Master Qualité -
Communication publique des résultats d'un stage de fin
d'études UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
Réalisation d'une
méthode d'analyse des retours clients
Référence bibliographique à
rappeler pour tout usage : Réalisation
d'une méthode d'analyse des retours clients,
GHLISS Ons, Université
de Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO) Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", référence n°288, juin
2014
RESUME
Ce
projet porte sur l’amélioration du processus d’analyse
des retours clients chez l’entreprise WILO.
Aujourd’hui, l’analyse des défaillances du produit au
sein du groupe WILO est basée principalement sur les
données issues des 3 grandes filiales. Afin d’éviter
la perte des informations et contrôler l’impact des
spécificités des zones géographiques sur le produit,
le groupe a envisagé d’élargir la collecte des
informations au près de toutes les filiales.
L’objectif de ce projet est donc de réaliser une
méthode d’analyse standardisée, guide de formation, et
aide à la décision garantissant ainsi une collecte
d’informations fiables.
Mots clés : amélioration, analyse,
produit, défaillance, standardisée, retours clients.
ABSTRACT
This
internship focuses on the improvement of the method
that consists on the analysis of client complaints
analysis in the company WILO. Nowadays, the analysis
of the product failures is based on the information
given by the main subsidiaries. In order to avoid the
loss of information and to control the specificities
of each country and their impact on the product, the
group decides to extend data collection from all the
subsidiaries. So, the idea is to realize a common
method for all the subsidiaries in order to be sure
about the relevance of the collected information.
Key words : improvement, client complaints, analysis,
failures, product, common.
Avec un
grand plaisir, je réserve ces quelques lignes en signe de
gratitude et de reconnaissance à tous ceux qui ont contribué à
l’élaboration de ce projet.
Je remercie M. Jean Michel BOUSSEAU, manager qualité, pour son
accueil et son aide.
Je tiens à porter un grand hommage à M. Philippe CHIRON, mon
encadrant qui a suivi de près ce projet avec son sérieux et ses
compétences.
Qu’il trouve ici l’expression de ma profonde gratitude pour
l’intérêt qu’il n’a cessé de porter, sa disponibilité et son
soutien constant qu’il m’a prodigué.
Je remercie également tout le personnel du PBU Small Circulator
pour leur accueil sympathique et pour avoir fait de mon séjour
une agréable expérience.
Je
remercie profondément M. Jean Pierre CALISTE, mon encadrant pour
avoir dirigé ce projet de fin d’étude, pour ses conseils et son
soutien.
Enfin, à tous ceux et celles qui ont contribué de près ou de
loin à l’aboutissement de ce travail.
La mondialisation et la grande
concurrence de marché d’aujourd’hui sont deux phénomènes qui
s’implantent de plus en plus dans la vie économique.
Donc, toute structure leader de son secteur d’activité cherche à
garder ses parts de marché.
Tous ces facteurs expliquent le
niveau d’exigence assez élevé auquel doivent répondre les
entreprises, d’où l’intérêt d’intégrer une démarche qualité dans
la stratégie de toute structure, afin d’améliorer ses performances
: production, services, etc…. Cette amélioration des performances
doit être déclinée auprès de toutes les parties prenantes de
l’entreprise ainsi que les clients.
La satisfaction client est au cœur des préoccupations de Wilo. De
ce fait, la qualité client suit de près le cycle de vie du produit
sur son marché, permettant de capitaliser et d’optimiser la
qualité de de celui-ci au regard de différents cas d’utilisation,
y compris utilisation anormale.
Les structures internationales
possèdent plusieurs typologies de marchés et donc différents
environnements de travail avec leur propre spécificité.
Dans ce cadre, le groupe WILO comme structure internationale a
intérêt de centraliser les retours et suivre les résultats de
toutes ses filiales.
Une difficulté majeure se présente
:
Comment
avoir une base d’analyse complète ? Comment s’assurer que
l’analyse soit fiable dans toutes les filiales ?
Dans le groupe WILO, différentes méthodes d’analyse sont suivies par
les filiales, d’où l’intérêt de faire une méthode standardisée afin
de garantir que les résultats d’analyse soient identiques pour
toutes les expertises. De plus, la décentralisation de ces analyses
présente un intérêt économique majeur pour l’entreprise.
C’est dans ce cadre que se situe ce projet de fin d’étude qui
consiste à réaliser une méthode d’analyse des retours clients
commune aux filiales du groupe WILO.
Ce manuscrit comporte trois chapitres :
Le premier chapitre porte sur la présentation de l’entreprise
ainsi que du scope du sujet.
Le deuxième chapitre détaille et justifie les méthodes du
travail utilisées pour les différentes étapes du projet.
Le dernier chapitre présente les résultats ainsi que les
perspectives de ce projet.
Wilo SE, dont le siège est à
Dortmund, en Allemagne, est un fabricant de pompes et systèmes de
pompage pour des applications de chauffage, de ventilation et de
climatisation ainsi que pour des applications sanitaires :
l'approvisionnement en eau, évacuation et de traitement des eaux
usées.
Fondée en 1872 par Louis Opländer, la société possède des filiales
dans 70 pays et emploie environ 6.000 personnes dans le monde.
Wilo SE est la tenue de gestion du groupe Wilo, le résultat d'une
fusion entre Wilo-Salmson et Wilo-GmbH en 2002.
La Filiale WILO Salmson France présente l’une des PBU du groupe
WILO en France. Cette PBU fait partie de la division ‘Circulators’
et présente la PBU ‘Small Circulators’ fabricant des pompes de
petites tailles et pour usage domestique.
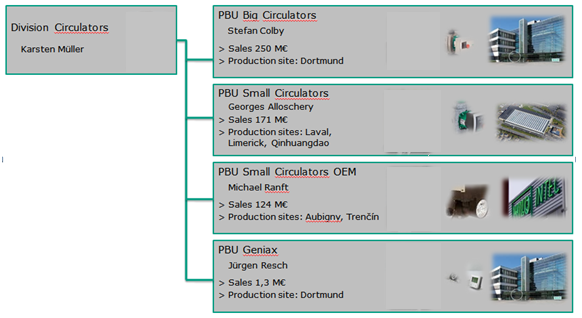
Divion Circulators – Organization Chart
La division 'circulators’ est
composée de quatre PBU comme le montre la figure 1.
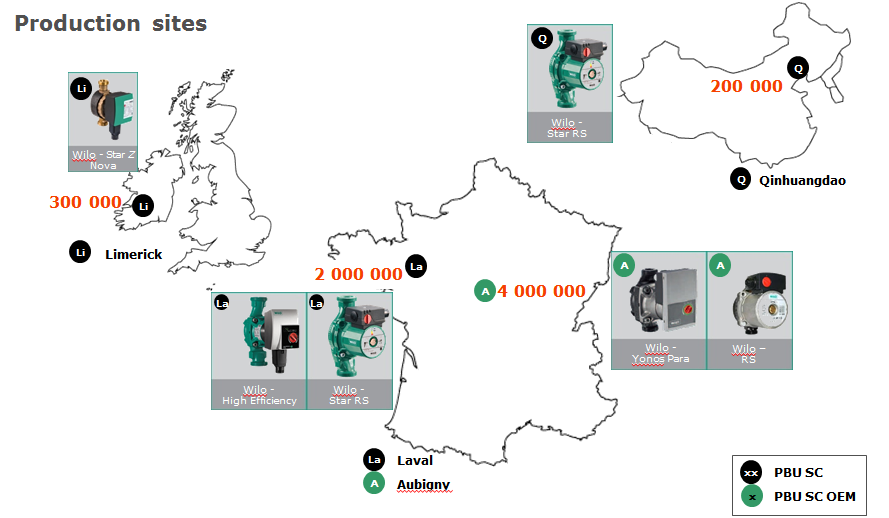
La figure 2 montre les différents sites de production de la PBU
‘Small Circulators’ à travers le monde :
Figure 2 : Sites de production du PBU ‘Small
Circulators’ [4]
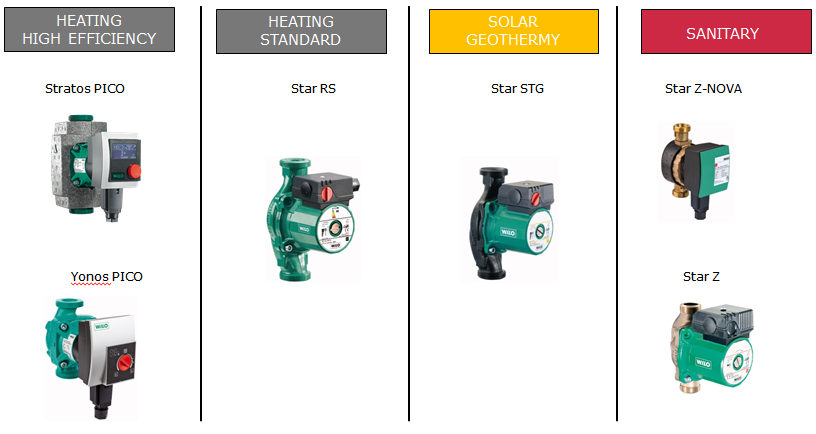
PBU Small Circulators : Portfolio (les différentes
gammes de produits)
Comme déjà mentionné dans la présentation du groupe WILO,
l’entreprise a un portfolio assez varié et des gammes assez
différentes selon le domaine d’application.
On distingue alors 4 principales
familles de produit :
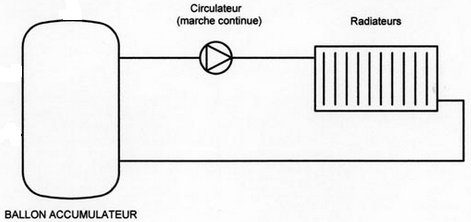
Un circulateur permet de véhiculer
dans les canalisations de chauffage un débit d’eau suffisant pour
apporter aux émetteurs, l’énergie nécessaire pour compenser les
déperditions du bâtiment (débit) et donc vaincre les pertes de
charge du réseau le plus défavorisé (pression).
C’est un équipement dont l’axe
d’entrée et l’axe de sortie sont alignés. En général, ils sont
réservés aux petites et moyennes puissances d’une installation de
chauffage.
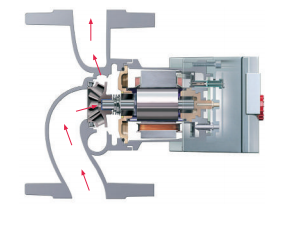
Principe de fonctionnement (Figures 5 et 6)
L’eau est mise en mouvement par une
roue (force centrifuge) entraînée par un moteur qui est refroidi
par le fluide pompé.
Figure 5 : Schéma expliquant la boucle
d’installation d'un 'circulator' [3]
Les caractéristiques d’un ‘circulateur’
Un circulateur est caractérisé par deux principales
caractéristiques :
- Le débit : est la quantité d’eau
horaire qui circule dans l’installation de chauffage. Il est
exprimé en mètre cubes par heure (m3/h). Il est fonction de la
puissance du réseau et du régime de
fonctionnement de celui-ci.
- La hauteur manométrique (Hm) est la différence
de pression entre l’aspiration et le refoulement de la pompe à un
débit déterminé .
Figure 6 : Principe de fonctionnement d'un circulateur [5]
3.1
Situation actuelle au sein du groupe WILO et contexte
Il est cruciale pour un grand groupe comme WILO d’accorder une
importance à ses clients et donc à leur satisfaction.
Pour ce faire, il est important d’avoir une méthode d’analyse des
retours clients fiable permettant d’aboutir à la bonne
décision de garantie. Un autre intérêt de la qualité client est de
suivre les principales défaillances du produit.
Aujourd’hui au sein du groupe WILO, les statistiques et le suivi
des défaillances du produit sont basées principalement sur les
analyses faites par les filiales principales (France, Allemagne).
Mais plusieurs questions ont été envisagées :
Ces informations sont-
elles suffisantes ?
Est-ce-que les retours sont les mêmes pour toutes les
filiales ?
Existent-ils des spécificités par pays (caractéristiques
des installations….) ?
Afin d’avoir une vision plus large, l’un des axes d’amélioration
qui a été envisagé est : d’étendre la collecte des informations
pour l’ensemble des filiales.
Comment
s’assurer alors de la fiabilité du diagnostic ?
Pour cela, il fallait standardiser la méthode d’analyse des retours
clients en couvrant au moins les principaux défauts.
Ce stage porte ainsi sur la réalisation d’une méthode d’analyse des
retours clients. Elle sera la méthode officielle du groupe.
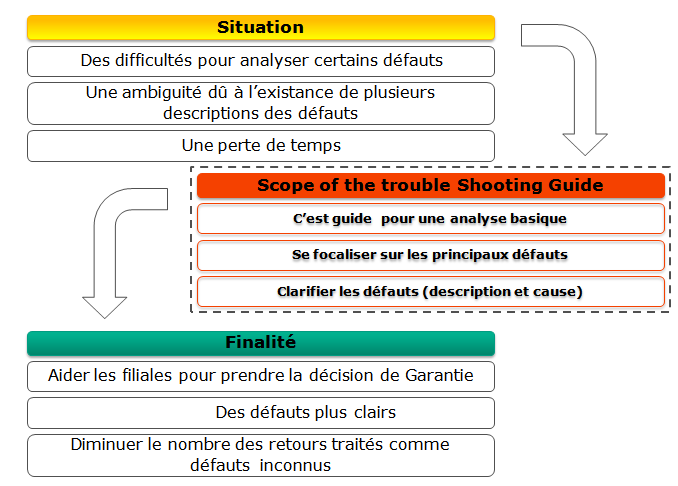
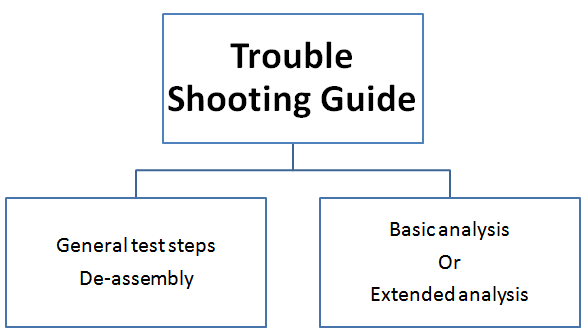
Avant d’entamer la présentation du Guide réalisé, il est important
de préciser la situation actuelle au sein du groupe. La
caractérisation de la situation permet de cerner le périmètre du
guide et donc la finalité
de ce projet. (Figure 7).
Figure 7 : Finalité du ‘Trouble Shooting
Guide’ [3]
Les enjeux principaux de ce projet
consistent à réaliser un guide qui soit :
Facile à comprendre : une méthode d’analyse simple,
compréhensible et exhaustive. L’expertise doit être capable
d’identifier le défaut sans ambigüité.
Utilisable : Ce guide servira de support pour les expertises.
Afin de garantir son utilisation, il faut le présenter d’une
manière adaptée à leurs besoins et leurs conditions de travail
C’est la première méthode d’analyse officielle : un modèle à
suivre pour les autres produits, d’où le niveau d’exigence
élevé, demandé pour ce projet.
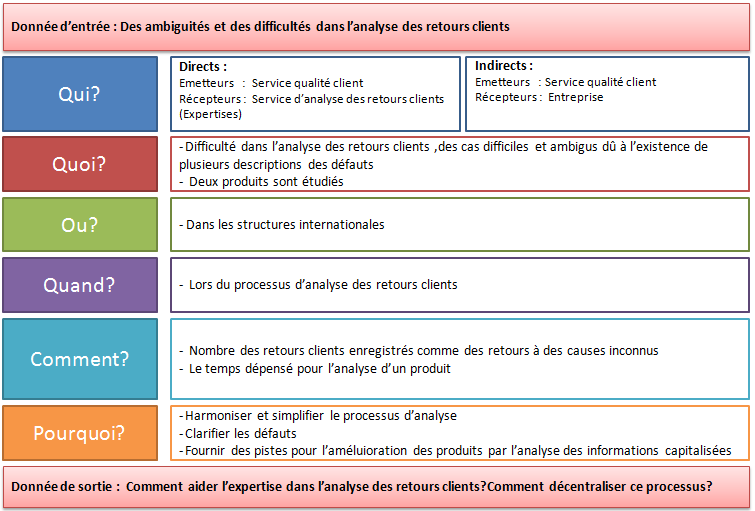
Quel est le
problème avec l’analyse des retours clients ?
Afin de répondre à cette question
et de cerner au mieux la problématique, un QQOQCP a été réalisé.
Cet outil permet de cibler le problème et les différentes parties
prenantes :
Figure 8 : QQOQCP de la problématique du
projet [3]
Quelles sont les
objectifs de l’amélioration et la standardisation de
l’analyse des retours clients ?
Les objectifs sont :
Aider les expertises durant le processus d’analyse. Cet outil
permettra de clarifier les défauts et réduire le temps alloué au
diagnostic.
Harmoniser la méthode et s’assurer de la fiabilité des
informations fournies.
Elargir la base de collecte des informations à toutes les
filiales.
Chapitre 2 : Les méthodes de
réalisation du ‘Trouble Shooting Guide’
1.
Les risques et les alternatives
1.1
Sur le projet
Ce stage est un projet complet avec
un délai fixé par le groupe : c’est le 17 Juin qui correspond à la
date fixée pour la diffusion du ‘Trouble Shooting Guide’ (Figure
9).
Afin de maîtriser sa dérive. Ce stage est organisé comme un projet
avec des jalons, des échéances et des tâches critiques dans la
mesure où un retard sur une tâche peut entrainer un dépassement
des délais.
Pour le pilotage de ce projet deux outils de gestion de projet ont
été mis en place :
Le ‘planning’ : renferme les principales tâches en précisant
les délais prévus ainsi que leurs réalisations. Il est mis à
jour à chaque début de semaine.
Un ‘plan d’action’ détaillé présentant les tâches au
quotidien et leur état d’avancement selon un cycle ‘PDCA’. Ce
dernier est mis à jour chaque début de semaine, lors de l’ajout
d’une nouvelle tâche
et dans le cas d’un avancement d’une tâche.
La difficulté majeure pour ce projet
est le respect du planning. En effet, les informations ont été
collectées auprès des techniciens d’expertise, responsables
Qualité Client qui manquaient parfois de disponibilité.
De plus, de bonnes capacités
de communication étaient nécessaires pour interpréter et
transcrire les différentes informations obtenues.
Dans un groupe international, il est
évident qu’il existe des grands écarts entre les différentes
filiales. Ces écarts sont dus principalement au poids de chaque
filiale au sein du groupe et se manifestent par des différences de
moyens disponibles et des connaissances techniques (électroniques,
mécaniques et électriques).
Ces écarts ont un impact sur
la méthode réalisée. Il faut qu’elle soit utilisable et donc
adaptée aux besoins des filiales.
Afin de maîtriser ce risque.
Il a été ainsi prévu de réaliser deux méthodes :
Une méthode ‘Basic Analysis’ qui sera diffusée auprès de
toutes les filiales.
Une deuxième version, nommée ‘Extended Analysis’ nécessite
des compétences particulières et des moyens spécifiques. Cette
dernière méthode sera demandée aux filiales françaises,
allemandes et anglaises.
Ce guide tel qu’il est conçu sera
une aide pour l’analyse des retours clients. Il donne des
informations indispensables pour clarifier les défauts mais aussi
il définit un mode de désassemblage du produit.
Il renferme donc deux parties
principales (Figue 10).
Figure 10 : Les chapitres de Trouble
Shooting Guide [3]
Dans cette partie, il s’agit de
définir une trame d’analyse logique du produit qui présente une
succession des étapes à suivre. Les étapes durant l’analyse
évoluent d’une vérification externe vers une analyse
plus profonde pour finir
à l’échelle du composant.
Il est crucial de faire appel aux
mesures de sécurité nécessaires car certaines tâches présentent
des dangers (choc électrique, un risque de coupure des doigts,
etc….).
Méthode de réalisation
du General Test-steps-De-assembly
Pour la réalisation de cette partie,
une étude comparative des méthodes utilisées par différents
services a été effectuée. Les services consultés sont:
Les expertises ‘Laval’: l’équipe d’analyse des retours
clients du marché Français.
Service ‘DACH-Allemagne’ : l’équipe d’analyse des retours
clients du marché Allemand.
Qualité client ‘Laval’: ce service a une mission différente
des expertises. Leur tâche consiste à contrôler les performances
des nouveaux produits.Il présente donc une autre vision de
l’analyse.
Qualité client ’Wilo intec’ : présente l’équipe d’analyse des
retours du marché OEM. Il s’agit d’un produit et d’un marché
différents.
L’intérêt de cette partie réside dans ses spécificités vues qu’elle
présente un autre PBU, ce qui engendre des différences dans les
méthodes et les fondements du travail.
Le ‘General Test Steps De-assembly’
est réalisé selon le ‘workflow’ suivant :
Passer une période avec chacun des services cités
précédemment.
Observer leurs méthodes d’analyse et transcrire ce qui est
fait. C'est-à dire réaliser un ‘flow chart’ d’analyse qui soit
le plus exhaustive possible.
Valider le ‘flow chart’ réalisé avec le service concerné en
apportant le plus de critiques possibles par rapport à leur
méthode et la crédibilité de chaque étape réalisée.
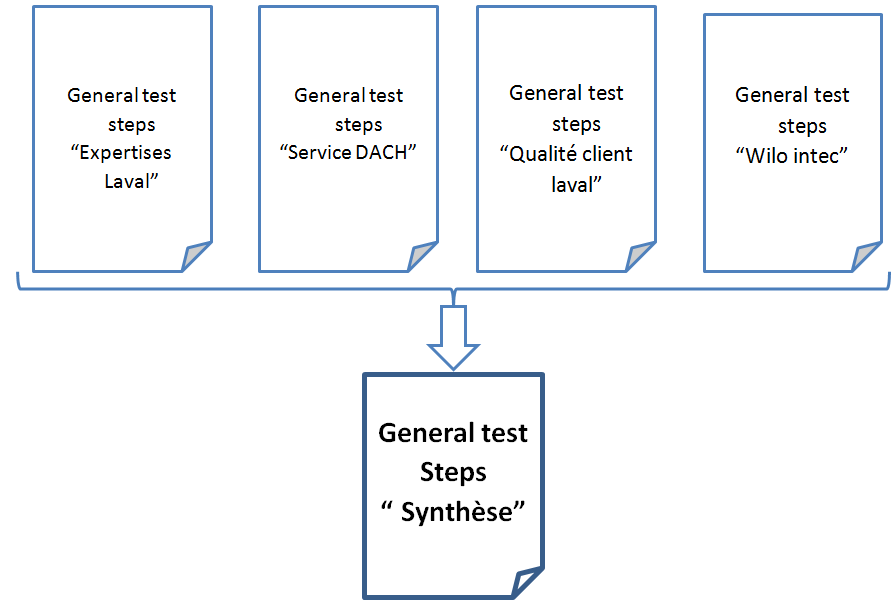
La réalisation de la méthode d’analyse synthèse s’est basée sur
une étude comparative comme le montre la figure ci-dessous (Figure
11).
Figure 11 : Méthode de réalisation de
‘General Test Steps Synthèse’ [3]
Cette étude est faite selon les étapes suivantes :
Repérer les étapes clés dans l’analyse ;
Sélectionner les étapes communes aux ‘General Test Steps’
réalisés ;
Sélectionner les étapes importantes. Ex : La sécurité des
personnes (continuité de masse) ;
Intégrer des nouvelles exigences. Ex : Interroger la mémoire.
Les avantages et les
inconvénients de cette méthode
Une fois les étapes définies, il est
nécessaire d’apporter plus de détails à des tâches critiques car
elles présentent un niveau de difficulté assez élevé.
D’où l’intérêt de réaliser des modes
opératoires appelés ‘Working-instructions’ qui seront détaillés
dans la deuxième partie de ce chapitre.
C’est quoi le
‘Basic-Analysis’, ’Extended-Analysis ?
Cette deuxième partie se focalise
sur l’étude des principaux défauts. Ces défauts sont présentés
selon un ordre d’apparition durant l’analyse. Au fur et à mesure
qu’on avance dans le ‘Genaral-Test-Steps-De-assembly’, on détecte
des défauts selon l’étape réalisée. La fin de la trame des défauts
détectés correspond au cas de ‘non défaut’: aucun défaut n’est
détecté et l’appareil fonctionne correctement.
Durant l’expertise des produits, on peut rencontrer des défauts
qui ne sont pas traités dans le ‘Trouble Shooting Guide’ (ce guide
se focalise uniquement sur les principaux défauts), l’expertise
est invitée à vérifier le ‘catalogue défauts’ afin de trouver une
combinaison des codes qui correspond aux signes d’altération
constatés sur le produit.
Cette partie présente alors un double intérêt, elle permet de
:
Donner une présentation et définition des principaux défauts.
Augmenter la base de connaissances chez les expertises sur
certains défauts ambigus.
Comment
les défauts sont-ils présentés ?
La présentation de chaque défaut
consiste à donner :
Une description du défaut, consolidée par des photos,
Les principales causes,
La décision de garantie,
Les codes défauts correspondants.
Les éléments cités ci-dessus sont
utilisés pour les deux versions (Basic analysis ou Extended
Analysis). La version ‘Extended Analysis’ se caractérise par des
informations mémoires qui présentent une aide dans la décision du
défaut. La réalisation de la version ‘Extended Analysis’ nécessite
des compétences particulières notamment en électronique.
Pour réaliser cette deuxième partie, deux questions se posent
:
Quels sont les
principaux défauts ? Comment peut-on les définir ?
Plusieurs défauts peuvent apparaître
sur le circulateur dans son environnement à cause de l’interaction
entre plusieurs facteurs. Il est alors important d’identifier les
principaux défauts afin de limiter les cas traités. Méthode de Définition des principaux défauts
L’intérêt de la réalisation de la
méthode d’analyse est de couvrir 80% des retours du marché. Afin
d’aboutir à cette finalité, la détermination des principaux
défauts est réalisée d’une part par la sélection des principales
familles des défauts qui présentent la tête du ‘Pareto’ : calcul
des pourcentages à partir de la base de données extraite de SAP.
Ces résultats sont consolidés par les connaissances des expertises
et suivant deux critères principaux : l’occurrence et la gravité.
Ceci a permis de limiter le champ de travail et cibler les grandes
familles.
Les avantages et les inconvénients de cette méthode
Ces deux méthodes sont complémentaires et permettent d’aboutir à
la finalité souhaitée. Donc, il s’agit de procéder en deux temps :
Exploiter la base de données et calculer les pourcentages des
défauts pour plus de précision.
Consolider le classement en se basant sur les
compétences des expertises.
A l’issue de cette étape, les 22
défauts sélectionnés couvrent plus que le seuil visé. Ce dernier
atteint 90% des retours du marché. Méthode de description et détermination
des causes des défauts
La description de ces défauts et la
détermination des causes sont faites par une étude comparative
basée sur les documents existants et recensés des expertises de
Laval et de service DACH (l’Allemagne) en se basant sur les mêmes
critères définis pour la réalisation du ‘General Test Steps
De-Assembly’.
Méthode
d’harmonisation des codes défauts
Au sein du groupe, le suivi des
retours du marché se fait par des codes qui sont saisis dans SAP
par les expertises.
De même que pour la méthode d’analyse, des codes différents sont
attribués pour le même défaut : chaque personne crée une
combinaison possible à partir de la base des donnés disponible,
d’où la nécessité d’harmoniser au moins les codes des principaux
défauts.
L’harmonisation est une étape clé
dans ce projet, elle a été réalisée suite à des réunions
hebdomadaires durant un mois avec les responsables qualité client
de la division ‘Circulators‘:
La PBU‘Small Circulators’,
La PBU ‘Small Circulators OEM’,
La PBU ‘Big Circulators’.
Avant d’entamer les réunions
d’harmonisation, il fallait réaliser un support qui servira de
discussion. Ce dernier renferme les codes des principaux défauts
qui ont été dégagés des documents recensés des 3 PBU.
Le déroulement des réunions se fait selon le protocole suivant :
Tout d’abord, il faut vérifier les
codes communs entre les différentes divisions.
Deux cas possibles sont envisageables : Si le code est commun,
voir une possibilité d’amélioration, sinon, donner une nouvelle
proposition qui décrit au mieux le défaut.
Dans la partie
‘General-Test-Steps-De-assembly’, la réalisation de certaines
étapes peut présenter des difficultés, d’où l’intérêt de les
clarifier par un mode opératoire. Ces modes opératoires donnent
plus de précision et des clés pour l’analyse en s’appuyant sur des
photos et des commentaires pour donner plus de visibilité.
Méthode de réalisation des Working-instructions
Pour réaliser cette deuxième partie,
il fallait :
Passer une période d’observation avec les expertises pour
bien assimiler le mode opératoire.
Manipuler des produits ou analyser des retours clients : 10
pompes sont analysées chaque semaine (analyser le produit,
identifier le défaut, attribuer le code défaut correspondant et
prendre la décision de garantie).
La maîtrise de la procédure
d’analyse était un point indispensable pour la réalisation des
modes opératoires.
La validation des livrables c’est la dernière phase durant ce
projet. Ce guide a une importance cruciale pour le groupe
car il sera diffusé pour toutes les filiales.
D’où la nécessité de faire des
validations à plusieurs niveaux avec :
Les expertises de l’Allemagne et de Laval : c’est une
validation technique des descriptions des défauts traités, des
causes et surtout de la décision de garantie.
Le ‘Quality Group’ en Allemagne : c’est une validation du fond
mais aussi de la forme : il s’agit de vérifier le niveau de
conformité du document par rapport au format Groupe.
Une dernière phase de validation est un essai de formation
avec une équipe de 3 personnes.
Les participants ont des profils différents :
La première personne est un stagiaire. Son niveau de
connaissance du produit et de son l’environnement est assez
limité.
La deuxième personne est un ingénieur Qualité qui maîtrise
bien les spécificités du produit.
La troisième personne est un responsable qualité client d’une
autre division. Elle maîtrise bien le principe sur lequel repose
le ‘Trouble Shooting Guide’ mais elle ne connaît pas les
spécificités du
produit.
=> La finalité de cet essai est
d’évaluer le niveau de clarté et de compréhension du Trouble
Shooting Guide.
Cette formation est organisée en deux étapes :
1ère
Etape : Phase théorique
Elle consiste à une présentation du
‘Trouble Shooting guide’ : le scope, la finalité de ce document et
une clarification de la méthode d’utilisation de ce document.
Ainsi qu’une présentation des Working-instructions.
2ème Etape : Phase pratique
Durant cette deuxième étape, le
groupe de formation est amené à manipuler des produits et dans le
but consiste à pouvoir identifier le défaut.Un ensemble de
produits a été sélectionné avec des défauts connus et variés afin
de couvrir l’ensemble des familles de défauts et tester le niveau
de compréhension des points critiques.Chaque participant analyse
deux produits en appliquant la logique ainsi que le
mode opératoire présenté.
Le guide est établi à partir de la méthodologie développée dans le
chapitre précédent. La volonté du développement de cet outil s’est
orientée sur trois axes :
Une présentation et une compréhension simple, afin qu’il soit
utilisable par les expertises.
Une richesse en termes d’informations (des donnés clés dans
la décision du défaut).
Une clarté dans la description des défauts, consolidés par
des photos pour éliminer l’ambiguïté durant l’analyse.
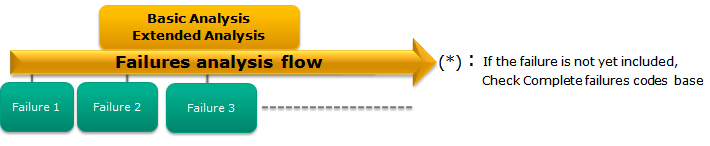
La logique du Trouble Shooting Guide tel qu’il est conçu d’une
manière assez simplifiée, implique un ordre d’analyse. C’est une
structuration de la séquence logique de l’analyse mentale.
Figure 12 : Flux de détection des défauts durant l'analyse [3]
Ces méthodes renvoient vers des
modes opératoires. Le renvoi existe principalement pour les étapes
les plus compliquées. Certes, ces renvois ne sont pas destinés aux
personnes qui font déjà l’expertise, mais, pour toute personne qui
va initier l’analyse des retours clients des
‘Small-Circulators’.
1.3
Le référencement et l’historique de modification
Le Trouble Shooting Guide est conçu
pour être un document de base et pérenne dans l’analyse des
retours clients. Durant le cycle de vie de ce document, il y aura
certainement des évolutions sur le produit afin d’apporter des
améliorations ce qui induit des modifications possibles dans le
guide, d’où l’idée de donner une référence à ce document avec une
édition ainsi qu’un historique de modification.
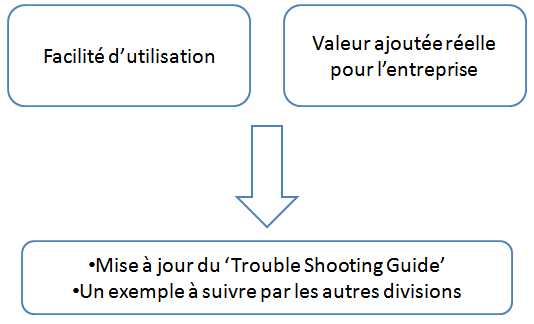
Les retours d’expérience sont un élément essentiel pour la vie des
outils afin de permettre une amélioration constante et également
répondre au mieux aux besoins des utilisateurs.
Figure 13 : Perspectives du Trouble
Shooting Guide [3]
La volonté derrière ce guide est d’aider les expertises dans le
processus d’analyse et d’aboutir à des résultats harmonisés et donc
aux mêmes codes défauts. Ces derniers serviront vers la fin à
l’analyse des résultats des statistiques réalisés sur les défauts
afin d’apporter de suivre les défaillances du produit tout en tenant
en compte les spécificités de chaque zone géographique et son impact
sur le produit en vu d’amélioration.
Deux supports s’offrent pour la publication du ‘Trouble Shoonting
Guide’ et des ‘Working-instructions’ : une version papier et une
version numérique.
Ces deux livrables seront diffusés principalement aux filiales
sous format numérique. Cette version du ‘Trouble Shooting Guide’
offre à l’utilisateur une possibilité de navigation d’une page à
une autre afin de rendre son utilisation plus pratique pour une
personne ‘au poste de travail’.
Une version papier sera aussi mise à la disposition des
expertises et qui sera affichée au poste de travail.
Pour des raisons de confidentialité, ce rapport ne
présente pas les résultats obtenus.
Le projet s’inscrit dans le cadre de l’amélioration de la qualité
client au sein du groupe WILO par l’élaboration d’une méthode
officielle d’analyse des retours clients. Le but consiste à
développer un guide présentant les étapes à suivre durant
l’analyse et qui traite aussi les principaux défauts. Ce guide
permet certes d’aider les expertises dans l’analyse mais il a
aussi un intérêt économique pour l’entreprise
à savoir couvrir 80 % des retours du marché, établir le
responsabilité du défaut, quant aux défaillance du produit et
s’assurer que les statistiques sont basées sur des diagnostics
corrects.
Ainsi, dans le cadre de ce travail, un nouveau guide pour
l’analyse des retours clients a été réalisé avec succès. Ce
travail sera diffusé à toutes les filiales du groupe. Ce support
sera le premier guide d’analyse des retours clients et servira de
modèle pour les autres guides.
Ce projet était une occasion pour mettre en pratique des nouvelles
compétences qualités et techniques (électronique et électrique).Il
m’a permis aussi d’acquérir des compétences notamment en
gestion et planification de projet et donc respect des délais.
Ainsi que le développement des aptitudes en communication écrite,
orale, pratique d’une langue étrangère et surtout un esprit de
travail en équipe.
[1] Achraf
AMADI, Préparer l'audit de suivi ISO/TS 16949 et améliorer le
traitement des pièces en retour garantie clients, Rapport de
Stage MASTER Management de la Qualité (MQ), UTC, 2008-2009.
[2] Florence
Gillet GOINARD, BernardSENO,
La boîte à outils du responsable qualité, 2012.
[3] Ons
GHLISS, Réalisation d’une méthode d’analyse des retours clients,
Rapport de Stage Master Qualité et performance dans les
organisations, UTC, 2013-2014.