Master Qualité -
Communication publique des résultats d'un stage de fin
d'études UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
La Qualité Fournisseur :
une meilleure efficience par la Capitalisation
Référence bibliographique à
rappeler pour tout usage : La Qualité
Fournisseur : une meilleure efficience par la
capitalisation, GIRARD Amélie, Université de
Technologie de Compiègne, Master Qualité et
Performance dans les Organisations (QPO), Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", réf n°289, juin 2014, https://doi.org/10.34746/3eky-ed79
RÉSUMÉ
La
sous-traitance de production est utilisée par de
nombreuses entreprises et notamment dans l’industrie
aéronautique, qui a généré près de 140 000 emplois liés
à sa sous-traitance en 2012. L’entreprise X,
équipementier aéronautique dans le secteur militaire ne
déroge pas à la règle et restreint son activité à
l’assemblage de ses produits finis livrés au client :
les systèmes embarqués de surveillance. Un vaste réseau
d’entreprise liées entre elles concourent donc à la
production de ces systèmes, et implique de ce fait une
chaine de fournisseurs profonde, complexe et en
évolution constante. Réalisant une activité sensible
soumise à des exigences normatives de l’ISO EN 9100
quant à la maitrise des procédés de production dits «
spéciaux » ou « critiques », l’entreprise X se doit de
connaître sa chaine de fournisseurs et de la capitaliser
pour réagir efficacement en cas de problème dans les
maillons inférieurs de la chaine et ainsi gagner en
efficience pour transmettre des informations concernant
des problèmes fournisseurs pouvant impacter le produit.
Cette étude retrace la recherche d’une solution par
l’Assurance Qualité Fournisseur pour assurer la
capitalisation de la chaine de fournisseurs et ainsi
d’en avoir une vision dans son intégralité.
Mots clés : Aéronautique –
Systèmes embarqués – Supply Chain – Capitalisation –
Qualité Fournisseur – Chaine de Fournisseur – efficience
– EN 9100
ABSTRACT
Production outsourcing is used by many
companies, particularly in the aviation industry, which
generated nearly 140,000 jobs related to its outsourcing
in 2012. Company X, aerospace equipment manufacturer in
the military sector follows this rule and has restricted
its activity to the assembly of finished products
delivered to the customer: on-board monitoring systems. An
extensive business network interconnected contributes to
the production of these systems, and consequently implies
a deep, complex and constantly evolving supplier chain.
Realizing a sensitive activity subject to normative
requirements of ISO EN 9100, concerning critical
processes to be monitored, the company X must know its
supplier chain and capitalize it to react effectively if a
problem occurs in the lower level of the chain and thus
increase efficiency for transmitting information
concerning supplier problems that may impact the product.
This study traces the search for a solution by the
Supplier Quality Assurance to ensure the capitalization of
the supplier chain and thus to have a vision in its
entirety
Key words : Aeronautics –
On-Board Systems - Supply Chain - Capitalization -
Supplier Quality - Supplier Chain - efficiency – EN 9100
Je souhaite adresser mes plus sincères
remerciements aux personnes qui m’ont fait confiance pour mener
cette mission avec leur collaboration :
Mr
Hassan Mountassir, Directeur Qualité pour m’avoir permis de
réaliser ce stage au sein de son équipe
Mon
tuteur en entreprise, Mr Eric Pinchon, Responsable Qualité du
site, pour son accompagnement quotidien, ses encouragements et
son positivisme constant.
Ma seconde tutrice, Mme Sandrine Darracq pour sa patience
et son aide quotidienne indispensable à la conduite de cette
mission
L’ensemble de l’équipe Qualité, pour l’accueil chaleureux
et bienveillant qu’ils m’ont réservé, ainsi que pour leur
grande disponibilité.
L’ensemble des acteurs qui ont gentiment accepté de me
recevoir et de m’aider dans le déroulement de ma mission.
Mon suiveur UTC, Gilbert Farges pour son encadrement et ses
conseils pédagogiques.
AQF : Assurance Qualité Fournisseurs CDC : Cahier des Charges CdF : Chaine de Fournisseurs Dev : Développement FAI : First Article Inspection (Revue du Premier Article),
ici appelée R2. Indus : Industrialisation PRR : Production Readiness Review (Revue de l’Etat de
Préparation à la Production). Ici appelée R1. SC : Supply Chain
Glossaire et Définitions
Capitalisation : Toute action par laquelle la connaissance
tacite ou explicite est rendue pérenne, accessible et réutilisable
par ceux qui en ont besoin [1]
Qualification : s’assurer que le fournisseur a la capacité
à réaliser les prestations confiées conformément aux exigences
demandées [2].
- Qualification Site-Fournisseur (sur les
processus industriels et procédés techniques)
- Qualification produit – fournisseur : revue du
premier article ou First Article Inspection (FAI).
Cahier des Charges (Statement Of Work) (CDC) : Ce document
constitue le cahier des charges à destination du fournisseur
industriel pour l’industrialisation de nouveaux produits
matériels.
Il décrit les différentes activités à réaliser pendant cette phase
par le fournisseur, et recense les objectifs et exigences
industrielles. [2]
Il existe des CDC distincts pour la phase Développement, Indus, et
Série. Ces documents sont en phase d’être groupés en un seul.
Chaine de Fournisseurs (CDF) : il s’agit de l’ensemble des
sous-traitants impliqués dans la production d’un équipement livré
à l’entreprise X, des composants jusqu’à l’assemblage des pièces
détachées. Il y a ainsi plusieurs « rangs » de fournisseurs : par
exemple, le rang 1 est le fournisseur direct avec l’entreprise X,
celui auprès de qui elle passe sa commande. Ce fournisseur de rang
1 peut ensuite à son tour sous-traiter la production de certaines
pièces à des sous-traitants de rang 2, et ainsi de suite.
Changement Industriel : Les changements industriels sont
répartis en deux catégories :
Changement industriel majeur :
o Transfert de fabrication d’un article
critique
o Changement d’un procédé à surveillance
renforcée ou d’un moyen de fabrication critique
o Changement significatif de la Supply Chain
(déménagement, changement de fournisseur…)
Changement industriel mineur :
changement d’organisation du processus de production
Revue de l’Etat de Préparation à la Production (Production
Readiness Review ). Appelée R1: Il s’agit d’un examen formel
d'un projet afin de déterminer si la conception est prête pour la
production et si le producteur a réalisé la planification et le
procédé de production adéquats.
Le R1 tente de vérifier que la conception de la production, la
planification et les préparatifs liés à la production de l'élément
ont en effet progressé au point où un engagement de production
peut se faire sans encourir de risque inacceptable de voir
dépasser les seuils établis de coûts, de délais et de performance
ou d'autres critères.
Le processus de R1 doit aboutir à décision de Go-No Go ainsi qu'à
un plan d'action correspondant.
Ce document vise à décrire les différents types d'éléments qui
doivent être examinés pour le jalon de R1. [2] Revue du Premier Article (First Article Inspection - FAI)
Appelée R2:
Processus de contrôle physique et fonctionnel complet, indépendant
et documenté destiné à vérifier que les méthodes de production
prévues ont abouti à un article acceptable, tel que spécifié par
la conception, la planification, la commande fournisseur, les
spécifications techniques et / ou autres documents de conception
applicables.[3]
Ce document vise à décrire les différents types d'éléments qui
doivent être examinés pour le jalon FAI.
La FAI se solde par la Qualification du Couple
Produit/Fournisseur.
La FAI témoigne de la capacité du produit à être fabriqué en
plusieurs exemplaires, lors de la phase série.
Supply Chain : Chaîne d'approvisionnement. Ensemble des
intervenants de la chaîne logistique allant des producteurs de
matières premières jusqu'au consommateur final, en passant par
tous les intermédiaires éventuels (transformateurs, grossistes,
transporteurs, distributeurs…). C’est un modèle séquentiel
d'activités organisé autour d'un réseau d'entreprises dont le but
est de mettre un produit ou un service à la disposition du client
dans des conditions optimales en termes de quantité, de date, de
lieu… Ce réseau regroupe des organisations se trouvant à l'amont
et à l'aval du processus productif. Elles partagent un objectif
commun, celui de s'engager dans un processus de création de valeur
représenté par le produit ou le service livré au consommateur [4].
Le Synoptique de Fabrication, de Contrôle et d’essai (SFC)
: représentation synthétique de l’arborescence générale, du
processus de fabrication et de contrôle du produit permettant d’en
faciliter la compréhension et l’analyse (enchaînement des
opérations, stratégie de test, contrôle, d’essais, d’analyse de
risques). Il est principalement utilisé durant la phase
d’industrialisation du produit et chaque fois que le processus
doit être modifié de façon significative.
Ce synoptique est présenté sous forme d’un organigramme du
processus de production (interne et externe).
Il comprend les principales phases :
de fabrication,
de contrôle,
d’essais,
de test des sous-ensembles avec
l’identification des activités internes et externes
Il fait partie des documents validés en fin de développement dans
les R1, et en FAI.
Procédés Spéciaux : « Processus de production et de
préparation de service dont les éléments de sortie ne peuvent être
vérifiées par une surveillance ou une mesure effectuée a
posteriori et dont les déficiences n’apparaissent, de ce fait,
qu’une fois le produit en usage ou le service fourni » [5]. A
noter que certains paramètres de contrôle des procédés spéciaux
peuvent être mesurés (Aspect, épaisseur …..) mais pas l’ensemble
des paramètres.
L’entreprise X maitrise ces procédés spéciaux en déclinant 3 types
de procédés :
Procédés à surveiller,
Procédés à Surveillance Renforcée,
Procédés particuliers
Par exemple, la peinture est un procédé à surveillance renforcée
car des défauts de peintures n’apparaissent que longtemps après la
pose.
Avant-Propos
Le stage de fin d’étude a vocation à être un tremplin vers la vie
active, en donnant une première expérience enrichissante au
stagiaire, afin qu’il puisse valoriser ses compétences et les
développer avant d’être disponible sur le marché du travail.
L’enjeu est de taille, car ce stage influence grandement le profil
et les opportunités futures pour l’étudiant. Le master Qualité et
Performance dans les Organisations (QPO) [6] forme des étudiants à
de nombreux aspects de la qualité, même s’il est plus orienté sur
les services, il offre à l’étudiant une polyvalence qui lui permet
de se spécialiser durant son stage. J’ai donc pu acquérir les
bases des outils qualité durant ce master, en ayant une vision
élargie du monde de la qualité, que ce soit du côté industriel ou
tertiaire.
Ayant pu expérimenter brièvement la qualité dans les services avec
la rédaction de documents qualité dans mon premier stage de quatre
semaines, je nourrissais une curiosité accrue pour la qualité dans
le monde industriel. C’est donc pour cette raison que mon choix
s’est tourné vers ce stage « Assurance Qualité Transverse » dans
le secteur de l’industrie aéronautique. L’autre point positif de
ce stage a été pour moi qu’il intégrait, en plus de la qualité,
l’aspect Qualité Fournisseur, dans lequel je n’avais aucune
compétences. Ce stage est donc l’occasion pour moi de mettre en
lien mes bases en qualité avec un domaine nouveau, dans un secteur
que je ne connais pas, et ainsi acquérir de nouvelles compétences
pour un futur emploi. Ne partant avec aucun projet professionnel
figé, ce stage sera l’occasion pour moi de le préciser et de
savoir vers quel secteur je préfèrerais me diriger, tout en
testant mes capacités d’adaptation. Dans le cadre de ce stage,
j’ai l’occasion de concourir à l’assurance qualité fournisseur sur
des produits de haute technologie destinés à l’armée de l’air, la
qualité y prend donc une place primordiale pour satisfaire ce
client de haute envergure.
L’industrie aéronautique est scindée en deux
secteurs distincts, à savoir l’activité aéronautique militaire
(25% de l’activité), et l’activité aéronautique civile (75% de
l’activité) [7]. Ce stage se déroule dans l’entreprise nommée X,
pour des raisons de confidentialité, qui est un équipementier
fournissant des systèmes embarqués pour l’aviation militaire. Ces
avions de chasse sont essentiellement vendus à l’export : «
l'industrie aéronautique, spatiale, d'électronique, de défense et
de sécurité française constitue ainsi le premier secteur
exportateur » [8].
Ce secteur d’activité est fortement morcelé car recourt en grande
partie à l’externalisation de son activité, par des opérations de
sous-traitance. (Note : L’industrie aéronautique a généré 170000
emplois en 2012, et plus de 310000 emplois avec les sous-traitants
[8]). Des pièces et sous-ensembles sont produits le long de la
chaine d’approvisionnement (Supply Chain (SC), Cf Glossaire) jusqu’à l’entreprise X,
intégrateur et assembleur, fournissant le système embarqué, qui
sera lui-même intégré à l’avion par le client.
Cette activité mobilisant des technologies et savoirs faires de
pointe, parfois sensibles et relevant du secret défense, est
encadré par une politique qualité robuste tirant ses bases de l’EN9100
« Systèmes de management de la qualité. Exigences applicables
à la conception, la fabrication et l'entretien d'équipements
aéronautiques ». Cette norme « comporte les exigences en
matière de système de management de la qualité développées dans
l'ISO 9001:2008 1 et spécifie les exigences, les définitions et
les notes supplémentaires concernant l'industrie aéronautique,
spatiale et de défense » [5]. L’activité de l’entreprise X est
donc certifiée ISO 9001 [9] et EN 9100, et suit une organisation
en processus.
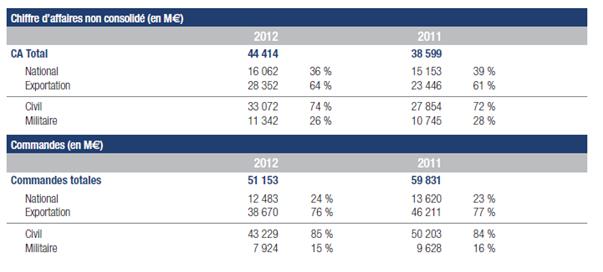
FIGURE 1 : CHIFFRE D’AFFAIRE ET COMMANDES DU
SECTEUR AERONAUTIQUE [8]
Le recours à la sous traitance s’est généralisé à
tous les secteurs d’activités et toutes les tailles d’entreprises,
et est dominé par le secteur des biens d'équipement : entre 1984
et 2003, le recours à la sous-traitance a augmenté de 45% [10], et
le secteur aéronautique n'échappe pas à la règle.
Dans le cas de l’entreprise dans laquelle se
place l’étude, la sous traitance répond à un besoin de
technicité se caractérisant par une offre à forte valeur
ajoutée et produite en petites séries [11].
En effet, le développement, l’industrialisation et la production
des systèmes de surveillance embarqués requiert des équipements
électroniques complexes et riches en technologie, impliquant une
production en petite série (environ une unité par mois). Un
équipement comme celui intégré par l’entreprise X est composé de
plus de 20 000 sous-ensembles et composants sous traités,
représentant plus de 50 fournisseurs impliqués : cette activité
est donc au cœur d’une Supply Chain complexe et difficile à
maitriser. La Supply Chain est « un modèle séquentiel
d'activités organisé autour d'un réseau d'entreprises dont le but
est de mettre un produit ou un service à la disposition du client
dans des conditions optimales en termes de quantité, de date, de
lieu » (Cf Glossaire) [4]. Dans le cadre
de cette mission, seul un aspect de la Supply Chain est traité à
savoir ce qu’il convient d’appeler la « Chaîne de Fournisseurs »
(CDF) (Cf : Glossaire).
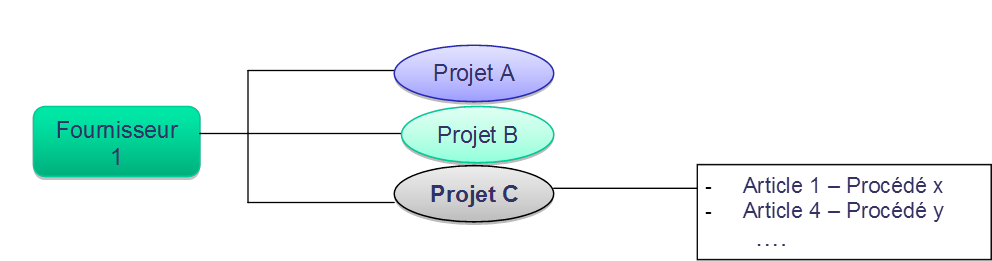
L’activité est organisée en « Projets » qui regroupent en fait les
activités en vue de produire les différents systèmes embarqués
livrés au client, il y en a plus d’une dizaine.
Ex : le projet A est l’ensemble des activités nécessaires pour
produire le système embarqué nommé A.
Chaque projet est géré indépendamment par des équipes différentes
et l’information y est cloisonnée. Il y a donc une
opacité d’un projet à un autre quant à la CDF utilisée dans
chaque projet : il est fréquent qu’un fournisseur quel que
soit son rang livre des produits dans différents projets, mais à
l’instant T, aucune vision globale n’est disponible de
l’implication des fournisseurs tous projets confondus.
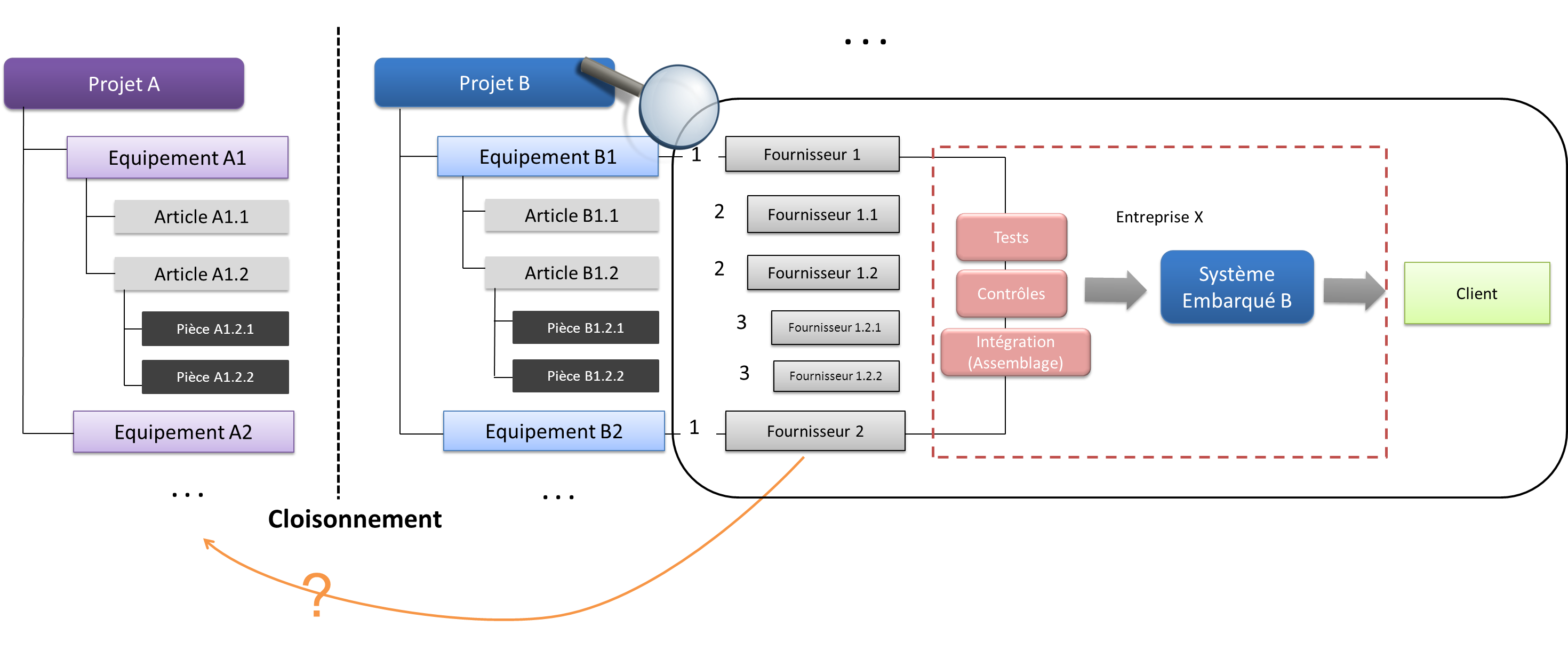
La figure 2 illustre très bien ce fait : les acteurs du projet B
savent que le fournisseur 2 produit telle pièce pour eux, mais ne
savent pas s’il produit également des pièces dans le projet A.
FIGURE 2 : ORGANISATION EN PROJETS DE
L’ENTREPRISE [12]
De plus, tout le processus de mise sur le
marché d’un nouvel équipement est un projet à long terme, qui peut
prendre jusqu’à plusieurs années. En effet, la production se fait
en petites séries, et la production peut être amenée à être
arrêtée et reprise parfois des mois après (relance de production).
La CdF est donc en perpétuelle évolution, et il devient
alors essentiel de la capitaliser et de la tracer pour suivre au
mieux les changements de fournisseurs et les impacts de ceux-ci
sur l’activité.
C’est dans ce contexte que le département Assurance Qualité
Fournisseur est fortement sollicité, et mobilisé pour s’assurer de
la performance des fournisseurs et de leur aptitude à répondre aux
exigences du client final. Le service Qualité est le récepteur des
alertes fournisseurs (qui sont des notifications des changements
industriels (Cf : Glossaire)) et ont
donc besoin de savoir dans quels projets précisément le
fournisseur est impliqué pour pouvoir donner l’alerte aux acteurs
concernés…
II. Pourquoi capitaliser la
chaine de fournisseurs ?
Comme explicité ci-dessus, les systèmes
embarqués utilisent des technologies sensibles, et des procédés
spéciaux (Cf : Glossaire) que peu de
fournisseurs sont habilités à réaliser. Devant répondre à de
nombreux tests de sécurité, l’entreprise X s’assure que ses
fournisseurs (jusque dans les rangs les plus bas de la CDF) soient
qualifiés pour réaliser le service demandé (selon le référentiel
de X).
Ainsi, l’entreprise X dispose d’un panel de sous-traitants
qualifiés, et préconisent à leurs sous-traitants de rang 1 de
s’approvisionner chez ces fournisseurs qualifiés.
Le premier enjeu de la
maitrise de la chaine de fournisseurs est d’assurer que les fournisseurs de rang 1
utilisent bien des fournisseurs de rang inférieur qualifiés.
Ce point est bien entendu vérifié à certains moments de la
production (lors de Revues avec le fournisseur), accompagné de
preuves, mais un fournisseur qualifié à un instant T ne le
sera pas forcément à T+n.
Cette qualification vise à satisfaire les exigences de l’EN 9100
relatives à la maitrise des procédés spéciaux :
7.4.1 : « L’organisme doit garantir que l'organisme et
tous les fournisseurs s’adressent aux fournisseurs
approuvés par le client pour réaliser les procédés
spéciaux »
7.5.2 : « L'organisme doit valider tout processus de
production et de préparation du service dont les éléments
de sortie ne peuvent être vérifiés par une surveillance ou
une mesure effectuée a posteriori et dont les déficiences
n'apparaissent, de ce fait, qu’une fois le produit en
usage ou le service fourni […] Ces procédés sont souvent
appelés procédés spéciaux. » [5]
Un projet de cette envergure implique une multitude de
fournisseurs, et les problèmes techniques ou de qualités liées au
matériel livré sont à maitriser.
Le second enjeu est de retrouver rapidement, avec efficience,
l’origine d’un problème technique (appelé fait
technique). Si la Chaine de fournisseurs n’est pas visible
dans sa globalité, il est très difficile d’identifier quelle
est la source du problème (de quel fournisseur de rang
inférieur provient le problème ?) et cela implique une perte
de temps et donc d’efficacité pour retrouver l’information.
Cet enjeu répond au besoin de l’Assurance Qualité Fournisseur
(AQF) de transmettre au plus vite les alertes aux lignes de
productions concernées par un problème technique chez un
fournisseur.
Cet enjeu est d’autant plus compliqué à décliner qu’il est
confronté au manque de visibilité transversale inter-projets de la
chaine de fournisseurs
Le troisième enjeu est donc de
pouvoir mutualiser et partager
l’information entre les projets sur les problèmes
rencontrés avec les fournisseurs..
Exemple : Le projet A rencontrant un
problème avec le fournisseur 1 averti le projet B qui travaille
aussi avec le fournisseur 1 d’être vigilant. Cette anticipation
permettrait de limiter les couts de re-travaillage (rework) de
l’équipement impliqués pour résoudre un problème.
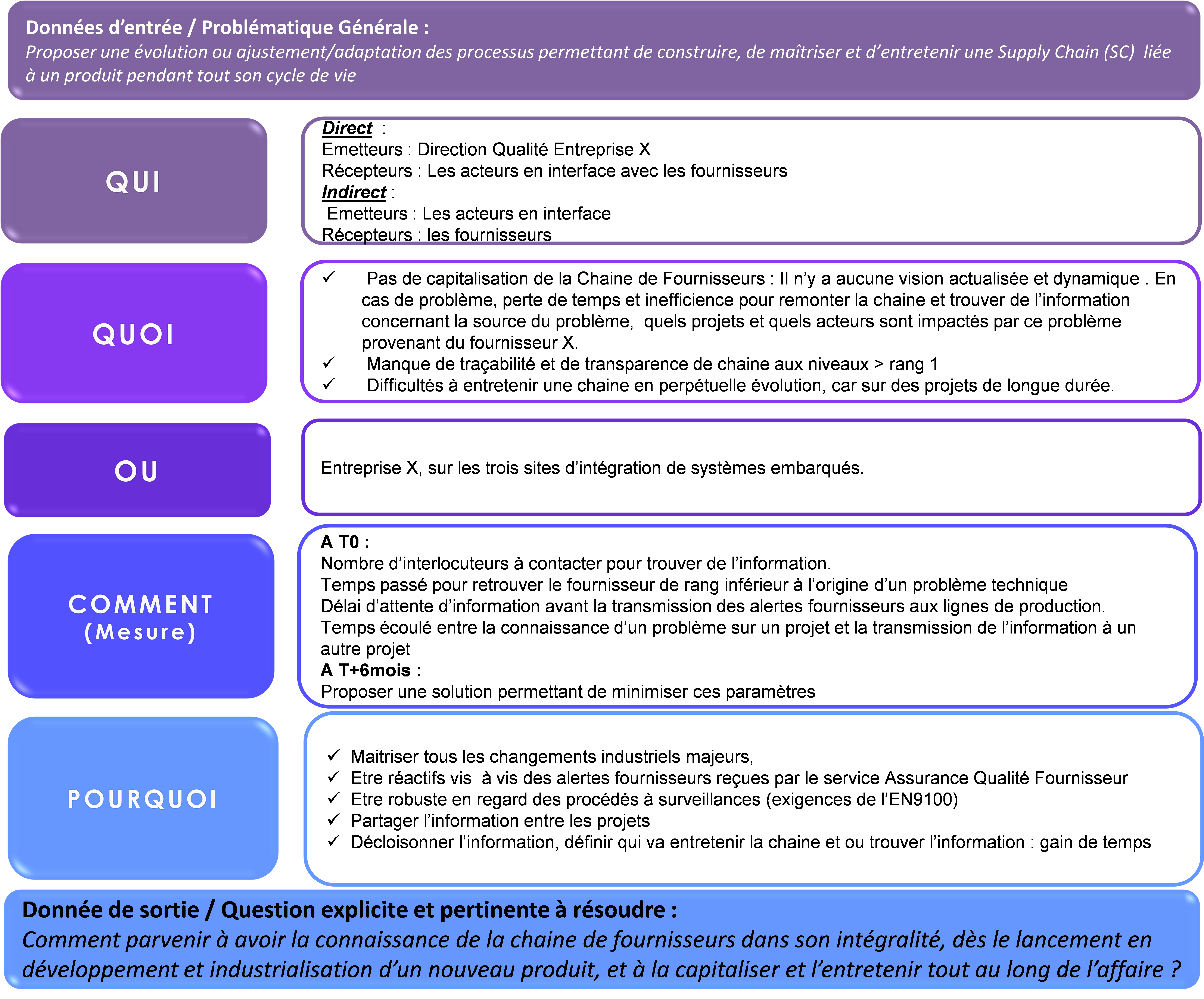
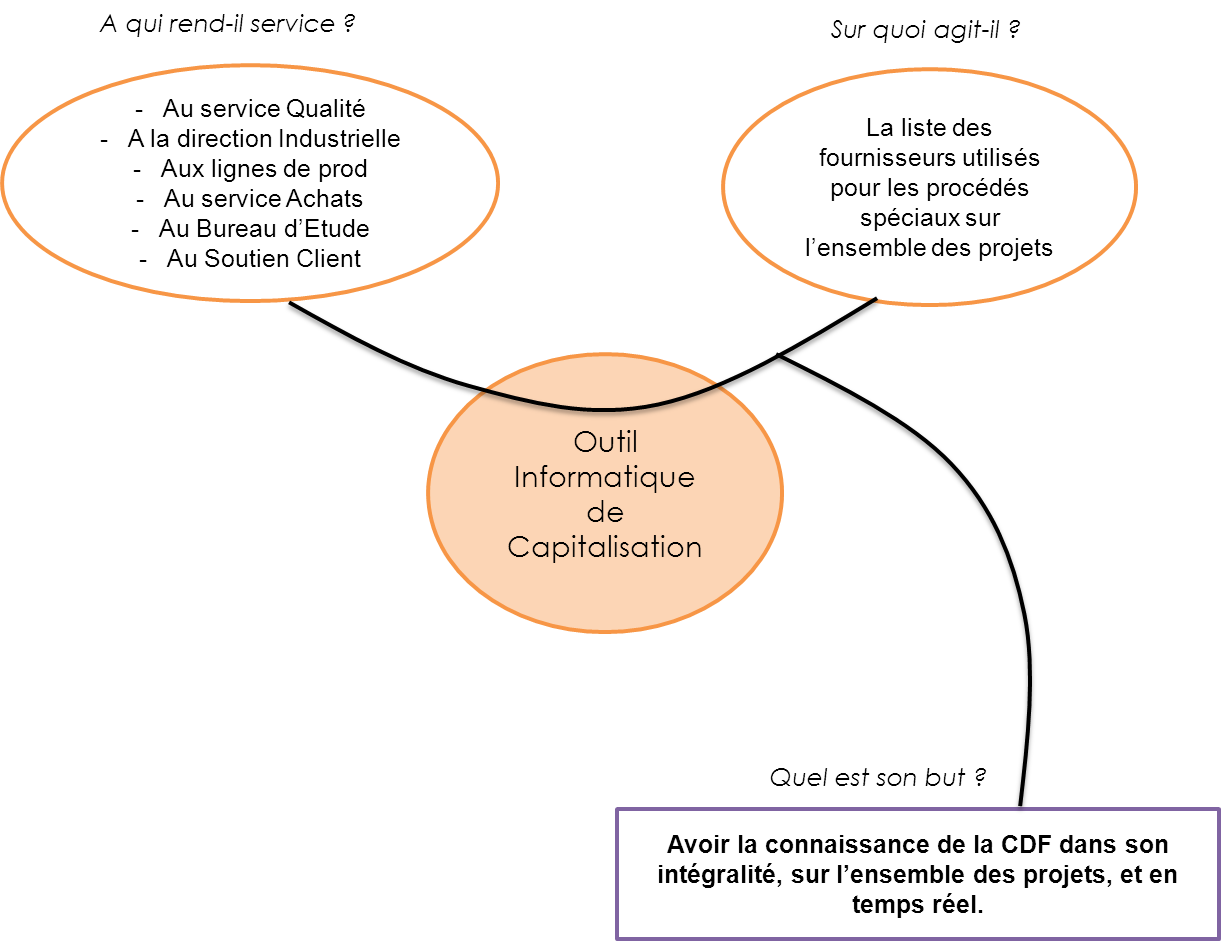
Un QQOQCP permet de bien cerner la problématique découlant de
l’entretien et la maitrise d’une chaine de fournisseurs :
FIGURE 3 : QQOQCP [12][13]
La problématique réside donc dans la conception et la mise en place
d’un moyen permettant l’entretien de la CDF en tenant compte des
contraintes et exigences de l’entreprise. Il s’agit alors pour la
résoudre de bien percevoir le QUOI, (Chap 2 – III) Comprendre le
Besoin) et de trouver le COMMENT. (Chap
2 – IV) Capter l’information Souhaitée)
Meilleure efficience pour retrouver de
l’information : éviter les pertes de temps à remonter
l’information en cas de problème grâce à la vision
instantanée de la CDF, et donc transmettre les alertes
fournisseurs plus rapidement.
Réduire de 90% le temps
nécessaire à retrouver l’information
Réduire de moitié au moins le
nombre d’interlocuteurs à interroger pour obtenir de
l’information
Processus plus robuste pour assurer la Qualité Fournisseur
(meilleur suivi des qualifications, moins d’opacité sur les
fournisseurs impliqués dans les différents projets)
Uniformiser l’information : un problème sur un fournisseur
pourra être détecté par les différents projets
Réduire le temps nécessaire pour transmettre
l’information sur un risque fournisseur d’un projet à
l’autre
Automatiser l’outil pour limiter la charge de travail
supplémentaire sur les équipes
Couts
Assurer un retour sur investissement
Proposer un outil basé sur l’existant pour minimiser au
maximum le cout de déploiement de la solution
Délai
Solution prête à être proposée dans un délai de 6 mois (fin
juillet 2014)
Pour instaurer un processus de capitalisation
dans le processus existant, plusieurs solutions sont possibles. Il
faut cependant peser les avantages et inconvénients de chaque
solution et choisir en fonction de celle qui aura le meilleur
équilibre.
Solution
1
Solution
2
Solution
3
Créer un
tableau Excel à faire remplir par chaque acteur
détenant l’information sur la chaine de fournisseurs.
Récupérer
les listes données par les fournisseurs de rang 1,
demander les listes manquantes et les compiler
Ajuster le
processus en y intégrant la capitalisation dans les
activités, et créer un outil automatique.
Avantage :
Pas
d’ajustement du processus à mettre en place
Pas
d’outil particulier à faire développer
Avantage :
Pas
d’ajustement du processus à mettre en place
Pas
d’outil particulier à faire développer
Avantages :
Intégration
de la capitalisation dans les activités quotidiennes
de différents acteurs
Assure un
déploiement plus simple car intégré au processus
Outil
automatique fait adhérer les équipes
Plus
d’efficacité à long terme
Plus
d’efficience (pas d’intermédiaires)
Inconvénients :
Charge de
travail pour les opérationnels
Saisie
manuelle : risque d’erreur
Risque
d’oubli et d’abandon
Aversion
des acteurs pour les tableaux à remplir
Inconvénients :
Risque de
perte d’information (non transmission)
Sollicitation
ponctuelle : pas d’actualisation
Information
hétérogène
Qui pour
faire la compilation ?
Inconvénients :
Implique
des changements de référentiel, de trames etc
Développement
d’un outil informatique par un tiers
L’alternative choisie pour répondre à cette
problématique est la solution 3, car elle est le moyen le plus
adapté pour une capitalisation à long terme. De plus, ajuster le
processus pour y intégrer les activités de capitalisation les
rendent plus légitimes et applicables par les acteurs.
Les inconvénients soulignés ne sont pas, à la différence des
autres, de potentielles causes d’échec ou de non-performance de la
capitalisation :
• La création d’un outil informatique à terme se
transformera en avantage car fera adhérer les acteurs,
• Les changements de référentiels sont un moyen
d’officialiser la capitalisation des fournisseurs et donc le
meilleur moyen de l’intégrer dans les pratiques.
La solution 3 est donc celle qui demande un travail plus en
profondeur pour un résultat plus performant et permettant un
entretien en temps réel de la CDF.
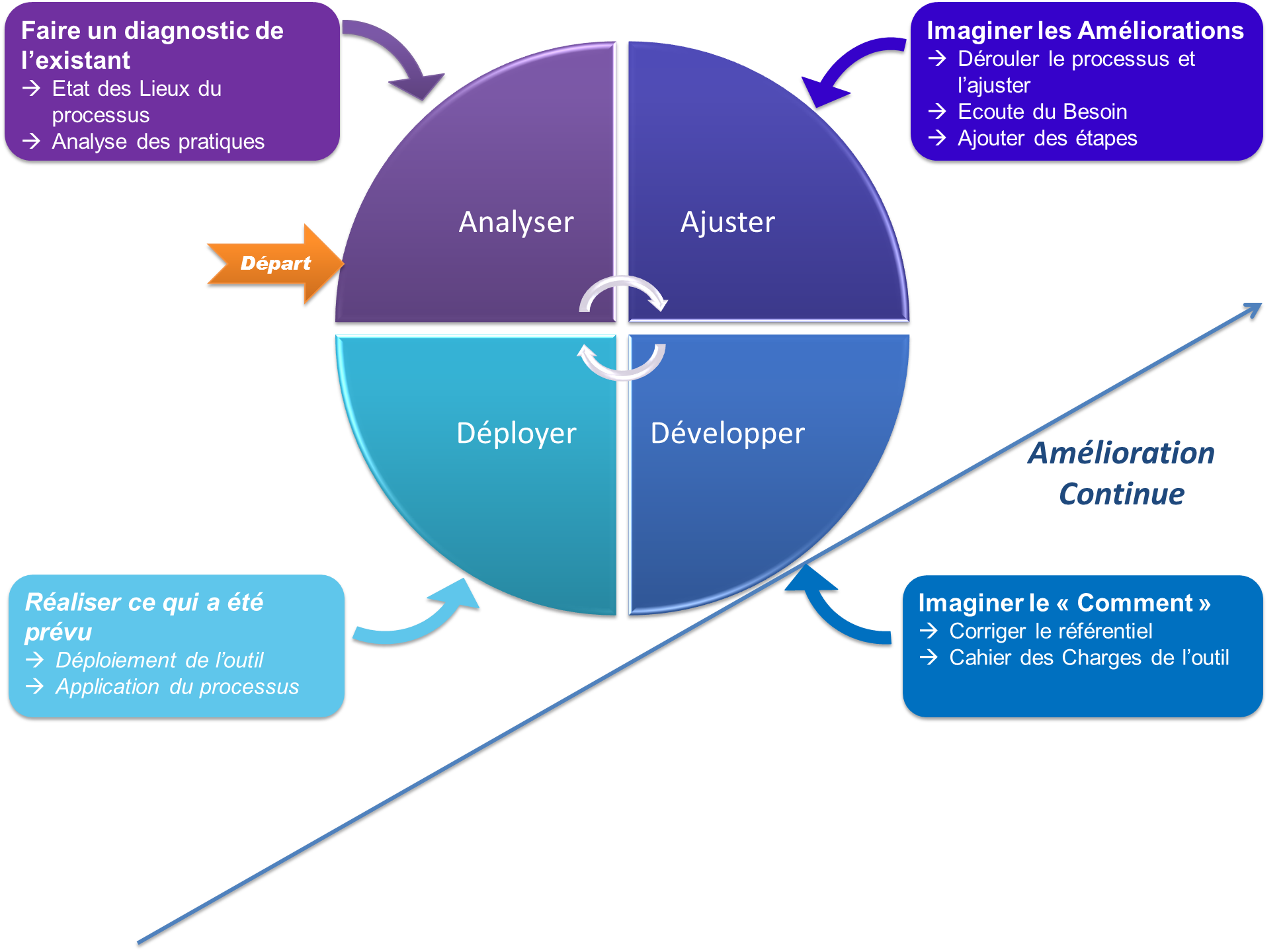
En adaptant la roue de Deming au besoin, la méthode employée pour
résoudre la problématique s’approche sensiblement d’un cycle comme
suit :
FIGURE 4 : ROUE DE DEMING APPLIQUEE AU PROJET [12][13]
Ce Cycle résume la méthode utilisée pour
résoudre la problématique :
Analyser :
ici, il s’agit de réaliser un état des lieux de l’existant,
afin de comprendre ou il faut agir et quels points doivent
être améliorés (Partie III. Comprendre le Besoin).
Ajuster :
il s'agit il
s’agit de déterminer les améliorations à apporter, et
modifications à faire pour mener à bien la mission.
L’objectif est de trouver un moyen d’obtenir l’information.
(Partie II. Capter l’information)
Développer:
la planification des actions à mettre en œuvres pour déployer
les améliorations prévues et trouver le moyen d'exploiter
l'information (partie III. Exploiter l’information)
Déployer :
cette partie est hors périmètre de la mission, et consiste à
déployer l’outil et à appliquer le processus.
La première étape afin de mener à bien ce type
de mission est de s’assurer de définir le « QUOI » autrement dit,
comprendre le besoin inhérent à la mission. Cette étape s’est
matérialisée par un état des lieux de l’existant pour comprendre
l’origine de la problématique, et par une écoute du besoin via des
entretiens avec les acteurs concernés.
1. Comprendre le
Processus pour la mise à disposition d’un produit
L’organisation de l’entreprise X suit une
structure en processus (ensemble d’activités transformant des
données d’entrée en données de sortie [14]), bien distincts selon
la phase et l’objet. Le processus dans lequel la mission tire son
origine et dans lequel évolue le service qualité est le
processus « Approvisionner, Produire, Livrer », lui-même
sous-processus de « Acheter et Produire » .Cependant, ce processus
ne représente qu’une parcelle des activités déployées pour mener à
bien un projet et sortir un produit fini. Plusieurs processus se
chevauchent pour livrer le client en temps et en heure, et le
besoin de connaître les fournisseurs impliqués dans la production
est transverse à d’autres processus.
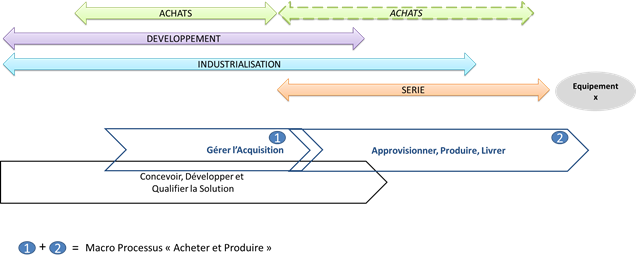
FIGURE 5 : ARTICULATION DES PROCESSUS
SELON LES PHASES DE MISE A DISPOSITION D’UNE PIECE / EQUIPEMENT
[12]
La figure ci-dessus détaille les quatre phases principales mises en
œuvre pour produire une pièce, ou un équipement. Ce cheminement est
suivi autant de fois qu’il y a de pièces à produire pour concevoir
l’ensemble à livrer au client. Ces quatre phases ne se succèdent pas
de manière linéaire, mais font l’objet de tuilage entre elles, qui
les font se réaliser en parallèle, afin d’optimiser au mieux le
temps nécessaire à la livraison du client. Ces phases sont mises en
liens avec les processus qui leurs sont propres.
La phase Achats, est intégrée au processus « Gérer l’Acquisition »
qui « définit les activités nécessaires en vue de la mise à
disposition au client désigné (interne ou externe) d'un produit
physique dans les quantités convenues, à la date prévue et
conformément aux spécifications demandées » [2].
Cette phase se caractérise par des étapes clés comme la
consultation des fournisseurs, la négociation avec les
fournisseurs, et le choix du fournisseur final. Ces étapes sont
marqués par des revues jalons avec le fournisseur appelées « Gate
», qui se déroulent en amont, lors du développement de la pièce.
Les achats interviennent de nouveau tout au long de l’affaire pour
réapprovisionner les lignes de montage selon les besoins et
modifications.
Le Cahier des Charges (CDC) est initialisé dès la phase achats et
validé en fin de phase.
PHASE DEVELOPPEMENT
La phase Développement, est intégrée au processus « Concevoir,
Développer et Qualifier la Solution » dont l’objectif est de «
conduire les activités de développement de la solution (système,
produits, moyens, services) qui donneront satisfaction au client
par la fourniture de produits ou de services en cohérence avec les
besoins des parties prenantes, la politique produit et la
stratégie Faire / Acheter » [2]. Le développement peut être plus
ou moins long selon la nouveauté de la pièce à produire. Si la
pièce est déjà connue et a déjà été produite, il n’y a pas ou peu
de développement.
Cette phase est composée de revues de conception de la solution,
en interne et en collaboration avec le fournisseur qui participe
dans certains cas au développement du produit, et mène au final à
la validation d’une solution technique qui pourra être
industrialisé et produite. Le développement peut être parallélisé
avec la phase achat tout comme avec la phase industrialisation.
PHASE INDUSTRIALISATION
La phase Indus est intégrée au processus « Approvisionner,
Produire, Livrer » et a pour objectif « d’assurer la
FABRICABILITE, la TESTABILITE et la MAINTENABILITE des produits,
tout en garantissant la tenue du COÛT SERIE, au travers d’une
Supply Chain robuste » [2]. Cette phase est très souvent parallèle
à la fois au développement, et à la série. (Note : les prototypes
conçus lors de l’industrialisation sont parfois vendus au client,
ils sont donc traités avec la même considération que les produits
de série). Cette phase consiste à définir les méthodes
industrielles et méthodes de test en collaboration avec le
fournisseur pour produire la pièce, dans le meilleur délai et au
cout objectif.
Cette phase fait l’objet d’un cahier des charges (CDC) avec le
fournisseur et de revues jalons telles que :
La Revue de l’Etat de Préparation à la Production (R1, Cf
Glossaire) que nous
appellerons Revue 1 (R1)
La Revue du Premier Article (FAI, Cf Glossaire)
que nous appellerons Revue 2
Dans le cadre de l’industrialisation (Indus), ces revues sont
appliquées aux prototypes, elles sont appelées R1 Proto et R2
Proto.
PHASE SERIE
La phase Série est également intégrée au
processus « Approvisionner, Produire, Livrer » et revient à la
période de production des pièces une fois que les prototypes sont
validés. Il s’agit ici d’assembler le produit fini, de lui faire
subir des tests, de traiter les défauts et anomalies en
collaboration avec le fournisseur, de gérer les flux
d’approvisionnement pour livrer un produit conforme au client dans
les délais impartis.
Cette phase fait également l’objet d’un CDC, et de revues R1 et R2
qui traitent alors des produits de série, et seront appelées R1
Série et R2 Série.
(Les conditions de production diffèrent parfois entre la phase
série et indus, il est alors nécessaire de mettre à jour le cahier
des charges et de refaire des revues en prenant en compte les
différences).
L’ensemble de ces phases est également soutenu par le service
soutien client, qui s’occupe des réparations sur les produits. Ce
cycle peut représenter jusqu’à plusieurs années, ce qui explique
la tendance aux variations dans la CDF. Il a donc été essentiel
dans la réalisation de cette mission de dérouler le processus
suivi pour obtenir les pièces détachées, afin de situer ou le
fournisseur est impliqué, et à quel moment il est nécessaire
d’obtenir les informations sur les fournisseurs de rang inférieur.
La première étape d’un état des lieux consiste
à prendre connaissance de l’existant, en s’inscrivant ainsi dans
une démarche d’amélioration continue consistant à ajuster
l’existant pour l’améliorer.
L’entreprise X suit un référentiel qualité
propre à son organisation, découlant de son référentiel chapeau,
la norme EN 9100. Ce référentiel est matérialisé sous forme de
base de données ou l’on retrouve l’ensemble des processus
détaillés et documentés avec les trames et procédures
correspondantes à chaque activité.
Le premier constat à relever et qu’il
n’existe pas de procédure ou d’instruction demandant explicitement
d’avoir la connaissance des fournisseurs y compris de rang
inférieur.
Il n’y a pas non plus de document dans le
référentiel traitant d’un processus de capitalisation et
d’entretien d’une liste des fournisseurs sélectionnés.
Il faut maintenant regarder les pratiques utilisées sur le
terrain, car entre le référentiel donnant le cadre et ce qui est
réellement fait, il est probable qu’il y ait des écarts et que des
pratiques informelles soient mises en place.
Cet état des lieux a été basé sur un véhicule
test qui est une affaire encore en phase de développement et début
d’indus. Ainsi, il s’agit d’analyser les documents contractuels
avec le fournisseur sur des pièces détachées pour voir s’il existe
une trace de la CDF utilisée pour les réaliser.
Regarder ce qui devrait être fait et qui n’est pas
fait.
Le principe fut de relever les exigences à
satisfaire au sujet de la liste des fournisseurs, décrites dans le
plan d’industrialisation du système embarqué (Le Plan
d’Industrialisation définit les activités, les procédures,
méthodes et ressources pour la conduite des activités
d’industrialisation nécessaires à la production série des systèmes
embarqués), les cahiers des charges et les comptes rendus de
revues avec le fournisseur propres aux différents équipements
composant le système.
Différents constats ressortent de cette étude :
Il est
demandé
Résultat
La liste
préliminaire des fournisseurs pour les prototypes est
exigée dans les revues de développement (exigence du plan
d’industrialisation)
PAS
TROUVEE
La liste des
fournisseurs de rang 2, « par exemple dans le SFC»
(exigence du cahier des charges)
Pas systématique, le SFC (cf Glossaire) n’a
pas vocation à détailler les fournisseurs
La liste des
fournisseurs de rang inférieur
PAS TROUVEE : aucune précision sur le document
ou la trouver
Il y a
Il n’y a pas
La
liste des fournisseurs pour les procédés critiques
(imposés par l’entreprise) dans le Cahier des Charges
La liste des fournisseurs de rang 1 dans le plan
d’industrialisation
La liste des fournisseurs qualifiés (panel de
fournisseurs chez qui peut s’approvisionner le rang 1 pour
sa sous-traitance)
De demande explicite d’une liste des
fournisseurs de rangs inférieurs utilisés
Pointer les incohérences et imprécisions entre documents
Cette phase d’analyse documentaire a permis de relever un certain
nombre d’incohérences entre les exigences spécifiées dans les
documents contractuels, et les trames de documents dans lesquelles
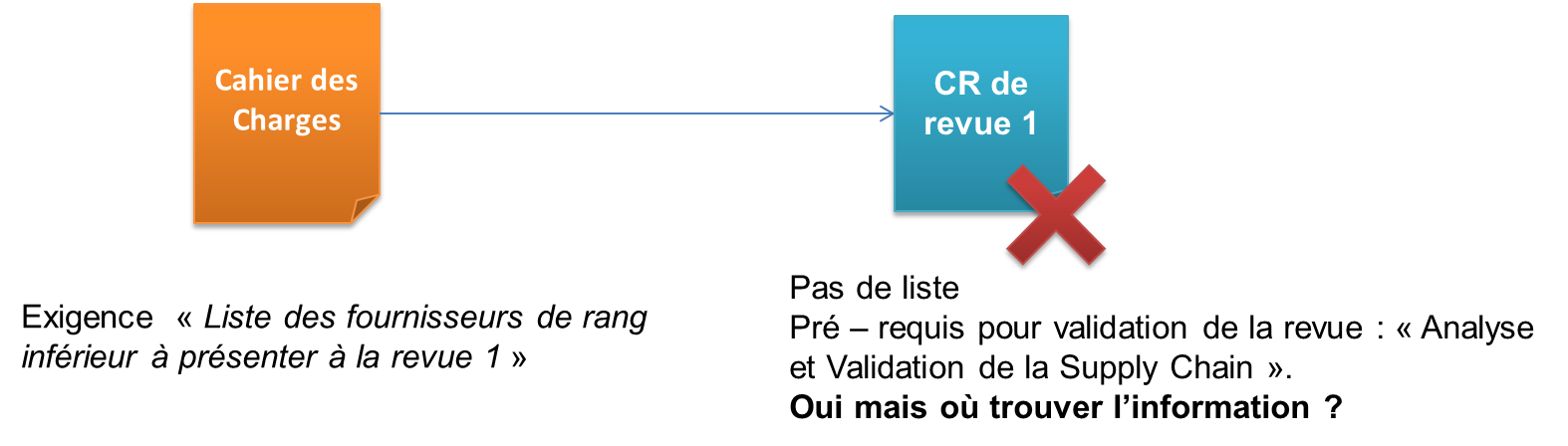
sont censées se trouver les informations répondant à l’exigence. Exemple d’incohérence dans le cas concret, le cahier des
charges de l’équipement T :
FIGURE 6 : EXEMPLE D'INCOHERENCE [12]
- D’une part, l’exigence «
Liste des fournisseurs de rang inférieur à présenter à la revue 1
» a été ajoutée à la trame, elle n’est donc pas demandée
systématiquement.
=> Hétérogénéité des Pratiques
- D’autre part, la trame du compte rendu de
revue (nommée revue 1 ici, il s’agit en réalité de la R1 (Cf :
partie 1.2)) concernée ne mentionne pas de liste. Cette revue est
en fait une check list de prérequis à faire valider par le
fournisseur, et le seul prérequis traitant de supply chain est : «
Analyse et validation de la Supply Chain ». Or, il n’y a aucun
renvoi à un autre document ou l’on pourrait trouver l’information
sur cette supply chain, donc pas de preuve à capitaliser.
=> Pas de preuve
=> Pas de capitalisation
Exemple d’imprécision
Il est demandé dans le CDC que le fournisseur transmette une liste
de fournisseurs « lors de points mensuels ». Or, Il n’y a aucun
renvoi à un endroit où trouver l’information, ni de moyen de
vérifier que cela est fait par les acteurs concernés.
=> Manque de clarté des exigences
Conclusion de l’Etat des Lieux par observation documentaire
:
=> Cette « liste » est donc introuvable dans des documents
contractuels, pour les équipements analysés sur cette affaire. Il
a juste été possible de trouver certains fournisseurs de rang 2
dans le SFC (Synoptique de Fabrication et de Contrôle, Cf Glossaire). Or ce document n’a pas
vocation à présenter une liste de fournisseurs, l’information peut
y figurer mais cela n’est pas une pratique systématique.
=> Les pratiques sont hétérogènes : dans certains cas la liste
est demandée, dans d’autres non ; dans certains cas les rangs 2
sont précisés sur le compte rendu, dans d’autres non.
=> Les documents indiquent la validation d’une SC sans en
donner la preuve : pas de capitalisation de l’information.
=> La demande d’une liste n’est pas explicite et pas claire :
aucune précision n’est donnée sur la nature de l’information à
obtenir (jusqu’à quel rang ? quand ?)
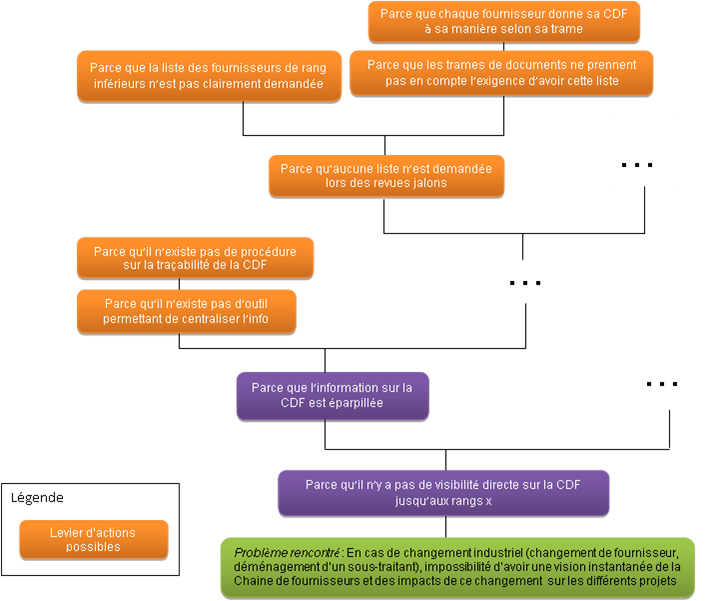
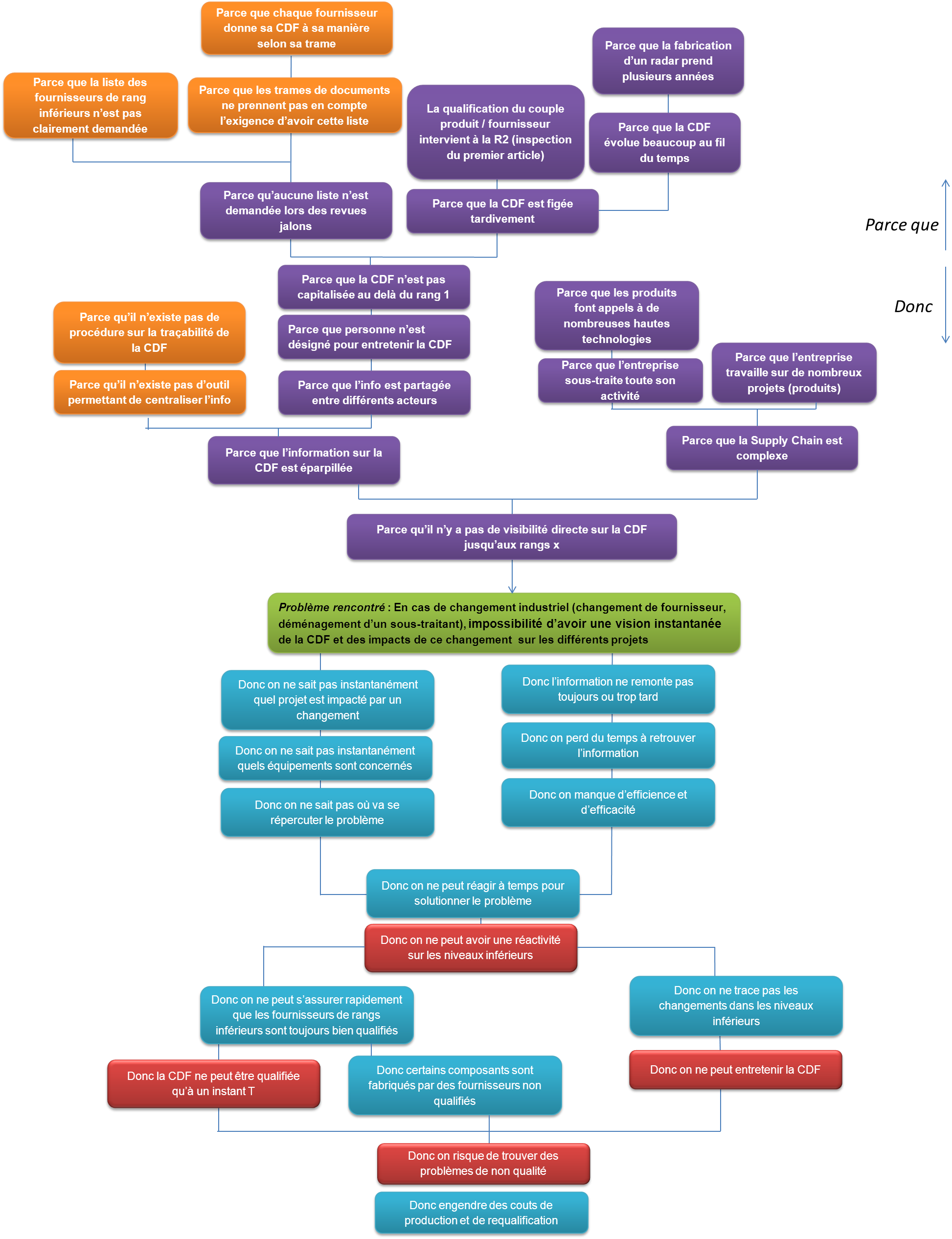
Pourquoi n’a-t-on pas cette information sur
les fournisseurs ?
Une analyse causale a permis de déceler les causes racines du
problème (Annexe 2). Cette analyse a pu
être complétée par la suite grâce aux entretiens et informations
données par les acteurs, qui ont explicité les raisons pratiques
de cette « non-capitalisation »
Les causes racines sur lesquelles une action est possible dans le
cadre de cette mission sont les suivantes :
FIGURE 7: ANALYSE CAUSALE PARTIELLE DU
PROBLEME [12][15]
La réalisation d’entretiens avec des acteurs
aux fonctions différentes a deux objectifs principaux, en
combinant Etat des Lieux et Ecoute du Besoin :
Evaluer et diagnostiquer la gestion
actuelle de la CDF, les causes de dysfonctionnement, les
problèmes rencontrés, les manques…
Percevoir le besoin et recueillir
les suggestions des acteurs
Pour ce faire, les mêmes questions ont été posées à une dizaine de
personnes, de services différents mais en contact direct avec les
fournisseurs et avec la problématique.
ACTEURS RENCONTRES
Approvisionneurs
(x3) : en contact permanent avec les fournisseurs
Responsable de Lots industriels
Responsable Supply Chain (x2)
Responsable
Produit Série : mène les revues R1 et R2Série
Responsable
Achats
Responsable
Industrialisation / Méthodes indus (x4) : mène les
revues R1 et R2 de l’Indus
Bureau
d’Etude : partie développement et conception
THEMES DES QUESTIONS
Utilité
de la démarche de capitalisation
Gestion
actuelle de la CDF
Obstacle
rencontrés ou manques pour la capitalisation
Quand
capitaliser, à quels jalons
A
quelle profondeur
Suggestions
pour l’amélioration et la création d’un outil
Points
d’attention à prendre en compte.
TABLEAU 3 :
PERIMETRE DES ENQUETES DE TERRAIN [12]
Les résultats de ces entretiens se trouvent dans la partie suivante,
3. Ecoute du Besoin.
Au fur et à mesure des entretiens, des
solutions ont commencé à émerger, et des améliorations à mettre en
place ont été envisagées. Les améliorations ont été mises en
relations avec les points à améliorer, relevés lors des
entretiens.
3.1.1 Gestion de la Capitalisation à T0
Constats
(Analyser)
Améliorations
à mettre en place (Ajuster)
Délégation de
la gestion de la CDF au fournisseur de rang 1
Aucune
Suivi informel
de la CDF : contact direct avec le rang 1, liste propre au
fournisseur dans certains cas…
Créer un processus formalisé de
capitalisation
Créer une trame générique pour
avoir une cohérence dans l’information captée
CDF vérifiée à la R1 et
validée à la R2 mais PAS de capitalisation : simple
consultation de l’information
Imposer une capitalisation de
l’information obtenue lors des revues
Créer un outil de capitalisation
Obtenir la CDF plus en amont que
la R2
Certains
demandent la liste (rang 2) à la R1 et l’écrivent,
d’autres non (variabilité des pratiques)
Créer un processus formalisé de
capitalisation
Homogénéiser les pratiques
CDF jusqu’à
rang 2-3 dispo dans le SFC
Créer un document dont la
vocation est de capitaliser la CDF
Pas d’exigence
claire au fournisseur
Ajouter des exigences claires au
CDC
Les
modifications dans la CDF et changements industriels sont
notifiés par une Fiche d’Alerte transmise à la Qualité
3.1.3 Jusqu’à quelle profondeur capitaliser la
CDF ?
Le concept de « profondeur » de la CDF indique
jusqu’à quel rang il faut descendre. Suite à cette enquête, la
capitalisation de la CDF devra se limiter aux :
Articles manufacturés (les
articles achetés chez des distributeurs représentent trop de
travail et sont en général trop profond dans la CDF)
Articles et
équipement dont la production requiert l’usage de procédés
spéciaux, à surveillance, ou à surveillance renforcée (Cf Glossaire). Il ne faut donc pas
raisonner en terme de rang, mais en terme de procédés
spéciaux : il faut descendre aussi bas qu’il y a des
procédés spéciaux.
Ex : En admettant que la capitalisation se restreigne
arbitrairement au rang 4, dans le cas où le fournisseur de rang 5
est celui qui utilise des procédés spéciaux, l’information n’est
pas captée.
Mais pourquoi s’intéresser à ces
procédés ?
Pour la simple raison que ce sont ceux qui induisent le plus de
risques et de problèmes techniques sur les équipements, ces
sous-ensembles sont dit critiques dans l’assemblage final. La
problématique sur ce type de procédés est que les fournisseurs
disposent d’un panel de fournisseurs qualifiés pour la réalisation
de tel ou tel procédé spécial, selon des spécifications précises,
et doit donc en choisir un parmi la liste. Le problème est que
l’entreprise X ne sait pas LEQUEL a été choisi pour réaliser le
procédé dans la liste, l’objectif est donc de savoir précisément
quel fournisseur travaille sur quel procédé spécial. Qui plus est,
la liste de fournisseurs qualifiés évolue et un fournisseur
qualifié à un moment ne le sera pas forcément un an après, il faut
donc savoir précisément quel est le fournisseur utilisé. A ces
procédés spéciaux s’ajoute le suivi des pièces mécaniques, qui
sont également des pièces considérées comme critiques.
Le questionnaire KANO est un outil permettant
d’évaluer les attentes des acteurs grâce au niveau de satisfaction
associé [16].
La réalisation de ce questionnaire a pour but de déterminer
quelles sont les fonctions obligatoires ou attractives (Cf : Glossaire) d’un outil de capitalisation,
et donc à quel niveau il faut concentrer les efforts dans la
conception d’une solution.
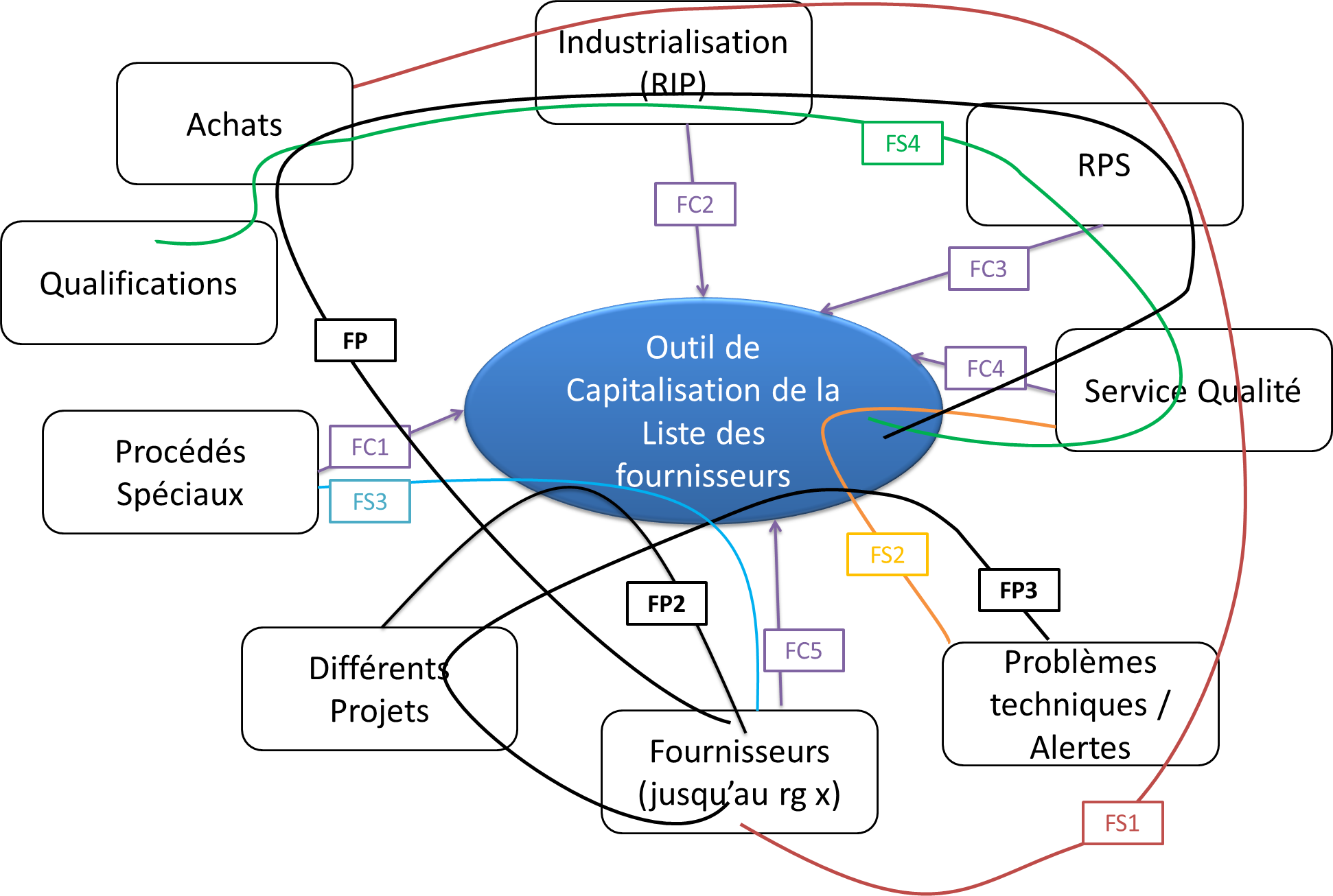
3.2.1 Analyse Fonctionnelle
Pour créer un questionnaire KANO, il faut tout d’abord réaliser une
analyse fonctionnelle permettant de déterminer les fonctions de
service et de contraintes entre l’outil de capitalisation et les
éléments de son environnement.
L’analyse fonctionnelle complète est consultable en Annexe 4.
L’analyse fonctionnelle a mis en évidence que la fonction principale
n°1 d’un outil de capitalisation de la liste des fournisseurs est la
suivante :
FP1 : l’outil permet aux différents acteurs
de connaître les fournisseurs (jusqu’au rg x)
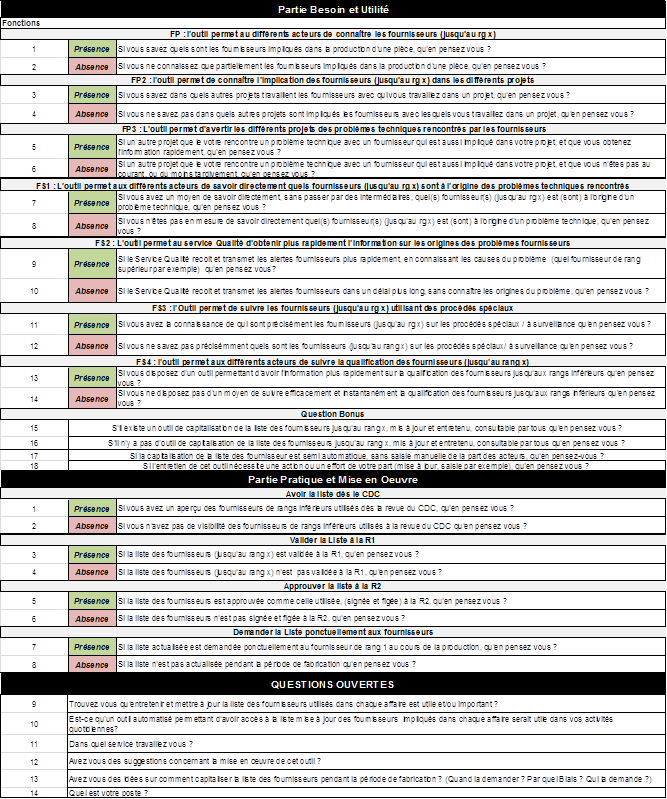
3.2.2 Questionnaire
La conception du questionnaire est simple, il s’agit de poser deux
questions relatives à chaque fonction trouvée :
Une question marquant la présence de la fonction
Une question marquant l’absence de la fonction
En reprenant l’exemple de la fonction principale, les questions sont
les suivantes :
Présence
Si vous savez quels sont les
fournisseurs impliqués dans la production d'une pièce,
qu'en pensez-vous ?
Absence
Si vous ne connaissez que
partiellement les fournisseurs impliqués dans la
production d'une pièce, qu'en pensez-vous ?
Les réponses données doivent être choisies dans la grille suivante :
Ca me plait
C’est normal
Ça m’est égal
Je m’en contente
Ça me déplait
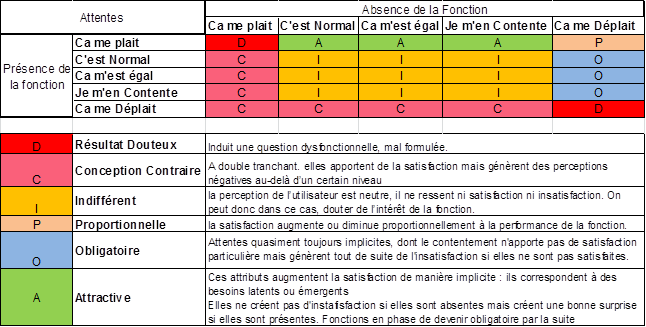
L’interprétation se fait ensuite selon la grille suivante :
FIGURE 8 : INTERPRETATION DU QUESTIONNAIRE
KANO [12][17][18]
Des acteurs ayant une vision transverse sont
très intéressés par un outil de capitalisation et le perçoivent
comme nécessaire :
- Le département Industrialisation qui travaille
sur tous les projets
- Le bureau d’étude qui s’occupe de la
conception des pièces
- Le service achats
- La ligne soutien client (réparation et
rechanges) qui récupère des pièces à réparer des années après et
qui ont besoin de savoir quels fournisseurs ont été impliqués,
- Le service qualité et particulièrement l’AQF.
Le résultat est plus nuancé chez les acteurs opérationnels
travaillant sur un projet particulier : pour certains l’outil est
utile et essentiel pour croiser les informations entre projets,
pour d’autres l’outil n’est pas considéré comme utile dans leurs
activités, et leur mode de fonctionnement en réactif leur convient
ainsi. Ces points de vue émanent des acteurs en contact direct
avec les fournisseurs, il est donc normal que l’outil leurs
paraisse moins utile puisqu’ils sont en première ligne pour
obtenir l’information sur la chaine de fournisseurs, et n’ont donc
pas besoin de cet outil pour avoir de l’information.
L’outil intéresse donc plus les acteurs transverses, et éloignés
de la source d’information.
Le questionnaire Kano et les résultats sont disponibles en Annexe 5 et 6.
IV.
Capter l’information souhaitée : Ajuster
1.
Quelle information à capitaliser ?
Créer une trame
générique pour avoir une cohérence dans l’information captée
Il s’agit ici de créer une grille générique
contenant les champs à remplir par le fournisseur pour obtenir
l’information souhaitée. Un travail d’équipe a été fourni pour
élaborer une trame de liste de fournisseurs qui serait remplie par
tous les fournisseurs de rang 1.
La trame est la suivante :
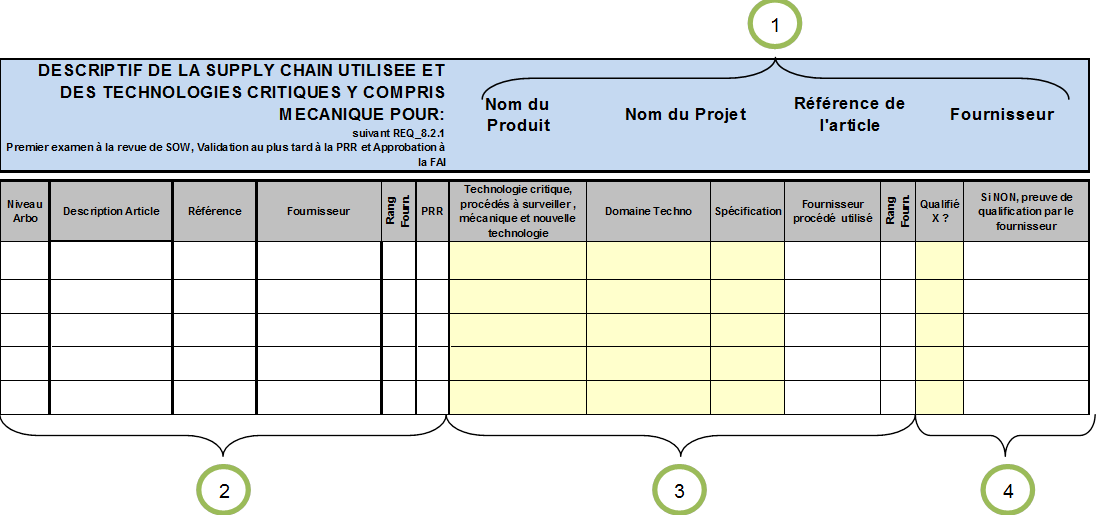
FIGURE 9 : TABLEAU SUPPLY CHAIN [2]
Le tableau permet de capter plusieurs
informations capitales : Les informations
relatives au rang 1 : le produit global sous-traité au rang 1, sa
référence, le nom du projet et du rang 1. L’identification
des articles sous-traités par le rang 1 à ses rangs inférieurs,
les fournisseurs, leurs rangs, et si une revue 1 est prévue par le
rang 1 sur ce produit sous-traité. (En effet le rang 1 est tenu de
décliner les exigences de l’entreprise X à ses rangs inférieurs).
L’identification
des technologies critiques sur ces articles, en précisant la
spécification suivie, le fournisseur utilisé (le fournisseur
réalisant le procédé spécial peut être différent de celui qui
usine l’article) et son rang. Des Informations
sur la qualification des rangs inférieurs : s’ils sont qualifiés
suivant le référentiel de l’entreprise X ou suivant le référentiel
du rang 1.
Demander
l’information en amont et privilégier l’anticipation
Afin d’obtenir l’information la plus
pertinente possible et le plus en amont possible il a fallu
intégrer au processus des jalons de capitalisation de la liste des
fournisseurs.
Le processus des achats jusqu’à la livraison de l’équipement est
complexe, car comme expliqué précédemment il ne suit pas un schéma
générique, mais les phases sont adaptées et parallélisées au cas
par cas. Cependant, les revues jalons sont toujours les mêmes
(revue de CDC, R1 et FAI) et sont donc exploitables.
Le premier point à corriger est à quel moment l’entreprise
obtient l’info sur la CDF. A l’instant t, la CDF est
verrouillée à la R2: c’est bien trop tard, un article a déjà été
produit et il est compliqué de changer de fournisseur et de lancer
une procédure de qualification si l’entreprise se rend compte à ce
stade que des fournisseurs ne sont pas qualifiés.
L’idée serait de valider la liste des fournisseurs au moment de la
R1 Proto au plus tard.
Pourquoi la R1 proto ?
Les fournisseurs ne changent presque jamais entre la production
des prototypes et la production en série : les changements sont
donc mineurs, et il suffira simplement de faire une mise à jour de
la CDF à la R1 Série pour vérifier s’il y a eu des changements ou
non.
Afin d’aller plus loin que la simple obtention d’une liste validée
à la R1, le service qualité souhaiterait obtenir un aperçu de la
CDF envisagée, sous forme de liste préliminaire dès la validation
du CDC avec le fournisseur.
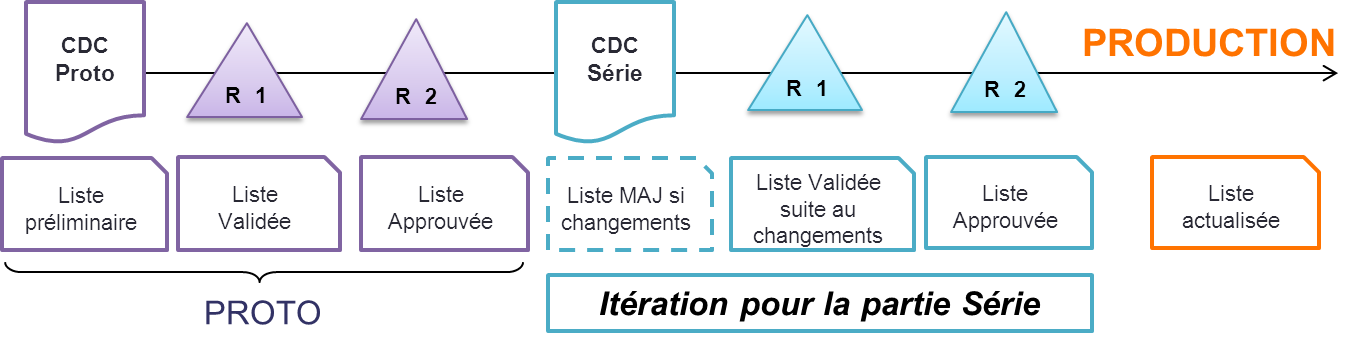
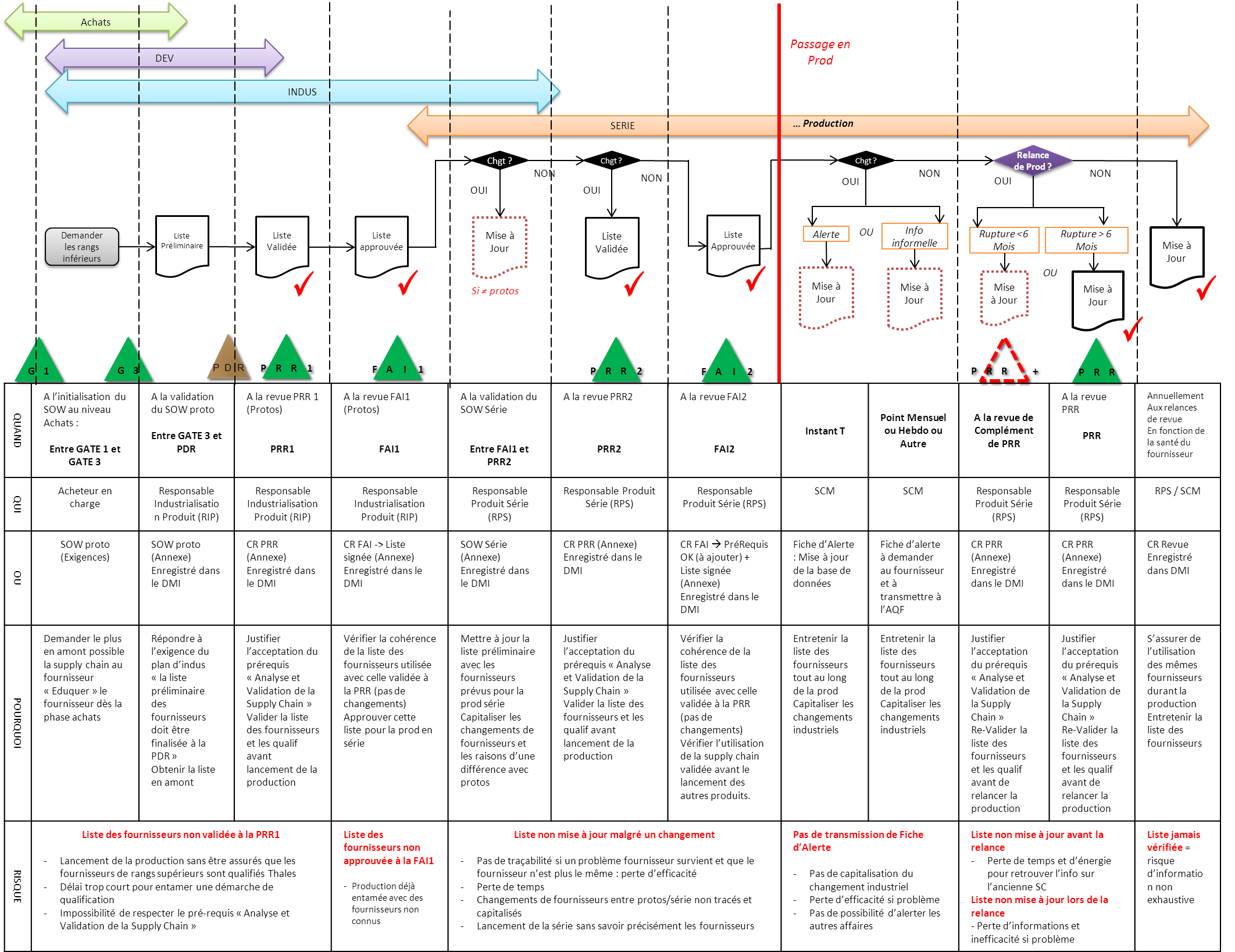
Voici le processus simplifié envisagé pour la capitalisation de la
liste :
FIGURE 10 : PROCESSUS DE CAPITALISATION
SIMPLIFIE [12]
Un aperçu du processus détaillé et proposé aux acteurs de
l’entreprise est disponible en Annexe 6.
3.
Utiliser des canaux existants pour capter l’information
Dans la continuité de l’amélioration continue
se basant sur l’existant, le processus de capitalisation se base
bien sur des canaux de communication existants avec le fournisseur
(comme vu dans la figure 10) : le CDC puis les revues jalon.
Le principe de récupération de l’information est simple :
1- la trame générique vierge à faire remplir par
le fournisseur est fournie avec le CDC. Celle-ci revient à
l’entreprise complétée avec les données demandée à la validation
du CDC.
2- Cette même trame générique remplie est jointe
actualisée et validée par le fournisseur au compte rendu de R1
proto
3- Elle est approuvée (signée, attestant qu’il
n’y a pas eu de changements avec la liste validée) à la R2 proto
Les opérations sont réitérées en cas de variation dans la liste
des fournisseurs pour la phase Série.
3.1 Modifier la trame du CDC
Demander
l’information en amont et privilégier l’anticipation
Eduquer les
fournisseurs à la transmission des informations
Homogénéiser les
pratiques
Ajouter des
exigences claires au CDC
3.1.1 Combler les manques identifiés lors de
l’état des lieux
La trame du CDC était en reconstruction au
moment de cette mission, c’est à dire qu’un groupe de travail
finalisait la mise en place d’une nouvelle trame plus simple sous
forme de tableau, mais surtout une trame unique pour les
différents CDC. Ce tableau est dynamique et est modulable selon le
contexte (petits travaux, sous-traitance proto et série,
sous-traitance uniquement série etc), ainsi que la phase associé
(industrialisation, série, développement).
Les manques identifiés précédemment dans le CDC concernaient les
anciennes versions.
La tâche fut donc plus aisée pour regarder si la nouvelle trame
résolvait bien les problèmes identifiés sur les anciennes, et si
non, pour proposer des évolutions.
Un Onglet « supply chain » a été ajouté à la trame, contenant le
tableau présenté précédemment (Figure 9). Le but est donc
d’obtenir à ce stade, une liste préliminaire des fournisseurs
utilisés pour les procédés à surveillance. La liste est «
préliminaire » car à ce stade, le fournisseur n’a pas encore
totalement figé sa CDF et peut encore changer de fournisseur.
Les exigences ont été ajustées et d’autres ont
été ajoutées, afin de clarifier la demande faite au fournisseur de
rang 1.
Voici les principaux ajouts :
EXIGENCES :
Identification des fournisseurs de
rang inférieur sur une trame conforme à l'onglet 9-SUPPLY
CHAIN […] En cas de changement de fournisseur de rang
inférieur, TSA pourra demander l'actualisation de la nouvelle
Supply Chain utilisée via la trame (modèle 9- Supply Chain)
L’exigence demandant la liste des
fournisseurs lors de « point mensuel » a été précisée : il est
désormais demandé un « signalement des changements de
fournisseurs » lors des points mensuels, et non plus la liste.
LIVRABLES DEMANDES
« Liste
prévisionnelle des fournisseurs et sous-traitants pour les
articles achetés et manufacturés (Voir onglet 9-Supply-Chain)
»
« Liste validée
des fournisseurs et sous-traitants pour les articles achetés
et manufacturés (Voir onglet 9-Supply-Chain) »
3.2 Modifier la trame de la R1
Homogénéiser les
pratiques
Imposer une
capitalisation de l’information obtenue lors des revues
Obtenir la CDF plus
en amont que la R2
Pour assurer la capitalisation et la mise à
jour de l’information au fil de l’avancement de l’affaire, la
trame générique a également été ajoutée à la R1.
D’autre part, des pré-requis ont été précisés dans la check list
accompagnant le compte rendu de R1 :
AVANT
Check List
Critère d’acceptation
Réponse
Analyse
et validation de la supply chain (schéma industriel,
affectation des responsabilités,…)
Ces
éléments sont définis, documentés et validés
Oui/
Non
Parfois
Liste succinte
APRES
Check List
Critère d’acceptation
Réponse
Analyse
et validation de la supply chain (schéma industriel,
affectation des responsabilités,…)
Ces éléments sont renseignés et
validés dans l'onglet Supply Chain
Oui/
Non
+
Liste en Annexe
TABLEAU 7 : MODIFICATION DE LA TRAME
REVUE 1 [12]
La modification du pré-requis implique comme critère d’acceptation
que la liste des fournisseurs soit complétée et validée lors de la
Revue R1, et disponible en annexe.
En effet, le tableau vierge a également été ajouté à la trame de la
R1, uniformisant et systématisant son utilisation.
La capitalisation de la liste des fournisseurs
ne doit pas s’arrêter aux revues R1 et R2marquant le lancement de
la production en série. En effet, après ces revues s’ensuit une
longue période de fabrication (à cadence modérée, environ 1
équipement par mois).
Il existe plusieurs cas de figure lors de cette phase :
La production est
interrompue à certains moments pour être relancée plus tard
(en fonction des temps d’approvisionnement et de la demande).
Cette activité est appelée relance de production, et peut succéder
à une période de rupture de la production plus ou moins longue.
Si la rupture de production est longue, une revue R1 et/ou une
R2sont relancées. Si la rupture de production est plus faible, un
complément de revue est réalisé (une sorte de revue allégée,
reprenant seulement les points capitaux à revalider).
Ces compléments et revues sont également des occasions de mettre à
jour la liste des fournisseurs avant une relance de production.
La
production se fait en continu, sans interruption d’activité.
Dans cette question se trouve une problématique à résoudre : Comment entretenir la liste des fournisseurs, et donc capter
les changements éventuels pendant la fabrication si aucune revue
ou complément de revue n’est prévue ?
Il faut savoir qu’un fournisseur est tenu
d’avertir l’entreprise en cas de changement industriel
(déménagement, changement de fournisseur de rang n etc), et doit
donc transmettre une fiche d’alerte à l’Assurance Qualité
Fournisseur qui transmet ensuite l’alerte aux acteurs concernés
dans les lignes de production. (NB : Ceci est une exigence du
CDC).
Or, dans la réalité, les fournisseurs ne transmettent pas
systématiquement de fiche d’alerte en cas de changement, et ne
préviennent pas toujours des changements de fournisseurs. Comment capter cette information manquante ?
Suivre
des indicateurs et capteurs sur la santé du fournisseur et
utiliser une grille de décision pour déclencher une revue
si x critères cochés (et obligatoirement si évolution du
produit)
Avantages
Inconvénients
•Uniformise les pratiques
•Donne des critères objectifs de
décision
•Peut-être ajouté au processus
•Permet d’arbitrer et de moduler
l’action (revue où demande à distance) en fonction de
différents critères
•Implique un suivi plus rigoureux
: qui pour le faire et à quelle occasion ?
•Inconvénients de la revue :
couteux en temps et en argent, redondance avec audits,
bloque une journée…
•On ne peut pas déclencher une
revue seulement pour récupérer une liste de fournisseur
actualisée
- Attendre que le fournisseur avertisse
l’entreprise
Demander
durant les points téléphoniques et réunions de résolution
de problème avec le fournisseur s’il y a eu des
changements et demander l’actualisation le cas échéant
Avantages
Inconvénients
•Simple à appliquer, peu de charge
de travail supplémentaire
•Aucune impression d’ingérence
•Suivi périodique
•Confiance au fournisseur
•Possibilité de passer à côté
d’informations
•Risque que le fournisseur dise
toujours non pour s’éviter du travail d’actualisation
•Risque d’oubli de la part des
opérationnels de demander la mise à jour.
•Pas de pratiques homogénéisées :
capitalisation selon les réponses des fournisseurs, pas
systématisé.
La solution choisie est hybride de la solution 1 et 2.
Demander annuellement par défaut + suivi
des capteurs de performance en parallèle et réaction si
dérive
Avantages
Inconvénients
•Permet d’arbitrer et de moduler
l’action (revue où demande à distance) en fonction de
différents critères
•Permet de capter les dérives
fournisseurs
•Offre une sécurité : la
demande annuelle systématique
•Implique un suivi plus rigoureux
: qui pour le faire et à quelle occasion ?
•Risque d’oubli de la part des
opérationnels de demander la mise à jour.
•Manque de confiance au
fournisseur
TABLEAU 11 : SOLUTION CHOISIE [12]
Cette solution est la plus efficace afin
d’entretenir une CDF. Certains acteurs s’opposent à la
sollicitation des fournisseurs pour la simple et bonne raison que
contractuellement un fournisseur est tenu d’avertir l’entreprise
en cas de changement de son schéma industriel. La R2 qualifie le
couple produit-fournisseur, il est donc obligatoire pour le
fournisseur d’informer l’entreprise d’une remise en question de ce
couple.
Or, les fournisseurs manquent parfois à leurs obligations et
attendre que le fournisseur se manifeste pour avertir d’un
changement revient à prendre le risque d’accepter d’utiliser un
outil de capitalisation non exhaustif car les données sur la
chaine de fournisseurs pourront s’avérer incertaines.
De plus, la demande annuelle par défaut concoure à l’éducation du
fournisseur : celui-ci s’habituera à transmettre ces informations.
4.3 Grille de Décision de déclenchement d’une
revue
Au-delà de cette demande annuelle, des
ajustements sont possibles grâce au suivi de capteurs et signaux
de la santé du fournisseur :
Changement de configuration du
produit (évolution)
Evolutions des procédés :
changement de fournisseur ? De Moyen ? De Ressources ?
Criticité du produit
Retards répétés
Non qualité à l’entrée,
variabilité
Alertes fournisseurs
Défauts plus fréquents
Résultats d’audits
Ces capteurs sont autant de signaux à prendre en compte pour
décider de redemander une actualisation de la CDF.
En effet le déclenchement de ces signaux peut avoir pour origine
un changement dans la chaine de fournisseur, et il convient alors
de le vérifier sans attendre la demande annuelle.
En fonction de l’importance des signaux une revue peut être
déclenchée, et c’est en général déjà le cas lorsque le produit
livré par le fournisseur subit une évolution de configuration.
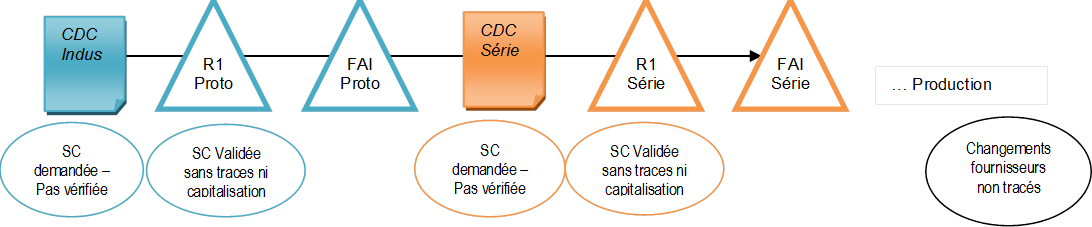
=> Il n’existe pas de
processus formalisé pour la capitalisation, les activités sont
réalisées périodiquement au cas par cas, selon les acteurs. Mais
dans tous les cas, aucune information n’est capitalisée.
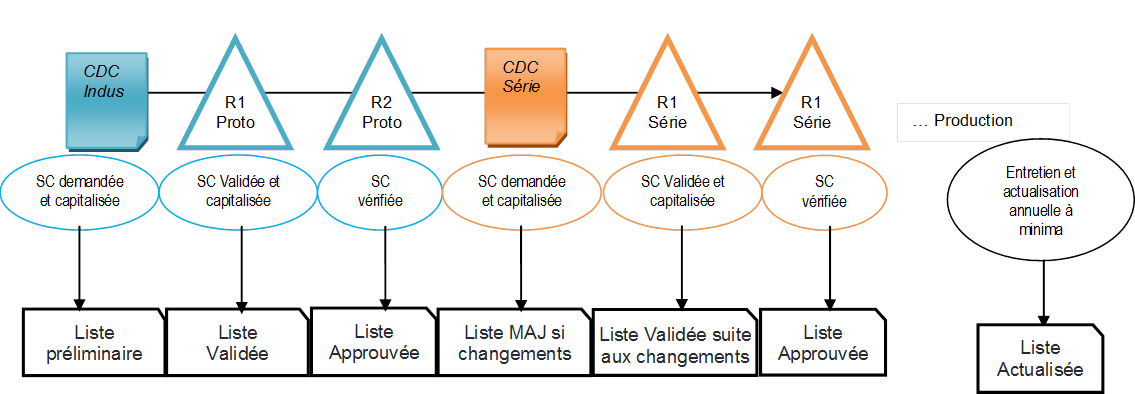
=> Création d’un processus formalisé de
capitalisation avec des preuves exigées à chaque jalon. Les
activités sont cadrées et réalisées de la même façon par les
acteurs, et l’information est capitalisée systématiquement.
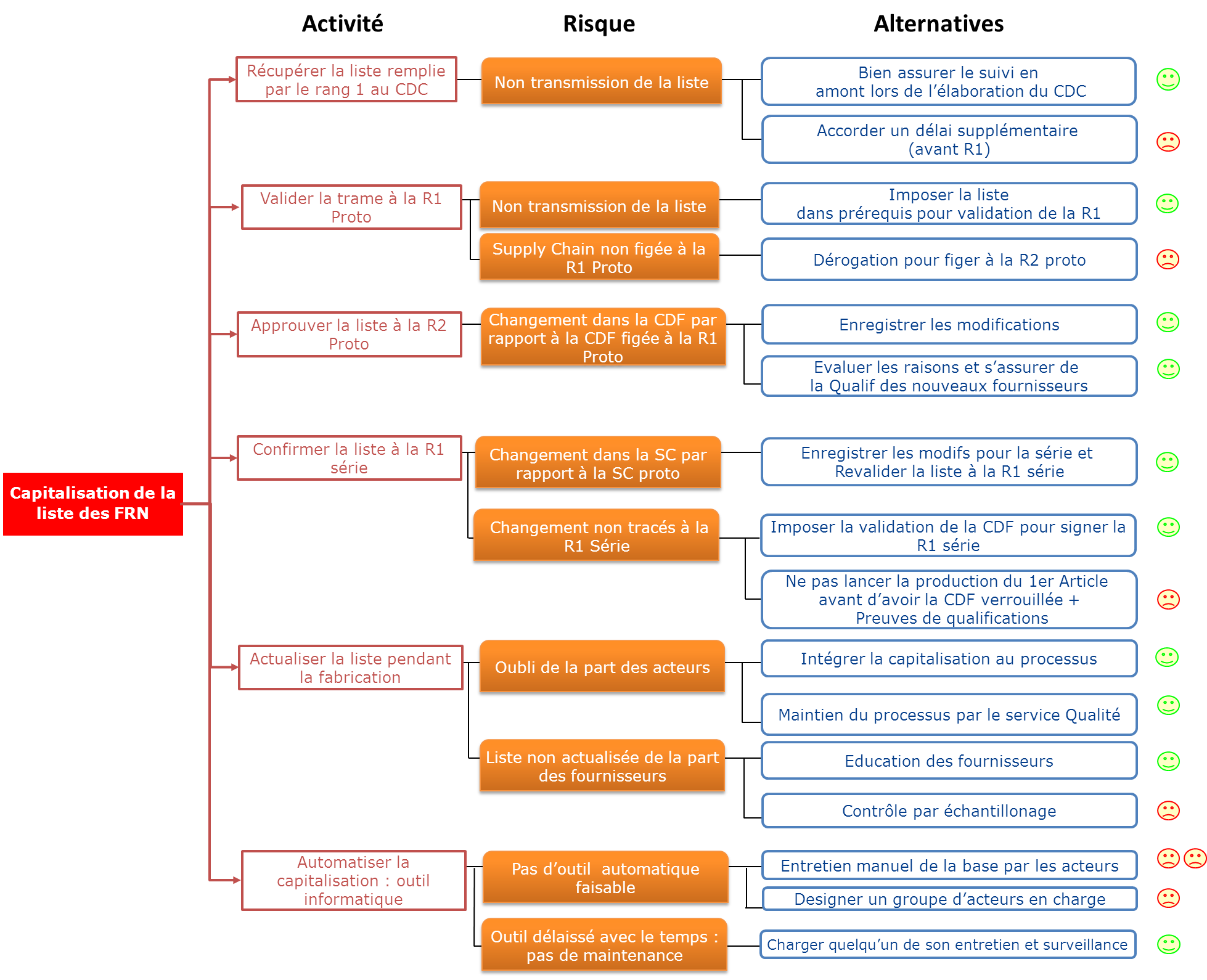
3. Analyse de Risques sur le processus de
capitalisation
L’analyse de risques suivante permet de
déterminer les risques principaux inhérents au processus de
capitalisation :
Le risque où il n’existe aucune alternative
souhaitable et envisageable est celui concernant l’automatisation
de l’outil informatique. Les alternatives possibles sont en effet
susceptibles de conduire à une non-adhésion des acteurs et à terme
au délaissement de la capitalisation, car trop contraignante sans
un outil automatique.
Les autres risques concernent essentiellement la non transmission
de la liste par le fournisseur, qui doit être évitée grâce à une
éducation à long terme et un suivi du respect des exigences : la
liste doit faire office de preuve et de prérequis nécessaire pour
passer au jalon supérieur.
II. Bilan au niveau référentiel et
documentaire
Situation à T0
Situation à
T+6mois
Cahier
des Charges
Exigences imprécises (quoi quand et
où ?)
Exigences non vérifiées par la
suite : pas de preuve capitalisée
Exigences claires : liste demandée
sous telle forme à telle jalon
Exigences vérifiées : preuve
demandée et capitalisée
Compte Rendu R1
Validation de la Supply Chain sans
preuve demandée et capitalisée
Preuve nécessaire à la validation du
pré-requis « validation de la supply chain » à
Tableau exigé complet
Processus
Pas d’étapes de capitalisation
intégrées au processus
Jalons de capitalisations intégrés au
processus
Document de traçabilité de la CDF
Inexistant
Tableau « Supply Chain »
Référentiel Qualité
Capitalisation de la CdF non abordée
Instruction sur les activités à
réaliser pour capitaliser la CdF
TABLEAU 12 : RESULTATS OBTENUS AU
NIVEAU DOCUMENTAIRE [12]
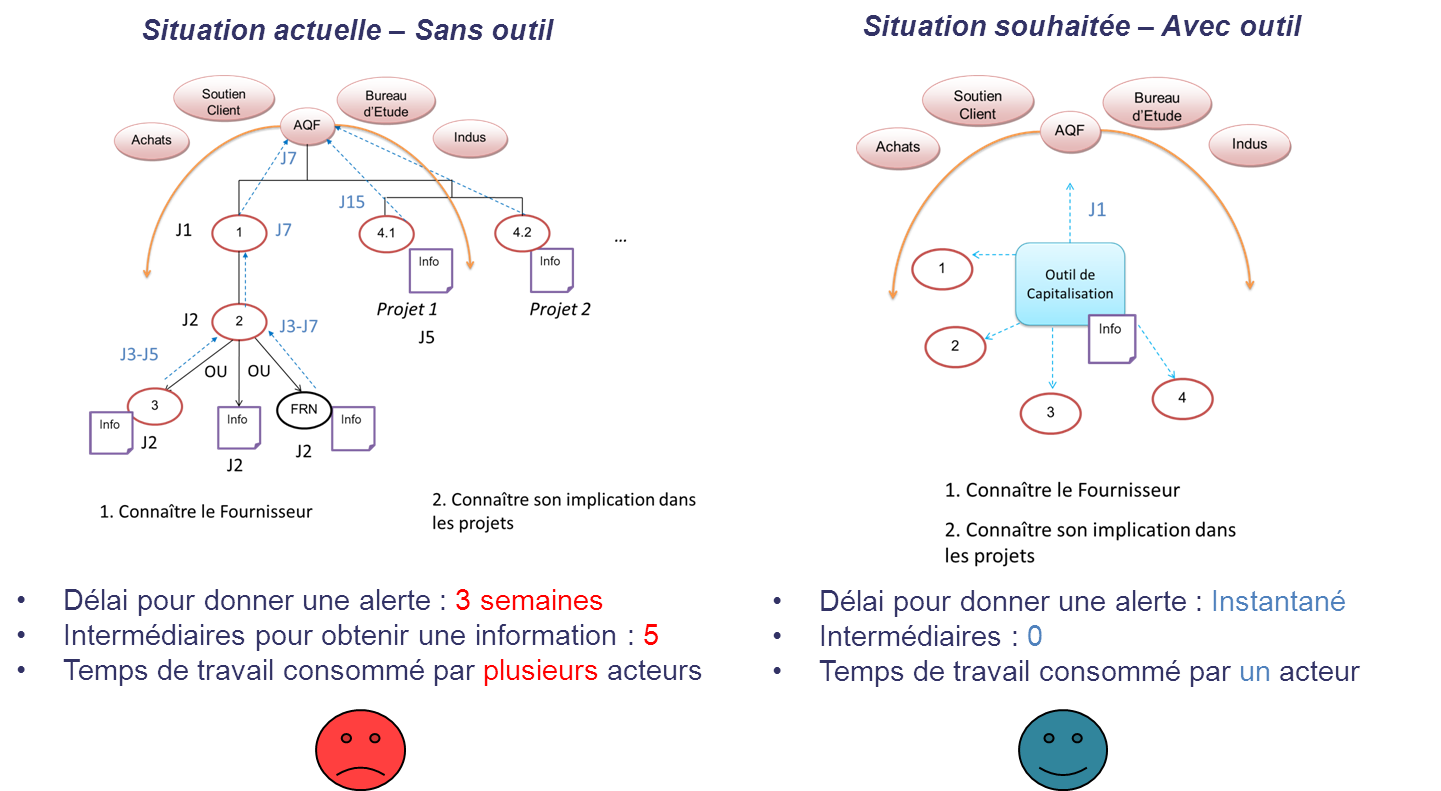
L’outil de capitalisation permettra de donner
une alerte instantanément et permettra à l’AQF de ne plus devoir
attendre des semaines pour avoir les retours des acteurs sur les
lignes de production pour obtenir de l’information :
Dans le cas n°1, il est tout à
fait possible que la demande émane d’un autre service que
l’AQF, comme le bureau d’étude, le département
industrialisation qui s’occupe de consolider la chaine de
fournisseur en amont, ou le soutien client qui a besoin de
savoir qui a produit quoi quand il reçoit des pièces à
réparer. Cette demande met en moyenne 3 semaines à être
satisfaite, et si le demandeur est l’AQF, l’alerte
fournisseur est lancée autant de temps après.
Dans le cas n°2, l’outil permet à
n’importe quel acteur de consulter la base de données
contenant l’information sur la CDF. Les objectifs de -90% de
temps pour donner l’alerte et de diminution de moitié des
intermédiaires sont donc atteints.
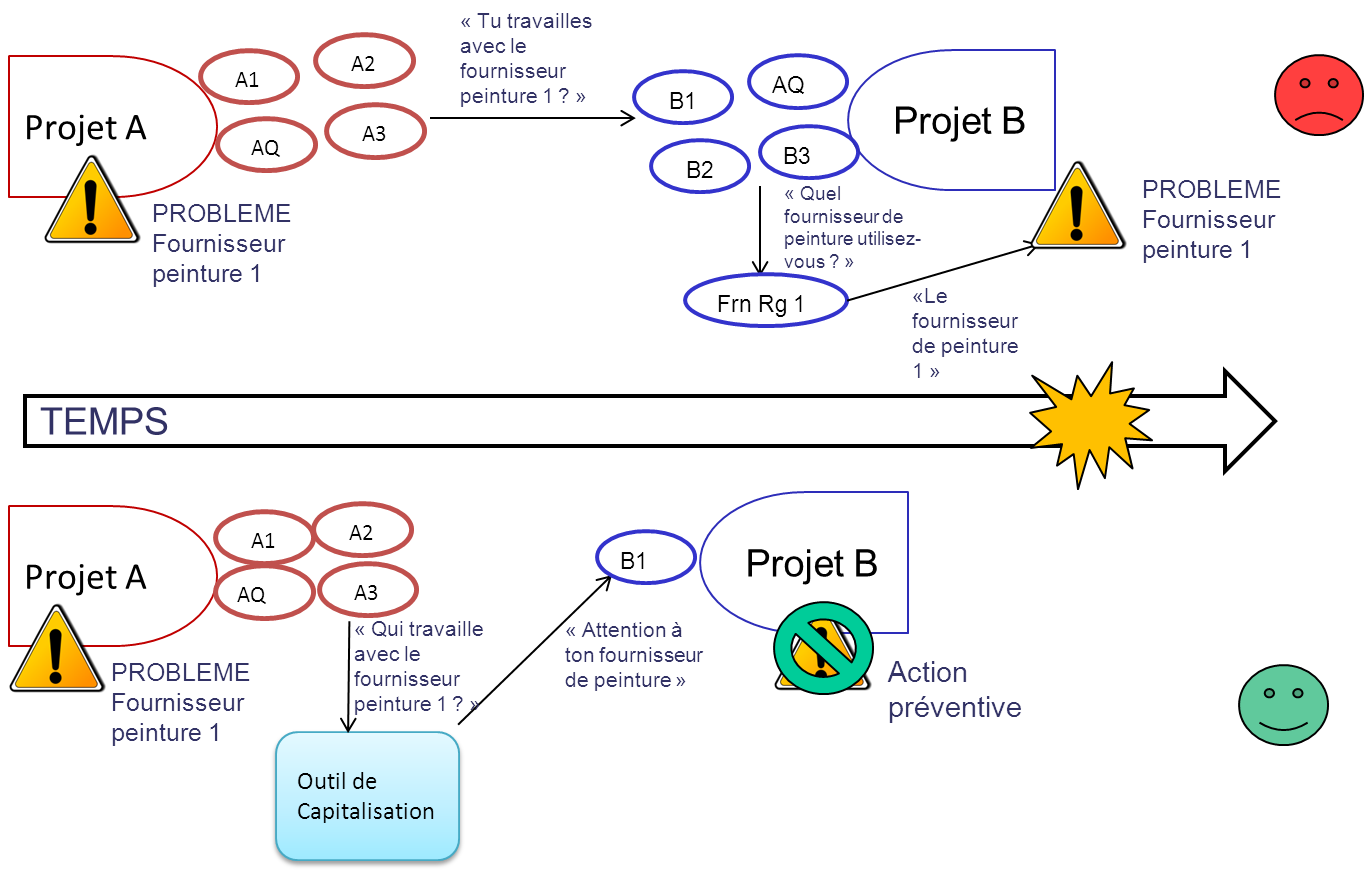
2. Partager les informations entre les projets
en cas de problème fournisseur
Cet objectif visait à réduire le temps de partage d’information
entre les projets pour pouvoir anticiper un risque fournisseur
avant qu’il ne s’étende à tous les projets, comme illustré
ci-après :
FIGURE 15: ILLUSTRATION DE L'ANTICIPATION
POSSIBLE GRACE A UN PARTAGE D'INFORMATIONS [12]
En ayant un outil de capitalisation permettant
de savoir directement dans quels autres projets
travaille un fournisseur en difficulté, il est possible
d’anticiper un problème avant qu’il survienne, sans avoir à
interroger tous les acteurs de l’autre projet (B).
Les figures précédentes illustrent bien le
retour sur investissement en termes de temps de travail économisé.
Il se traduit par une meilleure efficience et par une meilleure
capacité à réagir.
• Gain de temps
• Transparence de l’information entre projets
• Réactivité
• Anticipation des risques fournisseurs
• Suivi simplifié de la performance fournisseurs
• Evite les couts de démontage d’un équipement
suite à un problème qui aurait pu être évité si la source était
détectée plus tôt
• Aide à la négociation globale des contrats au
niveau achats
• Maitrise des fournisseurs sur les procédés
spéciaux
• Possibilité de faire des commandes globales au
niveau achats : si les acheteurs savent quelles pièces produisent
les fournisseurs tous projets confondus ils peuvent obtenir des
tarifs plus intéressants avec une commande globale.
1. Exploiter l’information : Cahier des
charges informatique
Créer un outil de
capitalisation Automatique
Après avoir trouvé le moyen de capter
l’information en ajustant le processus et en l’intégrant au
référentiel qualité, il est nécessaire de savoir comment exploiter
cette information pour qu’elle soit utile aux acteurs.
La création d’un outil de capitalisation informatique est
primordial (considéré comme fonction attractive à l’issue du
questionnaire Kano) et il doit surtout être automatique (fonction
proportionnelle : plus l’outil sera automatisé, plus les acteurs
seront satisfaits).
En effet, mettre en place un tableau à saisir manuellement par les
acteurs ne sera pas pérenne et risque d’être très mal perçu : or,
l’adhérence des acteurs est primordiale au fonctionnement de la
capitalisation.
Pour ce faire, un cahier des charges est rédigé à l’issue de cette
mission pour permettre le développement de cet outil.
1.1
Objectifs de l’Outil
Offrir une double
visibilité :
Par fournisseur : voir tous les
articles produits par un fournisseur dans chaque projet
FIGURE 17 : OBJECTIF 1 DE L'OUTIL [12]
Par projet : voir tous les
fournisseurs de rang inférieur travaillant sur des procédés
spéciaux/à surveillance/mécanique dans un projet
FIGURE 18 : OBJECTIF 2 DE L'OUTIL [12]
Permettre à terme un
suivi des capteurs de performance fournisseurs (cf : IV.4.3) et
mettre en place un « historique du fournisseur » recensant les
problèmes rencontrés, les causes, les alertes, l’état des
qualifications etc.
FIGURE 19 : FONCTIONNEMENT ENVISAGE
DE L'OUTIL [12]
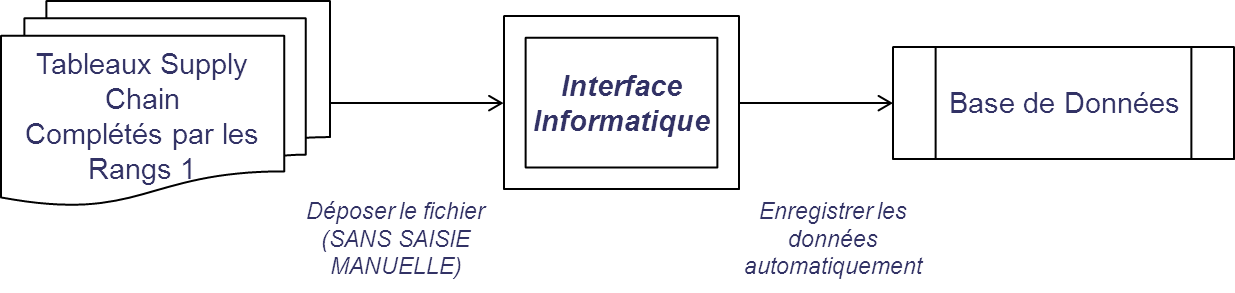
Il s’agit alors de faire développer à l’issue
de cette mission une interface informatique permettant de faire le
lien entre les tableaux complétés et la base de données
consultable permettant de donner l’information à tous les acteurs.
Les données d’entrée sont
des tableaux, sous format Excel (par défaut) ou PDF rempli par
le fournisseur de rang 1.
La donnée de sortie est de
retrouver ces données extraites du format excel
automatiquement, placées dans les bons champs dans une base de
données informatique (Impliquant d’avoir des champs
correspondants). Cette base de données doit permettre des
filtres en fonction des items du tableau : par projet, par
fournisseur, par spécification etc.
Module Extraction
: permettre d’extraire les données automatiquement dans
les tableaux en données d’entrée
Module Capitalisation
: permettre d’enregistrer ces données automatiquement au
bon endroit et conserver un historique au fur et à mesure de
leur actualisation (il faut garder une trace des informations
passées)
Module
Croisement de données : Lier les informations selon les
différents projets, les différents fournisseurs afin d’avoir
une visibilité globale dans la base de données.
Module actualisation
: permettre d’actualiser automatiquement les variables
modifiées lors de réception des listes mises à jour (l’outil
détecte un nom différent et l’enregistre comme mise à jour)
Module Stockage
: favoriser l’enregistrement des comptes rendus de revue
dans les dossiers adéquats et ainsi assurer que tous les
documents soient bien centralisés au même endroit.
Le processus doit désormais être intégré au
référentiel, le nouveau CDC est en phase d’être testé sur un
fournisseur, ses retours permettront un ajustement du document. Le
but est d’intégrer petit à petit la capitalisation dans les
pratiques. A l’issue de cette mission, une campagne d’information
et de sensibilisation du personnel à la capitalisation est
nécessaire.
D’autre part une instruction de capitalisation de la CDF a été
rédigée, elle devrait être introduite dans le référentiel comme
guide de bonnes pratiques pour la capitalisation de la CDF.
Il faut veiller à la bonne utilisation des trames, par tous sur le
terrain afin de s’assurer de bien capter l’information nécessaire
à la capitalisation.
3. Déploiement de l’outil et
suivi de son fonctionnement
L’outil doit tout d’abord être développé, soit
par un stagiaire informaticien, soit par un prestataire externe
soit par la Direction Informatique de l’entreprise X.
Une fois ce développement réalisé il s’agira d’en assurer son
fonctionnement, la formation du personnel, et d’en garantir
l’utilisation.
Cet outil a pour ambition d’être amélioré continuellement et un
cycle d’amélioration continu tel que celui suivi dans le cadre de
cette mission pourra être mis en place afin d’identifier de
nouveaux besoins pouvant être comblés par l’outil.
La conduite d’un état des lieux a permis de
démontrer qu’il y avait des manques à combler en termes de
capitalisation et des améliorations à mettre en place.
L’écoute du besoin a également révélé que ces manques n’étaient
pas sans effets pour l’entreprise car un réel besoin est ressorti
des enquêtes quant à la capitalisation de la chaine de
fournisseurs, et ce quel que soit le métier des acteurs : des
acteurs de fonctions différentes sont persuadées de l’utilité de
la capitalisation. Ce besoin n’émane donc pas seulement de la
direction qualité, d’autres services sont également demandeurs
d’un outil de capitalisation, ce qui prouve la nécessité de la
mettre en place.
D’un point de vue Qualité la maitrise des fournisseurs de rangs
inférieurs est essentielle, surtout dans le cadre de productions
sensibles livrées à un client final exigeant tel que l’armée de
l’air. La capitalisation revêt des enjeux importants, et ils ont
été confirmés durant cette mission.
Le processus déroulé et les modifications apportées aux trames de
documents permettront de capter l’information sur les fournisseurs
de rangs inférieurs et d’avoir une meilleure visibilité sur la
sous-traitance dans sa globalité, il s’agit maintenant de mettre
en place cet outil pour qu’il facilite et rende systématique la
capitalisation.
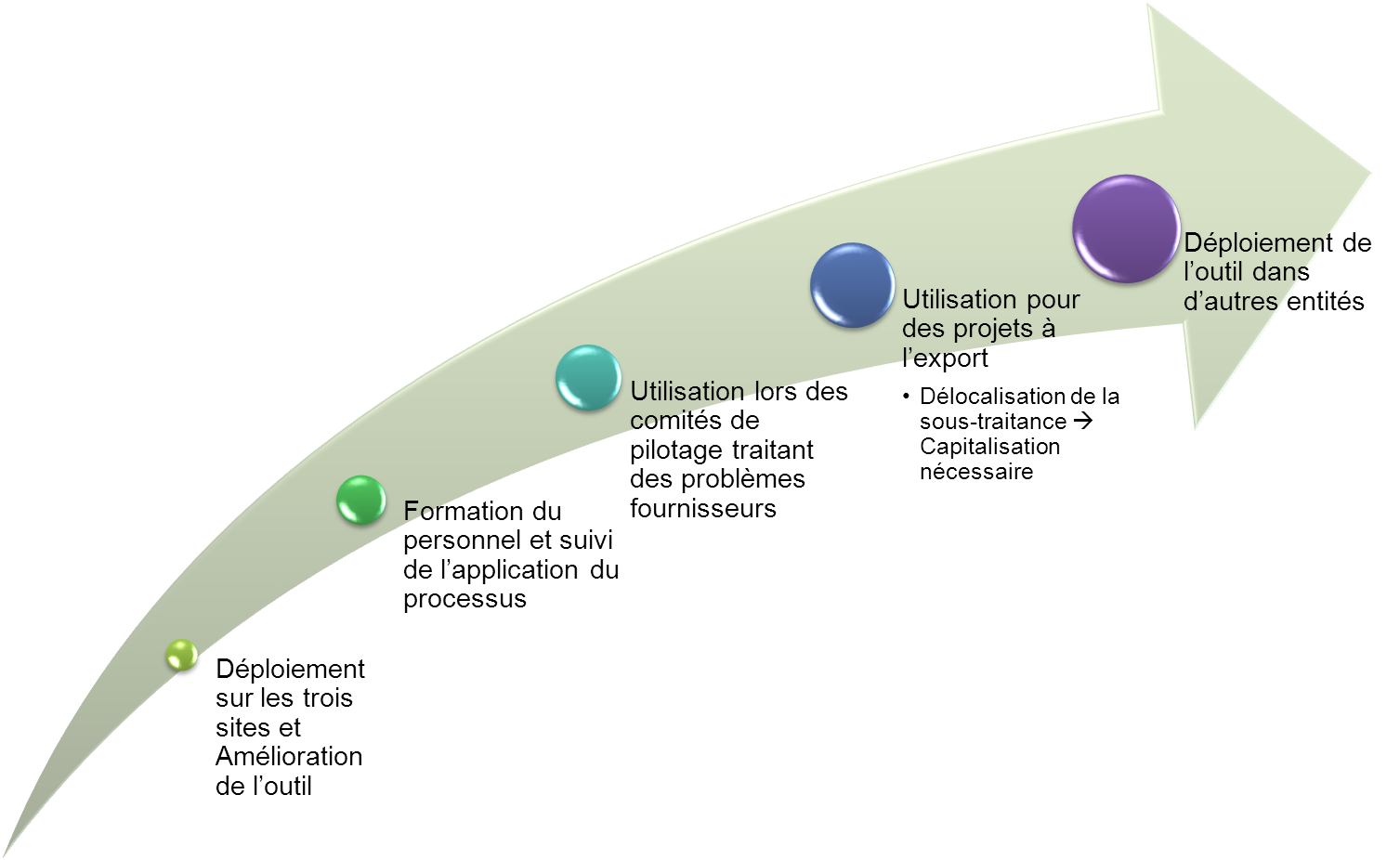
La figure suivante présente les perspectives d’avenir de l’outil de
capitalisation par ordre de priorités et du plus court au plus long
terme :
FIGURE 21 : PERSPECTIVES POUR L'ENTREPRISE
[12]
Les perspectives sont donc tout d’abord
d’assurer son utilisation et son bon fonctionnement sur les trois
sites de l’entreprise X, en formant le personnel et en améliorant
l’outil, puis de le déployer une fois qu’il sera suffisamment
mature pour l’utiliser sur d’autres entités et pour des projets de
grande envergure comme ceux à l’export, qui nécessite un suivi
rigoureux de la CDF car implique une sous-traitance délocalisée à
l’étranger. La capitalisation de la CDF est donc plus que jamais
un enjeu à l’ordre du jour pour l’entreprise X qui est en
procédure de transfert d’activités à l’étranger.
La réalisation de cette mission au sein d’une
entreprise industrielle dans le secteur aéronautique m’a permis de
découvrir un nouveau secteur et de démontrer mes capacités
d’adaptation. Cette expérience enrichissante oriente mon projet
professionnel vers ce secteur dans lequel je me suis épanoui et
pour lequel j’ai développé un intérêt accru. La Qualité
Fournisseur est un aspect de la qualité dans lequel je
souhaiterais évoluer car il revêt une grande part de relationnel
et est essentiel à la réalisation d’un produit conforme aux
attentes du client.
Grâce à ce stage j’ai développé mon esprit de
synthèse et ma polyvalence, j’ai aussi travaillé mon relationnel
grâce aux nombreuses interviews réalisées, et j’ai également pu me
rendre compte de mes lacunes en terme d’outils qualité au sens
industriel. C’est pour cette raison que mon projet professionnel
vise dans un premier temps à développer mes connaissances
industrielles afin de m’engager dans ce secteur par la suite.
Ce stage m’a aussi permis de me rendre compte
que la qualité est un bon point de départ pour cerner une
organisation, comprendre les rouages d’une activité pour ensuite
pouvoir évoluer plus facilement vers d’autres postes. Cette
première expérience professionnelle fut donc bénéfique dans la
précision de mon projet professionnel et intéressant en tout point
pour développer mes capacités métiers.
[1]
Etudiants en DESS 104, « Glossaire “Knowledge
Management” », Université de Limoges.
[2] Entreprise X,
« Document Interne ». .
[3] Norme, « NF EN
ISO 9102 Série aérospatiale - Systèmes qualité - Revue
premier article ». Afnor, www.afnor.org, 01-août-2006.
[4] emarketing.fr,
« Supply chain - Définition du glossaire marketing ».
[En ligne]. Disponible sur:
http://www.e-marketing.fr/Definitions-Glossaire-Marketing/Supply-chain-6384.htm.
[Consulté
le: 02-juin-2014].
[5] Norme, « NF EN
9100 Série aérospatiale - Système de management de la Qualité -
Exigences pour les Organismes de l’Aéronautique, l’Espace et la
Défense ». Afnor, www.afnor.org, 01-avr-2010.
[6] « Master
Qualité UTC ». [En ligne]. Disponible sur:
https://www.utc.fr/master-qualite/. [Consulté le: 02-juin-2014].
[7] GIFAS,
« Rapport Annuel - Industrie Française Aéronautique,
Spatiale, de Défense et de Sécurité », Rapport d’Activité,
2013 2012.
[8] france.fr,
« L’industrie aéronautique et spatiale aujourd’hui : un
secteur clé - France.fr », www.france.fr. [En ligne].
Disponible sur:
http://www.france.fr/entreprendre-et-reussir-en-france/lindustrie-aeronautique-et-spatiale-aujourdhui-un-secteur-cle.html.
[Consulté
le: 02-mars-2014].
[9] Norme, « NF EN
ISO 9001 Systèmes de management de la qualité - Exigences ».
Afnor, www.afnor.org, 01-nov-2008.
[10] C. PERRAUDIN, N. THEVENOT, et
J. VALENTIN, « SOUS-TRAITER OU EMBAUCHER ? Une analyse
empirique des comportements de substitution des entreprises de
l’industrie en France entre 1984 et 2003 », Cent. Etudes
Empl., no 78, déc. 2006.
[11] A. BONIOU, « Les services
industriels du travail des métaux », Service des Etudes et
des Statistiques Industrielles (SESSI), Etude.
[12] A. GIRARD, « La Qualité
Fournisseur : une meilleure efficience par la
capitalisation », Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO),
Mémoire d’Intelligence Méthodologique du projet d’intégration,
https://www.utc.fr/master-qualite, puis « Travaux »
« Qualité-Management » réf n°289, juin 2014.
[13] G. FARGES, « Support de
Cours QPO01 : Pilotage du Progrès et de la Performance ».
2014-2013.
[14] J.-M. PICARD, T. QUIVIGER, et
J.-P. CALISTE, « Support de Cours FQ01 : Programmation
Industrielle, Assurance Qualité, Maitrise Globale de
l’Economie ». 2012.
[15] N. SALZMANN, « Support de
Cours DI05 : Méthodologie et Analyse de la Valeur ». 2013.
[16] « Diagramme de Kano -
Manager GO! », www.manager-go.com. [En ligne]. Disponible
sur:
http://www.manager-go.com/management-de-la-qualite/diagramme-de-kano.htm.
[Consulté
le: 02-juin-2014].
[17] J.-P. CALISTE, « Support
de Cours FQ07 : La Qualité des Services à l’Industrie ».
2013.
[18] S. AMARA-KORBA, C. DUCHENE, A.
FLEURISSON, S. HAY, et M. WEILI, « Experimenter et ameliorer
un nouveau principe d’identification des attentes et des besoins
des « CLIENTS » », Université de Technologie de Compiègne
(UTC), Management de la Qualité (MQ), Projet d’Intégration MASTER
Management de la Qualité (MQ), 2011 2010.
FP : l’outil permet aux différents acteurs de connaître les
fournisseurs (jusqu’au rg x)
FP2 : l’outil permet de connaître l’implication des fournisseurs
(jusqu’au rg x) dans les différents projets
FP3 : L’outil permet d’avertir les différents projets des problèmes
techniques rencontrés par les fournisseurs
FS1 : L’outil permet aux différents acteurs de savoir quels
fournisseurs (jusqu’au rg x) sont à l’origine des problèmes
techniques rencontrés
FS2 : L’outil permet au service Qualité d'obtenir plus rapidement
l'information sur les origines des problèmes fournisseurs.
FS3 : l’Outil permet de suivre les fournisseurs utilisant des
procédés spéciaux
FS4 : l’outil permet aux différents acteurs de suivre la
qualification des fournisseurs (jusqu’au rang x)
FC1 : l’outil doit suivre les procédés spéciaux
FC2 : l’outil doit être entretenu par le Responsable Indus
L’outil ne
doit pas alourdir le travail du Responsable Indus
FC3 : l’outil doit être entretenu par le Responsable Série
L’outil ne
doit pas alourdir le travail du Responsable Série
FC4 : l’outil doit être entretenu par le service Qualité
FC5 : l’outil doit capitaliser les fournisseurs (jusqu’au rg x)
ANNEXE 3 : QUESTIONNAIRE KANO
FIGURE 24 : ANNEXE 3 - QUESTIONNAIRE KANO
ANNEXE 5 : RESULTATS DU QUESTIONNAIRE KANO
Fonctions
A
O
P
I
C
Dominante
Connaissance des
fournisseurs jusqu'au rang x
0%
60%
10%
30%
O
Connaissance de l’implication
des fournisseurs (jusqu'au rg x) dans les différents
projets
50%
30%
20%
0%
A
Possibilité d'avertir
les différents projets des problèmes techniques
rencontrés par les fournisseurs
44%
33%
22%
0%
A
Savoir directement
quels fournisseurs (jusqu'au rg x) sont à l’origine des
problèmes techniques rencontrés
30%
30%
20%
10%
10%
A / O
Service Qualité obtient et
transmet plus rapidement les alertes fournisseurs et
leurs causes
0%
60%
20%
20%
O
Suivi des fournisseurs (jusqu'au
rg x) utilisant des procédés spéciaux
0%
80%
20%
0%
O
Suivi de la
qualification des fournisseurs (jusqu’au rang x)
30%
20%
10%
40%
I
Outil de capitalisation de la liste
des fournisseurs jusqu'au rang x, entretenu et
consultable par tous
50%
20%
20%
10%
A
Outil de capitalisation
informatique AUTOMATIQUE
30%
20%
40%
10%
P
Avoir la liste préliminaire
dès le CDC
40%
10%
0%
50%
I
Valider la liste à la R1
10%
70%
0%
20%
O
Approuver la liste à la
R2
0%
80%
10%
0%
10%
O
Demander la liste ponctuellement
aux fournisseurs
30%
50%
10%
10%
O
TABLEAU 13: ANNEXE
4 - RESULTATS KANO
Cases en jaune : Tendance majoritaire
Police Rouge : au minimum la moitié des
répondants sont d’accord sur la classification de la fonction
ANNEXE 6 : PROCESSUS DETAILLE DANS
L'INSTRUCTION DE CAPITALISATION