Master Qualité - Communication
publique des résultats d'un stage de fin d'études UTC - rue Roger Couttolenc - CS
60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr
- Tél : +33 (0)3 44 23 44 23
Avertissement
: Si vous arrivez directement
sur cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut
donc comporter des imperfections ou des imprécisions
que le lecteur doit admettre et donc supporter. Il a
été réalisé pendant la période de formation et
constitue avant-tout un travail de compilation
bibliographique, d'initiation et d'analyse sur des
thématiques associées aux concepts, méthodes, outils
et expériences sur les démarches qualité dans les
organisations. Nous ne faisons aucun usage
commercial et la duplication est libre. Si, malgré nos précautions, vous
avez des raisons de contester ce droit d'usage, merci de
nous en faire part, nous nous efforcerons
d'y apporter une réponse rapide. L'objectif
de la présentation sur le Web est de permettre
l'accès à l'information et d'augmenter ainsi les
échanges professionnels. En cas d'usage du document,
n'oubliez pas de le citer comme source
bibliographique. Bonne lecture...
Référence
Qualité et
Maîtrise des Risques dans l'Innovation,
ELKHAYAT Yassine, Université de Technologie de Compiègne,
Master Qualité et Performance dans les Organisations (QPO)
Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, juin 2015, www.utc.fr/master-qualite, puis
"Travaux", "Qualité-Management", réf n° 316
RÉSUMÉ
- -
De
nos jours, en raison de la nécessité de raccourcir le
temps de développement tout en garantissant la
qualité, la fiabilité et la durabilité (QFD) des
produits, la tâche s’annonce difficile. Des risques
dus aux changements et aux modifications s’opposent
tout au long du processus de développement de nouveaux
produits (NPD) et les gérer nécessite une démarche
pointilleuse et bien soignée.
Réussir
le défi QFD des produits s’appuie sur la conduite et
l’introduction, dès les phases de conception, d’une
analyse de défaillances car le plus tard, une panne
est détectée le plus élevé sont les efforts et les
coûts pour l'éliminer.
Aujourd’hui
l’industrie mondiale, notamment l’automobile, fait
face à une situation où on commence à demander des
stratégies et des produits zéro défaut. Cet objectif
ne peut pas être atteint par le contrôle de la qualité
et des tests de fiabilité seuls. La connaissance et la
compréhension des risques possibles et leurs
mécanismes s’avèrent nécessaires.
Le
concept GD3 ou (mizen-boushi), à travers l’application
de la Design Review (DR) et l’outil DRBFM, constitue
l’une des solutions prospérée pour prévenir les
risques dus aux innovations et aux changements dans
les processus de développement.
Le
présent mémoire expose le concept GD3 et la démarche
DR. En outre Il détaille la DRBFM qui est un outil qui
vise à conduire à des mesures préventives contre les
risques en concentrant l'attention sur les axes de
modification, la discussion des points de changements,
le renforcement de la créativité ainsi que la
stimulation des cerveaux des autres pour une
perception plus large.
Nowadays,
due to the need to shorten development time while
ensuring quality, reliability and durability (QFD)
products, the task is difficult. Risks due to changes
and modifications are opposed throughout the new
product development process (NPD). Manage them
requires a punctilious and well cared approach.
Successfully
complete the challenge QFD product relies on the
conduct and the introduction, from the design phase,
of a failure analysis because the later a fault is
detected the greater are the efforts and costs for
eliminate it.
Today,
the industry, including automotive, faced with a
situation where zero defect products and zero defect
strategies are demanded. This objective can not be
achieved by quality control and reliability testing
alone. Knowledge and understanding of possible risks
and their mechanisms are necessary.
The
concept GD3 or (mizen-boushi), through the application
of the Design Review (DR) and the DRBFM tool is one of
flourished solutions to prevent risks due to
innovation and change in the development process .
This
memo outlines the GD3 concept and the DR approach.
Moreover, it details DRBFM which is a tool that aims
to lead to preventive measures against risks by
focusing on axes of modification, discussing points of
changes, enhancing creativity and stimulating the
others' brains for a wider perception.
Je tiens à exprimer ma profonde gratitude
ainsi que toute ma Reconnaissance à mon tuteur de stage, M.
Guillaume LETOCART, Alpine Quality Manager, pour son
chaleureux accueil, ses directives précieuses, ses
recommandations pertinentes, son soutien et son accompagnement
tout au long du stage.
Mes sincères remerciements vont aussi à mon
encadrant pédagogique à l’Université de Technologie de
Compiègne, M. Gilbert FARGES qui m’a fait bénéficier de son
savoir, de ses conseils précieux, de sa disponibilité et
l’intérêt manifesté à ce projet.
Je remercie tous les membres qui
travaillent sur le projet Alpine pour leur accueil
sympathique, et leur assistance tout au long de mon projet.
Enfin, je remercie tous ceux dont je n’ai
pas cité le nom, et qui ont favorisé l’aboutissement de ce
projet.
Merci à Vous,
Merci Alpine, Merci UTC.
Glossaire
Innovation :
Mise en œuvre d'un produit (bien ou service) ou d'un processus
nouveau ou sensiblement amélioré, d'une nouvelle méthode de
marketing, d'une nouvelle méthode organisationnelle dans les
pratiques commerciales, l'organisation du lieu de travail ou
les relations externes. [1]
Système de management de l'innovation :
Ensemble d'éléments corrélés ou interactifs d'une organisation
pour établir des politiques et des objectifs en matière
d'innovation, ainsi que des processus pour atteindre ces
objectifs. [1]
Risque :
Effet de l'incertitude sur l'atteinte des objectifs.
NOTE 1 : Un effet est un écart, positif et/ou négatif, par
rapport à une attente. [2]
Identification des risques :
Processus de recherche, de reconnaissance et de description
des risques. [2]
Source de risque :
Tout élément qui, seul ou combiné à d'autres, présente un
potentiel intrinsèque d'engendrer un risque. [2]
Analyse du risque :
Processus mis en œuvre pour comprendre la nature d'un risque
et pour déterminer le niveau de risque. L'analyse du risque
fournit la base de l'évaluation du risque (2.24) et les
décisions relatives au traitement du risque. [2]
Management du risque :
Activités coordonnées dans le but de diriger et piloter un
organisme vis-à-vis du risque. [2]
Analyse fonctionnelle :
Une démarche qui consiste à rechercher, ordonner,
caractériser, hiérarchiser et / ou valoriser les fonctions du
produit (matériel, logiciel, processus, service) attendues par
l'utilisateur. [3]
Solution de back up :
Solution secondaire, ou solution de secours. [9]
Après 5 ans d’étude
supérieure en ingénierie industrielle et une année
supplémentaire de spécialisation en Qualité dans le cadre du
Master Qualité et Performance dans les Organisations (QPO) de
l’Université de Technologie Compiègne (UTC), Ce stage vient
pour s’inscrire parfaitement dans ma vision de mon projet
professionnel qui est d’exercer le métier de qualiticien au
sein d’une firme industrielle. Les 24 semaines de stage m’ont
permet, en plus de valider mon diplôme de master, de renouer
mon contact avec le terrain, d’ancrer mes acquis théoriques,
de développer ma pratique en entreprise, de prendre des
responsabilités et de contribuer efficacement à des activités
stratégiques de l’entreprise.
En tant ingénieur industriel,
j’ai choisi de faire un master qualité dans l’objectif
d’acquérir une double compétence mais surtout pour
renforcer mon pragmatisme, l’esprit d'analyse et de synthèse,
le bon relationnel et la capacité d'écoute.
Mon choix pour le secteur
d’activité s’est directement tourné vers l’industrie
automobile, cette orientation se traduit clairement par
l’exigence imposée par ce secteur d’un niveau bien élevé de
qualité et de perfection avec une recherche constante de
l’amélioration continue et la satisfaction client.
Pour concrétiser ce choix
j’ai opté d’effectuer mon stage dans le Technocentre Renault
qui est le plus grand centre de recherche et développement en
France. Une opportunité pour moi de travailler avec des
équipes pluridisciplinaires sur la qualité en phase amont.
Ceci me permet d'avoir une vue globale du processus de
développement des produits en passant par leurs production
jusqu'à leurs fin de vie, mais aussi une vision bien élargie
du métier de l'assurance qualité et du management des risques.
Le sujet du stage touche
l’assurance qualité et le management de risque dans
l’innovation. En effet, les missions du stage ont confirmé mon
goût pour le travail en terrain en transversalité et avec tous
les métiers qui existent au sein de l’entreprise, la
communication, le partage et l’esprit d’équipe.
Ce présent Mémoire
d’Intelligence Méthodologique (MIM) expose, sur trois
parties, l’ensemble des travaux et la méthodologie appliquée
durant ce stage. Dans un premier temps, le cadre du projet,
aux travers les enjeux, les objectifs, le contexte et la
problématique globale, sera détaillé. La deuxième partie
portera par la suite sur l’approche méthodologique utilisée
tout au long du stage. Enfin, un zoom sur la méthode, une
comparaison avec une autre et les perspectives de la
présente étude seront abordés.
Sept ans déjà depuis le déclenchement de la
crise dans l’industrie automobile. Du côté de la production dans
les plus gros marchés, la crise a été dévastatrice en Europe et
profonde au Japon, alors qu’elle n’est qu’un lointain souvenir
en Chine, et en passe d’être surmontée en Amérique du Nord. Ce
marché mondial à plusieurs vitesses n’en finit plus de rebattre
les cartes parmi les pays producteurs et les constructeurs...
Le secteur automobile a été durement frappé par la crise
économique. Malgré les dispositifs d’aide publique, la
production automobile s’est effondrée en 2008 ; même en 2012,
elle était encore 8% en dessous de son niveau d’avant-crise dans
l'OCDE. [4]
Dans cet univers économique instable et d’une grande complexité,
d’autres nuages obscurcissent le ciel de l’industrie
automobile. Une nette dégradation est enregistrée dans les
pays industriels avec une contraction allant de -42% pour la
France, à environ 1,7 million de véhicules et jusqu’à -49% pour
l’Italie. Différents facteurs sont à considérer, mais ce sont
essentiellement la faiblesse des débouchés naturels d’Europe de
l’Ouest et, surtout, le manque de compétitivité de l’industrie
française (bien au-delà du seul secteur automobile) qui
expliquent cette contraction. [4]
Cependant, depuis le milieu de l’année 2009, l’économie mondiale
a retrouvé de plus en plus un rythme d’expansion. En 2013,
l’industrie automobile mondiale a atteint un nouveau record avec
plus de 87 millions de véhicules produites.
Depuis 2007, malgré la crise, l’industrie automobile française
continue à investir pour l’avenir. Les dépenses de R&D se
situent à environ 6 milliards d’euros par an. Cela en fait
toujours le premier secteur en termes de R&D et de dépôts de
brevets en France. L’automobile est alors un important moteur
d’innovation, comme en témoigne sa part élevée dans la dépense
de R-D totale. Par exemple, en République tchèque, en Suède, en
France et au Japon, plus de 15 % de la R-D totale se fait dans
l’automobile, et en Allemagne plus de 30 %. [5]
Mission : offrir aux
clients des produits et services de qualité toujours plus
innovants.
Valeurs et Vision : «Il est de notre devoir
d’intégrer les préoccupations sociétales dans nos actions et
créations afin d’inventer l’automobile de demain. A nous de nous
adapter aux changements et non l’inverse».
L’histoire commence, en 1898, par une grande innovation : la
transformation du tricycle du Louis Renault, un grand passionné
d’automobile, en une voiturette de 1 ch à prise direct. Par sa
maniabilité, sa stabilité et son prix (3000 francs), la
voiturette connaîtra un grand succès dans son entourage.
Louis Renault décide alors de créer avec ses deux frères Marcel
et Fernand, « RENAULT-FRERES », la société de production de
petits véhicules, basée à Boulogne-Billancourt au sud de Paris.
Elle a commencé à produire des voitures en série à partir de
1905. Elle s'est développée tout au long du vingtième siècle et
s'est fait connaître notamment par son engagement en course
automobile (Formule 1 à partir de 1977).
Présent dans 125 pays, avec près de 120 000 collaborateurs et 29
sites de production, Renault est aujourd’hui un groupe
automobile multimarque, avec une dimension mondiale acquise
grâce à son Alliance avec le nippon Nissan, l’acquisition du
constructeur roumain Dacia et la création de la société
sud-coréenne Renault Samsung Motors.
Le groupe conçoit, développe, fabrique et vend des véhicules
particuliers et utilitaires légers sous 3 marques:
– Renault représente 81 % de voitures vendues
en 2014 du groupe Renault.
– Dacia 15 %.
– Renault Samsung Motors 4 %.
Remarque : l’enrichissement
du groupe, d'ici 2016, par une quatrième marque intitulée
Alpine, fait objet d’une réflexion au sein de Renault.
En 2014, les ventes du Groupe Renault progressent de 3,2 %, soit
2,7 millions unités. En Europe, sa part de marché dépasse le
seuil des 10 %, en progression de 0,6 point, grâce à la
performance des marques Renault et Dacia, portées notamment par
le succès de Clio, Captur, Duster et Sandero. Le Groupe résiste
face au ralentissement de ses marchés émergents, avec des gains
de part de marché notamment au Brésil et en Russie, ses 2e et 3e
plus gros marchés.
Figure 1 : Volume de vente Renault par région. [7]
Signée le 27 mars 1999, l’Alliance Renault-Nissan marque le
premier rapprochement et partenariat industriel et commercial
entre une société française et japonaise. Dans le respect des
identités de chaque groupe, et valorisant leur complémentarité,
l’Alliance permet à Renault de bénéficier de la taille critique
d’un grand constructeur automobile international.
En 2014, l’alliance est le 4e groupe mondial automobile, avec
8,5 millions de véhicules vendus, dans plus de 200 pays (2,7
pour le Groupe Renault, 5,3 pour le groupe Nissan et 0,4 pour
AVTOVAZ). [7]
Suite à cette alliance Renault détient 43,4% des parts de Nissan
alors que ce dernier ne détient que 15% des parts dû
constructeurs Français et ne possède pas le droit de vote.
L’Alliance est également organisée sur le plan de ses usines, de
façon à produire au plus près des marchés, tout en optimisant
les capacités industrielles au service des marques des deux
groupes. Les deux sociétés partagent une stratégie commune de
croissance rentable et une communauté d’intérêts.
2.2.
Présentation d’Alpine
Alpine est la marque mythique de voitures de
sport française, créée à Dieppe, France, en 1955 par Jean
Rédélé, à l'époque concessionnaire Renault, qui fit une percée
remarquable dans le secteur des automobiles sportives.
Le 5 novembre 2012, 17 ans après la disparition de la marque,
Carlos Ghosn, PDG de Renault, annonce la renaissance d'Alpine et
le retour en production pour 2016 d'une berlinette qui reprend
les gènes de la marque.
En 2012, le PDG de Renault et Tony Fernandes, propriétaire de
Caterham, confirment lors d'une conférence de presse le retour
d'Alpine en partenariat de 50 % avec Caterham. Ce
partenariat a donné naissance à la « Société des automobiles
Alpine Caterham ».
Le 26 mars 2014, Renault et Caterham officialisent la fin du
leur partenariat, sans que cela ne remette en cause le projet de
fabrication d'une nouvelle icone Alpine pour 2016. [8]
Dans un environnement concurrentiel mondial
acharné, la qualité, la fiabilité et la sécurité des produits
deviennent des facteurs clé pour assurer la survie de toute
entreprise. Garantir des risques maitrisés constitue un gage de
satisfaction clients, c’est dans cette optique que le Groupe
Renault et bien évidemment sa filiale Alpine considère le
management de risque une étape cruciale pour garantir un niveau
de compétitivité digne d’un groupe de ce nom (de cette
taille).
Après une fermeture de production d’environs deux décennie,
Alpine reconnue pour la qualité et la sportivité de ses voitures
vise pour sa prochaine berlinette un niveau d’attractivité, de
compétitivité et de qualité qui renforce la reconnaissance de
l’image de marque de l’entreprise pour ses clients. Une cible de
telle envergure nécessite un travail minutieux et une approche
de management bien pensée.
C’est dans cet enjeu que les missions du stage viennent
s’inscrire pour répondre aux besoins d’une clientèle exigeante.
Analyse SWOT :
En vue de prévenir les risques potentiels liés au déroulement du
projet, une analyse SWOT a été réalisé (Figure 3). La Matrice
SWOT en dessous permet de savoir les forces, les faiblesses, les
opportunités et les menaces accompagnant le projet.
Afin de répondre aux
exigences d’un marché très concurrentiel de voiture sportive
et haut de gamme, Alpine envisage le management du risque en
utilisant une méthode de la maison mère Renault, importé de
son alliance avec le géant japonais Nissan.
C’est dans ce cadre que
l’entreprise m’a confié ce projet de fin d’études au sein de
l’équipe Qualité au Technocentre de Guyancourt.
Maître d’ouvrage :
Le maître d’ouvrage est l’Entreprise Renault au travers sa
filiale Alpine
Maître d’œuvre:
Le maître d’œuvre est l’université de technologie de Compiègne
représenté par :
Yassine ELKHAYAT, étudiant en master QPO
Encadrant pédagogique : M. Gilbert FARGES
Les missions du stage sont de :
•
Comprendre la problématique
• Identifier les pièces jugées à risque
• Cerner le périmètre de l’étude pour
chaque pièce
• Réaliser une analyse fonctionnelle
• Animer la design review avec les
experts et les concepteurs
• Proposer des actions de levée de
risques
• Suivre la réalisation des actions
proposées
• Clôturer l’étude et faire un retour
d’expérience.
Pour bien comprendre la
problématique et en vue de la cerner, l’analyse QQOQCP
suivante a été élaborée.
Le but de cet outil est
d’avoir des informations suffisantes sur la problématique en
répondant aux questions suivantes : Qui? Quoi? Où? Quand?
Comment? Pourquoi?
Les objectifs principaux de
ce projet consistent à :
•
Identifier les nouveautés et innovations ;
• Identifier les pièces jugées à
risque ;
• Maitriser ces risques :
o
Conduire la DR et proposer des actions de levée de risque,
o Faire le suivi des actions
entreprises,
• Gagner en fiabilité et
durabilité ;
• Garantir la qualité du produit ;
• Gagner en compétitivité ;
• Satisfaire et fidéliser la clientèle ;
• Renforcer l’image de marque de
l’entreprise.
Chapitre 2 : L’innovation et la
maitrise des risques, un compromis à gérer
1. Management
de l’innovation, un enjeu majeur de compétitivité pour
les entreprises
Depuis son existence
l’homme a toujours innové en mobilisant des compétences
multiples (technique, gestion, etc.) et des acteurs
(individus et organisations). Au fils des siècles, il a
amélioré les systèmes productifs : en allant d’un travail
artisanal au moyen âge basé sur l’animal et l’humain
comme force et acteur moteur, en passant par un système dit
industriel au dix-neuvième siècle avec l’introduction de la
machine à vapeur, et en arrivant au système moderne actuel
axé sur la maitrise de l’information. [10]
En ce début de vingt et
unième siècle, l’innovation s’affiche, au cœur des
priorités, comme un facteur clé de la réussite et une source
essentielle de compétitivité, pour toute organisation. C’est
en principe la capacité à créer de la valeur en concrétisant
une idée nouvelle ou en apportant des améliorations, tout en
s’assurant de l’appropriation de cette innovation par un
public, car elle correspond à ses besoins et attentes
explicites mais aussi implicites.
C’est
quoi l’innovation ? :
L'innovation est un
phénomène complexe, polymorphe et polysémique. Il désigne
aussi bien un résultat concret (un produit nouveau, un
service nouveau, un procédé nouveau, une technologie
nouvelle, un savoir-faire nouveau) que le processus
d’innovation mis en œuvre pour produire un nouveau produit,
améliorer ou développer des produits existants, optimiser un
système ou encore adopter des technologies nouvelles. [11]
La Norme CEN/TS 16555-1
(Management de l'innovation — Partie 1 : Système de
management de l'innovation) définie l’innovation comme étant
la mise en œuvre ou l’amélioration d'un produit (bien ou
service) ou d'un processus, d'une nouvelle méthode
organisationnelle, commerciale ou de marketing,
l'organisation du lieu de travail ou les relations externes.
Processus d’innovation :
La figure ci-dessous
présente les différentes étapes du processus d’innovation.
Ce processus englobe l’ensemble des étapes qui
s’enchainent depuis la naissance d'une idée jusqu'à sa
matérialisation (commercialisation du produit), en passant par
des études de marché et de faisabilité, le développement du
prototype et le lancement des premières vagues de production.
La phase d'émergence consiste à présenter un nouveau concept ou
une amélioration d’un produit existant, attractifs pour les
clients et réalisables. Dans cette étape on décrit ce concept et
on estime les coûts et les ressources nécessaires.
Dans la phase de recherche et développement, l’analyse de
faisabilité et de rentabilité ainsi que l’étude technique et
commerciale sont menées et validées. À la fin de cette étape, le
prototype est réalisé et les tests sont conduits.
La troisième phase correspond à la mise en œuvre,
l’industrialisation du produit et le lancement des outillages.
Les dossiers de fabrications et la qualification des postes et
matériels sont réalisés. Les caractéristiques de l'innovation
sont figées et l'effort est consacré à la fabrication à un coût
acceptable avec une bonne qualité et dans les délais prononcés
aux clients ou utilisateurs potentiels.
Les équipes de production et les équipes commerciales prennent
alors le relais.
La dernière étape est la phase de montée en puissance de
l'activité. Elle concerne la commercialisation du produit et les
moyens nécessaires pour atteindre cet objectif. Ceci dit que le
niveau de satisfaction client, les réactions de la concurrence
et les procédés de fabrication sont observés, analysés puis
optimisés.
L’innovation qu’était considérée comme une activité
optionnelle pour certains, est devenue de nos jours un point de
passage obligatoire. C’est la solution unique et miraculeuse
afin de maintenir sa place dans le marché. L’innovation concerne
aujourd’hui tous les secteurs d’activité.
L’entreprise, dans les pays industriellement développés
comme la France, n’innove pas par choix ou pour suivre une
mode ou par goût de découvrir, car l’innovation représente
toujours des risques. L’innovation s'est imposée comme
l’espoir de sortir d’une crise économique dans laquelle de
nombreux organismes s’enfoncent. C’est ainsi le moyen le plus
efficace et le plus sûr pour rester compétitive face à des
pressions concurrentielles devenues mondiales.
Dans ce contexte de plus en plus exigeant (mondialisation,
réduction du cycle de vie des produits,…), le management de
l’innovation fait aujourd’hui partie intégrante de l’activité
de management de l’entreprise. L’innovation n’est pas un
processus isolé, c’est une activité qui se pense, qui se gère
et qui s’organise pour s’aligner avec la stratégie de
l’entreprise. Ceci nécessite donc un système chargé du
management de l’innovation.
Selon la norme XP CEN/TS 16555-1 (Management de
l'innovation — Partie 1 : Système de management de
l'innovation) , le système de management de l'innovation est
définie comme étant l’ensemble d'éléments interactifs ou
corrélés d'une organisation pour définir des politiques et des
cibles en matière d'innovation, ainsi que des processus pour
atteindre ces cibles.
La mise en place de ce système offre aux organisations de
nombreux avantages.
En matière de gestion des risques, elle permet :
— d'aider à identifier et à limiter les risques le plus en
amont possible. [1]
Cette même norme cite dans le premier point Risques et
opportunités du chapitre 6 Planification pour le succès de
l'innovation, que lors de la planification du système de
management de l'innovation, il convient que l'organisation
tienne compte des enjeux internes et externes, des besoins et
des attentes, ainsi que de la vision et de la stratégie de
l'innovation, et qu'elle détermine les risques et les
opportunités à prendre en compte, afin :
— de s'assurer que le système de management de
l'innovation est capable d'obtenir les résultats escomptés ;
— d'empêcher ou de limiter les effets
indésirables ;
— d'appliquer avec succès une démarche
d'amélioration continue.
Il convient que l'organisation réalise une planification
des actions pour traiter les risques et les opportunités
confrontés, ainsi que la manière d'intégrer ces actions dans
les processus du système de management de l'innovation, de les
mettre en œuvre et d'évaluer leurs efficacité.
l'incertitude du chemin menant à la solution et le risque
de ne pouvoir atteindre l’ objectif sont des sujets qui
doivent être tenus en compte durant toutes les activités liées
au processus de l'innovation. [1]
La norme CEN/TS 16555-3 (Management de l'innovation —
Partie 3 : Attitude d'innovation) affirme que toute innovation
représente des risques, cependant des méthodes de conception
éprouvées permettent de maîtriser ces risques par une gestion
éclairée à un stade relativement précoce avant tout engagement
dans des investissements lourds. Cette démarche issue de la
conception est donc un processus extrêmement efficace par
rapport au coût qui permet de répondre aux besoins du client
(quelle qu'en soit la définition), dans les limites des
ressources de l'organisation. [12]
Pour maitriser ces risques, plusieurs méthodes ont été
développées. Parmi lesquelles on retrouve la méthode
Mizen-boushi qui fera l’objet du sous-chapitre suivant.
2. GD3 ou
Mizen-boushi pour une prévention proactive
Les évolutions du comportement des clients et du marché
constituent une grande partie de la création et la
modification des produits. Sur un marché d’envergure mondiale,
le développement de produits s’affiche pour être l'un des
business processus les plus importants pour les entreprises
dans la réalisation de leurs avantages concurrentiels. Au
cours de la dernière décennie, de nouveaux produits sont
apparus à un rythme toujours croissant. En outre, des
modifications du produit ont augmenté de manière significative
afin de répondre aux besoins existants, besoins émergents, et
attentes latentes des consommateurs. La plupart des nouveaux
produits sont conçus en ingénierie par une modification des
produits existants. [13]
Bien que, le développement d’un produit implique
l'évolution constante d'une conception initiale. Toutefois,
ces modifications et changements de conception introduisent de
nouvelles défaillances potentielles et créent des échecs
accrus dans la conception des produits. Ces échecs peuvent
affecter la qualité, la fiabilité et la disponibilité d'un
produit et peuvent causer la perte du profit à la fois pour le
fabricant mais aussi pour l'utilisateur. Ceci est
particulièrement vrai dans l'industrie automobile. [13]
Beaucoup d’incidents ont été récemment rapporté et
qui sont résultats d'une mauvaise fiabilité de la technologie
et de la gestion de la qualité. Le souci est que ces
d’incidents signalés sont considérés comme évitables et dont
les causes sont déjà connues. Il était donc possible de
prendre des contre-mesures. En d'autres termes, si ces causes
ont été dévoilées dans les premiers stades de développement
d’un produit, pratiquement tous les d’incidents pourraient
être évités. Par conséquent, il est important de trouver la
démarche permettant de cerner ces causes dans les initiales de
la conception pour prévenir les d’incidents évitables.
Une fois qu'un problème se produit par un fabricant, les
répercussions engendrées par celui-ci provoquent non seulement
une perte financière, mais aussi une atteinte à la fiabilité
et l’image de la marque. Il est extrêmement difficile de
restaurer le manque de fiabilité et de crédibilité de
l'image d’une entreprise car cela coûte excessivement beaucoup
et nécessite des années de travail. En outre, dans la
construction automobile chaque fabricant a pris beaucoup
d'efforts pour fabriquer des produits plus fiables dans une
période de développement plus court, en réponse à la demande
rapide du marché. Pour atteindre ce but, chaque concepteur
devrait empêcher à l'avance les problèmes possibles avant
leurs apparitions. Si les erreurs ne peuvent pas être trouvées
dans la phase de conception, ils se traduisent par des pertes
énormes telles que les rappels, les dommages et les
poursuites. [13]
Il est bien connu que le leadership incontesté de Toyota
en industrie automobile prouvé par la qualité, la fiabilité et
la durabilité (QFD) et qui est atteint d'une manière Lean et à
faible coût est l'un des facteurs clés qui ont alimenté sa
croissance spectaculaire de la part du marché mondial. Comme
dans de nombreux segments de marché, les clients attendent et
demandent la performance, la plus-value et un haut niveau QFD.
Si vous ne respectez pas ces attentes clients, vous êtes
en risque de perdre votre marché.
Les ingénieurs de Toyota savaient que leurs concurrents
ont commencé à apprendre leurs techniques et méthodes de
contrôle de la qualité, pour résoudre et répondre rapidement
aux problèmes, ils ont aussi appréhendé qu’il faille bien
s’améliorer en permanence afin de maintenir leur avantage
concurrentiel. Conclusion, Ils ont compris que la prochaine
étape logique était de développer des méthodes pour prévenir
les problèmes qualité avant qu'ils ne surviennent et que cela
serait meilleur s’il est bien accompli au cours du processus
de conception et développement des nouveaux produits. [14]
Pour ces raisons, Toyota a développé l’approche
Mizen-boushi (mesure préventive) qui a connu une grande
propagation aux États-Unis par l’ingénieur et le quality
executive de Toyota; Tatsuhiko Yoshimura (connu sous le nom de
Yoshimura-san à ses étudiants) quand il a été embauché par
General Motors pour examiner et recommander des améliorations
à leurs processus de QFD. Yoshimura-san a enseigné la méthode
Mizen-boushi au sein de General Motors qui a introduit un
processus de prévention des problèmes appelé GD3. [14]
Le concept GD₃ ou GD Cube, comprend trois
parties principales :
La première partie est le Good Design. Cette étape précise
les conditions de conception d'un produit fiable, et elle met
l'accent sur la création d'une conception robuste via les
critères suivants:
• Définir et réutiliser les aspects techniques des
produits réussies et éprouvés ;
• Identifier, réduire et gérer les influences
potentiellement perturbatrices qui modifient les conditions
d'utilisation ou les environnements techniques des produits
;
• Réduire le nombre des modifications par produit ; il
est important de "ne faire aucuns changements" qui sont
inutiles ;
• Comprendre les impacts des interfaces entre les
différentes parties / matières ;
• Définir des démarche de pronostics pour mettre en
évidence les problèmes.
Good Discussion est la
deuxième phase du Mizen-Boushi où des revues de conception et
des processus de gestion des risques sont conduits. Cette
partie s’appuie sur la discussion pour trouver les problèmes
et les risques dus à la différence entre la conception
actuelle et le ‘’Good Design’’. Donc elle concentre l’effort
sur les nouvelles fonctionnalités ou les modifications de
conception ou de l’environnement.
Parce que les concepteurs ne peuvent pas éviter de
s’écarter du Good Design dans le cas d'une modification de
conception ou une nouvelle conception, pour répondre aux
demandes du marché. Les concepteurs devraient alors prendre
connaissance des écarts et trouver les problèmes causés par le
développement des produits, en utilisant une discussion esprit
créatif et ouvert avec l'expertise nécessaire. Le processus
Good Discussion utilise un outil appelé Design Review Based on
Failure Mode (DRBFM) qui ressemble à l’AMDE mais qui est plus
adapté au NPD.
La troisième phase Good
Dissection, est un processus d'analyse des
résultats de test qui va bien au-delà d'une évaluation
réussite / échec. Ce processus exige que les résultats des
tests de performance soient évalués et analysés pour dévoiler
les indications de divergence fonctionnelle. En outre, les
pièces provenant des différents tests sont démontées,
disséquées et examinées de près afin de trouver les signes
d'usures ou de dégradation. Ces inspections sont faites en vue
de repérer les faiblesses de la conception, qui devront être
améliorées avant de se lancer dans la phase de
production. [14]
Le processus de Good Dissection
utilise un outil d'analyse appelé Design Review Based
on Test Results (DRBTR) qui est utilisé pour documenter les
observations, considérer les effets possibles sur les
clients, déterminer si des mesures correctives sont
requises, et fournir un feedback constructif à l'équipe de
conception pour faciliter les futures améliorations de
conception.
Les entreprises ont le défi de prévenir de manière
proactive les défaillances au cours des premières étapes du
processus de développement de nouveaux produits (NPD), plus
une panne est détectée tard dans le cycle de vie du produit,
plus ses conséquences deviennent critiques.
L’innovation et les modifications de conception peuvent
être problématiques dans la mesure où les concepteurs ne sont
pas toujours conscients de la corrélation et l’interdépendance
entre les différentes parties d'un produit et peuvent, par
inadvertance, ignorer les effets indirects du changement. Pour
remédier à cette problématique le processus design review est
établi pour assurer une discussion entre les différents
acteurs d’un environnement technique.
3. Design
Review, outil de Good Discussion pour une gestion des risques
Présentation de Design Review :
La démarche Design Review est une best practice de
l’Alliance Renault-Nissan. Elle est appliquée par Nissan
depuis plusieurs années et récemment introduite chez Renault.
Un processus Design Review est effectué sur un système ou
une partie du système, pièces ou processus quand ils sont
conçus ou adoptés pour la première fois par Renault.
Objectifs :
Le dispositif Design Review vise à prévenir les risques
liés aux innovations Produit et / ou Process en mobilisant au
juste nécessaire les compétences de la filière expertise, en
complément des démarches existantes, en particulier la Sûreté
de Fonctionnement (SdF) et ses outils.
Pendant le processus Design Review, le valideur évalue les
éléments suivants:
- Les risques potentiels et modes de défaillance
identifiés ainsi que les contre-mesures proposées par les
ingénieurs de conception / production, le fournisseur…etc.
- La clarification des caractéristiques spéciales à contrôler
dans le processus de conception, développement et
fabrication…etc.
Domaine d’application :
La démarche DR s'applique sur tout projet véhicule ou
organe (GM/M/B) qui intègre des innovations, et sur les
modifications vie série dès lors que la re-conception engendre
de l’innovation.
Le périmètre validé en DR comprend exclusivement la partie
innovante du système ou de l’organe. Il ne comprend pas le
reste du système ou de l’organe, dont le développement et
standard et suit les processus habituels de développement.
Deux de types de DR existent : La full process DR et
la Quick DR.
La figure ci-dessous illustre les principales différences
entre les deux formats de DR.
Figure 7 : Comparaison full process DR et QDR. [9], [15]
C’est une démarche de validation de la levée des risques
Produit / Process des innovations en développement. Cette
démarche nécessite un temps de préparation (~100 heures)
beaucoup plus important que le temps consacré à une QDR (~10
heures), ce qui explique l’exhaustivité de la démarche.
Pour la plupart des projets, environ 5 sujets sont
candidats à une Full process DR. Cette démarche s’appuie sur
la SdF et ses outils comme l’AMDEC, FBD et l’arbre de
défaillances.
Les Full Process DR ont pour objectifs de :
• Valider la levée des risques
produit/ process des nouveautés en développement.
• Garantir la prestation
qualité, fiabilité, durabilité et la robustesse de
conception.
Quick Design Review (Quick DR):
La démarche de Quick DR a le même objectif que la Full DR,
mais allégée dans les méthodes mises en œuvre et les acteurs
impliqués, car réservée à un niveau de nouveauté plus
faible.
Le temps consacré à la préparation d’une QDR est d’environ
10 heures, par contre le nombre de sujets (pièces ou
processus) traités par les QDR est important.
L'outil utilisé dans les QDR est la DRBFM "Design
Review Based on Failure Mode".
Le déroulement de chaque revue de DR (Full process DR ou
QDR) suit la logique d’amélioration continue IPCA avec
I pour Identification, P pour Preparation, C
pour Check et A pour Act.
• Les sujets cotés en nouveauté 3, 4 et
5. Les cotations nouveauté se font suivant des filtres propres
à chaque entreprise.
Ses filtres évaluent la nouveauté selon plusieurs volets
parmi lesquels on trouve : architecture & implantation,
solution technique, matériaux, sollicitations et procédés de
fabrication.
Les cotations nouveautés sont soumises à la validation de
l'expert leader lors d'une Pré-revue; l'attendu principal est
de décider du périmètre précis et de la démarche à engager :
Full Design Review, Quick Design Review ou autres démarches.
Les sujets de niveau 3 en nouveauté sont candidats à une
Quick DR. Au-delà de 3, les sujets font objets d’une Full
process DR.
Il faut s’assurer qu’une même innovation n’est pas traitée
simultanément, sur un même périmètre, dans des directions
différentes.
4.1.2. Phase 1 : Pré-revue DR
Objectifs :
La pré-revue est l’étape d’entrée du processus DR. Elle
est appliquée à chaque sujet candidat DR et permet en
particulier de décider du périmètre technique concerné, de la
démarche à appliquer et d'identifier les acteurs, en
particulier les experts, à solliciter pour les étapes
suivantes.
Cette phase est commune pour la Quick et la full process
DR.
Activités de la Pré-revue :
• Présentation technique de l’innovation
et des risques pressentis;
• Partage du groupe et validation de(s)
expert(s) leader(s) sur :
o la cotation innovation de la
nouveauté, au niveau du système et pour chacun de ses
composants ,
o le périmètre concerné potentiellement
par la DR. Ce périmètre doit être strictement limité à
l’innovation concernée. C’est une des conditions
essentielles pour valoriser la DR et éviter les redondances
avec les réunions standards du développement projet ,
o la décision d’appliquer une
DR et le choix du type ,
o les actions à réaliser pour la
première revue DR .
• Validation du planning des actions et
les livrables pour la première DR ainsi que le planning des
points intermédiaires ;
• Identification des experts valideurs à
solliciter. Planifier l'implication de chaque expert leader en
fonction des problématiques présentées à chaque revue ;
• Identification des contributeurs à
solliciter (compétence métier en particulier) ;
• Planification des dates des revues.
Attendus et livrables :
Un compte rendu de la pré-revue est rédigé et signé par les
experts leaders participants.
Les livrables sont a minima :
1. Décision de la démarche à appliquer ;
o Full process DR
o Quick DR
o Processus standard de
développement
2. Périmètre technique à traiter dans la DR
en se limitant aux parties innovantes du système ou de
l’organe ;
3. Liste et planning des actions à réaliser
pour les étapes suivantes, en particulier des outils et
méthodes qualité à utiliser ;
4. Liste des acteurs y compris les experts,
à solliciter pour les étapes suivantes.
Les attendus de la revue Design Review sont de :
• Confirmer ou infirmer les risques produit
process des innovations, avec l’aide des experts du domaine
concerné ;
• Valider les plans d’actions envisagés pour
lever ces risques ;
• Valider à chaque revue la poursuite du
projet et/ou décider de la mise en place d’une solution de
Back up ;
• Définir les points intermédiaires de revue
multi-compétences (Modélisation/calcul, métier, SdF,
expertise) pour la DR suivante.
Pour chaque revue des Full process DR ou des QDR, une étape de
préparation précède la revue.
4.1.3.1. Étape 1 : Préparation de la
revue
La phase de préparation est essentielle à la bonne tenue de
chaque revue ; celle-ci ne peut pas être une réunion d’analyse
et de compréhension du sujet. La préparation est réalisée par
le pilote, accompagné de l’équipe de développement et par les
experts et/ou référents concernés.
La préparation consiste à :
• appliquer les méthodes et outils de
conception proposés en pré-revue ou à la DR Précédente ;
• partager et valider entre les différents
acteurs, métiers, SdF, Expertise,… les résultats disponibles ;
• proposer le traitement des écarts
éventuels ;
• préparer les supports à présenter en DR
pour décision.
NB1 : Dans le cas d’une présentation par un
fournisseur, l’ensemble des résultats d'études de risques et
d'outils qualité seront préalablement validés par le métier
Renault, ainsi que la présentation prévue.
NB2 : Pour assurer l’efficacité des réunions, tant
en préparation qu’en revue, il est recommandé de ne pas faire
participer plus de dix personnes à la fois. Quand il y a
plusieurs domaines d’expertise stratégique qui doivent valider
une revue, il faut, autant que possible, la découper en
plusieurs parties ou en organiser plusieurs, chacune ou chaque
partie ciblée sur un sujet défini, afin que chaque
participants ne vienne que pour les sujets sur lesquels il est
impliqué.
Pour chaque revue DR, une présentation ou un rappel
technique de l’innovation et des risques identifiés sont
nécessaires si tous les participants ne connaissant pas encore
le sujet.
• Partage du groupe et validation des
experts leaders sur :
o les actions à réaliser pour la revue
suivante ;
o la décision de poursuivre ou
non le projet et/ou de mettre en place une solution de Back
up ;
o le planning des actions et
des livrables pour la prochaine DR ;
o Confirmation et complément si
nécessaire de la liste des experts valideurs et des
contributeurs sollicités pour le plan d’actions et la revue
suivante ;
o Planification des revues
suivantes et des points intermédiaires avant la prochaine
DR.
À l’issue de la réunion DR, un compte rendu est diffusé, à
l’ensemble des participants et contributeurs. Il est signé par
le(s) expert(s) leader(s) avant diffusion.
Livrables :
Les livrables diffèrent de chaque revue à
l’autre, en général ils sont :
• Les risques identifiés ;
• Le plan d'actions pour couvrir chaque
risque ;
• La Décision de(s) expert(s) leader(s)
concernant la poursuite du projet et /ou la mise en place
d'une solution de back up ;
• Le planning actualisé des étapes
suivantes.
La Full process Design Review alterne
des phases de préparation et de revue.
5 à 6 revues (de Pré-revue à DR#5) sont organisées de la
conception à 1 ou 2 ans après le démarrage en série.
Au cours de la préparation, les acteurs s’appuient sur
l’utilisation des outils et méthodes de conception de
l’ingénierie : AFB, TAFT, SDF (APR, AMDEC, AdD,…), AFT,
HCPP, Capabilité, Plan de Surveillance, les validations
physiques et numériques, etc.
Les attendus principaux d’une revue sont :
• Valider les
résultats acquis dans la phase précédente ;
• Confirmer/ajuster le plan d’actions
définis pour la phase suivante ;
• Décider le passage à la phase
suivante de la démarche (GO/NoGO).
DR#1 :
Attendus : Analyse des risques composant ou système
et plan de levée de risques associé
Outils : AFB finalisée, APR et / ou mode de
défaillances identifiés, Change list (DBRFM), AFT bloc
diagramme
Activités :
• Identifier les
macros risques et le plan de levée de risques associés
• Identifier les risques liés
au design en validant les maquettes design
• Définir les outils
d'analyse de risques pour DR2
• Identifier les positionner
la décision back-up au plus tard
• Décider du go/NoGO
• Analyse des risques
produit finalisée
• Avancement du plan de levée
des risques
Outils : APR, AMDEC produit, DRBFM, Arbre de
défaillances
Activités :
• Décider du Go/Nogo
(expert leader / valideur) pour la préparation du jalon
prochain
• Déclencher le back-up si
nécessaire
• Définir les composant ou du
système: exigences, conditions d'usage, condition de bon
fonctionnement, interfaces
DR#3 :
Attendus : Valider la définition produit et décider
la réalisation du process
Outils : Simulation numérique, Plan de levée des
risques, AMDEC Process, HCPP, Plan de surveillance
prévisionnel
Activités :
• Définir les actions
pour les points durs résiduels
• Figer la définition
technique du périmètre innovant pour le(s) R.O Pièces(s)
• Identifier des points
process à mettre sous contrôle
• Définir le GO/Nogo (expert
leader/ valideur) pour la préparation du jalon TGA.
Déclencher le Back-up si nécessaire.
DR#4 :
Attendus : Bilan des validations produit/process et
levée des risques
Outils : Plan de levée de risques: validation
produit/process, résultat des essais de synthèse, liste des
points durs résiduels, capabilité process, plan de
surveillance série.
Activités :
• Confirmer la
définition produit/process
• Décider le GO/NGO (expert
leader / valideur)
• Déclencher le Back-up si
nécessaire
Outils : Valider les données d'entrée, capabilité
process, résultat du plan de surveillance (alertes),
résultat qualité en clientèle.
Activités :
• Confirmer que les
résultats qualité sont à l'objectif
• Confirmer que la
capitalisation a été intégrée dans les règles métiers.
À retenir : Points clés des Full
Process DR
1. Se focaliser sur la technique et la
partie innovante des systèmes, organes ou process.
2. Appliquer les outils qualité pertinents
tant sur le produit que sur le process.
3. S’appuyer sur l’expérience des experts.
4. Faire contribuer activement le
fournisseur.
b.
Déroulement de revue QDR
Principe de base :
La QDR est une méthode allégée
d'identification et de levée des risques associés à des
modifications de pièces ou de systèmes.
La QDR se déroule en 4 étapes divisées en 2 phases ; une
phase de préparation et une autre consacrée à réalisation
des revues. Au total 2 à 3 revues (de Pré-revue à DR#2) sont
organisées dans le cadre d’une QDR.
La démarche est focalisée sur les écarts entre la solution
étudiée et une solution de référence connue (change list).
La liste de ces évolutions est établie ; les conséquences
imaginées pour le client (défaillances et insatisfactions)
et les actions de correction sont mises en place.
Les outils utilisés dans la pré-revue et la revue QDR sont
nombreux à savoir : AFB, Brainstorming, Diagramme
d’Ishikawa, Changes List et DRBFM…etc.,
Comme la Full process Design review, la QDR suit le
processus cyclique d’amélioration continue IPCA.
Après l’étape d’identification (I), qui est commune aux deux
types de Design Review, la prochaine étape et la préparation
(P).
Cette phase concerne la réalisation de la
pré-préparation ainsi que la préparation des QDR.
Pré-préparation
La pré-préparation est la phase
qui consiste à définir les pièces, systèmes ou sous-systèmes
qui seront candidats à la design review. Pour ce faire la
feuille changes list doit être exploitée.
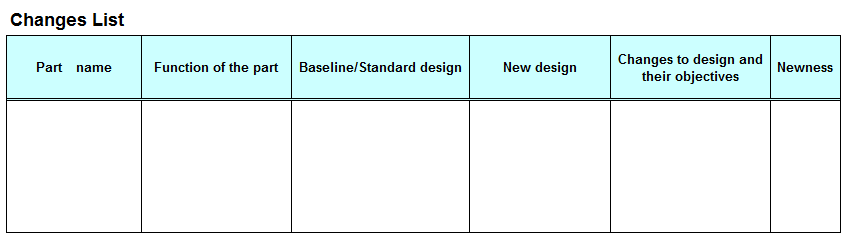
La Changes list (annexe 4) est une table pour lister les
points de changement et de modification de la nouvelle
conception (innovation) par rapport à la conception de
base (Good Design) et c’est pour chaque composant afin
de clarifier les points de changement et juger le niveau de
la nouveauté.
L’utilisation de la changes list consiste à :
- Remplir le nom et la fonction du système,
sous-système et la partie qui a été modifié par rapport à la
conception de base.
- Comparer la spécification entre les deux
conceptions et clarifier les points de changements, les
changements en détail et les objectifs des changements.
- Évaluer le niveau de la nouveauté pour chaque point
de changement.
Préparation
Cette étape est capitale dans
le processus de la QDR. Elle permet de trouver les risques
dus aux changements de la conception et d’envisager des
contre-mesures pour éliminer ces risques.
AFB, Brainstorming, Diagramme d’Ishikawa et DRBFM figurent
parmi les outils utilisés dans cette étape.
Analyse fonctionnelle de besoin (AFB) est un outil robuste
pour rechercher, caractériser, ordonner, hiérarchiser et
valoriser les fonctions d'un produit. Elle permet de cadrer
les attentes et les exigences auxquelles le produit doit
satisfaire. Ella a pour objectif de modéliser de manière
structurée un système et permettre la compréhension de son
fonctionnement.
Durant la préparation des DR, les outils de l’AFB utilisés
sont la bête à corne et le diagramme de pieuvre.
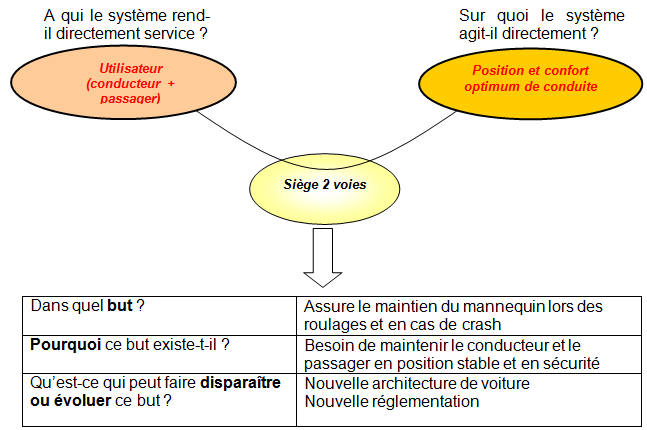
La bête a corne (annexe 1) : Un outil qui définit le besoin
auquel le système étudié répond. Il consiste à répondre aux
questions suivantes :
A qui, à quoi le produit rend-il service ?
Sur qui, sur quoi agit-il ?
Dans quel but ?
Pourquoi ce but existe-t-il?
Qu’est-ce qui peut faire disparaître ou évoluer ce
but ? [16]
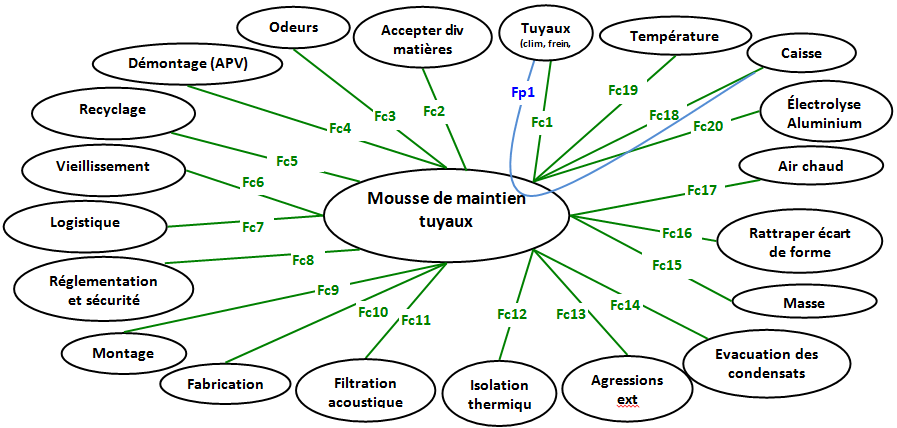
Le diagramme de pieuvre (annexe 2) est
un outil performant de représentation de l'objet étudié en
relation avec les fonctions de l’environnement. Ella a pour
avantage de présenter de manière synthétique et convivial ce
que la littérature décrirait dans un document plus long et
peu explicite. [16]
Le diagramme de pieuvre met en évidence chacune des
fonctions principales (FP) (Pourquoi l'objet a-t-il été créé
?) ainsi que chacune des fonctions contraintes (FC) (Quelles
sont les contraintes auxquelles l'objet doit satisfaire ?).
Brainstorming : C’est une méthode pour trouver et générer
des idées en groupe lors de la réflexion pour
l’identification ou la résolution d’un problème. Elle s’agit
de générer le maximum d’idée en un minimum de temps sans
juger ni critiquer.
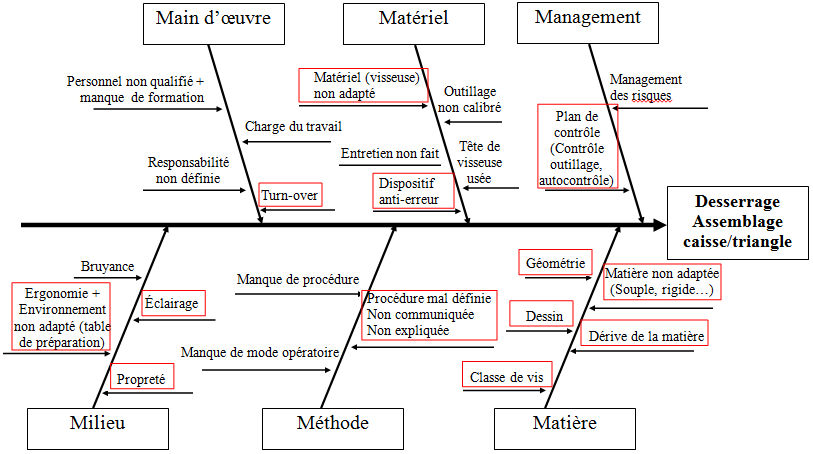
Diagramme d’Ishikawa (annexe 3) : Outil très utile qui sert
à analyser et représenter de façon graphique et structurée
autour du concept des 5 M (Matière, Milieu, Méthode, Moyen,
Main-d’œuvre) les grandes catégories de causes engendrant à
un effet particulier.
DRBFM (annexe 5) : c’est une méthode pour anticiper et
prévenir un problème en concentrant la connaissance
collective de ceux qui sont impliqués dans la conception et
le développement sur des domaines qui sont les plus
susceptibles sources des problèmes.
Des informations plus détaillées sur l’outil sont fournies
dans le chapitre 3.
Cette phase est la plus
important dans le processus de la QDR. Elle est constituée
de deux étapes. Première étape :
Check (C) L’étape est caractérisée par une revue DR
qui a pour objectif d’examiner le résultat de la phase
de préparation. Dans cette phase les actions de levée de
risques, les responsabilités et les délais de réalisation
sont identifiés, examinés et validés par le chef de service
métier (le valideur). Tous les commentaires devraient être
inclus dans la feuille DRBFM. Deuxième étape :
ACT (A) C’est l’étape de concrétisation des actions
de levée de risques proposées. C’est là où l’implantation
des actions définies dans les premières étapes est faite et
suivie. À la fin de cette étape et après l’approbation de la
démarche et les actions réalisées, la QDR est clôturée. À retenir : Points
clés des Quick DR 1. Focus sur ce qui est
Modifié ;
2. Discussion Efficace entre Conception,
Validations, Process et Fournisseur ;
3. Plan de levée des risques porte sur
Conception, Validations et Process.
Bilan :
Le tableau suivant résume les principales différences entre
une QDR et une Full process DR :
Full
process DR
Quick DR
Jusqu’à 6 revues (planifiées
en préparation des principaux jalons
projet)
Jusqu’à 2 revues
Revue par un expert leader (ou
plusieurs)
Revue par le chef de service métier
Préparation avec les outils de la
SdF
Préparation avec DRBFM
Préparation animée par un
spécialiste outils (Sdf)
Préparation animée par un membre de
l’équipe formé
Préparation + revues= 100 heures
5 sujets traités par projet
Préparation + revues= 10 heures
30
sujets traités par projet
Tableau 1 :
Bilan comparaison Full process DR et QDR
1. DRBFM,
outil adapté aux risques dans l’innovation
L’outil Design Review Based on Failure Mode (DRBFM) a
été développé et mis en place pour la première fois au sein
de Toyota Motor Corporation par Tatsuhiko Yoshimura. Avec
plus de 32 ans de travail chez Toyota comme ingénieur
responsable d’assurer la qualité et la fiabilité des
produits, Yoshimura a consacré sa vie professionnelle pour
éviter les problèmes avant qu'ils ne surviennent.
Comme les changements impliquent le potentiel de risque
et d'échec le plus élevé, DRBFM a été construit
principalement pour identifier ces risques et ces
défaillances dus à une innovation ou un changement de
conception. La méthode est inspirée de l’AdD et
l’AMDE, et se base sur le concept de GD3 (Mizen-Boushi) et
de processus d'innovation.
Le processus de DRBFM est un cycle court de résolution
de problème et une amélioration des stratégies de
prévention. Il permet de libérer des ressources qui étaient
auparavant occupées par la réparation des problèmes et leur
permettre d'être utilisées à des fins productives ;
anticiper et prévenir un problème. Cela conduit à des
produits de plus grande qualité, des coûts de garantie
réduits et, par conséquent, un avantage concurrentiel. [13]
Aujourd’hui la méthodologie DRBFM est devenue un
processus documenté et reconnu par la SAE (Society of
Automotive Engineers) et aussi par AIAG (Automotive Industry
Action Group). SAE J2886 DRBFM Pratiques recommandées a été
publié en 2013 et le Guide de référence DRBFM AIAG a été
publié en Septembre 2014.
L’outil DRBFM est utilisé durant les deux parties de la
DR. La première partie qu’est la phase d'analyse où les
concepteurs discutent et analysent ensemble les changements
et identifient d'éventuelles défaillances de la fonction et
de sa mise en œuvre. Ils définissent également des
contre-mesures. [17]
Dans la deuxième partie qui est la revue de conception,
où une équipe interdisciplinaire examine la conception et
les défaillances constatées par les concepteurs. D’autres
risques seront identifiés et des actions supplémentaires
seront aussi définies durant cette phase de revue. Pour
résumer et structurer les résultats, une table dérivée de la
forme d’AMDE est utilisée (figure 12) et composée de
plusieurs colonnes.
La première colonne (parts) doit contenir le nom du
système, sous système ou pièce en question. La colonne
d’après (changes to design or environment) détaille les
changements entre le design standard (Good Design) et le
nouveau design. Cette colonne est une donnée de sortie de la
‘’Changes list’’ de même que la colonne Newness qui traduit
le degré de nouveauté.
Les fonctions de la pièce (ou système) doivent figurer
sur la colonne 4.
Les colonnes 5 et 6 sont des parties importantes dans la
phase d’analyse car elles décrivent les risques et les
défaillances (colonne 5) ainsi que leurs causes potentielles
(colonne 6). Ces deux colonnes sont complétées par une
section (colonne 7) visualisant l’influence sur le produit
(véhicule) et sur le consommateur. Une huitième colonne
s’ajoute pour coter et évaluer la sévérité du risque.
La partie levée de risque est constituée
de trois colonnes (9, 10 et 11).
Des contremesures seront alors affectées à la phase de
conception ou design (colonne 9), la phase d'essai ou de
vérification (colonne 10) et la phase de production ou
manufacturing (colonne 11). Chaque action est attribuée à une
personne responsable, avec une date limite (Figure 13).
Figure 11 : Partie actions de la DRBFM avec
responsabilité et délai. [15]
La figure 14 représente un tableau DRBFM
durant le processus de travail. Des post-it peuvent être
utilisés pour exprimer les idées et les collées sur les champs
du tableau. Cela permet une discussion plus créative et
ouverte. L'accent est mis non plus sur la tâche de remplir les
champs vides de la table, mais plutôt sur le sujet en
discussion.
Figure 12 : Table DRBFM Durant le processus de
travail. [15]
DRBFM est donc une méthode de recherche
de problèmes et de développement de contre-mesures en
prenant en considération et en discutant les changements
intentionnels (modifications de conception) et les
modifications accidentelles (changements dans
l'environnement de la pièce). La méthode est appliquée,
tout au long du processus de développement de nouveau
produit (NPD), pour guider les ingénieurs au cours du
processus de changement d'ingénierie, d'intégrer le
personnel de conception, de production, de qualité et le
fournisseur dans ce processus, et de parvenir à une
conception robuste en se concentrant la connaissance
collective sur les domaines qui sont les plus susceptibles
sources de problèmes.[18]
Plusieurs approches d'évaluation des
risques au cours du développement et de la production sont
disponibles, à savoir : l’AMDE, APR, AdD, diagramme
d'Ishikawa, DRBFM, etc. Elles suivent une procédure
stricte et sont très structurées. L’AdD, l’APR et le
diagramme d'Ishikawa débutent d'une défaillance observée
ou attendue. AMDE est par contre une approche plus
générale qui essaie d'identifier tous les risques
possibles.
DRBFM est une approche similaire à L’AMDE et les deux
méthodes utilisent une analyse multiniveaux. Cependant, de
nombreuses lacunes sont présentes dans le processus
d’utilisation et de mise en œuvre de l’AMDE. Certaines de
ces lacunes incluent un manque de termes bien définis, des
problèmes avec la terminologie et des problèmes avec
l'identification des principaux risques. En plus, L’AMDE
est considéré comme une technique autonome, qui est ni
intégrée avec le processus de conception, ni avec d'autres
méthodes de gestion de la qualité.
D'autres imperfections de la méthode AMDE sont dues à son
caractère très méticuleux dans la recherche des risques et
les causes associées, et à son implantation longue,
coûteuse et fastidieuse. Ses analyses sont subjectives
(basées sur l'expérience de l'utilisateur), et souvent
faites pour vérifier plutôt que prévoir.
De plus les participants sont souvent pas vraiment
intéressés par tirer le meilleur bénéfice de la méthode,
mais veulent remplir le tableau et finir l’étude le plus
rapidement possible. En particulier, dans les premiers
stades de développement, où le manque d'informations de
conception, influence de remplir soigneusement la table
d’AMDE. En outre, si une AMDE n'est pas révisée et mise à
jour régulièrement, elle perdra sa capacité principale, à
savoir donner un aperçu réel des risques et des
contre-mesures prises pour l'amélioration.
Et enfin, au lieu d'identifier les défaillances possibles
et de définir des contre-mesures, le temps et l'énergie
sont gaspillés à discuter intensément les notes de la
gravité, l’occurrence, et la détection des pannes.
En raison de ces faits, une certaine réticence est souvent
observée contre la mise en œuvre et la performance de
l’AMDE au sein d'une entreprise lors la conception ou la
modification d’un produit.
Pour surmonter certains de ces inconvénients, des méthodes
dérivées de l’AMDE peuvent être utilisées comme l’exemple
de la DRBFM qui est souvent utilisée dans l'industrie
automobile.
En revanche, DRBFM, comme tout le reste chez Toyota, a été
conçu comme un processus «Lean» destiné à créer le plus de
valeur au coût le plus bas avec peu d'effort gaspillé.
Pour ce faire, DRBFM se concentre uniquement sur les
périmètres du changement, les interfaces, et la gestion
des risques dans les nouvelles conceptions. Le but de la
DRBFM est de rendre les risques liés aux changements
visibles en discutant longuement au sein d'une équipe
expérimentée. En se concentrant plus profondément sur les
changements, le processus de DRBFM produit plus de valeur
plus rapidement. [14]
La comparaison de la méthode DRBFM avec l’AMDE a dévoilé
les avantages et les inconvénients suivants : Les avantages de la DRBFM
sont :
Très efficace en peu de temps.
Les problèmes possibles sont identifiés et
répertoriés.
Elle permet une vue de l’extérieur à travers
l’avis de l’expert convié à valider l’analyse.
Elle donne une bonne vue d'ensemble. Elle permet
un aperçu des défaillances éventuelles et donne une
liste d'actions possibles et réalisables.
Le résultat est un aperçu clair des sujets
à être fixé. Le résultat de l'évaluation n’est pas une
table remplie, mais des possibilités d'amélioration.
Toutes les actions proposées font face aux
risques réalistes.
L'accent est mis sur les problèmes et non pas sur
le calculer de la priorité des risques (risk priority
number (RPN)). En conséquence:
Pas de temps perdu dans l’évaluation et le
classement des risques.
Les résultats et les actions peuvent être
directement utilisés pour le développement de
nouveaux produits.
L'approche est beaucoup plus structurée. Il est
donc plus facile pour le modérateur de guider la
discussion et conduire à des causes profondes bien
étudiées et donc des actions possibles.
Les inconvénients de la DRBFM
sont :
La recherche des causes et les risques est
parfois non profonde.
Pas d’informations concernant la priorité des
risques (RPN). Un classement des risques et des
actions de levée de risque n’est donc pas facilement
possible.
Les risques et surtout quelques causes profondes
ne sont pas pris en compte, s’ils étaient considérés
par les membres de l'équipe comme pas si importants.
La figure 15 expose les forces, les
faiblesses, les opportunités et les menaces accompagnant
la DRBFM. Cette analyse SWOT est faite à partir des
remarques observées lors de l’application de la DRBFM.
La méthode DRBFM à prouvé au travers son application
sa capacité à améliorer la QFD des produits. Cependant,
la méthode affiche encore certaines faiblesses.
Ci-dessous quelques remarques observées lors de la
mise en œuvre de la méthode :
DRBFM est une méthode pragmatique mais son grand
inconvénient réside dans l’analyse des risques et des
causes qui reste parfois superficielle. Il faut donc
creuser pour dévoiler les causes racines et les
risques réelles. Pour cette raison, l’application
d’AFB, le diagramme d’Ishikawa, l’AdD et la répétition
de "y’a-t-il d’autres risques/ causes?" est nécessaire
et très efficace.
L’efficacité de la DRBFM dépend de la rigueur de
son exécution et la profondeur de l’analyse.
Faire appel un expert métier permet d’avoir une
expertise et une vision de l’extérieur.
Parfois on ne suit pas le remplissage de feuille
de calcul DRBFM; Mais plutôt on se met en
brainstorming (et après on complète le tableau DRBFM),
ce qui consomme plus de temps et demande plus
d’effort.
Au début quelques participants étaient sceptiques
quant à savoir si ce genre de rencontre pourrait faire
ressortir de bons résultats. Il est donc nécessite de
bien communiquer sur les objectifs de la démarche.
Il a été souligné que le but des réunions était
de résoudre les problèmes. Les membres de l'équipe ont
apprécié le fait que le but était de ne pas déterminer
la responsabilité pour les défauts. En ce sens, il
était donc différent des précédentes réunions qu'ils
avaient passé.
Une fois la question de «blâmer» a été mis de
côté, nous avions la possibilité d'effectuer une
analyse approfondie. En fin de compte, tout le monde a
sortie avec une vision et/ou des missions visant à
prévenir la récurrence des problèmes.
DRBFM était très utile pour améliorer la relation
et l’aspect communication entre les différentes
parties (entreprise, fournisseur, prestataires, …etc).
La nature des discussions conduit parfois à
identifier une cause avant de décider quel mode de
défaillance serait produit
Le but fixé au début de ce stage été
d’assurer la qualité, la fiabilité et la durabilité (QFD)
des nouveaux produits, par l’introduction de la gestion des
risques dans les processus d’innovation et développement, en
utilisant pour cela une méthode qui intègre la vision de
conception, d’ingénierie, de service et de fournisseurs.
Pour atteindre cet objectif, le choix est
vitement tourné vers l’application du concept Mizen-boushi
de prévention proactive. Ce concept s’appuie sur une
démarche intitulée Design Review (DR) qui garantit une
discussion productive entre les différents intervenants dans
la conception et le développement d’un produit.
Le travail s’est focalisé sur l’animation
des DR pour les différents périmètres touchés par un sujet
d’innovation. La conduite des DR se base sur l’utilisation
de l’outil DRBFM (Design Review Based on Failure Mode)
qui permet de cerner les risques potentiels et de
proposer des contre-mesures sous forme d’un plan de levée de
risques, en indiquant les responsabilités et les délais
d’exécution. De plus, DRBFM assure le suivi des actions
entreprises.
Reste à faire, un renforcement de
l’efficience de l’outil, par une amélioration qui soit sur
la base des résultats de l’outil et les retours, suggestions
et remarques reçus de la part des utilisateurs.
La confrontation à des problématiques
réelles du terrain, durant Les 24 semaines de mon stage
passées au sein d’Alpine, m’a aidé à bien comprendre le rôle
d’ingénieur qualiticien. En outre, les travaux du stage
m’ont permis d’accentuer davantage ma passion pour
l’automobile, de bénéficier du savoir-faire du personnel
hautement qualifié, d'ancrer mes compétences en assurance
qualité et management des risques, et de mettre en
application mes connaissances acquises durant mes études.
Mon parcours académique se clôture avec
vive émotion, motivation et espérance de m’investir
durablement dans une carrière professionnelle prometteuse.
[4] “INDUSTRIE
AUTOMOBILE : AJUSTEMENTS A MOYEN TERME DES CAPACITÉS DE
PRODUCTION,” Département des affaires économiques, Notes de
politique économique du Département des affaires économiques
de l’OCDE 21, Nov. 2013.
[5] “L’industrie
automobile française, Analyse & statistiques 2014,”
Comité des constructeurs français d’automobiles, 2013.
[6] “Site Groupe
Renault,” Groupe Renault, 16-Jun-2015. [Online]. Available:
http://group.renault.com/.
[7] “RAPPORT ANNUEL
2014,” Groupe Renault, réf n°249, 2014.
[9] Y. ELKHAYAT, “Qualité
et Maîtrise des Risques Dans l’Innovation,” Université de
Technologie de Compiègne, Master Qualité et Performance dans
les Organisations (QPO), Mémoire d’Intelligence
Méthodologique du stage professionnel de fin d’études,
www.utc.fr/master-qualite, puis “Travaux”
“Qualité-Management” réf n° 316, Juin 2015.
[10] S. FERNEZ-WALCH and
F. ROMON, Management de l’innovation : De la stratégie aux
projets, Ed. 3. Vuibert, 2013.
[11] M. Chouteau and L.
Viévard, “L’innovation, un processus à décrypter,”
Millénaire, le centre ressources prospectives du grand Lyon,
Jan. 2007.
[12] “XP CEN/TS 16555-3 :
Management de l’innovation — Partie 3 : Attitude
d’innovation.” Edition Afnor, www.afnor.org,
28-Jan-2015.
[13] H. Hirokazu and H.
Noguchi, Design review based on failure mode to visualise
reliability problems in the development stage of mechanical
products, vol. 53, 3 vols. Kyushu University, 1987.
[14] J. McLeish and W.
Haughey, Introduction to Japanese Style Mizenboushi Methods
for Preventing Problems Before They Occur. DfR Solutions.
[15] “Document interne
Renault” .
[16] P. SEVERIN,
“L’ANALYSE FONCTIONNELLE, DE LA METHODE AUX OUTILS …,” Lycée
des métiers de l’hôtellerie et du tourisme de Toulouse,
Biotechnologies Santé Environnement.
[17] R. Schmidt, G. J.
Riedel, and K. Kangas, “Risk Assessment Using Design Review
Based On Failure Mode,” ABB Switzerland.
[18] R. Laurenti and H.
Rozenfeld, “An Improved Method of Failure Mode Analysis for
Design Changes,” Cranfield University, Nucleus of Advanced
Manufacturing, Engineering School of São Carlos, Department
of Production Engineering, University of São Paulo,
Proceedings of the 19th CIRP Design Conference, Mar. 2009.