Master Qualité -
Communication publique des résultats d'un stage de fin d'études
UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
ISO 16949 :
AUDITS, OPTIMISATION DES PROCESSUS ET MANAGEMENT DES
RISQUES
Référence bibliographique à
rappeler pour tout usage : ISO/TS
16949 : Audits, optimisation des
processus et management des risques, OCHOCINSKA Agata , Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO), Mémoire d'Intelligence
Méthodologique du stage professionnel de fin
d'études, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", ref n° 296, juin
2014
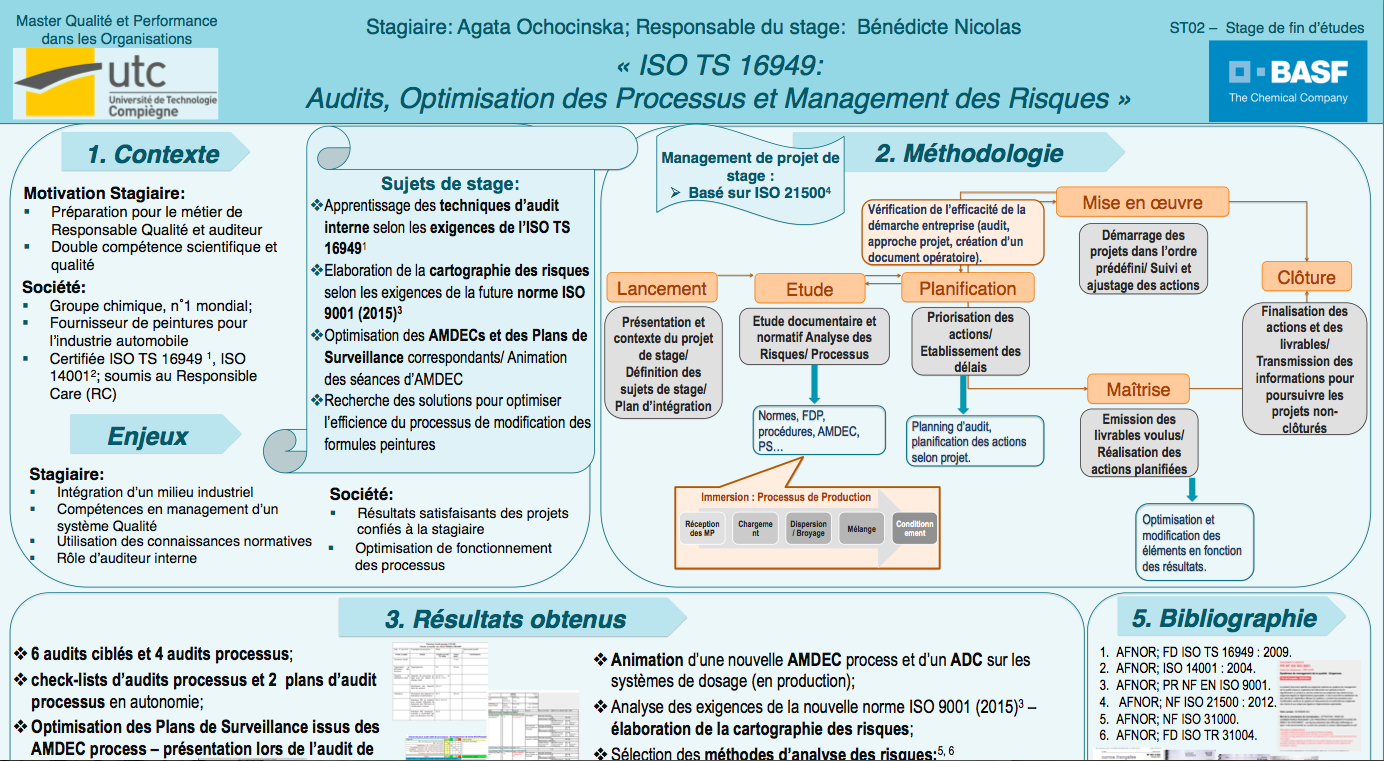
RESUME
Ce
document témoigne des activités du stage de fin d’études
effectuées au sein du Service Qualité Site de BASF
Coatings France, ainsi que des résultats obtenus. Quatre
sujets principaux ont été adressés, afin de former une
future responsable qualité et auditrice interne. Les
actions ont permis l’apprentissage des techniques
d’audit interne selon les exigences de l’ISO/TS 16949,
la révision des AMDEC et des plans de surveillance
existants ainsi que leur optimisation. Egalement, la
recherche des points bloquants du processus de
modification des formules peinture a été abordée.
Finalement, la création de la cartographie des risques a
été initiée, afin de répondre aux nouvelles exigences de
l’ISO 9001 (2015). La démarche utilisée afin de réaliser
ces tâches avec succès, ainsi que leurs résultats, sont
décrit ici.
Mots clés : ISO/TS 16949; ISO
19011; optimisation de processus; analyse des risques;
cartographie des risques; audit interne; audit ciblé.
ABSTRACT
This document describes
activities of the internship, led in the Site Quality
Management Services at BASF Coatings France. Four main
topics were treated in order to gain the necessary
experience for a future position of a Quality Manager
and an Internal Auditor. More specifically, training
in internal audit techniques according to ISO/TS 16949
requirements was assured, as well as a revision and
optimization of existing FMEA and related Surveillance
Plans. An investigation to find bottlenecks of a paint
formula modification process and a study towards
creation of risk cartography were initiated. The
latter is a preparation to respond to the upcoming
requirements of ISO 9001 (2015). The methods used to
successfully address those topics, and their results,
are described within.
Key words : ISO/TS 16949; ISO
19011; process optimisation; risk analysis; risk
landscape; internal audit; process audit.
Je tiens à remercier dans un premier temps, toute l'équipe
pédagogique du Master QPO de l'UTC, ainsi que tous les
intervenants professionnels pour avoir assuré la partie théorique.
Je remercie tout particulièrement et je témoigne toute ma
reconnaissance aux personnes suivantes, pour l'expérience
enrichissante et leur aide qui ont contribué au bon déroulement de
mon stage de fin d'étude.
Madame Bénédicte Nicolas, tutrice de stage et Responsable Qualité
Site de BASF Coatings France, pour son acceuil, sa confiance et
ses conseils qui m'ont permis de remplir les tâches de mes projets
durant les 6 mois de stage. Pour le temps qu'elle m'a consacré
tout au long de cette période ainsi que son amitié.
Madame Marion Gaultier, Assistante Qualité Site, pour le soutien et
collaboration tout au long de ce projet.
L'ensemble du personnel de services Qualité et HSE ainsi que BASF
Coatings France pour leur acceuil sympathique et leur coopération
professionnelle durant les six mois du stage.
Une forte motivation pour devenir
une responsable qualité et auditrice en industrie m’a amenée vers
les études de Master Qualité de l’UTC. De formation scientifique,
j’ai souhaité obtenir une double compétence en Management de la
Qualité et Performance. La recherche et le choix du lieu de mon
stage de fin d’études ont été menés pour mettre en valeur ces deux
compétences.
Mon stage se déroule au sein du Service Qualité sur un des sites
d’un de plus grands groupes chimiques mondiaux, sur une durée de 6
mois. J’ai occupé un poste en liaison directe avec la Responsable
Qualité Site, me plaçant au centre de l’animation et du management
d’un système Qualité d’une société internationale en milieu
industriel.
Le but du stage est de mettre en pratique les connaissances
théoriques en Management de la Qualité et Performance, ainsi que
de comprendre les problématiques pouvant affecter la production
chimique. Afin de valider mes compétences, quatre objectifs
principaux ont été fixés et sont devenus les fils conducteurs de
mon parcours (Tableau 1 : Sujets,
objectifs et enjeux de stage). Leurs résultats démontrent une
aptitude pour les métiers de la Qualité, notamment ceux de
Responsable Qualité et Auditrice.
Secteur de
l’activité et ses exigences BASF The Chemical Company – Le Groupe
Le Groupe BASF est une société internationale qui compte dans son
portefeuille plusieurs types de business dont BASF Coatings France
placé à Clermont de l’Oise, le lieu de stage.
La société BASF est le numéro « Un » mondial de l’industrie
chimique, qui prête autant d’importance à son succès économique
qu’à la responsabilité sociale et protection environnementale.
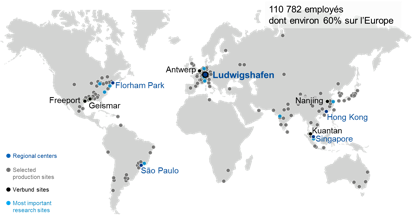
La compagnie compte 110 782 employés sur 6 sites intégrés
(Verbund) et 380 sites de production dans le Monde, à la fin 2012
(Figure 1).
Figure 1 : BASF au
niveau mondial (Les implantations) [1]
BASF a enregistré en 2012 un chiffre
d’affaires de 72,1 milliards euros et un résultat de 6,7 milliards
euros.
L’innovation étant à la racine de toutes ses activités, BASF
a déposé environ 1170 nouveaux brevets à travers le monde.
Le site historique se trouve à Ludwigshafen, en Allemagne. Il
s’agit du plus grand complexe chimique intégré au Monde. Il reste
aujourd’hui le centre principal de l’innovation au sein de BASF.
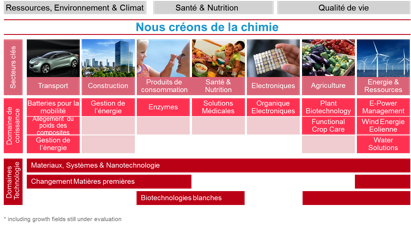
Les secteurs clés, les domaines de croissance et de technologie
sont synthétisés sur la Figure 2. Ce
tableau permet de voir que BASF est actif dans un grand nombre de
secteurs en tant que Groupe chimique.
On peut compter, à partir du premier
Janvier 2013, 5 segments d’activités de BASF qui varient en
pourcentage de chiffre d’affaire (CA). BASF Coatings France
appartient aux « Produits de Performance » qui amènent 22%
de chiffre d’affaires, qui en fait le troisième plus profitable
secteur du groupe.
Ces 5 segments sont déclinés en 14 divisions opérationnelles et
gèrent environ 70 business units globales ou régionales.
Les divisions régionales contribuent au développement local de
l’activité de BASF et du marché. Elles sont également responsables
de l’optimisation des infrastructures pour les activités du
Groupe.
Ensuite, il y a 3 divisions centrales, 5 départements « corporate
» et 11 centres de compétences. Ces structures apportent des
services comme la finance, les relations avec les investisseurs,
la communication, les ressources humaines, la recherche, la
maintenance et ingénierie et l’environnement, hygiène et sécurité
(EHS).
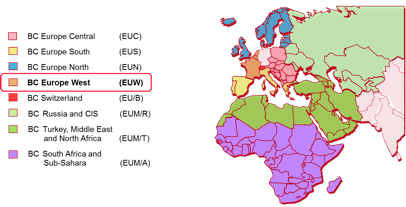
BASF en Europe
Au niveau Européen il y a plusieurs Business Centers, dont BC
Europe West, auquel appartient BASF Coatings France (Figure 3).
En France, BASF possède 20 sites
dans des activités variées (Figure 4).
Le siège national se trouve à Levallois-Perret. Le site de BASF
Coatings à Clermont est le plus grand site de production en
France.
Les sites de production ont des
activités variées. Les industries suivantes sont représentées :
• Produits de protection des plantes
• Peintures
• Polyuréthanes
• Chimie fine
• Chimie du bâtiment
• Produits de performance
• Produits et solutions pour le traitement de
l’eau.
BASF Coatings France
BASF Coatings développe, produit et commercialise des peintures,
principalement pour le marché automobile. Les compétences internes
permettent de maîtriser l’ensemble des couches des systèmes de
peinture. Environ une voiture sur deux dans le monde est peinte
avec des produits BASF Coatings.
Le site de BASF Coatings à Clermont est le plus grand site de
production BASF en France. Il couvre une surface de 460 000 m2 .
On y trouve des magasins, des zones de stockage, des laboratoires
R&D et de contrôles, des services administratifs, des services
de maintenance et d’ingénierie, plusieurs ateliers de production.
Finalement, le centre de formation (Refinish Competence Center).
Les clients carrossiers sont formés à l’utilisation optimale des
produits de la marque au sein de ce centre.
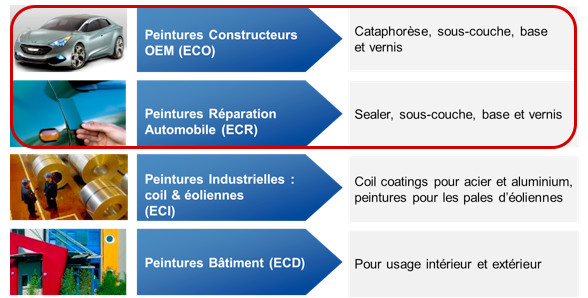
Les activités de BASF Coatings globalement sont partagées en
peintures constructeur (ECO), peintures réparation (ECR),
peintures industrielles et éoliennes (ECI) ainsi que peintures
bâtiment (ECD) (Figure 5). En France
et sur le site de Clermont de l’Oise on retrouve exclusivement des
activités liées aux peintures constructeurs (ECO) et réparation
automobile (ECR).
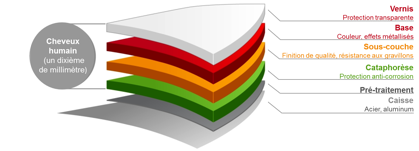
Pour les peintures ECO, l’activité
consiste à produire les sous-couches, bases et vernis ainsi que de
fournir le bain de cataphorèse (Figure 6).
La cataphorèse est un traitement du châssis de la voiture dans un
bain de produit qui consiste à déposer une couche de protection
anticorrosion. L’étape se fait sur la ligne de production auprès
des constructeurs automobiles, après prétraitement. La sous-couche
est appliquée dans un deuxième temps. Son rôle est de participer à
la meilleure finition et d’apporter la résistance aux gravillons.
La couche suivante est la base (la peinture) qui donne le couleur
ainsi que l’effet métallisé (en cas d’une base métallisée). Pour
finir, le vernis est appliqué en tant que protection transparente.
Le vernis a des propriétés esthétiques (aspect, tendu, profondeur,
brilliant…) et techniques (résistances mécanique, chimique, aux
rayons UV…)
Figure 6 : Les différentes couches de la
peinture ECO [1]
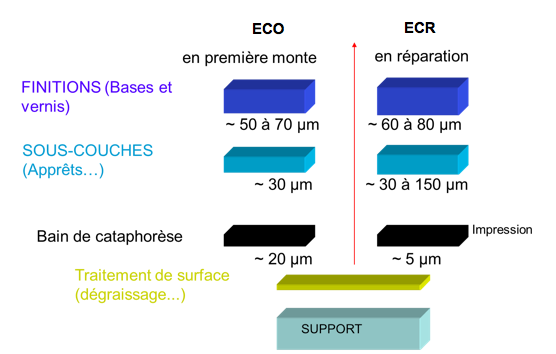
La formulation des peintures pour
réparation est différente de celle des peintures pour première
monte. En effet, les processus d’application sont spécifiques pour
chaque application. Par exemple, les peintures de réparation sont
utilisées pour couvrir une petite surface et elles sont appliquées
manuellement. De plus, la température de séchage est inférieure à
celle utilisée pour les peintures de première monte (Figure 7). Néanmoins, les couches de
peintures et leurs fonctions restent les mêmes.
Figure 7 : Schéma des différentes phases
de mise en peinture [1]
Les peintures produites par BASF
Coatings sont créées selon les règles de durabilité. Parmi les
critères de durabilité impliqués on trouve :
• Des formulations avancées – les technologies
BASF offrent des solutions à faible teneur en Composés Organiques
Volatiles (COV). BASF a été un des précurseurs dans la
commercialisation de bases hydrodiluables à l’attention de
l’industrie automobile.
• Des alternatives aux substances critiques sont
systématiquement recherchées (par exemple, les composés
cancérigènes, mutagènes ou reprotoxiques).
• Des procédés d’application courts« IP2 » : la
base hydrodiulable remplit à la fois le rôle de protection de la
sous couche d’aspect de la base. La suppression de la sous couche
permet de réaliser une réduction de la quantité de peinture
requise et permet de supprimer une étape de séchage. BASF a reçu
une médaille du prix Pierre Potier en 2013 pour la mise en œuvre
de cette technologie.
• Encourager la durabilité – les peintures BASF
prolongent la vie des produits en les protégeant
• La politique de transparence en regard de
performances de durabilité des produits.
Les innovations en peinture de BASF Coatings englobent :
• Des bains de cataphorèse éco-efficients
• Des vernis haute résistance
• Des sous-couches de réparation « Direct to
Metal »
• Des vernis mats
• Des bases hydrodiluables IP2.
Emplacement
géographique et réglementations du site
Le site de Clermont est situé à 80 km au nord de Paris, à
proximité de zones d’habitation.
Les aspects environnementaux sont très exprimés car c’est un site
à haut risque d’explosion et pollution chimique (Seveso seuil
haut). Le site dispose d’un département HSE qui s’occupe, entre
autres, de la récupération et du traitement des eaux pluviales et
usagées.
Le site faisant parti d’une entreprise multinationale, il est
soumis aux directives internes en plus de la réglementation
française. Les responsabilités sociétales et environnementales,
sont incorporées dans la politique de la société. Leur déclinaison
est visible au travers des actions et des objectifs des secteurs.
Les
exigences normatives
Le site de production BASF Coatings France, étant un des
fournisseurs majeurs de peinture automobile, l’ensemble des
activités respectent la norme ISO/TS 16949: 2009 (Systèmes de
Management de la Qualité) [2, 3]. Ces exigences particulières pour
l’application de l’ISO 9001 : 2008 sont requises par l’industrie
automobile pour la production de série et de pièces de
rechange [4]. Les audits de
certification ont lieu tous les trois ans et sont suivis par les
audits annuels de vérification. Depuis 2012 BASF Coatings France
est intégré dans un système de certification Européenne des sites
BASF Coatings. Le site de Clermont a obtenu en 2012 le
renouvellement de son certificat ISO/TS 16949 pour trois ans.
Les audits internes (de processus) et ciblés (de maillon de
processus ; exigence spécifique de l’industrie automobile) sont
menés selon ISO 19011 : 2012 (Lignes directrices pour l’audit des
systèmes de management) [5, 6].
Le site de Clermont est certifié ISO 14001 [7],
et soumis au Responsible Care (RC) [8]. Le
Responsible Care est un Système de Management HSE volontaire
propre à l’industrie chimique. Les audits ayant pour le but de
vérifier la conformité du site avec la réglementation RC ont lieu
régulièrement, une matrice de performance réelle HSE étant le
résultat. La gestion des aspects liés à la santé, sécurité et
environnement est assurée par le service HSE, indépendamment du
Service Qualité.
Une Cellule d’Amélioration Permanente a été créée sur le site de
Clermont et est chargée de la mise en place de la démarche TPM
(Total Productive Maintenance). Les chantiers 5S [9]
ont été le premier pilier de cette démarche. Le 5S est une méthode
de « Lean Management », d’organisation de son lieu de travail
selon les cinq mots japonais :
• Seiri (débarrasser)
• Seiton (ranger)
• Seiso (nettoyer)
• Seiketsu (ordonner)
• Shitsuke (être rigoureux).
Les « 5S » s’appliquent dans tous les secteurs de l’entreprise,
aussi bien dans les ateliers de production que dans les bureaux.
Cette technique a été élaborée par Toyota Production System (TPS)
et a contribué à l’amélioration de leur production en qualité et
efficience. Depuis, cette stratégie a été reprise par de
nombreuses sociétés.
Le déploiement des autres outils de Lean Management se poursuit
aujourd’hui (ex. Value Stream Management).
Stratégie
de la société
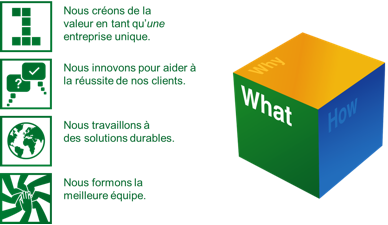
La stratégie du Groupe BASF se présente sous quatre piliers qui
dirigent toute activité :
La stratégie démontrée au-dessus (Figure 8)
est à la base de démarche appliquée durant le stage. Elle est
déclinée sur tous les niveaux de l’entreprise et se traduit sous
forme d’objectifs (des objectifs globaux jusqu’au objectifs
personnels).
Contexte,
enjeux et problématiques du stage Contexte du stage
Le stage est effectué en milieu industriel, plus précisément, dans
le Service Qualité Site de BASF Coatings Clermont.
Le but de ce stage est de comprendre comment gérer un Système
Qualité et maintenir une culture qualité. L’apprentissage est
dirigé, à travers de plusieurs objectifs et tâches, vers le métier
de Responsable Qualité.
Structure qualité BASF
Coatings et BASF Coatings France (BCF)
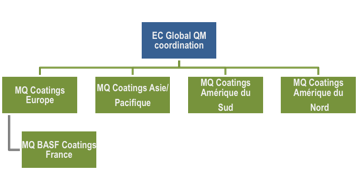
Le management qualité chez BASF Coatings est organisé en forme
d’une pyramide. Au sommet se trouve le Management Qualité Global
qui coordonne quatre sous-régions : l’Europe, l’Asie Pacifique,
Amérique du Sud et NAFTA (Figure 9). Figure 9 :
Structure globale de Management de la Qualité de BASF Coatings [15]
La Responsable Qualité de BASF
Coatings France est rattachée fonctionnellement au Responsable
Qualité Coatings Europe. Pour information, il y a dix sites
rattachés au Management Qualité Coatings Europe.
Le Management de la Qualité au niveau site gère l’ensemble des
Business Units du Site. Dans le cas de Clermont il s’agit d’ECO
(peinture constructeur) et ECR (peinture Refinish).
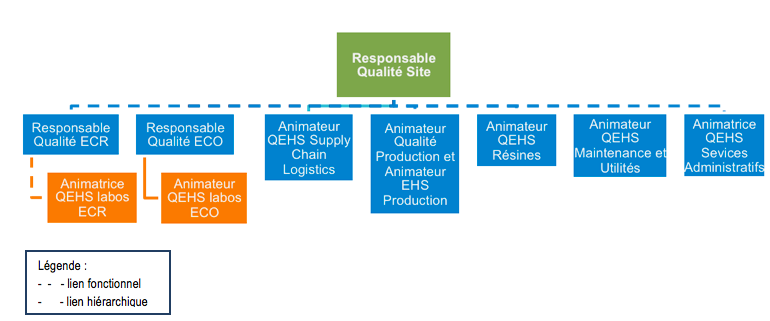
Au niveau du site de Clermont de l’Oise, la Responsable Qualité
est rattachée à la Direction Générale. Son équipe est constituée
d’une Assistante Qualité et d’un réseau de Responsables/Animateurs
Qualité appartenant à chaque secteur (Figure
10).
Figure 10 : Structure qualité interne du
Site de Clermont de BASF Coatings France [15]
C’est une structure matricielle, car chaque animateur est rattaché
hiérarchiquement à son service et est en lien fonctionnel avec la
Responsable Qualité Site.
Afin de mieux comprendre ce partage de rôle, la cartographie des
processus du Site est présentée ci-dessous (Figure
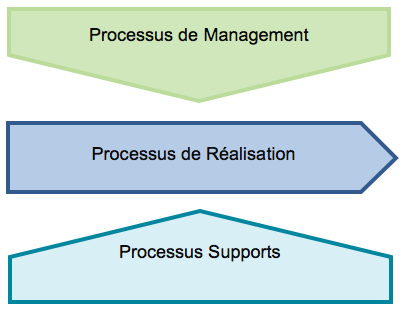
11, Figure 12). Plus
précisément, le système de management de la Qualité est décliné en
trois types de processus. Au centre se trouvent les Processus de
Réalisation. Le processus de Management participe et contribue à
la détermination et l’élaboration de la Politique ainsi qu’au
déploiement des objectifs. La donnée de sortie des Processus de
Réalisation étant les peintures réparation et constructeurs,
regroupent toutes les activités liées au développement et la
commercialisation des produits.
Figure 11 : Processus
du Système de Management de la Qualité [15]
Les processus supports contribuent
au bon fonctionnement des autres processus en fournissant les
ressources nécessaires. Les processus supports de niveau 1
concernent les activités de production et supply chain.
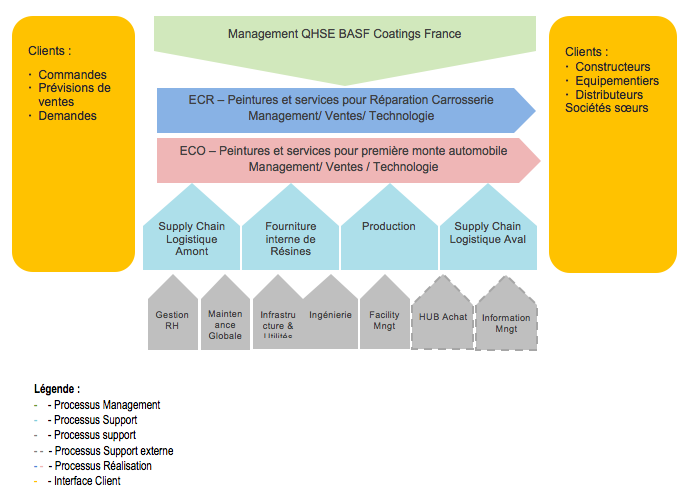
La cartographie des processus, démontrant leurs interfaces est
présentée dans la Figure 12.
Figure
12 : Cartographie des Processus BASF Coatings France. [15]
Cette cartographie montre plus en
détail toutes les relations entre les processus du site de
Clermont. Les clients automobiles sont à la fois fournisseurs et
clients du processus réalisation.
Le processus de réalisation global est divisé par Business Unit,
ECR et ECO. Chaque sous processus de réalisation est dirigé par
son processus de management. Les ressources nécessaires en
matières, personnel, informatique et autres, sont fournies par les
processus supports.
Le processus du management de Système QHSE fonctionne selon le
schéma PDCA suivant :
Plan, Planifier :
• Déterminer les objectifs ;
• Organiser le Système de Management de la
Qualité.
Do, Faire :
• Garantir le bon fonctionnement des processus ;
• Former ;
• Communiquer.
Check, donc Vérifier :
• Réaliser les audits internes ;
• Réaliser la revue des systèmes ;
• Mesurer le coût des défaillances qualité.
Act, Agir :
• Garantir l’amélioration continue des processus
;
• Réduire les coûts qualité.
Pour réaliser ces missions avec succès, la Responsable Qualité
Site s’appuie sur le réseau d’animateurs et responsables Q HSE des
différents secteurs (Figure 10).
Problématiques et
enjeux de stage
Les tâches de stage ont été définies en fonction des besoins
internes du Service Qualité Site. La responsable de stage a défini
4 sujets principaux. Les objectifs et les enjeux sont listés
dans le Tableau 1.
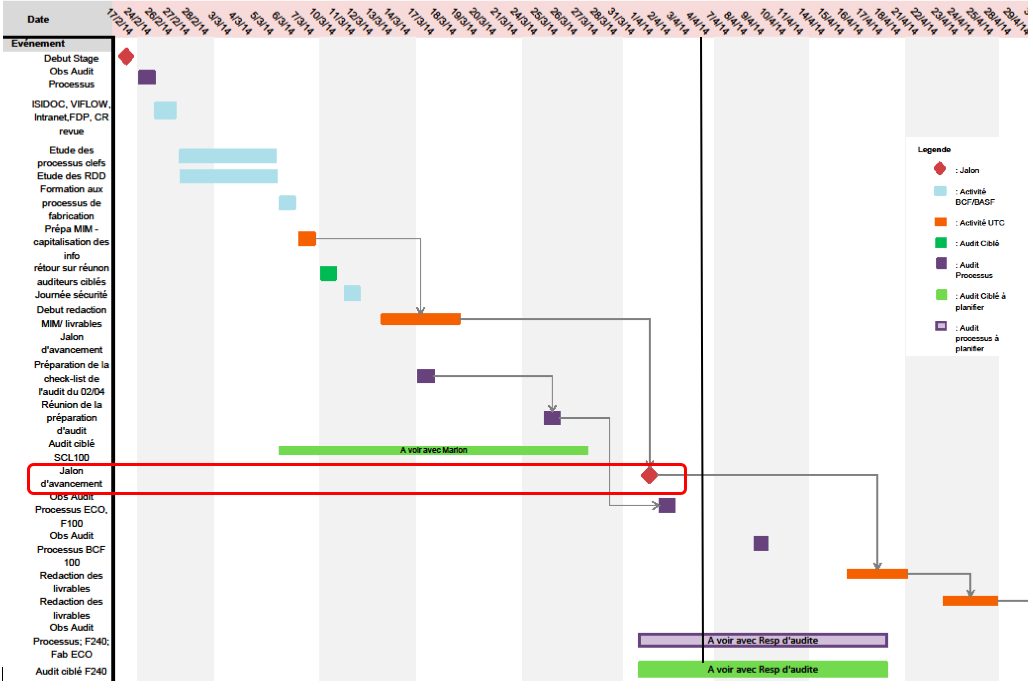
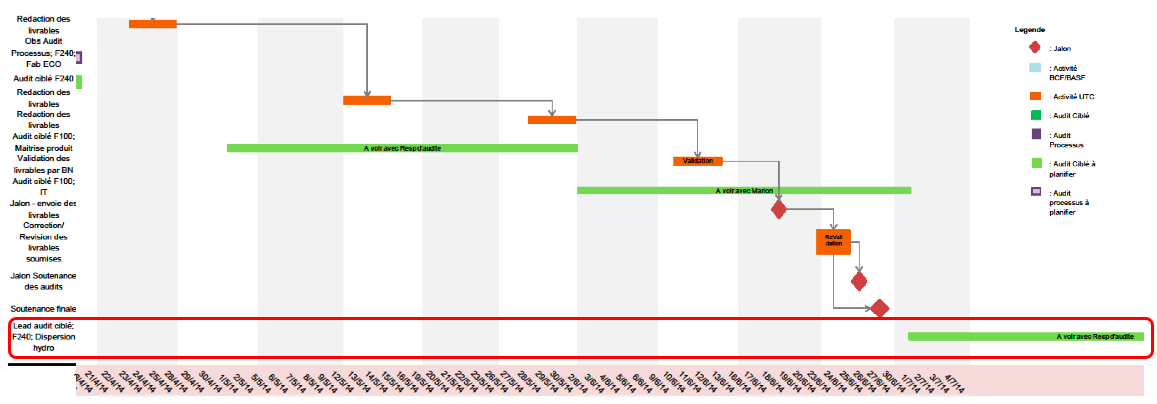
Un plan d’action a été établi afin d’identifier les projets
prioritaires. Le suivi de planning se fait à l’aide d’un agenda
interne (base Lotus Notes interne) ainsi que d’un retro planning
du stage (Annexe 1).
Sujets
Objectifs
Enjeux
Apprentissage
des techniques d’audits internes selon les
exigences de l’ISO/TS 16949
§Participer aux 3
audits processus et leur préparation, menés selon
un planning définis + 1 audit de
certification en tant qu’audité
§Préparer et
participer dans/mener 6 audits
ciblés
§Réaliser, de
manière autonome, un audit ciblé
§Connaissance
approfondie de l’ISO/TS et de l’ISO 19011
§Acquisition des
compétences pratiques d’audit
§Expérience en
tant qu’auditeur et audité
§Visualisation de
la structure et fonctionnement de SMQ interne
Elaborer la
cartographie des risques selon les exigences de
la future norme ISO 9001 version 2015, en se
basant sur les ateliers « Plateforme
AFNOR »
§Définir les
outils d’analyse de risques pouvant s’adapter aux
processus BCF (liste de minimum 3 outils)
§Elaborer une
fiche d’identité pour chaque outil
§Cartographie
réalisé (délai : mi-août2014)
§Travail sur les
exigences normatives
§Réflexion en
anticipant le changement
§Connaissance
approfondie des outils existant
Définir les
actions pour mettre en conformité, par rapport
aux AMDEC processus, les plans de
surveillance/documents opératoires production
ECR
§Identifier les
écarts par rapport auxAMDEC
(analyse des 9 AMDEC existants)
§Identification
des besoins en AMDEC (liste des AMDEC à planifier)
§Création des
Plans de Surveillance opérationnels (9)
§Connaissance
approfondie des processus de fabrication
§Force de
proposition des modifications pour avoir des
documents opératoires cohérant
Rechercher des
solutions pour optimiser l’efficience du
processus de modification des formules peinture
OEM
§Proposition des
actions curatives/ correctives
§Connaissance
approfondie du processus concerné
§Identification
des points bloquants/ critiques
Tableau 1 : Sujets, objectifs
et enjeux de stage [15]
Analyse SWOT
Analyse des forces, faiblesses, opportunités et risques liés au
stage, à la stagiaire et le milieu de stage est présenté
ci-dessous (Figure 13).
Les deux risques principaux :
• Non-atteinte des objectifs du stage
• Difficulté à s’intégrer dans le milieu
industriel.
Ces risques ont été adressés par une approche structurée et
rigoureuse dans le démarche de la réalisation des sujets du stage,
privilégiant l’esprit d’équipe et la communication ouverte.
Les forces listées ci-dessus ont été jugées comme suffisantes pour
surmonter les risques et faiblesses, afin de pouvoir profiter des
opportunités associées.
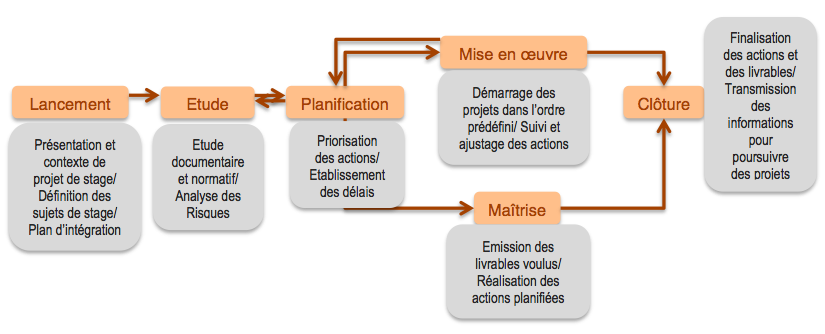
Méthodologie appliquée pendant le stage
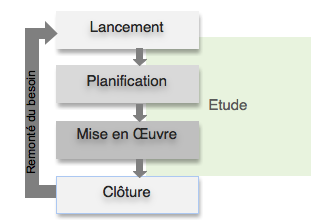
L’approche méthodologique de ce projet a été basée sur le schéma
de management de projet selon la norme ISO 21500 [10] (Figure 14). Cette approche facilite la
réflexion sur le contenu de chaque phase des projets et de leur
structure. Il marque bien tous les étapes des projets et donne une
vue globale sur l’ensemble du travail nécessaire afin d’obtenir
les résultats escomptés. Le suivi des avancements de travail est
facilité par la distinction claire entre les étapes.
Figure 14 : Méthodologie de réalisation
des missions de projet du stage [15]
En prenant en compte le nombre des
points à aborder durant le stage ainsi que leur variété, cette
approche a été jugée comme la plus adaptable aux besoins du stage.
Une phase d’Etude a été ajoutée afin de noter le besoin d’étude
des cas / état des lieux avant de procéder à la réalisation. Cette
phase, n’étant pas fixe, est plus ou moins étendue dans le temps,
suivant le sujet.
Lancement
La phase de Lancement a servi de point de démarrage du projet de
fin d’études. Le contexte ainsi que le périmètre de
responsabilités ont été définis par la responsable du stage et
acceptés par la stagiaire. Quatre objectifs ont été identifiés
afin de diriger l’avancement des tâches vers les résultats
souhaités. Ces objectifs, listés dans Tableau 1, représentent
également les sujets qui ont pour but de donner le maximum
d’expérience de métier à la chargée de projet (stagiaire). La
documentation relative aux projets a été spécifiée et mise à la
disposition de la stagiaire. En même temps, un plan de formation
et d’intégration a été revu afin d’assurer une bonne assimilation
dans le milieu industriel de l’usine de Clermont.
Les compétences comportementales
sont très importantes pour le métier de la Qualité et d’Auditeur.
Tout avancement se fait grâce à la bonne coopération des acteurs
du terrain et leur bonne volonté d’accepter la « culture qualité
».
Cette phase a servi d’initiation pour la chargée de projets du
stage dans le Service Qualité Site de BASF Coatings. Une fois, les
attentes comprises, la stagiaire a pu passer vers la phase
d’étude.
Etude
L’étape d’Etude commence directement après la phase de Lancement
et est active jusqu’à la Mise en Œuvre, voire le début de la phase
Clôture, suivant le projet (Figure 15).
C’est une étape de travail personnel avec des jalons consacrés à
la vérification de l’acquisition des connaissances.
Afin de pouvoir effectuer avec succès les actions définies dans la
phase de Lancement, une analyse profonde des processus existants
dans la société et de leur documentation est nécessaire. La
familiarisation avec les normes auxquelles la société est soumise
est aussi demandée. Ces études ont autant plus d’importance que
les audits internes de vérification du bon fonctionnement du
Système de Management de la Qualité (SMQ) rentrent dans le
périmètre de responsabilités. Dans ce cas, les normes à considérer
dans le domaine de la qualité auprès BASF Coatings sont :
• ISO/TS 16949 (pour la partie de Management de
la Qualité) [2, 3]
• ISO 19011 (pour la partie Audits) [5, 6]
• ISO 31000 et ISO 31004 (pour la partie Analyse
des Risques) [11, 12].
La documentation étudiée pour chacun
de projets inclut, entre autres :
• Fiches de Processus
• Procédures et Instructions de Travail
• Modes Opératoires et Standards
• Ordres de Production et Ordres de
Conditionnement
• AMDEC et Pans de Surveillance.
Afin de juger si cette phase peut être clôturée ou si la
transition vers la planification peut être effectuée pour chacun
de projets, un système d’autoévaluation a été utilisé.
Dans le premier temps, la formation sur la peinture automobile,
étant à la racine du business de BASF Coatings France, a été
déployée et terminée par un test.
Pour la partie normative, des exercices sur le contenu et
l’application des normes ISO/TS 16949 [2, 3] et ISO 19011 [5, 6] ont été effectués et leurs réponses
évaluées selon une grille.
L’aptitude à définir les constats d’audit a été jugée à partir
d’études de cas. Les réponses étant comparées avec la solution
proposée et discutées, on servi de preuve du niveau de compétence.
Afin de pouvoir aborder le sujet des AMDEC (Analyses des Modes de
Défaillances, leurs effets et leur Criticité), un rappel sur la
mise en œuvre de cet outil a été mené. L’analyse d’un exemple a
servi comme une preuve de compréhension.
La phase d’étude inclut également une partie d’intégration dans le
Service Qualité Site et la société, qui a été facilitée par une
bonne capacité d’adaptation dans l’équipe. L’esprit d’équipe et
une communication facile sont importants pour pouvoir effectuer
avec succès les tâches du projet.
La partie Etude est reprise plus tard dans le projet du stage,
sous forme d’immersion en production. Cette étape a eu pour but de
découvrir le processus production, de l’émission d’un Ordre de
Production, jusqu’au Conditionnement du produit fini. La
compréhension profonde des processus et des interactions ont été
essentielles pour pouvoir travailler sur les AMDEC ainsi que les
Plans de Surveillance correspondants.
Planification
Cette étape a permis d’établir les délais et les jalons à
respecter tout au long du projet (Annexe 1).
Les dates et les étapes ont été fixées selon les besoins de la
société ainsi que le planning de la formation. Les jalons les plus
importants étant : pour la société l’audit de suivi de
certification et pour la formation la date de soutenance. Cette
dernière n’est pas commune avec la fin de projet du stage.
La planification est cruciale pour un bon déroulement des projets
et leur réussite. Le rétro-planning présenté dans l’Annexe 1 donne
une vision globale sur tous les sujets mais ne détaille pas les
besoins spécifiques de chacun des projets. Les plannings
respectifs ont été faits en fonction des disponibilités des
acteurs ainsi que délai déterminé. L’outil de planification
utilisé étant l’agenda intégré dans Lotus Notes, logiciel de
gestion du temps interne de la société, la planification
d’avancement a pu être organisée selon les disponibilités des
personnes indispensables pour chacun des projets.
Les jalons préétablis sont à atteindre avec un délai précis alors
que les tâches de suivi peuvent être modifiées à cause de facteurs
externes, comme dans la disponibilité des acteurs, les événements
de l’usine, le changement de planning général ou la fluctuation
des priorités.
Planification
des audits
Un des objectifs listés dans Tableau 1 est d’acquérir les
techniques d’audits et de devenir un auditeur interne indépendant
pour les audits ciblés. Cela implique la préparation des audits
internes et ciblés et leur réalisation en tant qu’observateur et
ensuite co-auditeur.
Le planning annuel des audits est préparé par la Responsable
Qualité Site pour l’année à venir, en fonction des besoins
identifiés durant l’année écoulée. Le planning 2014 définit le
nombre et le type des audits impliquant la stagiaire et les
auditeurs assignés.
La planification de la date exacte de chacun des audits étant sous
la responsabilité de l’auditeur assigné, c’est à lui de prendre
contact avec les personnes responsables de processus ou maillon de
processus à auditer. Pour assurer le bon déroulement dans le rôle
d’auditeur de la chargée de projet du stage, cette exigence a été
prise en compte dans la planification des tâches du stage (Annexe 1).
Planification des jalons liés
à la formation
Les étapes clés sont prédéfinies par le Responsable de la
Formation et doivent être intégrées dans la planification globale
ainsi que les dates fixes (Annexe 1).
La rédaction des livrables obligatoires commence en phase d’Etude
et doit suivre l’avancement de tous les projets. Pour satisfaire
ce besoin, le temps a été libéré et les ressources allouées.
Planification
de la mise à jour documentaire (AMDEC/Plan de Surveillance et
Formules)
Les projets documentaires nécessitent un travail
pluridisciplinaire, impliquant plusieurs personnes à chaque séance
ou réunion. Les contraintes de disponibilité et de priorité des
actions sont à prendre en compte durant leur planification et
réalisation.
L’animation d’AMDEC nécessite la présence des acteurs du
processus. Ces personnes travaillent en production et sont
limitées dans leurs disponibilités. Les contraintes additionnelles
peuvent émerger en cas d’urgence ou de gestion d’une crise.
Les plans de surveillance sont révisés et complétés comme données
de sortie des AMDEC. La disponibilité d’un expert est à prendre en
compte dans le planning afin de vérifier l’exactitude des
informations. Mise en Œuvre
Apprentissage
des techniques d’audit interne selon les exigences de l’ISO/TS
16 949 [2, 3] Expérience auditeur
La phase de la réalisation a commencé avec le premier projet,
notamment « Apprentissage des techniques d’audit interne
selon les exigences de l’ISO TS 16 949 » [2,
3].
Suite à l’étude de la norme ISO/TS 16949 [2,
3], qui est un référentiel établi pour les
constructeurs automobiles, basé sur l’ISO 9001 [4],
des autoévaluations sur la connaissance de la norme ont été
effectuées.
La participation dans les audits ciblés de processus, en tant que
co-auditeur, et dans les audits internes, en tant qu’observateur,
a été intégrée par la Responsable Qualité Site dans le planning
annuel des audits.
La différence de statut entre les deux types d’audit provient du
processus de qualification des auditeurs internes.
Le process de qualification pour devenir un auditeur ciblé est de
participer à deux ou trois audits avant de mener les audits en
autonomie. L’auditeur interne ISO/TS 16949 est qualifié quant à
lui par un organisme extérieur. Ensuite, il a une obligation en
termes de nombre d’audits internes à réaliser. L’auditeur senior
juge, selon la performance observée, si la personne est apte, ou
pas, pour auditer. Le rôle d’auditeur (interne et ciblé) n’est pas
un métier au niveau de BASF Coatings. Le personnel opérationnel ou
administratif qui exprime le souhait de devenir un auditeur, si sa
demande acceptée, peut enrichir l’équipe des auditeurs.
La préparation des différents types d’audit exige la compréhension
et la connaissance du référentiel et inclut l’analyse de
processus, ses interfaces, la lecture des rapports des audits
précédents et la lecture des documents opérationnels relatifs.
Dans le cas des audits internes, l’analyse des indicateurs, leur
cohérence avec les objectifs, la partie d’implication de la
direction, la partie d’analyse des risques et du suivi des
formations du personnel sont regardés de près. L’audit interne est
à l’échelle d’un processus complet alors qu’audit ciblé concerne
un maillon de processus.
Une des bonnes pratiques provenant du référentiel ISO 19011 [5, 6] est la création
d’une check list d’audit interne. Cette check list prend en compte
les constats des audits précédents (non conformités, points forts,
points sensibles et points d’amélioration). Il est conseillé de
noter le chapitre de chaque exigence à vérifier à côté du point à
voir afin de pouvoir formuler des constats plus rapidement. Cette
méthode de préparation privilège un audit cohérent, profitable
pour l’audité.
La démarche présentée ci-dessus permet également d’initier le
planning de déroulement de l’audit, suite aux points ressortis de
l’analyse des données. Durant un audit interne il n’est pas
possible de vérifier le respect de toutes les exigences d’une
norme. Il est important de savoir prioriser et de choisir les
sujets prioritaires à adresser dans le périmètre d’audit.
Le planning d’audit est à faire parvenir aux audités afin de
donner l’idée des points principaux d’intérêt et d’obtenir une
date ou toutes les personnes nécessaires peuvent être disponibles.
Chaque audit se termine par une réunion de clôture pendant
laquelle les constats sont formulés. Les constats sont tirés des
preuves d’audits et basés sur le référentiel (ISO/TS 16949 auprès
BASF Coatings). Il se peut, que l’audité corrige immédiatement
certains points faibles détectés lors de l’audit. Dans le cas des
audits internes, le plus grand enjeu est la connaissance du
référentiel utilisé afin de pouvoir vérifier ses exigences durant
l’audit.
La check list d’audit ciblé, comme préconisé par l’industrie
automobile, est créée sur la base de 5M :
• Méthode
• Main d’œuvre
• Milieu
• Matériel
• Matière.
Cette méthode vise à rapprocher les exigences de la norme ISO/TS
16949 et de la décliner sur les points principaux d’interrogation.
Chacun de ces points est appliqué au maillon de processus audité.
Dans la partie « Méthode » on vérifie les documents relatifs au
maillon de processus audité, leur cohérence avec la pratique ainsi
que leur disponibilité. Toutes les règles relatives au produit et
son traitement, aux machines et aux caractéristiques spéciales
sont vues sous ce point-là. Afin d’obtenir les réponses recherché,
les questions sont posé autant aux responsables que aux opérateurs
dans le secteur audité.
« Main d’œuvre » est auditée dans le contexte de respect des
actions, connaissance des risques liés à la qualité du produit et
connaissance des caractéristiques spéciales. Aussi, la partie de
formation du personnel et de son suivi sont vus ici.
L’état général de l’environnement du travail, son organisation et
les conditions ambiantes du lieu de travail sont vus sous le point
« Milieu ». Il s’agit de ressentie de l’auditeur par rapport aux
conditions et non d’un audit de suivi de l’ordre. Ce dernier est
vérifié régulièrement, pendant les audits « TPM ».
« Matériel » est vérifié par rapport à sa traçabilité
(étiquetage), suivi métrologique et par rapport au mode dégradé.
Aussi, la manière de l’utilisation d’équipement est étudié et
l’existence des verrous et leur suivi.
La traçabilité du produit, son étiquetage ainsi que les risques
qualité liés sont vus dans la partie « matière ». Pour répondre au
besoin de suivi d’état de la matière, les enregistrements relatifs
au produit examinés.
Chacun des points du 5M cible l’approche envers les
non-conformités mais selon son contexte.
Tous les audits sont évalués à l’aide d’une grille préétablie et
intégrée dans la check list. Les constats sont brièvement
communiqués à la fin de l’audit ciblé et ensuite formalisés sous
forme d’un rapport. Le rapport est partagé avec les audités pour
acceptation et éventuelle révision, en cas de désaccord.
Les rapports sont ensuite stockés sur un serveur dédié et
accessibles aux animateurs qualité du Site.
Expérience en tant
qu’audité
L’audit de suivi (n° 2) de certification ISO/TS 16 949 [2, 3] a eu lieu pendant
le projet de stage. En tant que membre de Service Qualité Site, la
participation dans les préparatifs et l’observation de la totalité
de l’audit ont été possible.
L’audit de ré-certification se déroule sur plusieurs jours afin de
pouvoir couvrir les points clés, du point de vue de l’auditeur, de
toutes les divisions concernées par le périmètre de la
certification. Même, si sa durée est assez importante, il n’est
pas dans la mesure de voir le respect de toutes les exigences
normatives durant cet audit. L’auditeur doit établir le planning
le plus exhaustif possible afin de pouvoir formuler les constats
les plus pertinents.
C’est une opportunité unique pour voir le fonctionnement et la
structure du Système de Management de l’usine et de la société au
travers d’audit. Du point de vue Qualité, cette vision d’ensemble
est impérative pour mener à bien le travail d’un qualiticien.
Le dernier audit de suivi avant ré-certification, mobilise tous
les services concernés afin de clarifier tous les points
d’incertitude. Le travail sur les AMDEC et l’optimisation des
Plans de Surveillance relatifs, effectuée durant le projet de
stage, ont été menés, en partie, dans le cadre de cette
préparation.
En tant qu’audité, c’est important d’anticiper les questions de
l’auditeur afin de préparer les preuves de bon fonctionnement de
la structure. On peut déduire ces points de focus au travers du
planning préétabli ainsi que la documentation demandée pour
l’analyse en amont de l’audit.
L’approche d’ouverture et de disponibilité est très importante
pour accommoder l’auditeur et pour créer une relation de
coopération et non de conflit.
Définir les actions pour mettre en
conformité, par rapport aux AMDEC processus, les plans de
surveillance/documents opératoires production ECR
La mise en œuvre de ce projet peut être comptée à partir du début
de l’état des lieux de la documentation existante. Cette analyse a
permis de constater le besoin de la révision des documents cités.
Immersion en production
L’immersion en production consiste en l’apprentissage des méthodes
et des techniques de fabrication utilisées au sein de BASF
Coatings. Le transfert de connaissances a été assuré par
l’animateur qualité de la partie production ainsi que des chefs
d’équipes, des opérateurs et du responsable du planning de
production.
Durant plusieurs jours, un apprentissage par suivi des actions
quotidiennes en milieu de production a pu être effectué avec
succès. Une relation professionnelle a été établie avec les
acteurs grâce à l’ouverture d’esprit, la curiosité et les bonnes
compétences comportementales.
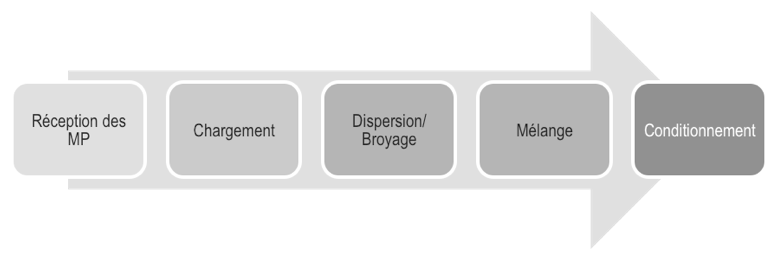
Le processus de production est composé de cinq maillons principaux
(Figure 16):
• Réception des matières premières
• Chargement
• Dispersion/ Broyage
• Mélange
• Conditionnement.
Figure
16: Schéma de processus de production d’une peinture [15]
En amont du lancement d’un Ordre de
Production, chaque opérateur va chercher les composants
nécessaires pour obtenir le produit voulu. Ces matières premières
sont préparées et stockées dans un endroit spécifique dédié, au
niveau de l’atelier de production. Ensuite, la programmation de la
machine et le chargement commencent, dans l’ordre spécifié par
l’ordre de production dont dispose chaque opérateur. Quand les
matières premières sont chargées, la dispersion puis le broyage
peuvent être démarrés.
La pâte de broyage arrivant à sa maturité est envoyée dans un
mélangeur ou elle est allongée afin de devenir une base prête pour
Conditionnement.
L’atelier de conditionnement est séparé physiquement de l’atelier
de production et se trouve sur un autre niveau de l’usine. C’est
ici que la peinture est mise dans des boîtes ou bidons, étiquetés
et ensuite emballés dans des cartons pour expédition.
Dans le cas de production des peintures de « Refinish » (ECR), ce
processus a deux interfaces avec :
• Supply Chain Amont à l’entrée
• Supply Chain Aval à la sortie.
C’est Supply Chain qui est alors le demandeur et le client direct
de ce processus, car les peintures « Refinish » sont destinées à
l’ensemble du marché carrossier et non à un client spécifique,
comme dans le cas des peintures pour les constructeurs
automobiles.
La bonne compréhension du processus et des problématiques liées
est nécessaire afin de pouvoir adresser les sujets qualité y
émergeant.
La familiarisation avec les ateliers de production et
l’établissement d’une bonne relation avec le personnel sont
importants pour mener à bien les sujets relatifs à la production.
Mise à jour documentaire
Grâce à l’immersion en production, permettant la compréhension des
procédures, pratiques et techniques sur place, les plans de
surveillance de la partie production ont pu être revus.
Pour pouvoir créer ou réviser les plans de surveillance en
documents opérationnels exhaustifs, la cohérence avec les AMDEC
correspondantes est nécessaire. Une analyse détaillée des AMDEC et
des Plans de Surveillance a permis de lister les écarts ainsi que
les points d’amélioration. Cette liste a mené vers la rédaction de
versions optimisées des documents. Les dernières évolutions en
production ont été prises en compte. Ces documents ont pu être
présentés durant l’audit de suivi de certification dans la mesure
où les AMDEC et plans de surveillance sont des exigences.
En même temps, le besoin de nouvelles analyses des modes de
défaillance a été identifié. Dans le cadre de ce projet, une autre
AMDEC a été commencée en équipe pluridisciplinaire. L’animation
des séances étant dans le cadre de projet de stage, a pu être
comptée dans l’expérience acquise.
Ce projet attendra sa fin quand tous les besoins identifiés de
mise à jour auront été couverts, même au-delà du projet de stage.
Elaborer la cartographie
des risques selon les exigences de la future norme ISO 9001 [4]
version 2015, en se basant sur les ateliers « Plateforme AFNOR »
ISO 9001 [4] (version 2015), portera plusieurs changements,
dont le plus important est l’intégration du management des
risques.
Ce projet a été démarré dans la deuxième partie de stage et son
but est de :
1. Représenter la cartographie des risques de
l’organisme.
2. Etablir un plan d’actions des analyses des
risques à développer.
3. Créer les fiches d’identité des différents
outils d’analyse des risques afin de faciliter le choix au moment
de l’évaluation.
Etant plus étalé dans le temps, l’étape dit « Etude » a été
initialement orientée vers la recherche des outils d’analyse des
risques.
Suite à cette recherche, un document existant, « Fiches méthodes
», accessible publiquement et construit par un Groupe de travail
Management, Méthodes, Outils, standards (M2OS) d’IMdR (Institut
pour la Maitrise des Risques) a été identifié [13].
Il constitue une liste des outils candidats avec leur
description. La fiche d’identité est un document ayant pour but de
présenter l’outil, son champ d’application ainsi que ses point
forts et points faibles. Les autres outils matriciels rencontrés
durant les cours de MQPO ainsi que ceux présentés durant les
ateliers de la Plateforme Afnor, à laquelle participe la
Responsable Qualité, ont été évalués.
L’étude des outils d’analyse des risques et de leur application a
permis d’avoir une vision plus claire de cartographie des risques
à développer.
Première approche via la plateforme
d’échanges « AFNOR »
La Responsable Qualité participe à la plateforme « AFNOR » qui
aborde la création de la nouvelle version de la norme ISO 9001
(2015) [14]. C’est un moyen pour préparer le
site aux modifications de l’ISO 9001 (2015) pour la Responsable
Qualité Site de Clermont.
« AFNOR » (association française de normalisation) est l’organisme
officiel français de normalisation. Elle représente la France
auprès de l’Organisation internationale de normalisation
(ISO) et du Comité européen de normalisation (CEN) ainsi que du
Comité européen de normalisation en électronique et en
électrotechnique (CENELEC). « AFNOR » édite la collection des
normes françaises (NF), est un organisme certificateur et
distribue les normes internationales.
Dans le cadre de la plateforme il y a eu des ateliers donnant des
bonnes pratiques pour l’analyse des risques à l’échelle des
sociétés ou organisations.
Cette plateforme permet aussi la possibilité d’échanger avec
d’autres responsables qualité sur les sujets concernant la
transition vers la nouvelle version de référentiel ISO 9001. La
dernière version du « brouillon » de la dite norme vient d’être
publiée sous forme d’enquête publique sur le site d’AFNOR [14] et est disponible aux personnes
intéressées.
La revue des bonnes pratiques d’analyse des risques, ainsi que la
lecture des normes ISO 31000 [11] et ISO
31004 [12], sont nécessaire pour créer la
cartographie des risques de BASF Coatings,
France.
Rechercher
des solutions pour optimiser l’efficience du processus de
modification des formules peinture
« constructeurs automobiles »
Le besoin d’optimiser le fonctionnement actuel de mise à jour et
de création des formules de production pour une des Business Units
de BASF Coatings a été identifié au sein du processus «
développement » concerné. Le point critique identifié avec le
Responsable Qualité de cette unité, est le délai de mise à
disposition de la formule dans SAP – logiciel de gestion
industrielle utilisé sur le site. La formule est créée par le labo
de développement qui, suite aux trois batches pilotes réussi,
accepte la formule comme valide pour la production en série.
La bonne compréhension de la problématique a été assurée par
l’étude préliminaire du processus, ses étapes et outils.
Le but étant d’identifier les points bloquants et de pouvoir
proposer des solutions améliorant l’efficience de ces processus,
l’analyse de la situation actuelle, impliquant les représentants
de tous les services intéressés, a été menée.
Afin d’avoir une vision globale et la plus complète possible, une
série d’entretiens avec les acteurs a été planifiée et commencée.
Les questions posées ont été adaptées selon la division interrogée
et l’avancement du projet.
Les informations récoltées ont été analysées tout au long du
projet. Cette approche a permis de clarifier la situation et de
formuler des constats préliminaires. L’ajustage de la feuille de
la route du projet a été effectué avec la Responsable Qualité
Site, suite aux premières interviews.
Ce projet est toujours en cours et sera terminé avant la fin du
stage.
Résultats
Le projet du stage a apporté un nombre d‘avantages pour la
stagiaire ainsi que pour la société d’accueil, BASF Coatings
France.
La chargée de projet du stage, suite à la formation aux normes et
aux techniques d’audit interne et ciblé, a renforcé l’équipe
d’audit, contribuant à la réalisation du planning 2014. Le regard
extérieur ainsi que la curiosité de la stagiaire ont mené vers des
constats contribuant à l’amélioration de certains maillons de
processus opérationnels.
Le travail sur l’optimisation des plans de surveillance a permis
préparer l’audit externe et de créer en même temps les nouveaux
documents opérationnels à déployer dans les ateliers de
productions. La révision des AMDEC ainsi que l’animation des
séances des nouvelles AMDEC, valorisent l’expérience acquise de la
stagiaire et ont avancé le planning d’analyses de risques de
l’activité ECR.
Durant le travail sur déploiement de la nouvelle norme ISO 9001,
l’esprit d’analyse ainsi que la connaissance des outils d’analyse
des risques ont été bénéfiques pour la réflexion commune sur ce
sujet. Le résultat escompté de cette partie de projet du stage est
une cartographie des risques de la société.
Concernant le dernier projet en cours, la stagiaire mène la
démarche d’analyse du processus actuel de mise à jour et création
des formules produits ECO. Terminé, le projet va fournir des
solutions à mettre en œuvre pour améliorer l’efficience du
processus développement produits. L’effet visible à plus long
terme est la diminution des coûts de non qualité.
Les points d’amélioration à adresser prochainement sont :
• Apprentissage continue des référentiels (les
normes, directives, lois)
• Gagner plus d’expérience en management des
ressources et des fonds.
Les résultats obtenus à ce jour et les résultats escomptés sont en
accord avec les objectifs initiaux du stage. Ils contribuent à
l’amélioration continue d’un Système de Management de la Qualité
bien établi. La valeur ajoutée en termes d’innovation est visible
surtout dans le projet de création d’une cartographie des risques
qui suit les évolutions normatives et accompagne le changement
implicite. Le bon déroulement des projets a été facilité par une
forte capacité d’adaptation de la stagiaire et son aptitude à
comprendre les problématiques concernées rapidement.
Conclusions
Les activités du stage ont eu pour but d’apporter une expérience
pratique dans le management d’un système qualité, plus
précisément, de préparer pour le métier d’une responsable qualité
et auditrice.
Au début du projet de stage de fin d’études, je disposais de
connaissances théoriques sur les outils qualité, démarches et
audits ainsi que sur certaines normes acquises durant le cours de
Master Qualité à l’UTC.
L’intégration du Service Qualité Site de BASF Coatings France et
le travail en liaison directe avec la Responsable Qualité Site
m’ont permis de participer activement dans des démarches de
pérennisation, mesure et d’assurance Qualité sur le
site.
J’ai su exploiter ma capacité d’adaptation afin de bien intégrer
la société. L’aisance comportementale a été un plus pour
communiquer efficacement et collaborer avec le personnel de
production et du laboratoire contrôle.
L’expérience en tant qu’auditrice a pu être assurée au travers des
audits internes et des audits ciblés, effectué durant l’activité
du stage, selon ISO/TS 16949. La preuve d’avoir acquis les
compétences nécessaires d’un auditeur interne, a été donnée
durant un audit ciblé mené en autonomie. La participation à
l’audit de certification en tant qu’audité a permis de comprendre
comment gérer un audit externe au niveau site ainsi que d’observer
la cohésion de la totalité du Système de Management de la Qualité
du site, en ayant la vision détaillée sur tous les processus.
L’optimisation des documents qualité et l’exploitation des
procédures et des instructions de travail a permis de connaître
les exigences ISO/TS 16949 relatives à la documentation, leur
respect ainsi que les contraintes associées.
On considère, que les activités du projet du stage de fin d’études
ont permis d’acquérir les compétences professionnelles ciblées,
permettant de manager un Système de la Qualité d’un organisme.
Forte d’expériences précédentes dans le domaine de gestion de
projets de recherche et le plus récemment, gestion de la Qualité,
je me considère prête pour intégrer une structure en tant que
responsable/ animatrice qualité et auditrice interne.
Bibliographie 1. Présentation
officiel de la société :
« 2013_bcf_presentation.pptx » ; site web : www.basf-coatings.fr/f/services/communication. 2. Norme,
« FD ISO/TS 16949 : 2009 - Systèmes de management de la
Qualité. Exigences particulières pour l’application de l’ISO
9001 : 2008 pour la production de série et de pièces de
rechange dans l’industrie automobile. », AFNOR,
www.afnor.org. 3. Support de
formation, « Formation norme ISO/TS 16949 version
2009 », effi2Qual, effi2qual.fr. 4. Norme,
« ISO 9001 : 2008 - Systèmes de management de la Qualité
– Exigences. », AFNOR, www.afnor.org. 5. « Lignes
directrices pour l’audit des systèmes de
management. », NF EN ISO 19011 : 2012, AFNOR,
www.afnor.org. 6. Support de
formation, « Formation audit interne », effi2Qual,
effi2qual.fr. 7. Norme,
« ISO 14001 : 2004 - Systèmes de management
environnemental – Exigences et lignes directrices pour son
utilisation. », AFNOR, www.afnor.org. 8. Site
officiel de la société, www.global-technical-community.basf.net. 9. « The 5S’s : Five keys
to a Total Quality Environment. », Osada, T. (1995), US:
Asian Productivity Organization. ISBN 9283311167. ; «Lean and
Environment Training Modules» (http://gsn.nist.gov/pubs/module5_6S.pdf). United States Government, Green
Supply Network. 10. Norme, « ISO 21500 - Management de
projet », AFNOR, www.afnor.org. 11. Norme, « NF ISO 31000 : 2010 - Management du
risque. Principes et lignes directrices. », AFNOR,
www.afnor.org. 12. Norme, « ISO/TR 31004 : 2013 -
Management du risque - Lignes directrices pour
l’implémentation de l’ISO 31000. », AFNOR,
www.afnor.org. 13. Institut pour la
Maîtrise des Risques, site web : www.imdr.fr. 14. Norme, « PR NF EN ISO
9001 - Systèmes de management de la qualité – Exigences. »,
AFNOR, www.afnor.org. 15. "ISO/TS 16949: Audits,
optimisation des processus et management des risques.",
OCHOCINSKA Agata , Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO),
Mémoire d'Intelligence Méthodologique du stage professionnel
de fin d'études, www.utc.fr/master-qualite, puis "Travaux",
"Qualité-Management", ref n ° 296, juin 2014

 sous
format PDF
sous
format PDF sous format PDF
sous format PDF