽvelopper leur capacitĘŽ de
rĘŽagir et de sí»adapter ĘĄ la demande du marchĘŽ dans un
temps rĘŽduit, autrement dit de rĘŽaliser des changements de
format sur les lignes de production le plus vite et plus
souvent possible.
La mĘŽthode japonaise SMED ou Single Minute Exchange
of Die a ĘŽtĘŽ dĘŽveloppĘŽe par Shigeo Shingo pour rĘŽaliser
dí»une maniĘĘre rapide les changements des matrices sur de
presses mĘŽcaniques. Avec le temps elle a ĘŽtĘŽ adaptĘŽe
presquí» ĘĄ tous les types de changements de format, sĘŽrie
ou recette dans la production et est devenue
applicable pour ní»importe quel processus de fabrication.
Une condition de base de cette mĘŽthode consiste en ce que
le procĘĘs de changement doit Ę║tre stabilisĘŽ et bien
maitrisĘŽ. Autrement dit la premiĘĘre ĘŽtape dí»ODPO,
Stabilisation et Standardisation du processus, doit Ę║tre
effectuĘŽe. Le systĘĘme 5S doit permettre une identification
rapide de tous les outils et du matĘŽriel nĘŽcessaire lors
dí»un changement, les procĘŽdures doivent Ę║tre crĘŽĘŽes ou
amĘŽliorĘŽes dí»une telle maniĘĘre, afin quí»elles puissent
spĘŽcifier toutes les actions ĘĄ mener lors dí»un changement
de production. Le respect des modes opĘŽratoires dĘŽfinis,
la discipline et la responsabilitĘŽ des opĘŽrateurs sont
aussi indispensables pour la rĘŽussite de cette
mĘŽthode.
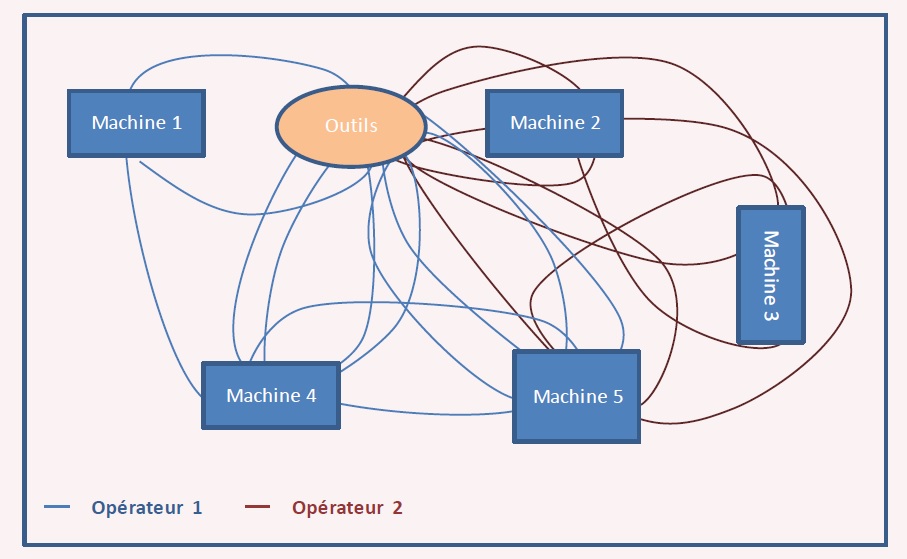
Le SMED commence par une ĘŽtape dí»analyse et dí»observation
du processus de changement. Sur un plan de lí»atelier de
production il faut dessiner tous les dĘŽplacements des
opĘŽrateurs pendant le changement de production, en
utilisant une couleur diffĘŽrente pour chaque opĘŽrateur.
Le schĘŽma rĘŽsultant, aussi appelĘŽ Spaghetti Chart,
permettra dí»identifier les dĘŽplacements inutiles, rĘŽpĘŽtĘŽs
sans aucune justification et ensuite de les supprimer ou
de les rĘŽduire en groupant les opĘŽrations nĘŽcessitantle
mĘ║me dĘŽplacement (voir Figure
11).
Figure 11 DĘŽplacements des opĘŽrateurs lors
dí»un changement de production [8]
La
deuxiĘĘme phase dí»observation consiste ĘĄ filmer chaque
opĘŽrateur lors de la rĘŽalisation dí»un changement de
production et aprĘĘs ĘĄ analyser ensuite chaque geste et
opĘŽration effectuĘŽs pour les classer en 3 catĘŽgories
:
OpĘŽrations inutiles ;
OpĘŽrations rĘŽalisables avant ou
aprĘĘs le changement ;
OpĘŽrations qui peuvent Ę║tre
transformĘŽes, de telle maniĘĘre, afin que leur
rĘŽalisation ní»implique pas lí»arrĘ║t de la machine.
Les opĘŽrations qui peuvent Ę║tre
facilement effectuĘŽes avant ou aprĘĘs le changement sont
par exemple la prĘŽparation des piĘĘces ĘĄ changer, le
remplissage des formulaires et des dossiers pour la
prochaine production, le rangement des piĘĘces dí»ancien
format etc. En principe ce sont toutes les
opĘŽrations, qui sans aucun effort, peuvent Ę║tre dĘŽcalĘŽes
soit avant lí»arrĘ║t, soit aprĘĘs le redĘŽmarrage de la ligne
de production. La base de la mĘŽthode SMED consiste ĘĄ
convertir le maximum possible des actions, qui nĘŽcessitent
que la ligne de production soit arrĘ║tĘŽe, en actions qui
peuvent Ę║tre rĘŽalisĘŽes pendant le fonctionnement normal
des ĘŽquipements et machines. Par exemple, cí»est possible
de rĘŽaliser en crĘŽant des assemblages de piĘĘces et lors
dí»un changement en ĘŽchangeant une partie entiĘĘre de la
machine, prĘŽparĘŽe en avance, au lieu de changer une
dizaine de petites piĘĘces, pendant que la ligne de
production est arrĘ║tĘŽe.
Les technologies actuelles permettent
aussi de crĘŽer des modes de fixation trĘĘs rapides et sü0ő4res
pour les piĘĘces, comme sont les diffĘŽrents types de
taquets ĘĄ ressort ou diffĘŽrents types dí»assemblages qui ne
contiennent pas de vis ĘĄ serrer. La transformation des
modes de fixation des piĘĘces va permettre de gagner du
temps prĘŽcieux lors dí»un changement de production. Une
autre possibilitĘŽ dí»ĘŽliminer des actions de rĘŽglages lors
dí»un changement, est de maximiser le nombre de piĘĘces
communes pour les diffĘŽrents types de produits.
Cette option doit Ę║tre prise en compte, surtout lors de la
phase de conception des machines. Il faut prendre en
compte aussi la possibilitĘŽ de regrouper les opĘŽrateurs
sur diffĘŽrentes machines lors de la rĘŽalisation des tü0ë9ches
complexes. ü0ç5a permettra de simplifier les
opĘŽrations difficiles et dí»ĘŽviter les blocages de la ligne
de production, qui ne pourra pas dĘŽmarrer si le changement
ní»est pas fini sur toutes les machines concernĘŽes. Une
bonne application de la mĘŽthode SMED permettra de diminuer
le temps de changement de production avec plus de 60-70 %.
Un aspect important est aussi de produire des bons
produits du premier coup, car la durĘŽe du changement de
production est considĘŽrĘŽe le temps passĘŽ entre la fin de
la fabrication du dernier produit dí»ancienne rĘŽfĘŽrence et
la fabrication, ĘĄ la vitesse nominale de la ligne de
production, du premier produit conforme ĘĄ la nouvelle
rĘŽfĘŽrence.
2.6.2 Eliminer les
activitĘŽs sans valeur ajoutĘŽe (VSM)
Dans la philosophie Lean un processus
idĘŽal, quel quí»il soit, doit contenir seulement des
opĘŽrations qui apportent de la valeur ajoutĘŽe aux
produits/services finis, des opĘŽrations pour lesquelles le
client final est prĘ║t ĘĄ payer. Ce sont surtout les
transformations de la matiĘĘre premiĘĘre en produits finis
et les actions qui impactent directement lí»aspect visuel
et le contenu du produit. Pour un processus de production,
les opĘŽrations avec de la valeur ajoutĘŽe reprĘŽsentent 3-5
% du nombre total des tü0ë9ches et des actions effectuĘŽes.
Toutes les activitĘŽs de contrü0ő0le, dí»organisation, de
maintenance, de rĘŽglage, de logistique, de finances, de
communication sont considĘŽrĘŽes, dans la philosophie Lean,
comme des sources de gaspillages, des activitĘŽs qui ne
changent pas la valeur du produit fini, mais qui
finalement, augmentent son prix. Il est ĘŽvident quí»une
grande partie de ces activitĘŽs est strictement nĘŽcessaire
et ĘĄ lí»heure actuelle, impossible ĘĄ supprimer.
Lí»objectif principal sera donc, de
dĘŽterminer les opĘŽrations sans valeur ajoutĘŽe et de
diminuer leur pondĘŽration. Lí»utilisation dí»outil Value
Stream Mapping (VSM) est reconnue comme la meilleure
mĘŽthode Lean, orientĘŽe vers lí»identification et
lí»ĘŽlimination des gaspillages et des actions inutiles.
Elle consiste ĘĄ suivre et observer un
produit durant toute la durĘŽe de sa crĘŽation, soit durant
tout le processus de production et dí»enregistrer sous
forme dí»une cartographie (Mapping) chaque dĘŽplacement,
tü0ë9che rĘŽalisĘŽe, document utilisĘŽ, transformation
appliquĘŽe, contrü0ő0le de qualitĘŽ effectuĘŽ etc. Il faut aussi
enregistrer le maximum dí»informations possible: la
durĘŽe dí»exĘŽcution, les attentes, la taille du lot de
transport, la quantitĘŽ du stock, les ressources utilisĘŽes.
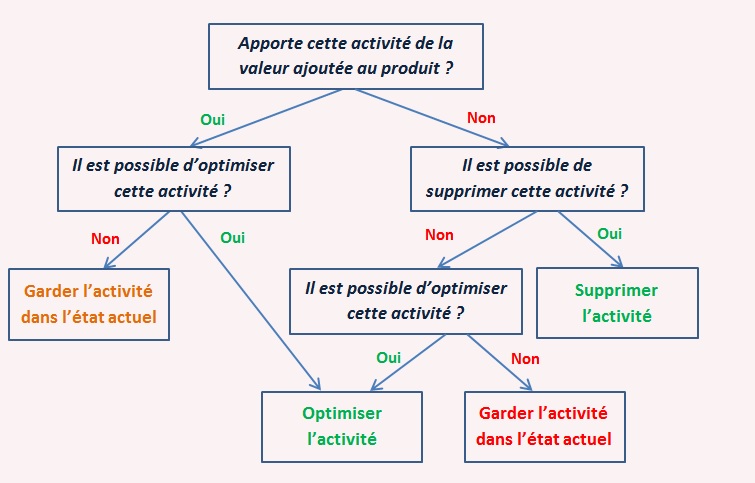
AprĘĘs la rĘŽalisation de cette cartographie complĘĘte du
processus, chaque activitĘŽ observĘŽe doit Ę║tre analysĘŽe en
utilisant le logigramme prĘŽsentĘŽ dans
la Figure 12
Figure
12 Logigramme dí»analyse de la valeur
ajoutĘŽe dí»une opĘŽration [8]
AprĘĘs une analyse complĘĘte des
activitĘŽs du processus actuel il faut construire une
nouvelle cartographie du futur processus, en supprimant
toutes les opĘŽrations inutiles, tous les gaspillages et en
prenant en compte toutes les optimisations possibles.
Cette nouvelle cartographie est appelĘŽe Value Stream
Design (VSD)
et reprĘŽsente le processus optimisĘŽ. Ensuite les actions
dí»optimisation doivent Ę║tre orientĘŽes vers lí»ĘŽlimination
de toutes les diffĘŽrences entre la cartographie du
processus actuel (VSM) et la cartographie du processus
optimisĘŽ (VSD). Une vraie organisation Lean va
chercher ĘĄ ĘŽliminer toutes les activitĘŽs qui ní»apportent
aucune valeur ajoutĘŽe au produit final. Donc la
cartographie du processus de production parfait contiendra
seulement les activitĘŽs qui apportent de la valeur au
produit fini. Il est souhaitable, dans la recherche de
compĘŽtitivitĘŽ, de rĘŽaliser des cartographies Value Stream
Mapping pour tous les flux liĘŽs au processus de
production. Pour les flux de matiĘĘres premiĘĘres la
cartographie peut englober et les activitĘŽs du processus
de fabrication utilisĘŽ par les fournisseurs.
Conclusion
Lí»optimisation dynamique dí»un
processus opĘŽrationnel ní»est pas tout simplement un
regroupement des outils Lean. Cí»est une mĘŽthode orientĘŽe
vers le dĘŽveloppement de la performance et la croissance
de la compĘŽtitivitĘŽ des usines. Lí»ODPO propose de prendre
en compte, lors dí»une recherche de productivitĘŽ des
usines, lí»organisation et la gestion du travail. Elle
dĘŽclare que la clĘŽ du succĘĘs dans la recherche
dí»efficience dí»un processus de production, cí»est le
facteur humain. Les quatre directions dí»optimisation : la
stabilisation et la standardisation du travail, la
fluidisation des flux, le dĘŽveloppement du personnel et
lí»amĘŽlioration de lí»efficience sont les principales
sources de compĘŽtitivitĘŽ et forment la structure gĘŽnĘŽrale
de cette dĘŽmarche.
Les outils proposĘŽs dans ce mĘŽmoire
reprĘŽsentent seulement une possibilitĘŽ de mise en ü0ô4uvre
dí»une dĘŽmarche ODPO. Il est ĘŽvident quí»il existe encore de
nombreux outils qui peuvent Ę║tre encadrĘŽs et utilisĘŽs lors
de lí»application de cette mĘŽthode. Une chose importante ĘĄ
mentionner est quí»il ne faut surtout pas penser, aprĘĘs
avoir passĘŽ un cycle complet dí»optimisation dynamique du
processus opĘŽrationnel et aprĘĘs avoir atteint un niveau
acceptable de performance de processus, que la dĘŽmarche
dí»optimisation doit sí»arrĘ║ter. Il y aura toujours des
possibilitĘŽs dí»optimiser. La prochaine ĘŽtape sera de
redĘŽfinir la notion de performance, de crĘŽer une vision de
ce qui reprĘŽsente la perfection et lí»excellence du
processus et de recommencer le cycle dí»optimisation par la
stabilisation et la standardisation de la situation
actuelle.
Les opĘŽrations de contrü0ő0le de la
qualitĘŽ des produits finis sont considĘŽrĘŽes comme une
partie du processus opĘŽrationnel. Lí»optimisation de
lí»organisation et de la gestion de ces opĘŽrations du
contrü0ő0le est totalement encadrĘŽe dans la dĘŽmarche ODPO
prĘŽsentĘŽe. Par contre, lí»amĘŽlioration du processus de
contrü0ő0le et de maü0Ő6trise de la qualitĘŽ ní»est pas traitĘŽe
dans cette ĘŽtude. Cí»est un sujet plus appropriĘŽ ĘĄ une
dĘŽmarche qualitĘŽ. Lí»intĘŽgration de celleci dans une
dĘŽmarche ODPO peut Ę║tre dĘŽployĘŽe lors d'autres ĘŽtudes et
est considĘŽrĘŽe comme un terrain ĘĄ dĘŽcouvrir.
[1] Norme,
ü0ů0NF X06-091 ü0ů0 DĘŽmarches Lean, Six Sigma, Lean Six Sigma -
Exigences des compĘŽtences des chefs de projets
d'amĘŽlioration et des animateurs d'ateliersü0ć3 Ed.
Afnor, www.afnor.org, (Avril 2011). [2] C.HOHMANN,
ü0ů0Lean Managementü0ć3, Ed. Dí»Organisation Eyrolles, (2012),
424 pages. [3] H.GRUA,
J.M.SEGONZAC, ü0ů0La production par les flux - Configurer les
processus industriels autour des besoins clientsü0ć3, Ed.
Dunod, (2003), 261 pages. [4] O.FONTANILLE,
E.CHASSENDE-BAROZ, C.CHEFFONTAINES, O.FREMY SEGONZAC,
ü0ů0Pratique du lean - RĘŽduire les pertes en conception,
production et industrialisationü0ć3, Ed. Dunod, (2010),
208 pages. [5] C.HOHMANN, ü0ů0Guide
pratique des 5S et du management visuelü0ć3, Ed.
Dí»Organisation Eyrolles, (2010), 345 pages. [6] L.BONNEVILLE,
S.GROSJEAN ü0ů0Repenser la communication dans les
organisationsü0ć3, Ed. Harmattan, (2007), 294 pages. [7] C.HOHMANN,
ü0ů0Techniques de productivitĘŽü0ć3, Ed. Dí»Organisation Eyrolles,
(2009), 243 pages. [8] G.OPATCHI ü0ů0
DĘŽmarche dí»optimisation des processus opĘŽrationnels ü0ć3
MĘŽmoire dí»Intelligence MĘŽthodologique, UniversitĘŽ de
Technologie de CompiĘĘgne, Master QualitĘŽ et Performance
dans
les
Organisations, Stage professionnel de fin dí»ĘŽtudes,
https://www.utc.fr/master-qualite/, puis ü0ů0 Travaux ü0ć3, ü0ů0
QualitĘŽ-Management ü0ć3 NíŃ 260. [9]
P&G, ü0ů0 Procter & Gamble Group ü0ć3
http://www.pg.com/fr_FR/company/mission-values-and-principles.shtml
(ConsultĘŽ: 28-Mai-2013) [10] P&G, ü0ů0 Procter &
Gamble Group ü0ć3.
http://www.pg.com/fr_FR/brands/beauty-care.shtml
(ConsultĘŽ: 24-Mai-2013). [11] The Singo Prize for
Operational Excellence
http://www.shingoprize.org/dr-shigeo-shingo.html [12] UniversitĘŽ de
Technologie de CompiĘĘgne, Master QualitĘŽ et Performance
dans les Organisations
https://www.utc.fr/master-qualite/ [13] Norme, ü0ů0NF EN ISO 22716:2007
CosmĘŽtiques - Bonnes Pratiques de Fabrication (BPF) -
Lignes directrices relatives aux Bonnes Pratiques de
Fabricationü0ć3 Ed. Afnor, www.afnor.org, (Janvier
2008). [14] ANSM, Agence Nationale
de SĘŽcuritĘŽ du MĘŽdicament et des Produits de SantĘŽ
http://ansm.sante.fr/var/ansm_site/storage/original/application/19b9ecdc7180570a0ed44b762fdb4d16.pdf
(ConsultĘŽ: 18-Juin-2013). [15] RĘĘglement (CE) No
1223/2009 du Parlement europĘŽen et du Conseil du 30
novembre 2009 relatif aux produits cosmĘŽtiques
http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=OJ:L:2009:342:0059:0209:fr:PDF,
Journal officiel de lí»Union europĘŽenne,
(22-Decembre-2009).

Lí»un des plus importants effets de la crise ĘŽconomique mondiale est le durcissement de la concurrence, qui en ce moment ĘŽlimine de plus en plus d'acteurs dans le domaine industriel. De nombreuses usines, entreprises et groupes se sont retrouvĘŽs avec un niveau trĘĘs bas de compĘŽtitivitĘŽ industrielle, ĘŽtant obligĘŽs de rĘŽduire leur activitĘŽ et mĘ║me de fermer des sites entier. En ce moment lí»Europe se retrouve avec des produits dí»une qualitĘŽ ĘŽlevĘŽe, mais avec des processus de fabrication trĘĘs lourds ĘĄ gĘŽrer et coü0ő4teux ĘĄ entretenir. Donc souvent il n'est plus tellement question dí»amĘŽliorer la qualitĘŽ des produits finis, mais plutü0ő0t dí»augmenter la performance de leur processus de rĘŽalisation.
One of the most important effects of the global economic crisis is hardening of the competition, which eliminates today more and more players in the industrial field. Many factories, companies and groups found themselves with a very low level of industrial competitiveness, being forced to reduce their activity and even to close entire sites. At the moment Europe has products with very high quality, but manufacturing processes are very difficult to manage and expensive to maintain. So often this is not the case to improve the quality of finished products, but to increase the performance of their production process.
Unul din cele mai importante efecte ale crizei economice mondiale este ü0Ő6nü0î0sprirea concurenü0Ž4ei, care ü0Ő6n prezent eliminü0î0 din ce in ce mai mulü0Ž4i actori din domeniul industrial. Numeroase fabrici, intreprinderi ü0Ž2i grupuri s-au regü0î0sit cu un nivel de competitivitate industrialü0î0 foarte scü0î0zut, fiind nevoite sü0î0-ü0Ž2i reducü0î0 considerabil activitatea sau chiar sü0î0 renunü0Ž4e la unele sedii. ü0ł2n acest moment Europa se regü0î0seü0Ž2te cu produse de o calitate ü0Ő6naltü0î0, dar ü0Ő6n acelaü0Ž2i timp cu procese de fabricare foarte dificil de gestionat ü0Ž2i costisitor de ü0Ő6ntreü0Ž4inut. Deci ü0Ő6n foarte multe situaü0Ž4ii, nu mai este cazul sü0î0 imbunü0î0tü0î0ü0Ž4eü0Ž2ti calitatea produselor, ci sü0î0 creü0Ž2ti performanü0Ž4a procesului lor de realizare.
ž░žŇž▀a ž┌ž┘ ž▀žĐž┌žĎžÓžŢžÍžÍ žËžĐžěž▀žÝžš žßžÓžŃžŢžÍžŇžŃžńžËž┌ž█ žďžŢžÓžĎžĐžŢžţž▀žÓžďžÓ ž´ž▄žÓž▀žÓžŮž┌žÚžÍžŃž▄žÓžďžÓ ž▄žÔž┌ž┘ž┌žŃžĐ ž˝žËžŢž˝žÍžńžŃž˝ žňžěžÍžŃžńžÓžÚžÍž▀ž┌žÍ ž▄žÓž▀ž▄žňžÔžÍž▀žŔž┌ž┌, ž▄žÓžńžÓžÔžĐž˝ žË ž▀žĐžŃžńžÓž˝žŰžÍžÍ žËžÔžÍžŮž˝ ž┌žŃž▄žŢžžÚžĐžÍžń žËžŃžÍ žĎžÓžŢžţžŕžÍ ž┌ žĎžÓžŢžţžŕžÍ žßžÔžÓžŮžÝžŕžŢžÍž▀ž▀žÝžš ž┌žďžÔžÓž▄žÓžË. ž«ž▀žÓžďžÓžÚž┌žŃžŢžÍž▀ž▀žÝžÍ ž┘žĐžËžÓžŇžÝ, žßžÔžÍžŇžßžÔž┌ž˝žńž┌ž˝ ž┌ žŮžÍžěžŇžňž▀žĐ-žÔžÓžŇž▀žÝžÍ žßžÔžÍžŇžßžÔž┌ž˝žńž┌ž˝ žÓžÚž▀žňžŢž┌žŃžţ žŃ žÓžÚžÍž▀žţ ž▀ž┌ž┘ž▄ž┌žŮ žňžÔžÓžËž▀žÍžŮ žßžÔžÓžŮžÝžŕžŢžÍž▀ž▀žÓž█ ž▄žÓž▀ž▄žňžÔžÍž▀-žńžÓžŃžßžÓžŃžÓžĎž▀žÓžŃžńž┌ ž┌ žËžÝž▀žňžěžŇžÍž▀žÝ ž┘ž▀žĐžÚž┌žńžÍžŢžţž▀žÓ žŃžÓž▄žÔžĐžńž┌žńžţ ž┌žŢž┌ žŇžĐžěžÍ žßžÔžÍž▄žÔžĐžńž┌žńžţ žŃžËžÓž žŇžÍž˝žńžÍžŢžţž▀žÓžŃžńž┌. ž»žĐ žŇžĐž▀ž▀žÝž█ žŮžÓžŮžÍž▀žń žË žŽžËžÔžÓžßžÍ ž▀žĐžšžÓžŇž┌žńžŃž˝ žËžÝžŃžÓž▄žÓž▄žĐžÚžÍžŃžńžËžÍž▀ž▀žĐž˝ žßžÔžÓžŇžňž▄žŔž┌ž˝, ž▀žÓ žË žńžÓ žěžÍ žËžÔžÍžŮž˝ ž┌ žßžÔžÓž┌ž┘žËžÓžŇžŃžńžËžÍž▀ž▀žÝžÍ žßžÔžÓžŔžÍžŃžŃžÝ, ž▄žÓžńžÓžÔžÝžš žÓžÚžÍž▀žţ žńžÔžňžŇž▀žÓ žňžßžÔžĐžËžŢž˝žńžţ ž┌ žÓžÚžÍž▀žţ žŇžÓžÔžÓžďžÓ žŃžÓžŇžÍžÔžěžĐžńžţ. ž┤žĐž▄ž┌žŮ žÓžĎžÔžĐž┘žÓžŮ, žËžÓ žŮž▀žÓžďž┌žš žŃžŢžňžÚžĐž˝žš, ž▀žÍ ž▀žĐžŇžÓ žňžŢžňžÚžŕžĐžńžţ ž▄žĐžÚžÍžŃžńžËžĐ žßžÔžÓžŇžňž▄žŔž┌ž┌, ž▀žÓ ž┌ žňžËžÍžŢž┌žÚž┌žńžţ žßžÔžÓž┌ž┘žËžÓžŇž┌žńžÍžŢžţž▀žÓžŃžńžţ ž┌žš žßžÔžÓžŔžÍžŃžŃa žßžÔžÓž┌ž┘žËžÓžŇžŃžńžËžĐ.