Remerciements
Je remercie tout d’abord l’ensemble
des professeurs de la formation
TSIBH de l’Université
de Technologie de Compiègne
et tout particulièrement M
Farges et M Félan.
Je remercie monsieur Dardée
directeur du Centre Hospitalier
Intercommunal de Castres-Mazamet pour son accueil au sein de
l’établissement. Je remercie aussi M Jaffré pour son aide
et sa confiance qui m’ont permis tout au long de ce stage de me former
et de réaliser une étude ambitieuse
Je remercie aussi tout
particulièrement l’ensemble des
techniciens du CHIC Castres : M Bonnet, M Guilhem et M Zanchi pour leur
accueil au sein de l’équipe, pour leur disponibilité et
leurs conseils.
Sommaire
INTRODUCTION
1 LA STERILISATION EN MILIEU HOSPITALIER
2 CONTEXTE ENJEUX ET PROBLEMATIQUE DE L’ETUDE
3 ANALYSE D’ACTIVITE DE STERILISATION ET INDICATEURS
4 CAHIER DES CHARGES TECHNIQUE ET
FONCTIONNEL
CONCLUSION
BIBLIOGRAPHIE
ANNEXES
INTRODUCTION
retour_sommaire
Le CHIC de Castres Mazamet s’apprête à
emménager
dans un hôpital neuf qui regroupera les deux sites principaux
pour l’instant situés respectivement à Castres et
à Mazamet. L’occasion de ce changement de site et de locaux est
une opportunité de repenser l’ensemble de l’organisation du
centre hospitalier. Les services seront réorganisés en
pôles dotés de nouveaux matériels. Vont
être transférées sur ce nouveau site toutes les
unités de court séjour, c'est à dire les services
de médecine, de chirurgie et d'obstétrique ainsi que les
divers plateaux techniques. Les services médico-techniques
(radiologie, pharmacie, laboratoire, stérilisation, etc.) seront
pareillement déménagés, de même pour les
services administratifs, techniques et logistiques. Ce rapport
s’intéresse au service de stérilisation et au
dimensionnement des futurs équipements de l’Unité
Centrale de Stérilisation de l’hôpital neuf. La
stérilisation est un processus de soutien essentiel dans un
établissement de santé; elle traite en effet l’ensemble
des Dispositifs Médicaux réutilisables et
stérilisables.
La direction souhaite remplacer le matériel le plus ancien et
améliorer le processus de stérilisation en supprimant le
matériel critique et minimiser les taches manuelles apportant
peu de valeur ajoutée. L’achat du nouveau matériel
nécessite une étude détaillée des
activités et des besoins du centre hospitalier. Il s’agit ici de
déterminer les relations de client/ prestataire qui
s’établissent entre le bloc principalement, les services
de soins et l’Unité de Stérilisation Centrale (USC) ainsi
que les flux de production qui en découlent.
On verra donc dans ce rapport une première partie
consacrée à la stérilisation en milieu
hospitalier, une deuxième sur la présentation du contexte
et des enjeux, une troisième sur l’analyse de l’activité
de stérilisation et des indicateurs avant de définir un
cahier des charges fonctionnel et technique.
1 LA STERILISATION EN MILIEU HOSPITALIER
retour_sommaire
1.1 Rôle et techniques de
stérilisation
La chirurgie et la réanimation nécessitent une
technicité de plus en plus grande et permettent d’intervenir sur
des malades de plus en plus fragilisés et donc plus sensibles
aux infections. Les implications de ce constat sont donc d’attendre du
processus de stérilisation d’un établissement de
santé la plus grande efficacité possible. Les infections
nosocomiales, c’est à dire les infections acquises dans un
établissement de santé, sont un réel
problème de santé publique. Les agents
pathogènes, qu’il faut éliminer, sont :
-Les bactéries : Très
sensible à la chaleur humide
mais de nombreuses bactéries sont capables d’adhérer
à une surface et de s’enrouler d’une couche protectrice de
substances polysaccaridiques constituant le biofilm. Ce
phénomène diminue l’efficacité des
procédés de stérilisation et permet de comprendre
l’importance du prétraitement (décontamination,
nettoyage).
-Les Agents transmissibles Non-Conventionnel (ATNC) : Le prion est
très résistant aux procédés de
stérilisation et de désinfection conventionnels.
-Les virus : Sensibles à la chaleur.
-Les champignons et les protozoaires : Sensibles à la chaleur.
Le rôle du processus de stérilisation est donc de lutter
contre l’ensemble de ces agents pathogènes. Il existe plusieurs
procédés de stérilisation qui sont :
- Stérilisation à la vapeur d’eau : Un des
procédés les plus efficaces et le seul dont l’effet sur
les prions est démontré.
-Stérilisation par l’oxyde d’éthylène :
Bactéricides, virucides, fongicides et sporicides mais inactifs
sur les prions. Utiles pour la stérilisation de DM
thermosensibles.
-Stérilisation par plasma de peroxyde d’hydrogène :
Bactéricides, fongicides et sporicides mais inactifs sur les
prions. Utile pour la stérilisation de DM constitués de
matériau thermosensible, hydro sensible tel que les plastiques
ou les circuits électroniques.
-La radio stérilisation : bactéricides, fongicides et
sporicides mais dont l’action sur les prions varie d’un microorganisme
à l’autre. Utile pour la stérilisation de gros volume de
DM mais nécessite des installations très lourdes et
coûteuses.
En établissement de santé les techniques utilisées
sont la stérilisation haute température à la
vapeur d’eau et la stérilisation basse température par
gaz plasma. Au CHIC de Castres-Mazamet, le procédé
utilisé est la stérilisation par la vapeur d’eau, aussi
le procédé de stérilisation par la vapeur d’eau
sera détaillé par la suite. [1]
1.2 La stérilisation par la vapeur d’eau
retour_sommaire
1.2.1 La stérilisation un procédé
spécial
Un article ou un produit est considéré comme
stérile lorsqu’il est exempt de micro-organismes viables. Les
normes européennes applicables aux dispositifs médicaux
exigent, lorsqu’il est nécessaire de fournir un produit
stérile, que les risques de contamination microbiologique
présentés par les dispositifs médicaux provenant
de toutes sources soient minimisés par tous les moyens
réalisables. Malgré tout, des produits
fabriqués dans des conditions de fabrication standard,
conformément aux exigences des systèmes qualités
relatifs aux dispositifs médicaux peuvent, avant leur
stérilisation être porteurs de microorganismes, même
en nombre restreint. De tels produits ne sont pas stériles. Le
rôle de l’opération de stérilisation est
d’inactiver les contaminants microbiologiques et ce faisant de
transformer des articles non stériles en articles
stériles.
L’inactivation d’une culture pure de micro-organismes par les agents
physiques et chimiques utilisés pour stériliser des
dispositifs médicaux peut être représentée
par une loi exponentielle. Cela signifie inévitablement qu’il
existe une probabilité finie qu’un micro-organisme survive,
quelle que soit l’efficacité du traitement appliqué. Pour
un traitement donné, la probabilité de survie est
fonction du nombre et de la résistance des micro-organismes
ainsi que de l’environnement dans lequel ceux-ci se trouvent pendant le
traitement. Il s’ensuit que la stérilité d’un produit
donné appartenant à une population de produits soumis
à l’opération de stérilisation ne peut être
garantie et que la stérilité de la population de
produits traités doit être définie en termes de
probabilité d’existence d’un produit non stérile dans
cette population.
La série de normes EN 29000 désigne comme «
spéciaux » certains procédés de fabrication
si les résultats ne peuvent être entièrement
vérifiés par un contrôle et des essais
ultérieurs du produit. La stérilisation est un exemple de
procédé spécial car l’efficacité du
procédé ne peut être vérifiée au
moyen de contrôles et d’essais du produit. Pour cette raison, il
convient de veiller à la validation des procédés
de stérilisation avant leur mise en application, à la
surveillance de leur fonctionnement en routine, ainsi qu’à
l’entretien du matériel.
Il est important de savoir que l’exposition à un
procédé de stérilisation correctement
validé et précisément contrôlé n’est
pas le seul facteur qui apporte l’assurance que le produit soit
stérile et ainsi apte à l’usage auquel il est
destiné. Il importe également d’accorder une attention
particulière à un certain nombre de facteurs, notamment
à la charge microbienne (bio charge) des matières
premières et/ou des composants réceptionnés,
à leur stockage ultérieur, ainsi qu’à la
maîtrise de l’environnement dans lequel le produit est
fabriqué, assemblé et conditionné. La
décontamination immédiate après utilisation ainsi
que le passage dans les laveurs désinfecteurs font donc partie
intégrante du processus de stérilisation, comme le
conditionnement en zone à atmosphère
contrôlée.
Rappelons que les procédés et les précautions
devront être tels que la probabilité d’avoir une
unité non stérile soit inférieure à une
pour un million, c'est-à-dire avoir au maximum une unité
non stérile sur un million d’unités. [Bonnes pratiques de
fabrication et de production pharmaceutiques].
Le contrôle final du produit stérilisé
n’étant pas applicable à la stérilisation de
charges perméables à la vapeur d’eau en milieu
hospitalier, il sera nécessaire de substituer à ce type
de contrôle le contrôle du procédé de la
stérilisation, en effectuant la validation du
procédé de stérilisation.
1.2.2 Les grandes étapes de la stérilisation
- Traitement du matériel sur
le lieu d’utilisation après
emploi
- Acheminement, réception et stockage du matériel
à la stérilisation centrale avant traitement.
- Préparation du matériel à la
stérilisation : Lavage, séchage, vérification.
- Conditionnement des objets à stériliser.
- La stérilisation
- Stockage du matériel stérile sur le lieu de
stérilisation.
- Transport du matériel stérile et stockage sur les lieux
d’utilisation. Durée de péremption de l’état
stérile.
- Traitement de l’information, traçage.
Traitement du matériel sur le lieu d’utilisation
après
emploi :
La décontamination est le premier traitement à effectuer
sur les objets et matériels souillés dans le but de
diminuer la population de microorganismes et de faciliter le nettoyage
ultérieur. La décontamination à aussi pour but de
protéger le personnel lors de la manipulation des instruments.
Elle permet aussi d’éviter la contamination de l’environnement.
La décontamination doit faire l’objet d’une procédure
écrite validée et appliquée. La procédure
doit préciser :
- Le produit à utiliser,
- La concentration
et le temps de contact à
respecter,
- Les précautions d’utilisation,
- La fréquence de renouvellement du bain et la
fréquence de nettoyage des bacs.
Le produit utilisé doit répondre aux
critères :
-
D’efficacité sur le plan antimicrobien et
sur le plan de la qualité de l’action détergente.
- De non nocivité tant pour le personnel que
pour le matériel.
- De pollution pour l’environnement la plus faible
possible.
retour_sommaire
Acheminement, réception et stockage du matériel
à
la stérilisation centrale avant traitement :
Le matériel doit être transporté dans des
conditions ne présentant aucun risque de contamination
microbienne pour les personnes ou pour l’environnement. On utilise des
chariots de transport ou des armoires mobiles. Le transport des
dispositifs souillés doit être réalisé dans
des systèmes clos, après rinçage pour
éliminer le liquide de décontamination. L’acheminement et
la distribution du matériel stérile ne peuvent être
menés conjointement. Le matériel reçu à la
stérilisation centrale est identifié et
enregistré.
Préparation du matériel à la
stérilisation
: lavage, séchage, vérification :
La protection du personnel contre toute contamination ou blessure
accidentelle au cours des opérations de préparation du
matériel doit faire l’objet d’une procédure. Une tenue
appropriée, protectrice est nécessaire. Des gants
manchettes longues et ajustées, une coiffe enveloppante et des
lunettes à protection latérale ou mieux, un écran
de protection, sont impératifs. Au préalable au lavage,
le matériel doit être trié par famille
d’instruments, par catégorie d’instruments et par
catégorie de matériaux.
Choix du produit de lavage :
Le produit doit être adapté à la technique
utilisée pour effectuer le lavage. Le produit, pour le
matériel doit être adapté, efficace (bon pouvoir
détergent), non nocif pour le matériel soumis au lavage
servant au lavage. Le produit doit également être facile
à rincer, stable dans le temps, résistant aux
contaminations microbiennes, et ne pas être source de
contamination du matériel, et non nocif pour le personnel. La
lessive de soude, provoquant une dépassivation de l’acier
inoxydable, est formellement déconseillée. Les produits
très acides, chlorés ou abrasifs ne doivent pas
être utilisés.
Machine à laver :
Le lavage peut être effectué par machine à laver
par aspersion, à tambour ou par machine à laver à
étapes séquentielles. Le procédé de
nettoyage en machine à laver doit permettre aux instruments de
rester en place au moment du nettoyage de sorte qu’ils ne puissent ni
s’entrechoquer ni se détériorer. La phase de lavage doit
suivre une phase de rinçage et de séchage. La
température de l’eau en fin de rinçage doit être
comprise entre 70°C et 95°C si le matériel est
thermorésistant, afin de favoriser le séchage. Le
matériel doit être séché après la
phase de rinçage afin d’éviter toute recontamination.
Lubrification :
La lubrification de certains instruments de chirurgie est
nécessaire. Le produit lubrifiant doit être compatible
avec l’agent stérilisant et non contaminé par des
micro-organismes. Le film déposé doit être le plus
fin possible.
Machine à laver par ultrasons :
Ce mode de lavage est réservé aux instruments fragiles.
Seul les instruments, dont l’acier est inoxydable et de très
bonne qualité, peuvent être nettoyés par ultrasons.
Dans un premier temps, l’action des ultrasons provoque un
dégazage de l’eau, l’action nettoyante des ultrasons ne se
manifestant que dans un deuxième temps. Il faut donc
prévoir ce temps de dégazage à chaque
renouvellement. La fréquence des ultrasons doit être
comprise entre 25 et 50 KHz.
Lavage manuel :
Ce mode de nettoyage doit être réservé au cas
où : le lavage en machine n’est pas possible ou que les
instruments restent souillés malgré une bonne
décontamination. Cette méthode n’est pas toujours
performante et elle entraîne un risque pour le personnel en
raison de la dissémination d’un aérosol contaminant
lors du brossage.
Séchage :
Quel que soit le mode de nettoyage, un séchage efficace du
matériel du matériel doit être effectué
rapidement avant le conditionnement afin d’éviter toute
recontamination. En cas de séchage en étuve, il ne faut
pas dépasser 200 °C.
retour_sommaire
Conditionnement des objets à stériliser
Le conditionnement du matériel médicochirurgical,
des articles de pansement et des sutures stériles est
décrit par « La pharmacopée Française
». Il doit :
- Etre
perméable à
l’agent stérilisant.
- Assurer le maintien de la
stérilité.
- Participer au maintien de l’intégrité
des
caractéristiques organoleptiques, physiques, chimiques et
mécaniques du matériel.
- Permettre l’extraction et l’utilisation de ce
matériel dans les conditions aseptiques.
Le conditionnement est une étape capitale dans le processus de
l’obtention de l’état stérile. La conception du
conditionnement dépend essentiellement de la nature, de la
destination et des conditions d’emploi, au stage ultime, de chaque
objet particulier ou de chaque ensemble cohérent d’objets. On
entend par « ensemble cohérent d’objets » la
totalité des différents objets particuliers dont
l’utilisation est rendue nécessaire par l’acte médical ou
l’acte de soins auquel ils sont destinés. Les moyens de
conditionnement doivent être conçu pour résister
aux contraintes habituelles de stérilisation, de transport et de
stockage et pour permettre une manipulation et une ouverture faciles.
Ainsi, il est indispensable d’envisager pour parvenir au
résultat recherché :
- Un protecteur individuel de
stérilité.
- Un emballage de protection. [3]
Le protecteur de stérilité individuel constitue la
barrière imperméable aux micro-organismes qui
sépare la zone intérieure stérile de la zone
extérieure.
Les protecteurs individuels de stérilité utilisés
pour la stérilisation à la vapeur figurant à la
Pharmacopée sont :
- Les feuilles de
papier crêpé.
- Les sachets de papier pour conditionnement.
- Les sachets de papier et de matière
plastique pour conditionnement.
L’unité protégée est composée d’une ou
plusieurs unités d’emploi, présentées sous un
même emballage de protection. Le nombre d’unités
d’emploi comprises dans une unité protégée est
fonction :
- De la nature des
objets et de leur destination
- Du nombre d’objets à utiliser dans un
même lieu et un laps de temps déterminé.
En milieu hospitalier, les unités protégées
correspondent aux unités d’emploi présentées sous
un même emballage de protection ou aux conteneurs en acier
inoxydable ou en matériaux composites.
Les unités d’emploi ne doivent être extraites de
l’unité protégée qu’au lieu et au moment de
l’emploi. Toute unité d’emploi extraite de l’unité
protégée et non immédiatement utilisée doit
être rendu inutilisable.
Les conteneurs doivent être maintenus en parfait état de
propreté et être nettoyés après chaque
utilisation. Ils doivent être munis de couvercle.
retour_sommaire
La Stérilisation, contrôle et surveillance du
procédé :
On s’intéresse ici à la stérilisation à la
vapeur d’eau. La stérilisation ne peut être
effectuée qu’avec un appareil apte à remplir son
rôle. Les points de contrôle de routine du
procédé sont :
Chargement du stérilisateur :
La charge à stérilisée doit être
disposée de manière à assurer une bonne
répartition de la vapeur, favorisant ainsi la
pénétration de la vapeur et
l’homogénéité de la température à
l’intérieur des composants. Un stérilisateur
chargé de façon excessive ne permet pas d’atteindre cet
objectif. Le taux maximum de 2/3 du volume nominal de la charge de
stérilisation doit être respecté.
Présence de vapeur saturée :
La température et la pression doivent être
enregistrées en fonction du temps, pendant toute la durée
d’un cycle de stérilisation. La précision des mesures
pour les stérilisateurs certifiés NF médical
doivent être de +/- 1°K pour la mesure de la
température et de +/- 5% pour la mesure de la pression. Les
diagrammes enregistrés doivent être conformes aux
graphiques types d’exploitation fournis par le constructeur.
Obtention de la valeur stérilisatrice requise :
Les conditions critiques de la stérilisation doivent être
contrôlées de façon à s’assurer que toutes
les unités de la charge ont été soumises au moins
aux conditions minimales de stérilisation La vérification
de l’obtention de la valeur stérilisatrice requise peut se faire
par :
- La lecture du
diagramme d’enregistrement.
- L’utilisation d’indicateurs physico-chimiques
répondant aux paramètres température, temps et
présence de vapeur, dits : « intégrateurs des
paramètres de stérilisation ».
Les intégrateurs des paramètres de
stérilisation
permettent de pallier l’absence de sonde de mesure de
température au sein de la charge. Tout en apportant la preuve
que le produit a été soumis à un cycle de
stérilisation, ils participent par leurs indications à
l’évaluation de l’efficacité du traitement, sans pour
autant la garantir à eux seuls.
Pénétration de la vapeur au cœur des articles :
Afin de pouvoir jouer son rôle d’agent stérilisant, la
vapeur doit pouvoir pénétrer et se répartir de
façon homogène au cœur de chaque objet à
stériliser. Le test « Bowie Dick » permet de
réaliser cette vérification. Il permet, en outre, de
détecter une anomalie importante, car c’est également un
test d’absence d’air résiduel ou de rentrée d’air au vide
du stérilisateur.
Si le procédé de stérilisation comporte une phase
d’évacuation l’air, un essai de pénétration de la
vapeur (essai de Bowie Dick, par exemple) devra être
effectué au début de chaque journée où le
stérilisateur doit être utilisé.
Absence d’air ou de fuite dans le stérilisateur :
S’il y a une fuite, l’air rentrera dans le stérilisateur
lorsqu’il sera en phase de vide et constituera un obstacle à la
pénétration de la vapeur.
Le test de fuite « Leak-test » permet de savoir si le
stérilisateur présente des fuites à la
dépression. Déroulement du test :
- Cycle à
vide à la température
habituelle de stérilisation.
- Arrêt de la pompe à vide en fin de
période de séchage (une minute avant l’admission d’air
filtré), au moment où la pompe obtient son meilleur vide.
- Laisser le système se stabiliser.
- Observer la tenue du vide.
La fuite maximale tolérée est de 1.3mbar/min, soit
pour
10 minutes, la pression ne devra pas remonter de plus de 13 mbar.
Ce test est à réaliser systématiquement
après le test de Bowie Dick, si ce dernier montre un
résultat incorrect. Ce test permet de faciliter le diagnostic du
test de Bowie Dick non accepté. [3]
retour_sommaire
1.2.3 Validation
Les points de contrôle de routine précédents
n’ont de valeurs que si l’ensemble du processus est validé. En
pratique la validation du procédé de stérilisation
peut être définie ainsi : étude menée afin
de démontrer que le procédé de
stérilisation permet d’atteindre l’état stérile.
La validation est considérée comme un tout englobant la
réception et la qualification opérationnelle.
La réception :
La réception doit démontrer que le stérilisateur
et la zone dans laquelle il est installé sont conformes aux
spécifications et que l’étalonnage des instruments de
mesure utilisés pour le contrôle, la mesure et
l’enregistrement se situe dans les limites spécifiées.
La qualification opérationnelle :
La qualification opérationnelle doit être effectuée
à la suite de la réception. Elle doit être
pratiquée à l’introduction de produits, d’emballage,
d’équipement ou de paramètres de production nouveaux ou
modifiés, sauf s’il est possible de démontrer qu’il
y a équivalence soit avec une charge de référence
validée soit avec un produit, emballage ou plan de chargement
antérieurement validé.
La qualification opérationnelle doit démontrer que les
conditions spécifiées sont atteintes dans toutes les
charges de stérilisation.
IL convient que :
a) la
température et la pression pendant toute
la durée du temps de maintien gardent une valeur constante ou
suivent un profil déterminé.
b) pendant toute la durée du temps de
maintien, les températures mesurées :
1) S’établissent dans les limites de la bande
des températures de stérilisation
spécifiée, avec une limite supérieure égale
à la température de stérilisation plus 3°K
2) ne présentent pas de variation
supérieure à 1°K
3) ne diffèrent pas les unes des autres de
plus de 2°K.
c) le temps d’équilibrage n’excède pas
15s pour les chambres de stérilisateur inférieures ou
égales à 800l, et 30s pour les chambres plus grandes.
d) la vapeur présente une
température comprise dans la bande des températures de
stérilisation et qui corresponde à sa pression de vapeur.
2 CONTEXTE, ENJEUX ET PROBLEMATIQUE DE L’ETUDE
retour_sommaire
2.1 Contexte : L’Hôpital Neuf, un
tournant
pour la stérilisation…
2.1.1 L’hôpital actuel
Le Centre Hospitalier Intercommunal CASTRES-MAZAMET (C.H.I.C)
représente avec plus de 1000 lits et places d’hospitalisation et
d’hébergement, 1600 personnes rémunérées
chaque mois et 24.000 admissions en médecine, chirurgie et
obstétrique ou encore, 38.000 passages aux urgences, la
deuxième entité hospitalière de la région
Midi Pyrénées (hors CHU).
Le site de CASTRES est composé de 4 établissements :
• L’Hôpital
Général - Court
séjour (Médecine - Chirurgie - Obstétrique).
• L’Hôpital des Monges - Centre de Soins de
Suite et de Réadaptation (SSR) et de Long Séjour.
• La Villégiale Saint-Jacques -
Résidence de Retraite avec soins courants ou de cure
médicale et l’Institut de Formation en Soins Infirmiers
(I.F.S.I.).
• La Maternité des Lices.
Le site de MAZAMET est composé de 4 établissements :
• L’Hôpital
Général - Court
séjour (Médecine - Chirurgie - Obstétrique) et
Soins de Suite et de Réadaptation (SSR).
• La Résidence du Midi - Résidence de
retraite avec soins courants ou de cure médicale.
• L’Unité de Soins de Longue Durée
(U.S.L.D.).
• La Blanchisserie.
2.1.2 L’hôpital neuf
retour_sommaire
Trois mutations majeures sont attendues :
1. Evolution des
sites
2. Evolution des locaux
3. Evolution de l’organisation
1 Evolution des sites
L’hôpital neuf va être construit en partie sur la Zone
d'Aménagement Concerté du Causse, entre la rocade Castres
- Mazamet et le Thoré, sur un terrain de 14 hectares
cédé par la commune de Castres pour un euro symbolique.
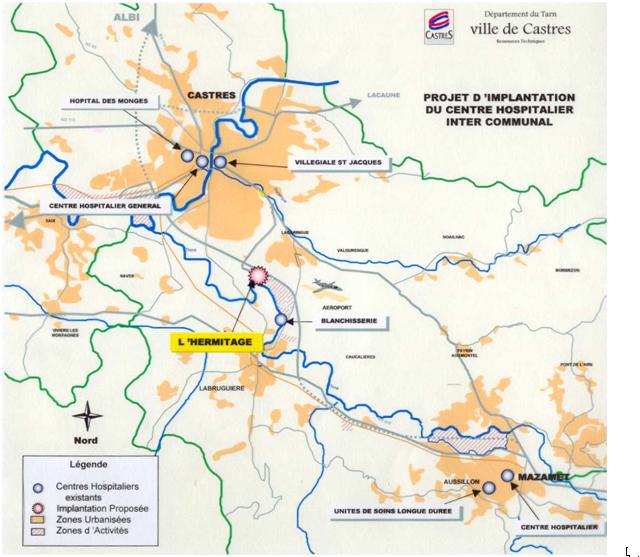
Figure 1: situation
géographique [4]
Ne sont donc pas impliqués dans l'opération les
établissements accueillant des personnes âgées
comme la Villégiale St Jacques et les Monges à Castres ou
la Résidence du Midi et l'Unité de Soins de Longue
Durée à Mazamet et Aussillon. De même, les services
de moyen séjour (soins de suite et de réadaptation et
rééducation fonctionnelle) seront maintenus sur les deux
sites.
2 Evolution des locaux :
L'hôpital neuf offrira environ 50 000 m² de surface utile.
Vont être transférées sur ce nouveau site toutes
les unités de court séjour, c'est à dire les
services de médecine, de chirurgie et d'obstétrique ainsi
que les divers plateaux techniques. Les services
médico-techniques (radiologie, pharmacie, laboratoire, etc.)
seront pareillement déménagés, de même pour
les services administratifs, techniques et logistiques. Le projet
intègre par ailleurs la création d'une maternité
unique (36 lits), le déplacement du Centre de Transfusion
Sanguine et la construction à proximité d'une
unité de psychiatrie de 40 lits gérée par le
Centre Hospitalier deLavaur.
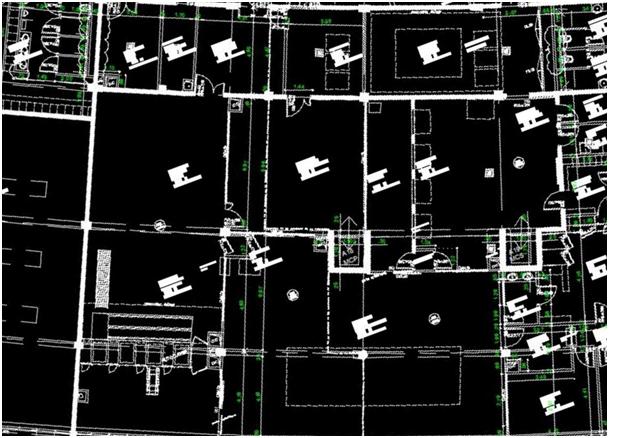
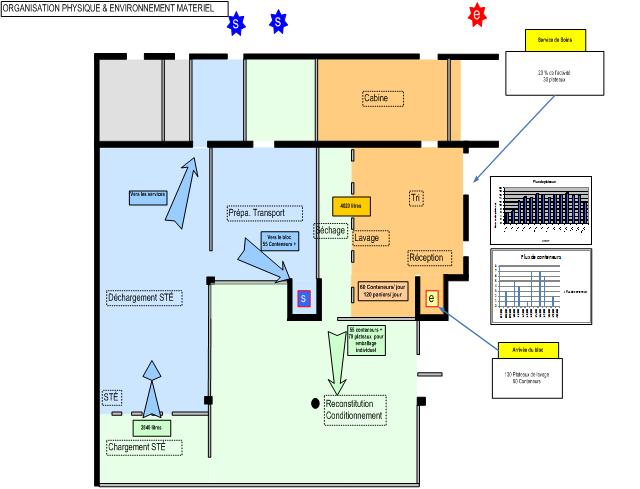
Actuellement la stérilisation s’organise sur 270m². Le
nouveau service de stérilisation dispose des locaux suivants,
d’une superficie de750 m2 :
Figure 2: plan des locaux nouveau
service de stérilisation [7]
Il y aura une organisation en trois zones :
1) La zone de
réception et de lavage en
orange. Zone sale.
2) La zone de reconstitution et de conditionnement en
vert. Zone propre.
3) La zone de stérilisation, de
déchargement et de préparation au transport en bleu. Zone
stérile
retour_sommaire
3 Evolution de l’organisation :
L'organisation des services est
basée sur la notion de
Pôle :
Pôle médecines.
Pôle chirurgies.
Pôle mère enfant.
Pôle plateau technique.
Pôle logistique médical
Pôle gérontologie.
Pôle administratif et logistique.
Il s'agit d'un modèle basé sur un regroupement de
disciplines médicales ou de modes de prise en charge et sur une
déconcentration de la gestion de ces structures. Ainsi, dans un
pôle clinique, on trouvera rassemblés sur un même
niveau l'accueil : Les consultations, l'hébergement en
hospitalisation complète, de semaine ou de jour et la logistique.
Les unités de soins comprendront entre 22 et 24 lits, les
chambres seront à un lit dans 80 % des cas et certaines pourront
accueillir ponctuellement des patients au delà des
capacités normales. L'hôtellerie sera
améliorée ainsi que l'approvisionnement des services ou
l'acheminement des examens et le retour des résultats.
4 Evolution technologique des équipements :
L’Unité de Stérilisation Centrale dispose actuellement au
niveau de la zone de lavage :
- 3
laveur-désinfecteurs de marque LANCER.
- 1 armoire séchante de marque LANCER.
- 1 machine de lavage par ultrasons.
- 1 laveur rapide de marque HOBBART.
La capacité de lavage est de :
• 10 paniers
pour le laveur 1
• 8 paniers pour le laveur 2
• 8 paniers pour le laveur 3
Les laveurs sont vieillissants et ont vocation à être
remplacés, la capacité de séchage semble aussi
sous-dimensionnée. Le laveur Hobbart qui assure le lavage des
conteneurs et des bacs de décontamination est à la marge
des bonnes pratiques de stérilisation et doit disparaitre. Il
n’y a aucune traçabilité de son fonctionnement. Une
simple observation laisse penser que ce laveur est très
utilisé. La capacité de lavage des instruments fragiles
par ultrasons est aussi sous-dimensionnée à
première vue.
2.2 Enjeux et problématique
retour_sommaire
2.2.1 La stérilisation, un service clé de la bonne
prise
en charge du patient
La prise en charge du patient
Les maladies nosocomiales sont un véritable enjeu de
Santé Publique. En effet, ces maladies qui se déclarent
48 à 72h après l’admission (on tient compte du
délai d’incubation de la maladie car elle peut avoir
été contractée avant l’hospitalisation, il s’agit
dans ce cas d’une infection communautaire). Pour les infections de
plaie opératoire, on compte comme infection nosocomiale les
infections survenues dans les 30 jours suivant l’intervention. Et lors
de pose d’implants, on tient compte des infections survenue dans
l’année suivant la pose. Le bloc opératoire qui est le
principal client du service de stérilisation a besoin d’une
prestation de qualité maximum afin de minimiser les risques
opératoires. Le service de stérilisation est un service
de support qui participe indirectement à la bonne prise en
charge du patient.
La bonne prise en charge du patient et la garantie de sa
sécurité sont donc le principal enjeu d’un service de
stérilisation.
Un service de support économiquement avantageux
Lors des interventions chirurgicales, la plus grande partie des
dispositifs médicaux utilisés est réutilisable. Le
matériel à Usage Unique est plus pratique mais beaucoup
plus couteux que le matériel réutilisable. Les
dispositifs réutilisables sont donc économiquement plus
avantageux mais ne doivent pas être pour autant de qualité
moindre. L’enjeu d’un service de stérilisation est donc aussi
financier. Il doit donc fournir un produit de qualité tout en
étant économiquement avantageux afin de rester un service
rentable.
2.2.2 Problématique
Le service de stérilisation doit donc être le plus
efficace possible et le plus rentable possible. Afin de répondre
à ces enjeux, la problématique est de penser un service
qui soit le mieux adapté aux besoins du centre hospitalier. Dans
le cas du CHIC Castres-Mazamet, le déménagement est
l’occasion de revoir l’organisation et de remplacer le matériel
vieillissant. Afin de créer un nouveau service qui
réponde au mieux aux besoins et qui soit le plus
économique possible, il faut bien étudier les attentes
des différents services et notamment celles du bloc
opératoires. Afin de déterminer ces attentes, il faut
analyser les flux de production du service existant et prévoir
une éventuelle évolution de la demande.
retour_sommaire
3 ANALYSE D’ACTIVITE DE STERILISATION ET INDICATEURS
3.1 Séquençage du processus de
stérilisation
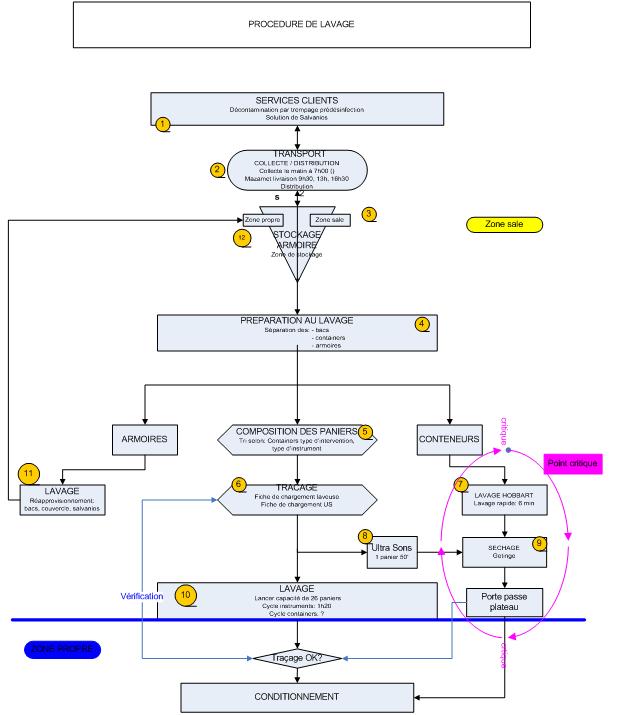
3.1.1 Procédure de lavage
Figure 3:
séquençage de la procédure de
lavage [5]
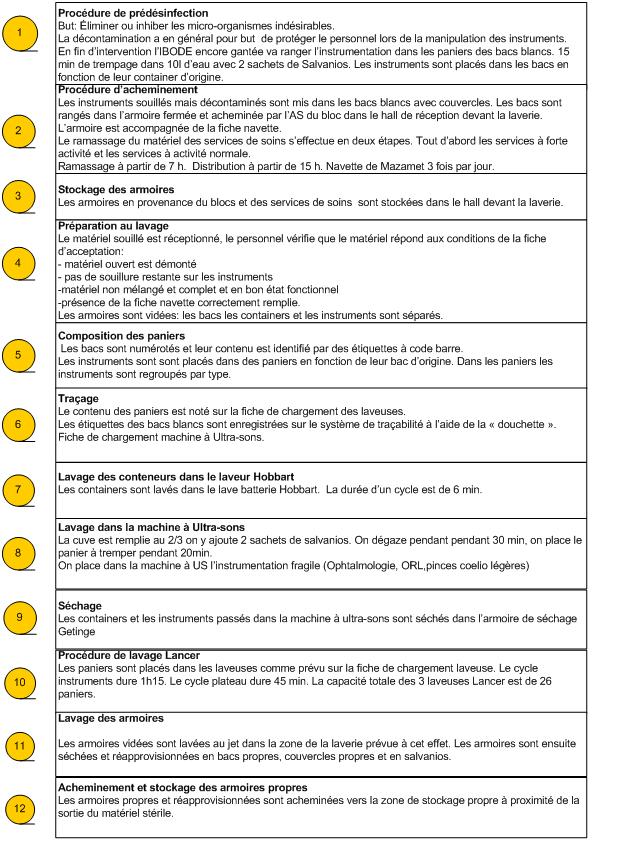
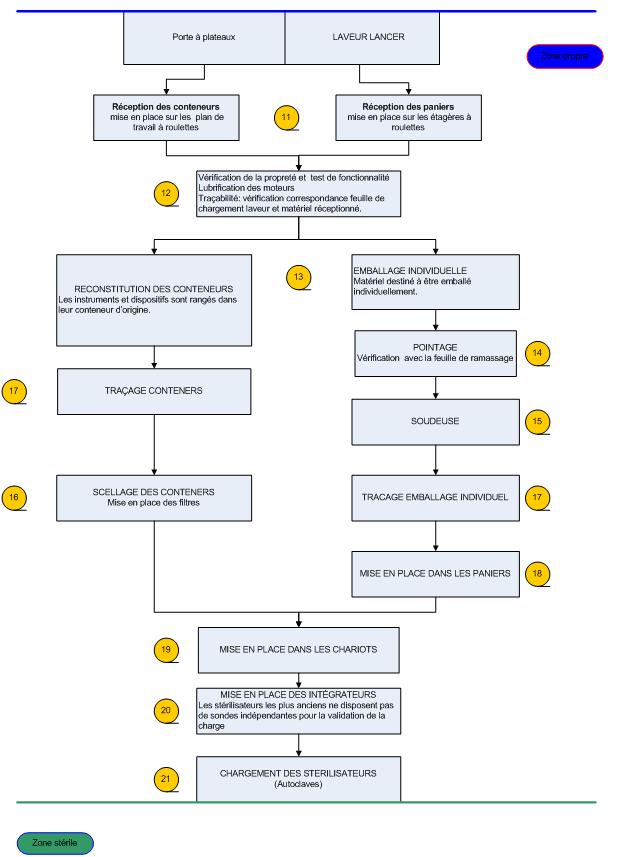
Figure 4: séquençage
de la procédure de lavage 2
[5]
On distingue dans cette séquence un point critique dans le
traitement des conteneurs. En effet les conteneurs et leur contenu sont
séparés. Les instruments et dispositifs sont
placés dans les paniers des laveurs Lancer tandis que les
conteneurs sont lavés dans le laveur rapide Hobbart qui ne
dispose pas de cycle de séchage ; le séchage est
effectué manuellement par les opérateurs du service de
stérilisation. Ce traitement des conteneurs peut être
amélioré sur le plan de l’organisation mais aussi sur le
traitement en lui-même. On peut imaginer qu’un nombre de
suffisant de laveurs permette de laver simultanément conteneurs
et contenu afin de simplifier la reconstitution à venir et
améliorer le lavage en introduisant un cycle de
désinfection que le traitement actuel ne permet pas.
retour_sommaire
3.1.2 Séquençage de la procédure de
conditionnement
Figure 5: Séquençage
de la procédure de
conditionnement. [5]
retour_sommaire
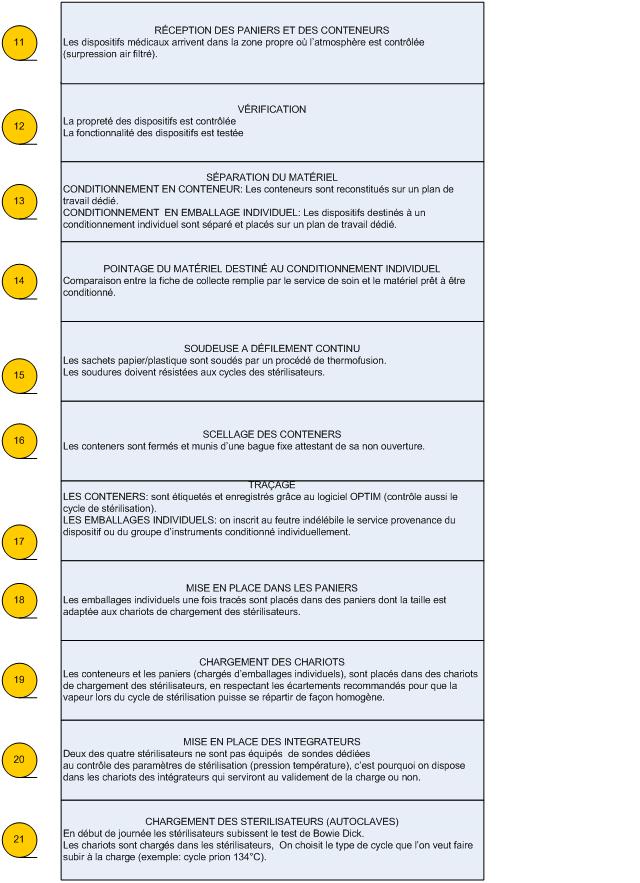
Figure 6: Séquençage
procédure de conditionnement
2. [5]
Cette étude ne s’intéresse pas à la
dernière phase du processus de stérilisation : La
validation de la charge stérilisée. En effet cette
procédure n’a que peu d’impact sur le dimensionnement des
équipements- sauf dans le cas d’échecs
réitérés, i.e. charges systématiquement
mouillées mettant directement en cause le niveau d’energie
cédée à la charge pour éviter une situation
de condensation.Dés lors des questions techniques sont à
même de se poser :
-Qualité du
matériel de
stérilisation
-Taux de remplissage en volume et/ou en poids
-Cycles inadaptés
Lors de cette phase, on compare les graphiques du cycle et
celui
établit lors de la qualification opérationnelle et on
vérifie que les intégrateurs ont correctement
virés. Les stérilisateurs sont déchargés
automatiquement et la charge est laissée refroidir avant
d’être stockée et redistribuée.
retour_sommaire
3.2 Indicateurs d’activité
Il n’existe pas de moyen direct de déterminer les volumes de
lavage. Les quantités de plateaux de lavage et les
arrivées de dispositifs médicaux ne sont pas ne sont pas
recensées. Et les volumes correspondant à ces
quantités sont d’autant plus difficiles à
déterminer.
Les différentes questions qui se posent sont :
• Quelle
quantité de plateau de lavage
avons-nous à traiter par jour.
• Quelle quantité de conteneur doit être
prise en charge.
• Quel volume représente ces quantités.
Pour répondre à ces questions plusieurs
études
d’indicateurs d’activité vont être menées afin de
croiser les informations. En trouvant donc plusieurs angles
d’éclairages mettant en lumière l’activité des
laveurs ou des stérilisateurs, puis l’étude en
détail d’une semaine de pleine activité afin
établir des moyennes pour enfin les confronter afin de valider
les résultats.
3.2.1 ETUDE A : Evolution de l’activité de
stérilisation
L’USC de Castres-Mazamet dispose de quatre stérilisateurs de
dimension identique.
Le logiciel de gestion des stérilisateurs OPTIM, permet de
regarder l’évolution du nombre de charge
stérilisée, tout stérilisateur confondu, depuis la
mise en service des stérilisateurs :
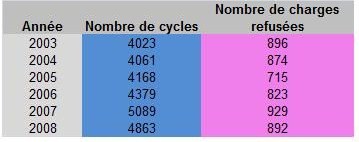
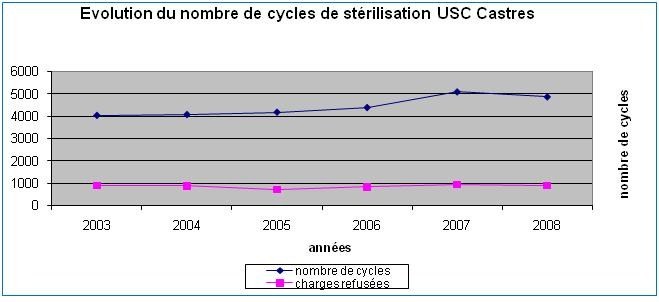
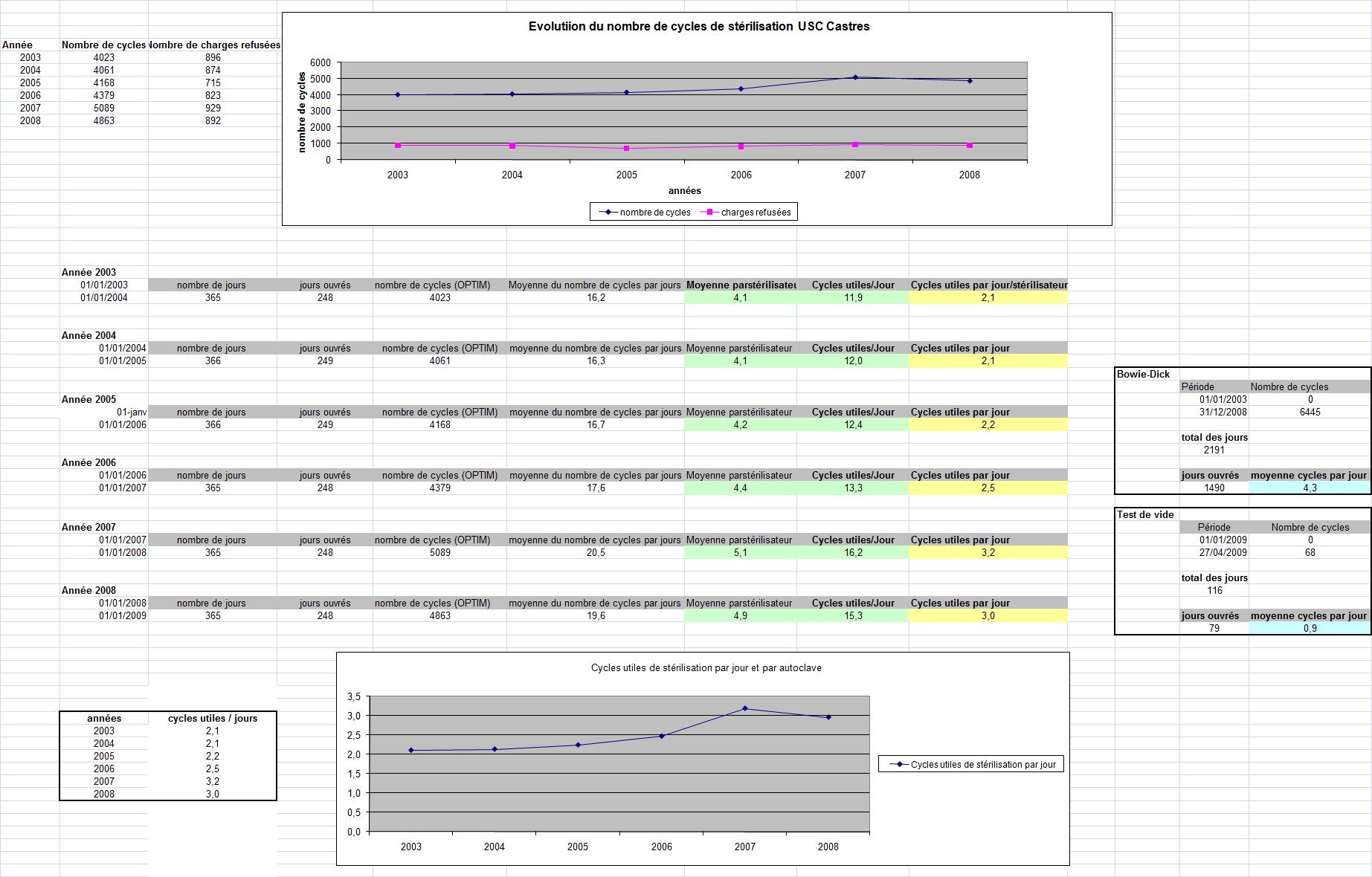
Figure 7: cycles de
stérilisation sur 5 ans.[5]
Le nombre de cycle de stérilisateur semble se stabiliser autour
de 5000 cycles par an. Tandis que le nombre de charges refusées
reste relativement constant autour des 1000 cycles par an. Cette
information et cette constance ne prêtent toutefois pas
matière à satisfaction. Et l’on peut s’interroger sur ce
nombre a priori élevé d’échecs :
-Est-ce un taux observé
normalement ?
-Quelles raisons et causes de ces échecs ?
Evidemment en termes d’enjeux, les points suivants sont
soulevés:
-Temps perdu en personnel.
-Coûts énergétiques induits.
-Charge de travail du matériel indue.
A travers cette étude on cherche à déterminer
le
nombre de cycle utile par jour. On déduit donc les cycles de
test comme les tests de Bowie-Dick ou Leak test, qui sont
effectués au début de chaque journée sur chaque
stérilisateur. Pour le détail, voir annexe 1.
Le nombre de cycles utiles de stérilisation a
évolué selon la figure suivante (Voir annexe 1) :
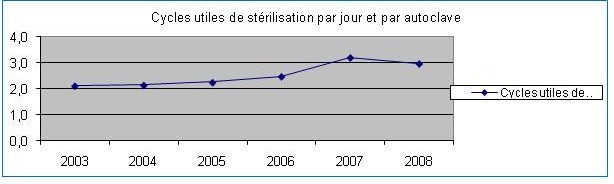
Figure 8: Cycles utiles de
stérilisation [5]
Ce graphique montre une augmentation du nombre de cycles utiles de
stérilisation lors des six dernières années
d’activité. L’augmentation du nombre de cycle utile de
stérilisation peut s’expliquer de manière
différente :
1) Augmentation de
l’activité de
stérilisation en lien avec une augmentation de l’activité
du principal « client » : Le bloc opératoire. Cette
hypothèse est avérée.
2) Modification du taux de remplissage des charges
à la baisse : ce qui induit une augmentation des cycles pour le
même volume stérilisé. Hypothèse :
-Par confort : Exemple :
Réduction du poids des charges.
-Par nécessité : Exemple : Charges mouillées, avec
palliatif : la réduction des charges
- Pour des raisons organisationnelles :
i charges spécialisées
ii Adaptation au flux avec réduction
systématique de situation de stock. (Point faible par ailleurs
de certaines techniques de gestion en flux tendu.).
Le déménagement ne devrait pas avoir beaucoup
d’impact
à ce niveau. Un supplément d’activité de 10%
au niveau du bloc opératoire serait facilement absorbé
par les capacités de traitement des 4 stérilisateurs –
par exemple les 4 cycles bruts de stérilisation par autoclaves
actuelles représentent un temps de fonctionnement de 5 heures et
20 minutes par jour alors que le service est ouvert de 6h à 20h
soit durant 14 heures sans interruption.
A noter également les facteurs particulièrement
favorables liés à la structure Hôpital Neuf :
- Proximité
immédiate du client et
fournisseur
- Locaux adaptés
Ces éléments devraient garantir et faciliter la
prise en
charge de la prestation.
Enfin, dans l’hypothèse d’une forte augmentation
d’activité, seule conséquence d’une reprise
d’activité d’un site hospitalier actif, l’objectivation des
volumes de stérilisation sera en mesure de situer les marges et
les limites.
retour_sommaire
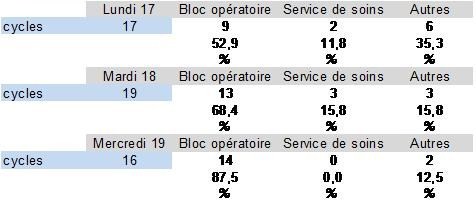
3.2.2 Parts de marché en stérilisation
L’étude présentée en annexe 2 permet d’estimer la
proportion de cycles de lavage généré par le bloc
opératoire d’une part et par les différents services
d’autre part.
Figure 9: répartition de
l'activité de lavage [5]
L’instrumentation du bloc opératoire occupe 70% des cycles
de lavage et devrait encore augmenter puisque les cycles de sabots ne
devraient plus se faire dans les laveur-désinfecteurs du service
de stérilisation mais dans un laveur dédié
directement situé au bloc opératoire. Les cycles
classés « autres » vont aussi disparaitre puisque il
s’agit essentiellement de cycles de séchage.
Figure 10: Parts de marché actuelles [5]
N.B. Autres : Cycles de séchage, sabots (bloc op).
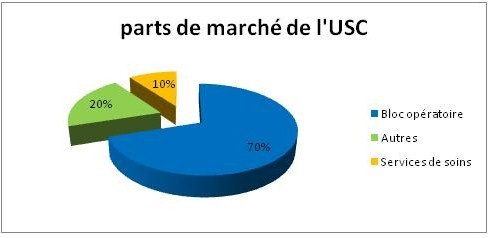
Les parts de marché prévu pour l’hôpital neuf sont
les suivantes
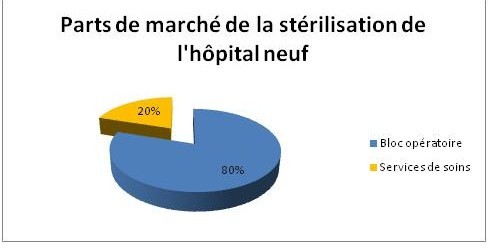
Figure 11: parts de marché
attendues [5]
3.2.3 ETUDE B : Evolution de l’activité de lavage à
travers le nombre de cycle annuel
Les capacités de stérilisation n’ont pas besoin a priori
d’adaptation à l’heure actuelle. C’est donc sur la
procédure de lavage que l’on va travailler dans le but de
trouver une organisation et un type de matériel capable de
répondre aux nouvelles attentes et notamment au traitement
des conteneurs. Dans un premier temps on va déterminer
l’évolution du nombre de cycles de lavage avant de
déterminer le nombre de conteneurs qui passeront dans le nouveau
service de stérilisation par des laveur-désinfecteurs.
Les cycles de lavage ne sont pas enregistrés par le logiciel
OPTIM. Pour évaluer l’activité moyenne des
laveur-désinfecteurs, on s’est basé sur les rapports
d’intervention lors de maintenance préventive ou curative.
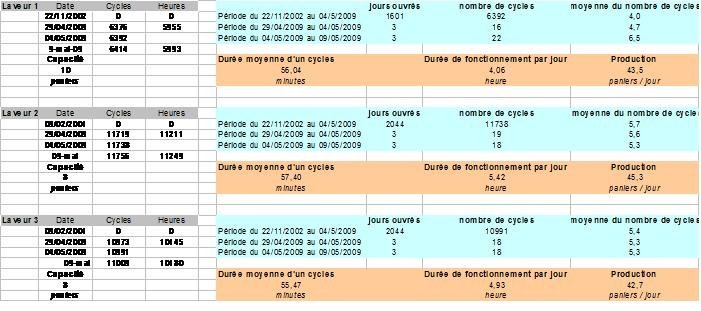
Figure 12: Cycles de lavage et production [5]
Ce tableau montre qu’en moyenne la production journalière de
lavage est de 131,5 plateaux de lavage (ou paniers) ; mais ne passent
pas par ces laveurs les conteneurs. A ce stade la problématique
est de déterminer combien de cycles de lavage
génèrerait le traitement des conteneurs en
laveur-désinfecteur.
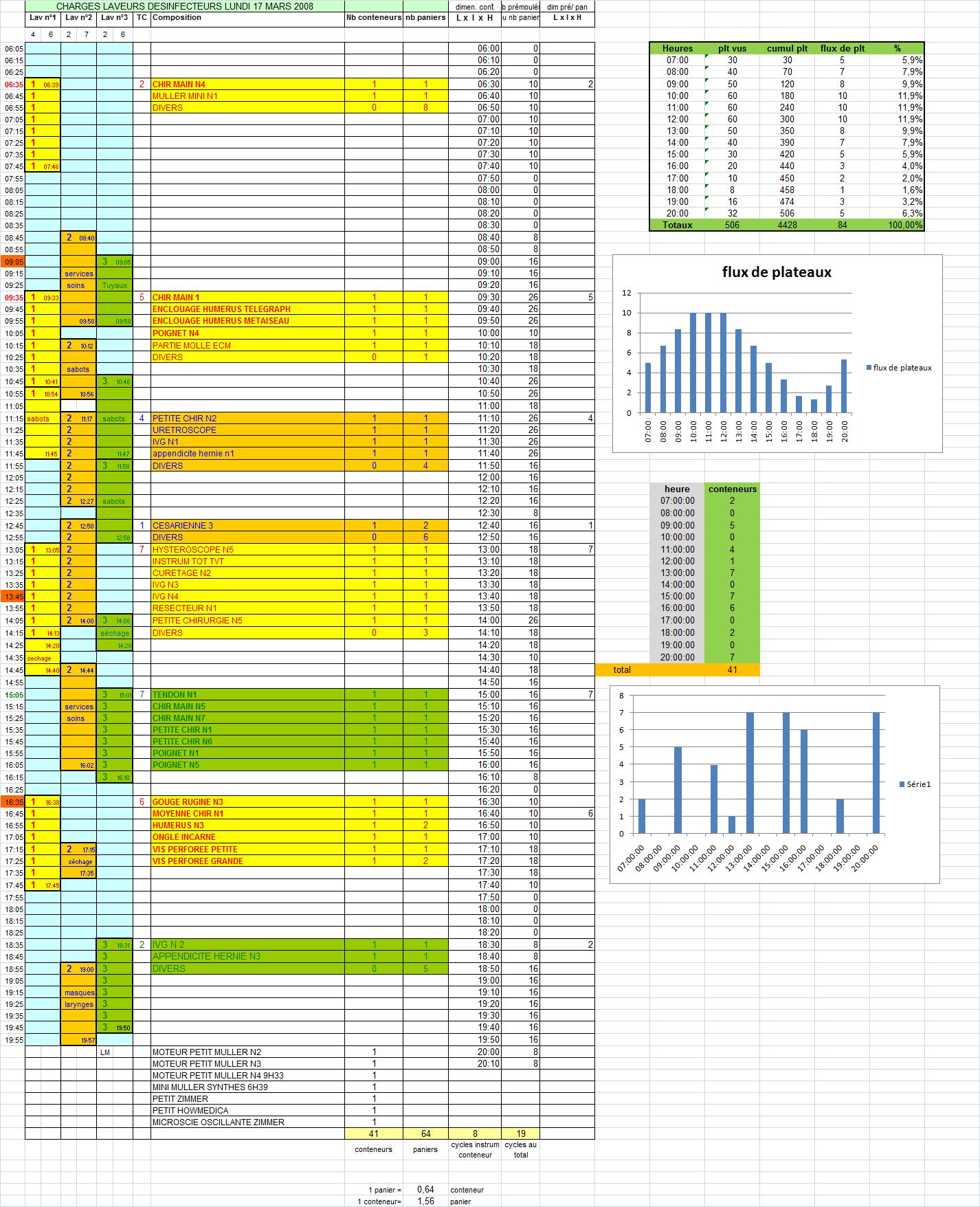
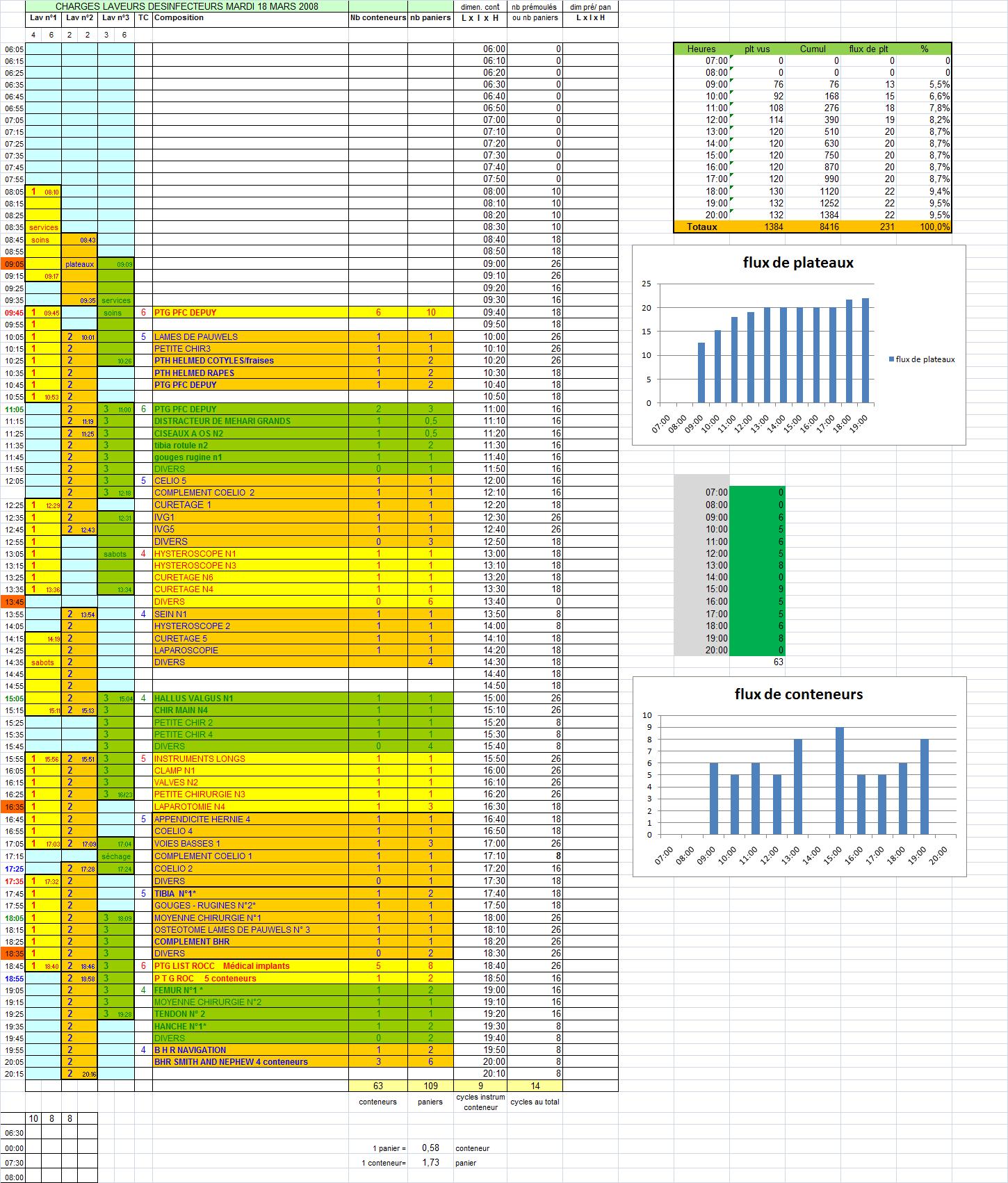
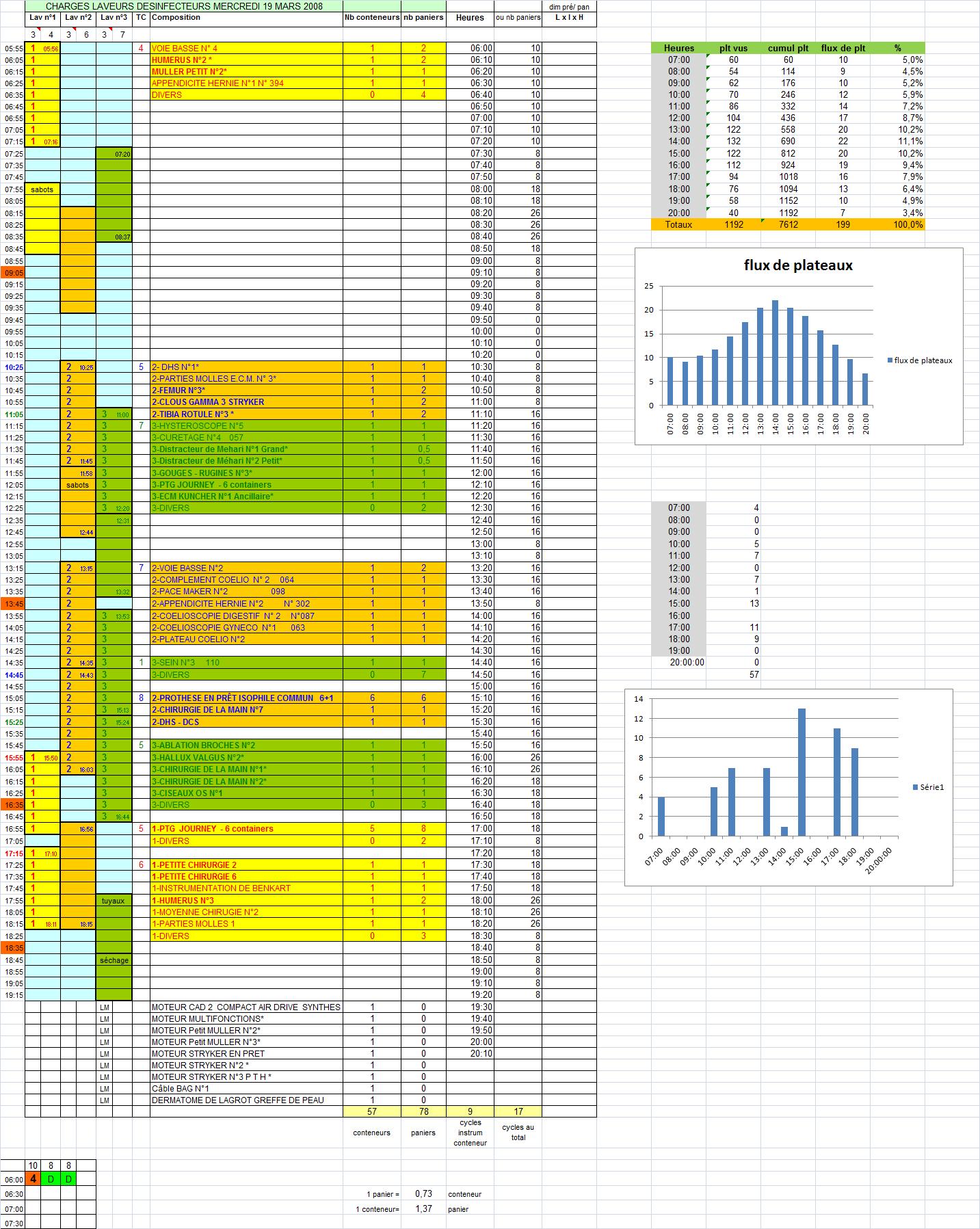
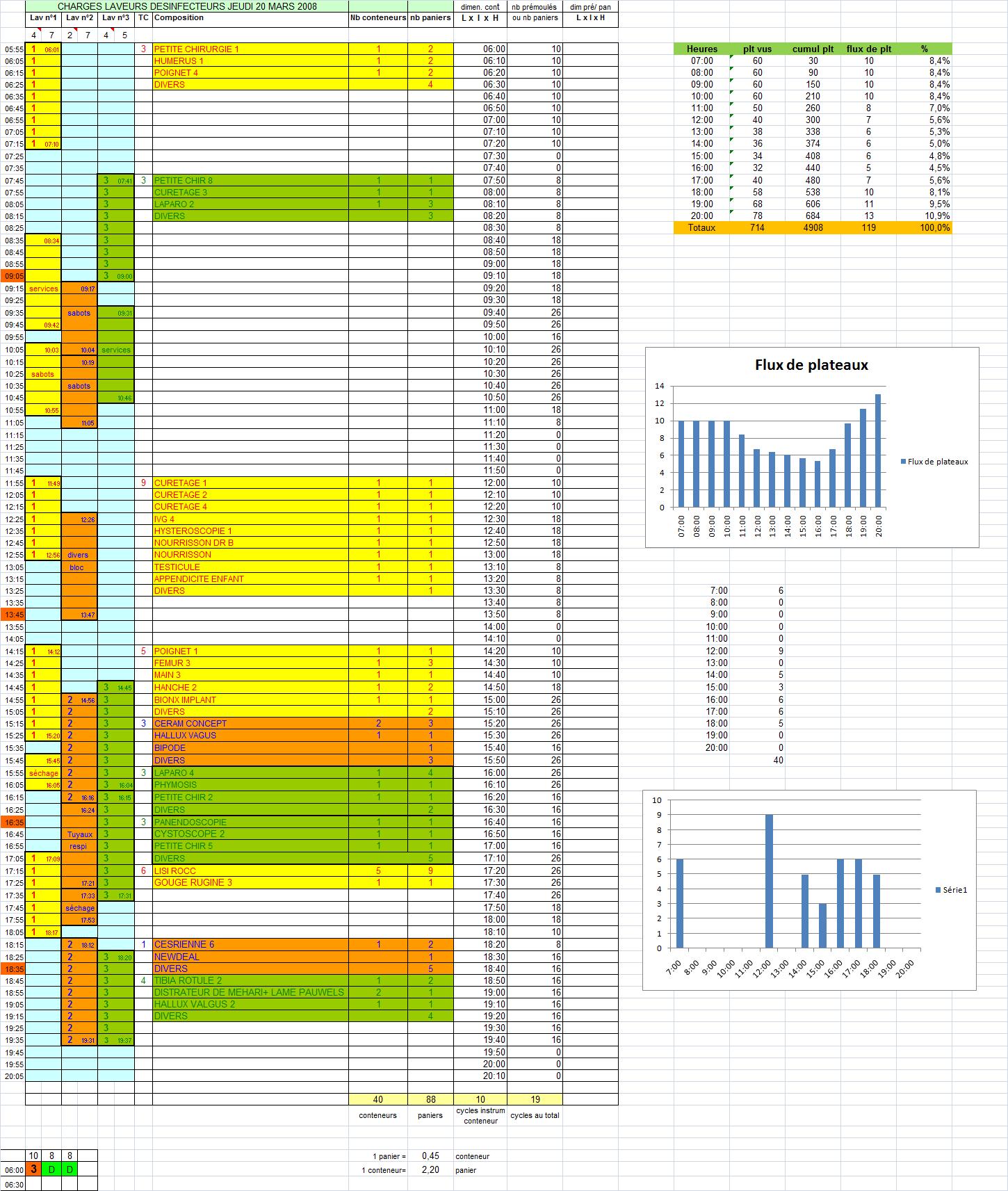
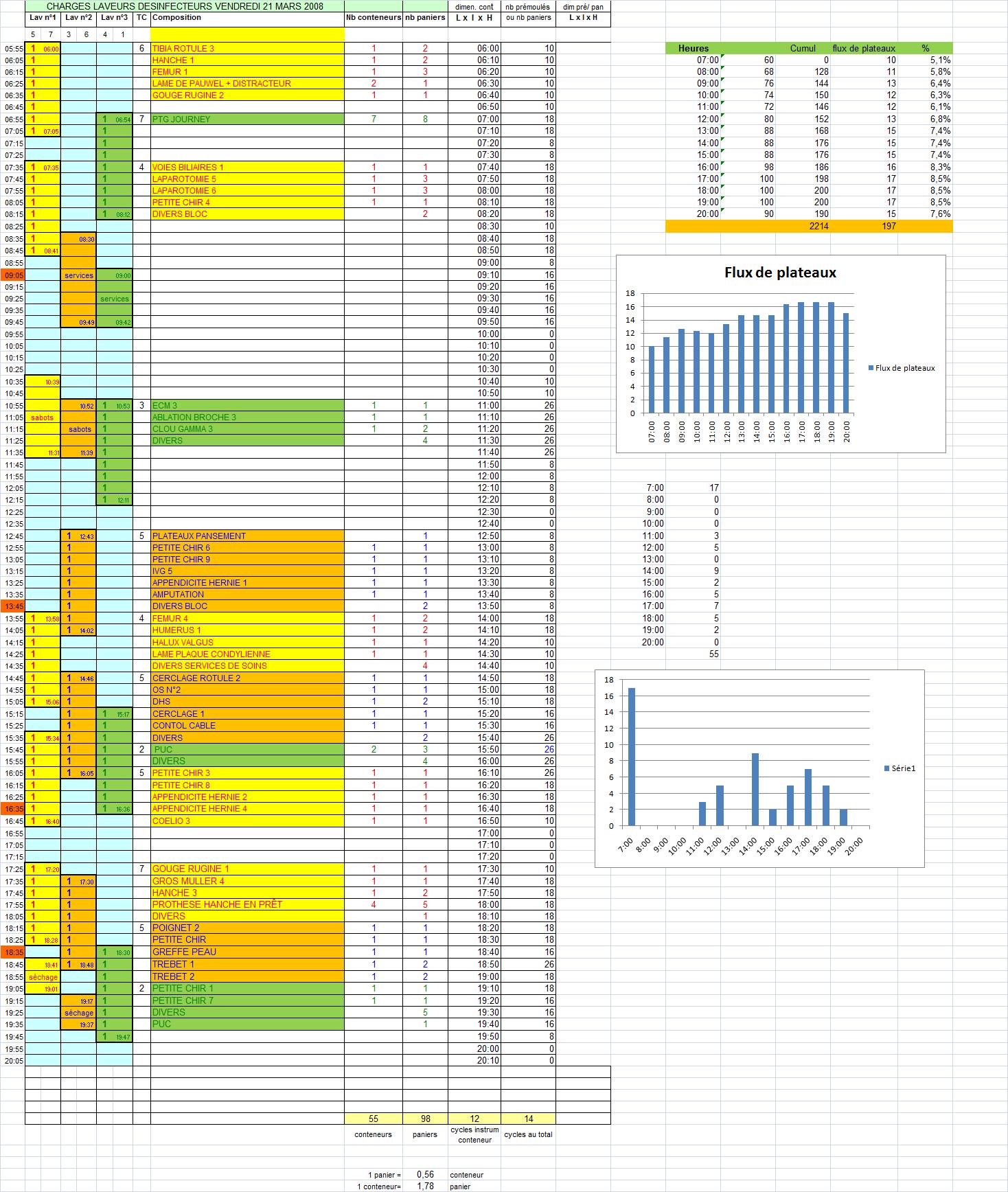
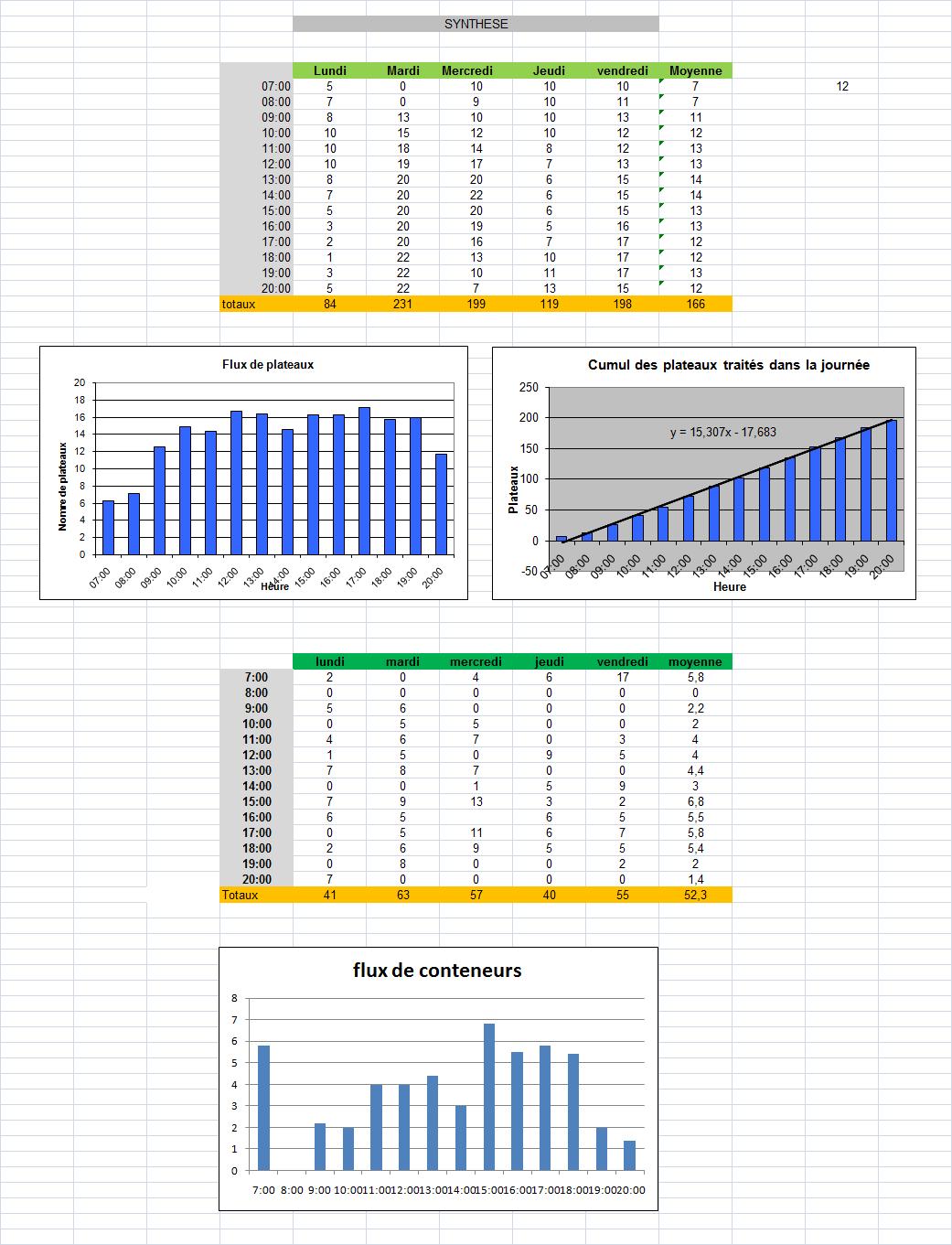
3.2.4 ETUDE B’ : à partir d’une observation hebdomadaire
Cette étude hebdomadaire précise montre que l’on peut
s’attendre à un flux de plateau de 160 unités par jour
avec des pics d’activité à 230 plateaux jours. On voit
aussi que les deux premières heures d’activité ne
suffisent pas par exemple à remplir un laveur de 15 paniers.
Le graphique du cumul de paniers montre que l’activité est
constante dans le service de stérilisation centrale. Les
capacités de lavage sont donc exploitées à plein
à partir de 8 heures.
Le flux de plateau est stable autour des 15 paniers par heure.
retour_sommaire
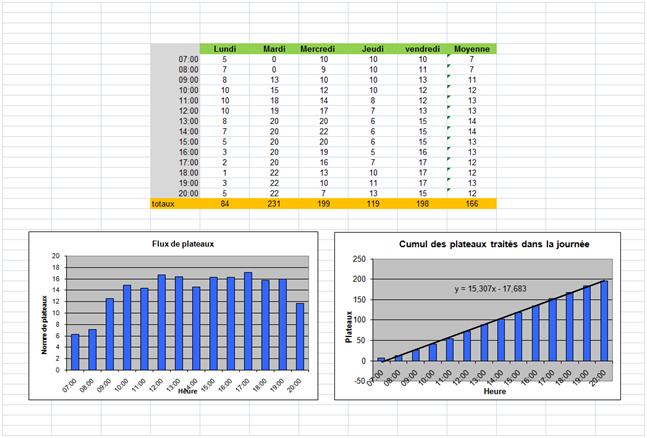
Figure 13: Moyenne et flux
journalier de plateaux de lavage [5]
retour_sommaire
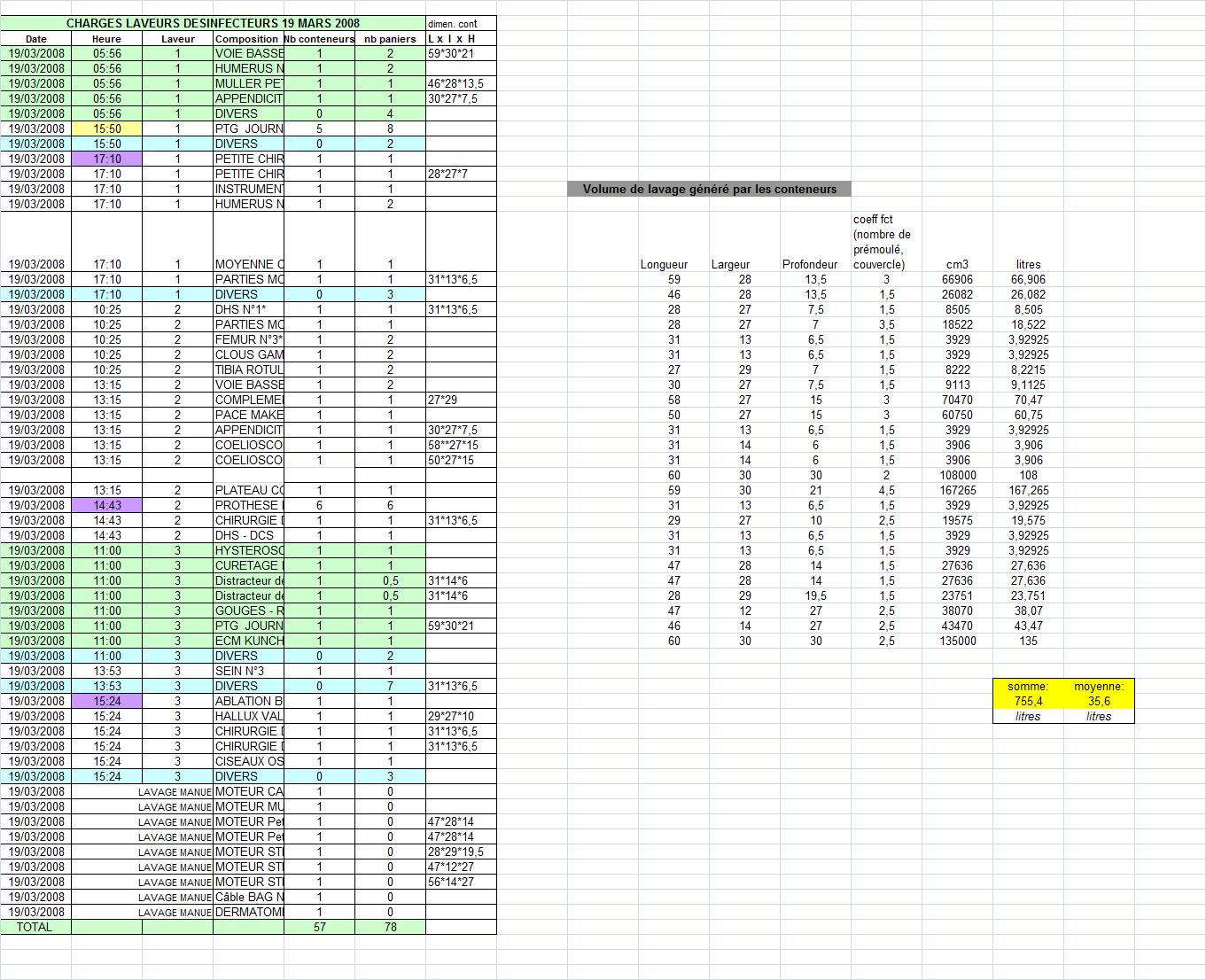
3.2.5 ETUDE C : Flux de conteneurs et estimation du volume
de
lavage généré par les conteneurs
L’étude menée sur la semaine de 2008 qui a
généré le plus d’activité de lavage et de
stérilisation est présentée en annexe 2. Elle
permet d’une part d’établir un équivalent
conteneur/panier et d’autre part un volume moyen de la charge en
conteneur à traiter.
Un conteneur génère 1,7 plateaux de lavage, inversement 1
panier correspond à 0.39 conteneur (ce dernier rapport tient
compte de l’ensemble des paniers traités en lavage). Une
étude menée en parallèle cherche à
déterminer le volume moyen d’un conteneur.
En appliquant ces coefficients et en partant d’un volume moyen
journalier de 160 paniers, on peut donner un premier chiffre d’une
moyenne de 58,5 conteneurs à traiter par jour. Ce chiffre
est conforté par la moyenne des conteneurs passant par la
procédure de lavage de l’USC.
Une étude en cours réalisée par le service
biomédical et par le service de stérilisation
répertorie les conteneurs en fonction de leur utilisation et
mesure leurs dimensions dans le but d’évaluer le volume brut que
représentent ces conteneurs. Cette étude permet d’estimer
qu’un conteneur génère en moyenne 30 l à laver
(Voir annexe 3).
3.2.6 Estimation du volume de lavage généré
par un panier
Pour estimer le volume brut d’un panier de lavage on se base sur le
volume d’un des laveurs 8 paniers. Les dimensions
intérieures de la chambre de lavage sont :
- Longueur : 50cm
- Largeur : 50cm
- Profondeur : 60cm
Le volume est donc de 150 litres. Les bonnes pratiques de
stérilisation conseille qu’un laveur ne soit rempli qu’à
60% pour bien fonctionner. Le volume alors disponible est de 90 litres
et contient 8 paniers. Un panier correspond à volume brut de
11,25 litres que l’on majorera à 12 litres afin d’obtenir une
marge.
3.2.7 Rapport entre cycles de lavage et charges de
stérilisateur
Une étude menée par une infirmière de bloc
opératoire (IBODE) permet d’établir une relation entre le
nombre de cycles de stérilisation et le nombre de cycles de
laveur-désinfecteurs. On voit qu’un cycle de
stérilisation nécessite 1.4 cycles de lavage. Ce rapport
est du au fait que lors du lavage les conteneurs et leur contenu sont
séparés alors que lors de la stérilisation les
conteneurs sont reconstitués. Ce rapport devrait encore
augmenter, en effet la prise en charge des conteneurs par les
laveur-désinfecteurs va faire considérablement augmenter
le nombre de cycles de lavage même si la capacité des
laveur-désinfecteur augmente. Les chiffres actuels sont les
suivants pour la première partie de l’année 2009.
Cette étude permet aussi grâce à ces données
sur le nombre de cycles de laveurs par semaine de confirmer qu’un
nombre de 160 paniers par jours à traiter au niveau de la
procédure de lavage, est une bonne estimation d’après les
chiffres du début d’année.
*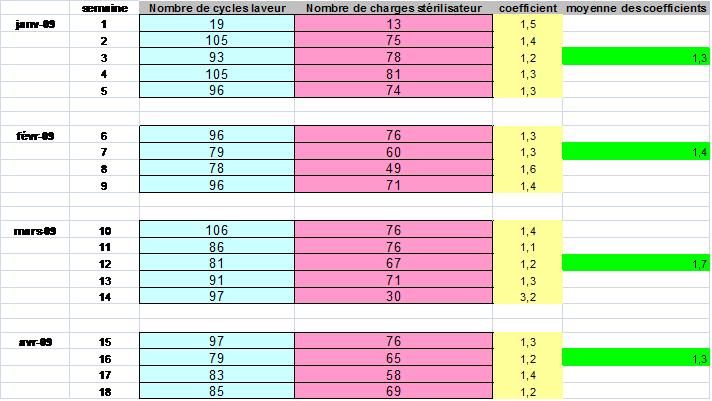
Figure 13: Rapport cycles
laveurs/stérilisateurs. [6]
3.3 Validation des indicateurs
retour_sommaire
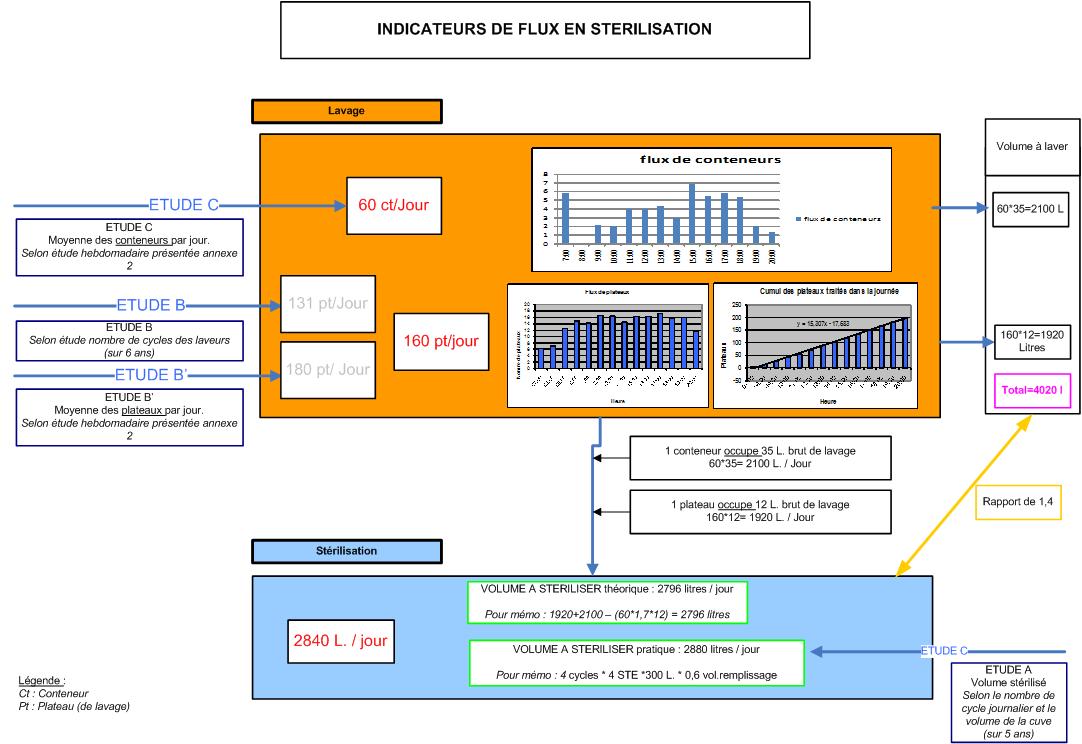
Figure 14: Validation des
indicateurs [5]
Voir annexe 3. Les indicateurs semblent donc cohérant puisque le
volume à stériliser obtenu en partant du volume moyen
d’un conteneur et d’un panier et d’autres part à partir du
nombre de cycles de stérilisateurs et du volume de la chambre de
ces derniers donne sensiblement le même volume. On retrouve aussi
le coefficient entre charge de stérilisateur et charge de laveur
désinfecteur.
retour_sommaire
4 CAHIER DES CHARGES TECHNIQUE ET FONCTIONNEL
4.1 Rappel des indicateurs
Les indicateurs utilisés sont :
- Le nombre de
conteneur à traiter par jour
par la procédure de lavage du nouveau service de
stérilisation, ainsi que le flux horaire et que les pics
d’activité : Annexe 2.
- Le nombre moyen de plateau de lavage à
traiter par la procédure de lavage obtenu par 2 études :
• A partir du
nombre de cycles des laveurs
(étude sur 6 ans d’activité)
• A partir de l’étude de la semaine de plus
grande activité 2008 (voir annexe 2)
- Le volume brut généré
par ces conteneurs et plateau :
• Volume brut moyen
généré par
un conteneur, établi par une étude qui à
relevée les dimensions des conteneurs passant au service de
stérilisation sur une semaine voir annexes.
• Volume brut moyen généré par
un plateau de lavage, établi par l’étude des laveurs
Lancer présents dans le service actuel.
Ces données ont permis d’établir le volume
lavé et le volume stérilisé. Les volumes obtenus
ont été croisés avec les données obtenues
à partir du volume des stérilisateurs et du nombre de
cycles moyens.
4.2 Présentation du
synoptique avec intégration des
indicateurs
Ce synoptique résume toute l’étude des indicateurs
permettant de connaitre les flux de production en stérilisation.
retour_sommaire
Figure 15: synoptique du nouveau
service de stérilisation [5]
Il faut donc un dimensionnement d’équipement capable de laver
3450 litres par jour soit 55 conteneurs/jour et 150 paniers/jour.
4.3 Cahier des charges fonctionnel et
technique
4.3.1 Description du besoin / besoins fonctionnels
• Moyenne de
plateaux de lavage : 160 plateaux de
lavage / jour
- Flux
observé : Régulier de 8h00
à 20h00.
- Pic d’activité observé : 200 plateaux
par jour.
• Moyenne de conteneurs : 60 conteneurs / jour
- Flux
observé : Séquentiel ;
arrivée à 10h / 12h / 16h
- Pic d’activité observé : 12
conteneurs / heure.
• Augmentation d’activité potentielle globale
: + 10% ;
4.3.2 Spécifications techniques attendues
• Appareil de
lavage et de désinfection pour
stérilisation hospitalière. Capacité selon analyse
d’activité.
• Habillage extérieur en acier inox.
• Double ouverture ; portes coulissantes verticales
vitrées automatiques.
• Chargement frontal ; automate ergonomique et
intuitif.
• Chariot de chargement ; nombre : 4 unités.
Les critères de choix :
• Ergonomie du
poste de travail : 20%
• Sécurité des personnes : 20%
• Sûreté et fiabilité de
fonctionnement : 20%
• Temps totaux (préparation,
stérilisation) : 10%
• Assistance à l’intégration : 10%
• Valeur économique : 20%
Ce cahier des charges fonctionnel sera envoyé aux
différents fabriquant de laveur- désinfecteurs afin
qu’ils proposent des solutions adaptées aux besoins
exprimés.
Une fois les réponses des constructeurs reçues,
débutera une analyse afin de déterminer la meilleur
offre. Le CHIC Castres-Mazamet dispose d’un système de notation
automatique en fonction des critères de choix exposés
ci-dessus. Cette étude ne sera pas exposée dans cette
étude.
retour_sommaire
CONCLUSION
Cette étude a commencé par une étude
bibliographique sur la stérilisation en milieu hospitalier afin
de connaitre les bonnes pratiques dans ce domaine d’activité
particulier. Cette première recherche permet de mettre en
évidence les enjeux et problématiques soulevé par
un service de stérilisation en général puis pour
le cas d’une remise en question générale occasionner par
le déménagement dans un hôpital neuf et donc un
nouveau service. Le séquençage précis de la
procédure a permis de mettre en évidence les points de
criticité de l’organisation actuelle. La recherche d’indicateurs
et leurs analyse a permis d’identifier les véritables besoins du
service. Grâce à ces résultats une
adéquation ressources techniques et humaines pourra être
établie.
Il reste quelques interrogations et points à affiner. Le nombre
de cycles de stérilisation en échec parait
élevé, presque 1000 cycles par an. On peut sans doute
apporter des améliorations au niveau du séquençage
de l’activité. Une adéquation entre ressources
matérielles et ressources humaines devra être
définie. Enfin, les ressources d’informations, c’est à
dire système informatique complet capable de faciliter les
éventuelles études à venir.
Cette étude a permis la mise en évidence de l’analyse
toujours complexe d’un service de production en situation de charge.
Mais aussi l’intérêt d’aborder les questions
matériel à travers l’organisation et la production et non
pas simplement se contenter d’une approche purement technique. Un
bénéfice de ce travail a été
d’appréhender le processus d’analyse et
d’intégration dans une équipe paramédical.
Enfin, cette étude et plus largement ce stage permet
d’acquérir de bonne connaissance du milieu hospitalier et du
fonctionnement d’un service biomédical. La participation
à une étude de niveau ingénierie et aussi la
participation en marge de l’étude à la maintenance
quotidienne des système deperfusion m'ont apporté une vu
globale de l'activité biomédicale en milieu hospitalier.
LEXIQUE
[1] D’après Mme Cojean Pharmacienne Hospitalier CH
Compiègne.
[2] Bonne pratique de fabrication et de production pharmaceutique.
[3] Stérilisateur à la vapeur d’eau GPEM / SL.
[4] www. Chic.castres-mazamet.fr.
[5] Guillaume LEBRUN.
[6] IBODE CHIC Castres-Mazamet.
[7] Ingénieur Biomédical de du CHIC Castres-Mazamet.
BIBLIOGRAPHIE
Livres
• Stérilisation des dispositifs
médicaux (recueil) AFNOR.
• Stérilisateurs à la vapeur d’eau pour
charges à protection perméable GPEM/SL. (Groupe permanent
d’étude des marchés d’équipement et de fournitures
des centres de soins et des laboratoires.)
Articles
• Construction d’une unité centrale de
stérilisation au CHR d’Orléans. ( Djamil Abdelaziz
Ingénieur en chef. Dr Isabelle Hermelin-Jobet Pharmacien
responsable stérilisation). CHR Orléans.
retour_sommaire
ANNEXES
Annexe 1 : Etude des cycles de
stérilisation à partir du
logiciel de supervision OPTIM.
Annexe 2 : Etude détaillée d’une semaine de
pleine
activité.