|
Avertissement
|
| Si vous arrivez directement sur cette page, sachez que ce
travail est un rapport d'étudiants et doit être pris comme
tel. Il peut donc comporter des imperfections ou des
imprécisions que le lecteur doit admettre et donc supporter. Il
a été réalisé pendant la période de
formation et constitue avant-tout un travail de compilation
bibliographique, d'initiation et d'analyse sur des thématiques
associées aux concepts, méthodes, outils et
expériences sur les démarches qualité dans les
organisations. Nous ne faisons aucun
usage commercial et la duplication est libre. Si vous avez des raisons
de contester ce droit d'usage, merci de nous en faire part .
L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document,
n'oubliez pas de le citer comme source bibliographique. Bonne
lecture... |
|
Déploiement du plan de
maintenance qualité sur une ligne de galvanisation
(Pilier 6 de la TPM)
|
 |
|
Stage de fin d'étude
MASTER
Management de la Qualité (MQ), UTC, 2005-2006
|
RESUME
Ce
projet s’inscrit dans une démarche globale d’excellence
industrielle développée avec succès, depuis 1994,
sur le site de Desvres par la mise en place de la TPM selon la
méthode JIPM
Cette
méthode passe par le déploiement du pilier 6 :
maintenance de la qualité, coïncidant avec la
volonté d’améliorer les performances globales de
l’entreprise et de satisfaire aux exigences croissantes des clients en
terme de qualité.
L’objectif
à terme est d’obtenir le « zéro »
défaut en déployant la « maintenance
qualité » qui consiste à fixer et à
gérer correctement les conditions d’état des ressources
de production permettant d’empêcher les défauts. Dans une
première phase, on améliore la qualité produite en
analysant rigoureusement le mode de fonctionnement et le mode de
dégradation des équipements, ainsi que leur impact sur le
produit, ce qui permet de cerner les causes de dysfonctionnement afin
d’y remédier par des actions correctives. Dans une
deuxième phase, on maîtrise la qualité en
pérennisant ses résultats par l’amélioration des
méthodes de contrôle.
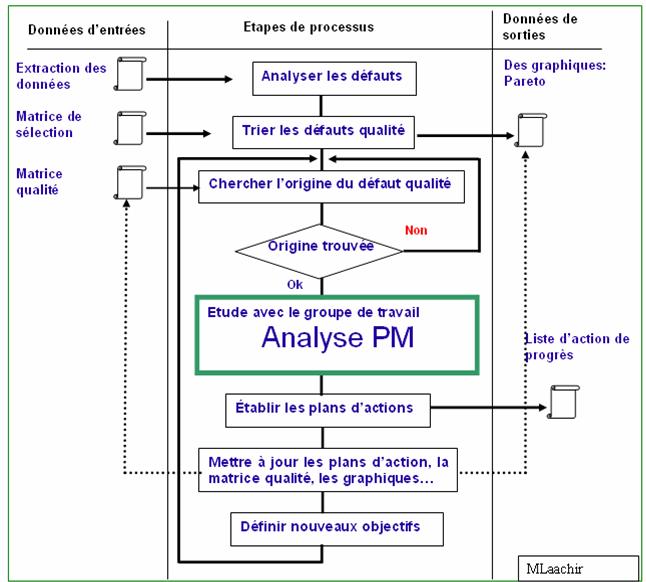
Des défauts de qualité chroniques et
d'autres pertes chroniques sont durs à supprimer, parce qu'ils
ont typiquement des causes multiples, qui varient avec chaque
occurrence. Les stratégies d'amélioration communes, comme
l'analyse de cause-et-effet, sont souvent inefficaces pour traiter des
problèmes complexes. L'Analyse PM a été
particulièrement développé pour surmonter les
faiblesses des méthodes traditionnelles. Elle offre une
méthode rigoureuse à 8 étapes pour assurer que
tous les facteurs possibles soient identifiés et examinés.
Mots clés:
Total Productive Maintenance TPM, maintenance de la qualité,
analyse PM, qualité, amélioration de la
qualité, prix JIPM...
|
ABSTRACT
This project joins in an industrial excellent global
step (initiative) developed successfully, since 1994, on the site of
Desvres by the implementation of the TPM according to the method JIPM
This method passes by the deployment of the pillar
6: maintenance of the quality, coinciding with the wishes to improve
the global performances of the company and to satisfy the increasing
requirements of the customers in quality term.
The forward objective is to obtain the "zero" defect by
spreading (displaying) the " maintenance quality " which consists in
fixing and in managing correctly the conditions of state of the
production resouces allowing to prevent the defects. In a first phase,
we improve the produced quality by analyzing strictly the mode of
operation and the mode of deterioration of equipments, as well as their
impact on the product, what allows to encircle the causes of
dysfunction to remedy it by corrective actions. In the second phase, we
master the quality by perpetuating its results by the improvement of
checking procedures.
Chronic
quality defects and other chronic losses are hard to eradicate, because
they typically have multiple, interrelated causes that vary with every
occurrence. Common improvement strategies,
like cause-and-effect analysis, are usually ineffective in dealing with
such complex problems. P-M Analysis was specially developed to overcome
the weaknesses of traditional methods. It offers a rigorous 8-step
method for ensuring that all possible factors are identified and
investigated.
Keys words: Total
Productive Maintenance TPM, quality maintenance, PM analysis,
improvement quality,
JIPM awards. ..
|
Tout d’abord, je souhaiterais
remercier l’ensemble des personnes du site de Arcelor Desvres surtout
les membres des groupes de travail.
Je remercie tout particulièrement
mon maître de stage, responsable service client, Monsieur
Philippe LELEU, pour avoir initialiser mon projet, et tous les
responsables des autres services (fabrication, maintenance,
qualité, gestion…), pour leur pédagogie et leur
professionnalisme.
J’exprime aussi ma reconnaissance au directeur de site, Monsieur Bruno
DENELE, pour m’avoir permis d’effectuer mon stage au sein de Arcelor
Desvres.
Je tiens à souligner le respect, la
compétence, ainsi que la disponibilité dont ont fait
preuve chacune de ces personnes à mon égard et ce, tout
au long de mon stage.
Finalement,
un grand remerciement à tous mes enseignants à
l’Université de Technologie de Compiègne
Monsieur Gilbert FARGES, mon encadrant
Monsieur
Jean-Pierre CALISTE et à toute l’équipe
pédagogique.
..
4GLOSSAIRE
INTRODUCTION
RESUME
ABSTRACT
Partie 1 : Présentation de l’entreprise
d'accueil
1.1. Historique
1.2. Les
marchés.
4
Partie 2 : Description de projet
4
1. Déploiement du plan de
maintenance qualité : pilier 6.
4
2. Planification du projet
4
2.3. Les
priorités
2.4. Analyse
situation.
4
2.4.1.
Points
forts
2.4.2.
Points faibles.
4
2.5. Actions.
4
2.5.1.
Les huit étapes de l’Analyse PM
4
2.6.
Résultats
mesurés
2.7.
Capitalisation et Améliorations :
4
Partie
3 : Avancement des travaux réalisés.
4
1. Premier groupe de travail
(Entrée de ligne)
2. Deuxième groupe de
travail (Sortie de ligne)
3. Plan de déploiement des
étapes
4
4M :
Méthode, Milieu, Matière,
Machine
Actions :
Travaux, contrôles à effectuer sur un
équipement
AMDEC :
Analyse des Modes de Défaillances de leurs
Effets et de leurs Criticité
Benchmark : Visite
sur un autre site pour échanger des informations ou
procédés
Coil :
Bobine brute de laminage
JIPM :
Japan Institut of Plant Maintenance (Institut
japonais de maintenance usine)
Kaizen :
Amélioration
Continue (japonais)
LAC :
Laminé à Chaud
LAF :
Laminé à Froid
Ligne :
Ligne de galvanisation
Matrice QA : Quality Analysis (matrice d’analyse de la qualité)
Matrice QM :
Quality Management (matrice de gestion de la qualité)
MIP :
Maîtrise Intégrée de
Processus
NCR :
Non Cisaillé de Rives
PM :
Phénomène-Mécanisme, M (Méthodes,
Matériel, Matière, Milieu et Main d’œuvre), Parfois
appelé Analyse P5M
Standard :
Définit le fonctionnement d’un outil et ces points de
contrôle
TPM :
Total Productive Maintenance
UTC :
Université de Technologie de
Compiègne
La TPM - Total
Productive Maintenance - est une méthode qui vise à
l'amélioration du rendement des équipements tout en leur
assurant une excellente fiabilité. Prenant en compte non
seulement le rendement des équipements mais l’efficacité
de l’ensemble du système de production, elle rejoint les
objectifs de la
Qualité totale. Pendant que certaines
entreprises européennes tergiversent sur les modalités
d’adaptation de la méthode, le groupe Arcelor applique la TPM à la
lettre et sans le moindre état d’âme. C’est à ce
niveau que le groupe a voulu se différencier des autres
entreprises malgré la grande différence culturelle qui
existe entre les Européens et les Asiatiques.
La
progression significative des résultats est
récompensée par des prix décernés par le
JIPM (Japan Institut of Plant Maintenance). Les progrès du site
de Desvres ont été successivement reconnus depuis 1997
par de nombreux prix et dernièrement en 2004 par le Prix
spécial avancé qui a fait de lui la première usine
en France à atteindre ce niveau d’excellence. Pour autant,
Desvres a décidé de poursuivre avec méthode et
pugnacité sa démarche de progrès continu et rester
le benchmark de référence TPM-JIPM au sein d’Arcelor. La
prochaine étape sera l’obtention du Prix Classe Mondiale en 2008.
Ce projet est l’occasion de
mettre en place des actions répondant aux exigences de JIPM pour accorder au
site de Desvres le Prix Classe Mondiale, c’est à dire de brasser
les compétences, d’accompagner l’ensemble des acteurs de la
ligne et de les convaincre qu’ils sont des vecteurs d’innovation.
Exerçant
la fonction de pilote de projet, j’ai mené de front
l’intégralité du projet que je présenterai selon
le fil directeur suivant : je vais d'abord présenter
rapidement l'entreprise Arcelor et mon site, puis je
détaillerais la méthode TPM selon le groupe Arcelor et
enfin, nous verrons quelles ont été les
différentes étapes d'avancement de mon projet.
Je
tiens à cet égard souligner l’importance de ma formation
à l’Université de Technologie de Compiègne. Son
approche axée Management, Qualité et performance m’a
permis de bien assimiler la problématique d’une telle
démarche.
Partie 1 : Présentation de
l’entreprise d'accueil
1.
Le groupe ARCELOR
1.1. Historique
Arcelor provient de la fusion de trois grands groupes
sidérurgiques : le luxembourgeois ARBED, l’espagnol
ACERALIA et le français USINOR. Cette fusion a donné
naissance, le 12 décembre 2002, au plus grand groupe
sidérurgique au monde.
Figure 1 Création d'Arcelor
Arcelor est le numéro un mondial de la
sidérurgie avec un chiffre d'affaires de 32,6 milliards d'euros
en 2005. Le groupe est leader sur ses principaux marchés :
automobile, construction, électroménager et emballage
ainsi que l'industrie générale. Le groupe - premier
producteur d'acier en Europe et en Amérique latine. a pour
ambition de poursuivre son expansion internationale afin de profiter du
potentiel de croissance des économies émergentes et
d'offrir des solutions acier innovantes à ses clients. En 2006,
Arcelor emploie 110 000 personnes dans plus de 60 pays. Le
développement durable est au cœur de la stratégie
d'Arcelor. L'entreprise vise à être une
référence en matière de performance
économique, de relations sociales et de responsabilité
sociétale.
1.2. Les marchés
Les principaux marchés en 2005 sont :
- 61,5 % pour l’automobile
- 22,6 % pour
l’électroménager, la distribution et le bâtiment
- 15,9 % pour l’industrie
générale

Figure 2 Les principaux
marchés
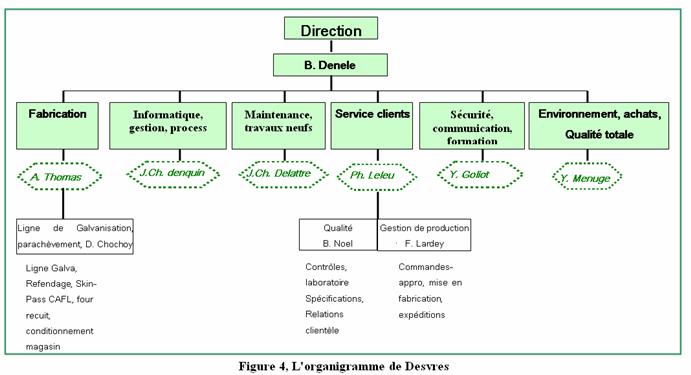
2. Présentation du site de
Desvres
Arcelor Desvres fait partie d'ARCELOR ATLANTIQUE ET
LORRAINE, la
Branche Produits Plats Carbone du Groupe Arcelor. Il
participe à la fabrication d’aciers plats au carbone
revêtus. Il s’occupe de la galvanisation de d’acier.
Le site
de Desvres est certifié selon les normes : ISO
9001/2000 pour son Système de Management de la
qualité, 14001 pour l'efficacité de son Système de
Management de l'Environnement et TS 16949 pour répondre aux
exigences des constructeurs automobile.
Sommaire
En
mars 2006, le site de Desvres employait 106 salariés dont 13
ingénieurs et cadres, 26 ETAM et 68 opérateurs, dont 27 %
à temps partiel ce qui équivaut à 96,55
équivalent temps plein.
L'âge
moyen est de 45 ans. C'est une usine qui a un fort potentiel de
savoir-faire. Le turnover est très faible comme le montre
l'ancienneté moyenne qui est de 22 ans.
3.1.
Définition TPM
La TPM
est l’abréviation de Total Productive Maintenance que l’on peut
traduire par Maintenance Productive avec la participation de tous.
Basée sur des travaux de groupe, elle est exécutée
grâce à la participation de tous les départements
et de tous les niveaux hiérarchiques. C’est un
ensemble d'activités visant à augmenter durablement
l’efficacité du système de production. Elle vise à
obtenir au moindre coût le rendement maximum possible de tous les
équipements sur toute leur durée de vie et à
atteindre le «zéro défaillance» dans tous les
domaines (sécurité, qualité,
fiabilité, service).
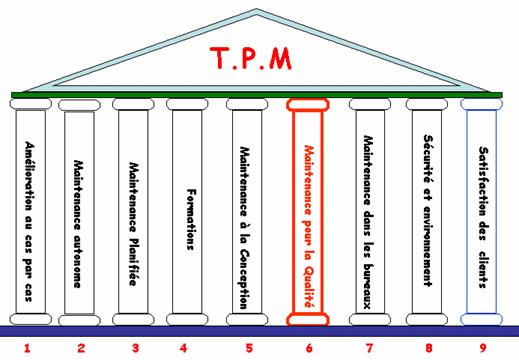
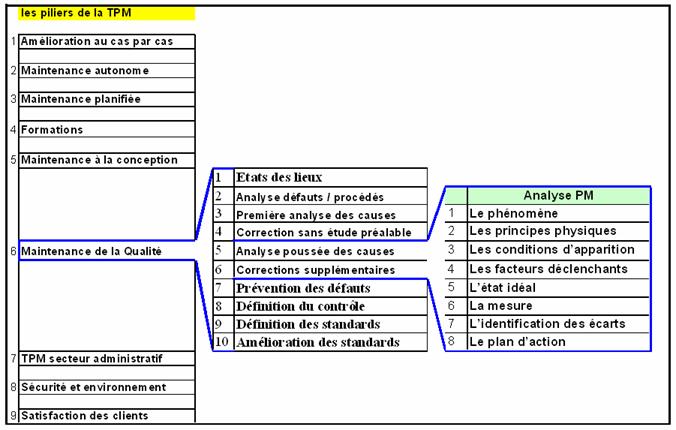
Elle
se développe selon 8 axes (8 piliers) couvrant l’ensemble des
activités de l’Entreprise. Chaque pilier repose sur des
méthodes d’analyse telles que : Why Why, Pareto,
coûts pertes, AMDEC…
voir
le détails des piliers en annexe B.
Sommaire
Figure 5, Les piliers de la
TPM
Remarque: le pilier 9 est
spécifique à Arcelor Desvres
Une
des forces de la démarche est l’implication active des
opérateurs de fabrication pour la détection de toutes les
petites anomalies de leurs outils de fabrication avant qu’elles
occasionnent une panne. Cette démarche a montré des
résultats significatifs à Desvres : augmentation de
la fiabilité, qualité et diminution des coûts de
production.
3.3. Organisation de la TPM
a.
Le comité de pilotage :
Le
rôle du Comité de pilotage est d'assurer le
déploiement de la méthode TPM, de suivre les
résultats obtenus, de définir les axes de
développement de la
TPM et d'établir le plan directeur qui
intègre la TPM
dans la politique stratégique de l'entreprise.
b.
les groupes TPM
En
maintenance, la démarche TPM s'appuie obligatoirement sur la
délégation de responsabilité aux équipes
autonomes capables de s'organiser pour résoudre les
différents problèmes.
Sur
le site de Desvres, on compte 19 groupes. Chaque groupe est
représenté par un pilote et possède un panneau
d’affichage de ses performances.
-
Chaque pilote analyse les étiquettes de sa zone TPM et
l'évolution de ses indicateurs une fois par mois.
- Chaque groupe TPM se réunit une fois par trimestre
3.4. Outils de la TPM
Pour pouvoir appliquer quotidiennement la
méthodologie du JIPM plusieurs outils peuvent être
utilisés
a.Les fiches d'amélioration
But
: formaliser une demande d'amélioration en vue de sa
réalisation
b.Les leçons ponctuelles
La
leçon ponctuelle est un moyen de communication simple et rapide
pour développer les connaissances et les savoir-faire techniques.
Il existe trois types de leçon ponctuelle que l'on
établit en fonction de cette formation :
-
la leçon ponctuelle connaissance de base
-
la leçon ponctuelle cas d'amélioration
-
la leçon ponctuelle cas de dysfonctionnement
L'objectif est
d'appronfondir ses connaissances et se perfectionner pour agir au bon
moment et rapidement. Il s'agit aussi d'améliorer le niveau de
l'ensemble du groupe, chaque personne formée devenant ainsi
formateur.
Le
standard est une check-list formalisant les actions d'inspection
à réaliser. L'objectif est de définir et de mettre
en place les inspections permettant de prévenir les
dégradations de l'équipement en respectant les conditions
de base de façon rapide et en facilitant l'inspection visuelle.
Il faut définir les conditions de sécurité,
délimiter les endroits concernés, préciser les
outils à utiliser, la fréquence d'inspection avec la
durée des opérations et dire qui fait quoi.
d.Les étiquettes bleues et rouges
Lorsqu’un opérateur détecte une
anomalie, il réalise une étiquette qu’il place dans un
tableau central. Les anomalies sont ensuite traitées soit par la
fabrication, soit par la maintenance et sont finalement levées.
Les étiquettes permettent une visualisation immédiate du
type d'anomalie détectée et de la responsabilité
de son traitement. En effet, il existe deux types d'étiquettes :
1.les
étiquettes bleues : à traiter par les opérateurs
2.les
étiquettes rouges : à traiter par la maintenance
L'objectif
des étiquettes est de repérer, identifier et localiser
les anomalies sur un équipement en vue de les corriger.
e.Le Why why (applé aussi :
les cinq pourquoi)
L'objectif
du why why est de rechercher les causes à l'origine des
anomalies qui provoquent les pertes sur les équipements. Il faut
énoncer clairement le problème, répondre en
observant les phénomènes physiques à la question
"pourquoi", apporter une solution à cette réponse. La
réponse faite à chaque étape devient le nouveau
problème à résoudre et ainsi de suite.
Partie
2 : Description de projet
C’est le pilier qui doit permettre d’atteindre la
maîtrise de la qualité. On entend par maîtrise de la
qualité, l’ensemble des activités propres à
assurer le « zéro défaut » par la
prévention.
Pour maintenir et améliorer la qualité des
produits, il est nécessaire de rechercher la stabilité
des équipements et des procédés. Il semble
évident que la machine a un impact fort sur la qualité.
De l’état des équipements dépend donc la
qualité produite. De ce fait, il faut inclure dans la
fabrication la maintenance des équipements comme principe
fondamental de l’assurance qualité.
Le concept de base de la maintenance de la qualité
consiste à gérer les conditions de la machine permettant
d’empêcher les défauts. Il s’appuie sur la maintenance
autonome et sur des opérateurs, formés et
entraînés, connaissant leurs équipements.
1.2. La
démarche théorique : les 10 étapes
Sommaire
Figure
6, Etapes du pilier 6 et l’analyse PM
La démarche
peut se décomposer en 2 grandes phases : une
première phase d’amélioration de la qualité
(étape 1 à étape 6) qui consiste à analyser
les anomalies causant la non-qualité et à les corriger et
une deuxième phase de maîtrise de la qualité
(étape 7 à étape 10) qui consiste à
pérenniser les résultats obtenus et à faire
évoluer la démarche.
La démarche développée
par le JIPM, décrite par la figure 5, découle directement
de la méthode « pas à pas ».
Celle-ci permet, à partir de la perception du problème,
de progresser étape par étape vers une solution
précise et clairement définie.
Voir annexe E pour plus de détails.
1.3. Analyser les
conditions pour le zéro défaut
Dans
cette étape, on doit définir et analyser les conditions
pour fabriquer des produits non défectueux. C’est une analyse
plus poussée, qui permet en utilisant des outils
méthodologiques tel que l’Analyse PM ou l’AMDEC, de
déterminer les causes génératrices de
défauts.
2. Planification du projet
Pour
commencer, j’ai effectué pendant les premières semaines
de mon stage des réunions d’initialisation avec le comité
de direction afin de définir les grandes lignes de projet ainsi
que les objectifs attendus. La synthèse de ces réunions
est résumée par la figure ci-dessous qui
représente la planification globale de projet. Elles
consistaient à mettre en place une stratégie de
déploiement pertinente et efficace.
Exerçant
la fonction de pilote de projet, j’ai mené de front
l’intégralité du projet que je présenterai en
suivant ce fil directeur.
Dans ce qui suit, je vais
détailler toutes les composantes de ce modèl.
Définition
P:
Phénomène
déviation d’un état normal à un état
anormal.
Physique
pour
comprendre la cause physique principale à l’origine d’un
événement anormal.
M:
Mécanisme
Machine
Main d’œuvre
Matière
Méthode
Analyse: Analyse
causes effets
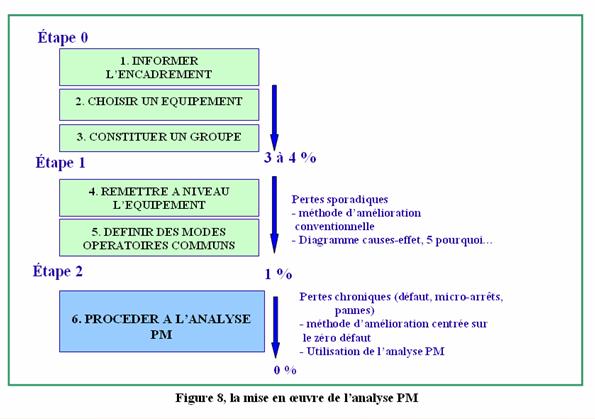
L’analyse PM est utilisée pour réduire un taux de micro
arrêts ou de défauts déjà faible (1%) et
afin de la faire tendre vers zéro. Elle n’a pas
pour objectif de se substituer aux méthodes conventionnelles de
réduction des pertes d’efficience (cinq pourquoi, analyse
causale, …).
Elle
consiste à :
-Regarder le
phénomène analytiquement et systématiquement
-Regarder tous les facteurs (causes)
-Identifier toutes anomalies et les réduire
à 0
C’est
une méthode de travail en groupe qui a été
développée au Japon dans le cadre de la TPM. Sa mise en
œuvre est décrite dans la figure ci dessous :
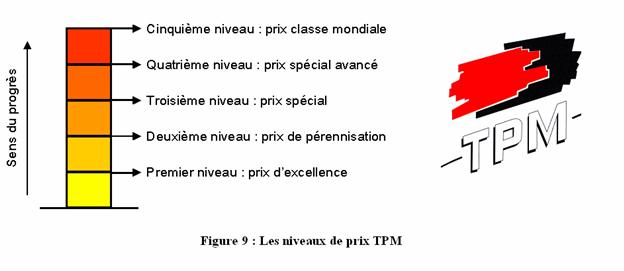
2.2.1. Niveau d'excellence du site
Les résultats
réalisés par cette démarche sont reconnus par les
Japonais par 5 niveaux de prix :
2.2.2. Objectifs
Malgré
l’aggravation de la situation économique du secteur, l’exigence
des clients (particulièrement l’industrie automobile), les
restructurations dues à la création du groupe ARCELOR, le
petit site de Desvres reste présent et représente
aujourd’hui une référence dans le domaine de l’excellence
industrielle.
La
direction de site a fixé un objectif ambitieux qui est
l’obtention du Prix classe mondial. Celui ci positionnera le site de
Desvres parmis les meilleures usines au niveau mondial. En
terme de qualité, l’objectif à l’horizon 2007 est
d’atteindre un taux de qualité de 95%.
Pour
atteindre ses objectifs, la direction a décidé de
continuer le développement du pilier 6 à travers
l’application de l’analyse PM pour réaliser une
disponibilité et une qualité bien supérieure et
répondre aux exigences de JIPM qui recommande l’application de
cette méthode.
Pour
autant, Desvres a décidé de poursuivre avec
méthode et pugnacité sa démarche de progrès
continu et a la volonté de rester le benchmark de
référence TPM-JIPM au sein d’Arcelor.
2.3. Les priorités
2.3.1.
Formation et accompagnement des acteurs
Pendant
la phase de préparation, j’ai crée un module de formation
sur l’analyse PM. Ce module est constitué des
présentations d’information et de formation destinées
à l’encadrement. Le but de cette formation est de clarifier la
méthodologie et le déploiement des huit étapes de
l’analyse PM surtout les trois premières étapes qui
constituent l’essentiel de l’analyse. La deuxième partie de la
formation intervient lors de lancement avec le groupe de travail au
moment où le choix de l’équipement est terminé.
Elle consiste à rappeler et mettre en avant les objectifs
attendus de l’analyse PM ainsi que les raisons du
choix de l’installation stratégique.
2.3.2.
Traiter les installations stratégiques
Cette étape consiste
à choisir l’installation sur laquelle nous allons appliquer
l’analyse PM en suivant une procédure sélective et
logique. Le but est de cibler dans un premier temps le défaut
qualité le plus pénalisant sur tout le site ensuite
réaliser une étude plus détaillée pour
trouver le secteur de la ligne qui sera étudié. Elle se
présente sous cette forme :
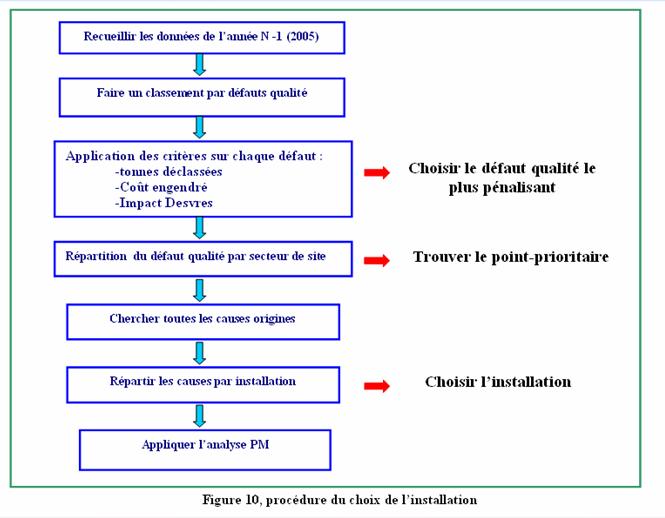
a. Classer
les défauts selon importance
-
- Premier
critère : quantité de déclassé en
tonne (en fonction du volume)
-
- Deuxième
critère : le coût moyen engendré (en fonction
du coût)
-
- Troisième
critère : l’impact Desvres
Une fois
les critères choisis, on les applique sur une matrice de
sélection, où tous les défauts qualité vont
être évalués. Cette matrice va permettre de
déterminer l’évaluation finale pour chacun des
défauts, qui servira à orienter pour bien choisir l’ordre
idéal de l’analyse.
Nous
allons donc travailler sur le défaut3 qui représente les ralentissements
Le secteur d’entrée
de ligne présente près de 50% des ralentissements
L’entrée
de ligne a pu être sélectionné parmi les secteurs
cités précédemment.
Le
secteur de l’entrée de ligne représente plusieurs
installations. L’étape suivante est de répartir les
causes sur ces installations. Après le regroupement des causes
par catégorie (soudage, mécanique, électrique…),
un diagramme de Paréto a été réalisé
afin de prioriser la cause principale.
23% des ralentissements en
entrée de ligne sont provoqués par la soudeuse Nertalic
i. Pourquoi y a-t-il des défauts de
qualité ?
ii. Pourquoi y a-t-il des
ralentissements ?
- Parce qu’à
l’entrée de ligne il y a eu des arrêts.
iii. Pourquoi y a-t-il des arrêts
à l’entrée de ligne ?
- Parce que la soudeuse
Nertalic n’effectue pas des soudures conformes.
iv. Pourquoi la soudeuse n’effectue pas des
soudures conformes?
-
Sujet de
l’analyse PM
En répondant à 4 questions
simples nous avons découvert que la majorité de ces
défauts sont dus aux ralentissements de ligne ensuite que la
moitié des ralentissements apparaissent à cause des
problèmes en entrée de ligne. En fin, c’est la soudeuse
Nertalic qui a été à l’origine de 23 % des
ralentissements de l’entrée de ligne.
Finalement, l’analyse PM va
être appliquée sur cette installation pour
améliorer son rendement et sa disponibilité à
réaliser des bonnes soudures.
Sommaire
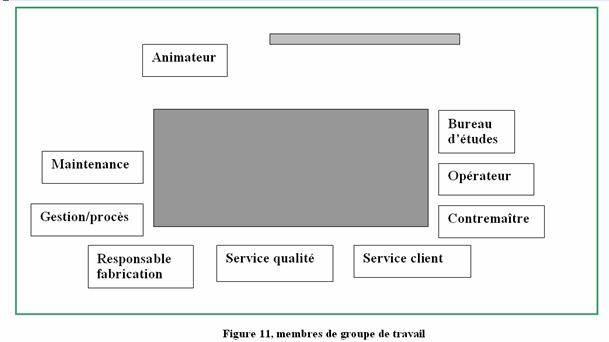
L’analyse
PM est le fruit d’un travail de groupe pluridisciplinaire qui permet
d’avoir un accès systématique à la connaissance,
au savoir-faire, aux compétences des membres et d’aboutir
à la prise de décisions en commun.
Le
groupe de travail ainsi constitué comprend
impérativement :
- L’Animateur
Garant de la bonne application de la méthode (ingénieur
qualité)
- Des
personnes qui vivent la production au quotidien de l’installation
(opérateurs, techniciens de fabrication,etc.)
- Des
personnes qui vivent la maintenance de l’installation (techniciens de
maintenance, etc.),
- Des
personnes qui vivent la qualité des produits (qualité
laboratoire, etc.),
- D’autres
compétences à la demande du groupe ou de l’animateur
(techniciens méthodes, préparateurs, etc.).
2.4. Analyse situation
2.4.1. Points forts
Le
site de Desvres est reconnu par sa maîtrise
des outils TPM et son implication dans des démarches de
progrès. La compétence et l’expérience des
opérateurs, le professionnalisme de la
maîtrise ainsi que le bon engagement de l’encadrement constituent
des éléments majeurs et positifs pour mener à bien
l’analyse PM. C’est surtout, ce constat qui m’a encouragé et
motivé pendant ce stage.
En
plus, le pilier 6 (maintenance de la qualité) recueille une
grande importance de la part de tous les services.
2.4.2.
Points faibles
L’absence
des retours d’expérience sur la démarche constitue un
obstacle qu'il fallait dépasser. Cette méthode n’a
jamais été utilisée complètement par le
site ni par les autres sites d’Arcelor. C’est donc Desvres qui a
décidé de se lancer dans l’utilisation de l’analyse PM et
créer une méthodologie de déploiement flexible et
adaptable aux cas réels.
L’analyse
PM est une démarche qui nécessite une bonne
préparation et un investissement en temps non
négligeable. En plus de manque de retour d’expérience,
nous avons eu des difficultés à trouver des
documentations en Français. Le seule document dont je disposais
était en Anglais.
2.5.1. Les huit étapes de
l’Analyse PM
L’analyse PM proprement dite (phase
6 de la démarche) est plus qu’une méthode
d’amélioration. C’est une autre façon de voir les
problèmes et leur contexte d’apparition. Elle permet
d’éliminer les pertes chroniques à travers huit
étapes:
|
N°
|
ETAPES
|
|
1
|
Le phénomène
|
|
2
|
Les
principes physiques
|
|
3
|
Les
conditions d’apparition
|
|
4
|
Les
facteurs déclenchants
|
|
5
|
L’état idéal
|
|
6
|
La mesure
|
|
7
|
L’identification
des écarts
|
|
8
|
Le plan d’action
|
Figure 12, les huit
étapes de l’analyse PM
Le
contenu de cette partie est extrait des travaux d’un consultant
extérieur, Claude HUBER. Je me suis basé sur sa
traduction partielle du livre donné en annexe (PM Analysis).
Sommaire
Etape 1 : Le
phénomène
Objectifs :
Définir et décrire clairement le
phénomène afin de le comprendre.
Points
clés : Ne pas théoriser: des
faits, encore des faits, toujours des faits.
Pour
mieux stratifier les phénomènes on peut utiliser la
grille QQOQPC (voir la grille détallée en annexe F)
Etape 2 : L’analyse physique
Objectifs :
Expliciter le phénomène suivant des
principes physiques.
Points
clés : Des principes physiques et non des
intuitions
Sommaire
Etape
3 : Les conditions d’apparition (conditions constitutives)
Objectifs :
Rechercher les conditions qui produisent l’apparition
des principes physiques
Points
clés : Être exhaustif: le
problème persiste souvent car les mesures correctives ont
été partielles.
Etape
4 : Les facteurs déclenchants (les causes)
Objectifs :
Rechercher les facteurs liés à: la
machine, la matière, les modes opératoires, la main
d’œuvre, qui créent les conditions
d’apparition du phénomène.
Points
clés : Exhaustivité là aussi
et haro sur les a priori.
Etape 5 :
L’état idéal (valeurs standards)
Objectifs :
Recenser l’état idéal qui évite
l’apparition des conditions de l’étape 3
Points
clés : Se poser des questions sur la
précision, la qualité, la résistance,
l’environnement, les conditions d’utilisation.
Sommaire
Etape 6 : La mesure
Objectifs :
Définir les moyens de mesure et d’investigation
pour identifier les petits défauts.
Points
clés : Des méthodes
précises mais simples et pragmatiques.
Etape
7 : Identification des écarts
Objectifs :Appliquer
le système de mesure de l’étape 6 afin de
différencier le normal de l’anormal.
Points
clés :Chaque membre du groupe doit
être une force de proposition et… d’action.
Etape
8 : Le plan d’actions (améliorations)
Objectifs :Proposer
des solutions et programmer des actions pour corriger les anomalies.
Points
clés :Ne pas théoriser: des faits,
encore des faits, toujours des faits.
6. Résultats
mesurés
Comme
pour toutes autres méthodes d’amélioration continue, il
est nécessaire de mesurer le résultat obtenu afin
d’évaluer la pertinence de la méthodologie et d’apporter
des modifications et des améliorations. Concrètement, il
s’agit de revoir certains indicateurs de performance tel que le taux
qualité, le nombre des ralentissements dus à
l’installation choisie. On peut aussi voir le nombre des anomalies
détectées ainsi que le nombre de problème
résolus.
7.
Capitalisation et Améliorations
L’analyse PM terminée, l’heure est au bilan des résultats
obtenus vis à vis des objectifs fixés. Des actions seront
donc nécessaires pour améliorer et optimiser la
méthodologie.
En effet, l’étude terminée ne signifie
pas qu’il n’y a plus rien à faire. Loin sans faut, pour
finaliser l’étude, il reste une part importante de travaux
à réaliser à savoir la standardisation des formats
et les supports, assurer la réalisation des actions
engagées lors de la dernière étape (étape
8). C’est ce que je vais aborder dans ce qui suit.
La capitalisation est sans doute l’une des
étapes les plus importantes puisqu’elle consiste à rendre
opérationnelles et donc exploitables les études
réalisées. De sa bonne appréhension dépend
le succès de l’étude, le point clé résidant
dans la prise en compte rigoureuse des recommandations JIPM. Le
processus réalisé doit donc être enregistré
et capitalisé. Ceci contribuera efficacement et sûrement
à la diffusion de savoir-faire en interne et en externe. C’est
pour cette raison que j’ai créé dès le
début de ma mission un portail qui permit de regrouper les
travaux réalisés avec le groupe de travail
commençant par les outils de sélection des installations
stratégique (matrice de sélection), les supports
opérationnels utilisés pendant les réunions
hebdomadaires, le planning et la synthèse des ces
réunions…en plus des comptes rendus.
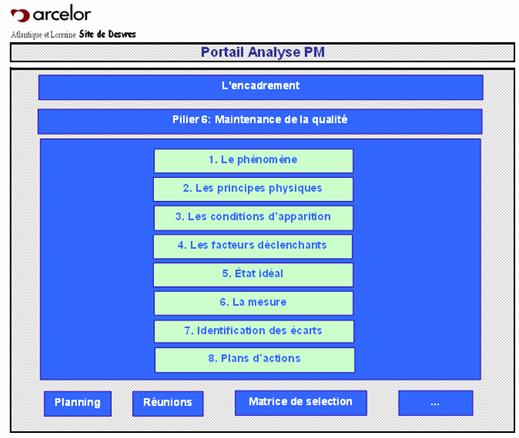
Figure 14, Portail de capitalisation
Sommaire
Partie 3 : Avancement des travaux
réalisés
Pour ne pas alourdir le rapport, je ne
vais pas expliquer le fonctionnement technique des différents
éléments cités dans cette partie. Le but est
d’éclairer la méthodologie et le principe d’analyser les
phénomènes et clarifier le problème.
Après
chaque réunion, un compte rendu est rédigé et
envoyé aux membres du groupe de travail. J’ai mis en place des
supports standards qui synthétisent et regroupent les
résultats de chaque réunion en respectant l’ordre et la
logique des étapes de l’analyse PM.
Trois
semaines après le lancement des réunions avec le groupe
de travail de l’entrée de ligne, j’ai crée un
deuxième groupe dans un autre secteur (sortie de ligne). Ceci a
pour objectif d’impliquer plus de personnels à cette
démarche et de tester son efficacité sur des
équipements différents.
Pour
bien respecter le principe de la démarche, j’ai crée des
supports méthodologiques que j’utilise pendant l'animation des
réunions.
Voici
un aperçu rapide sur les travaux réalisés avec les
deux groupes et des exemples des supports utilisés.
Sommaire
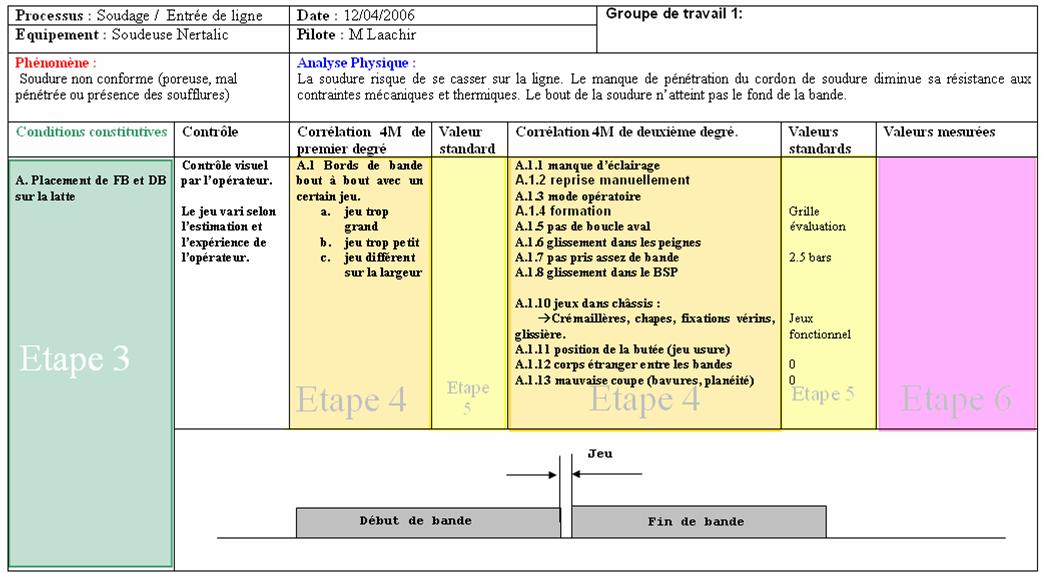
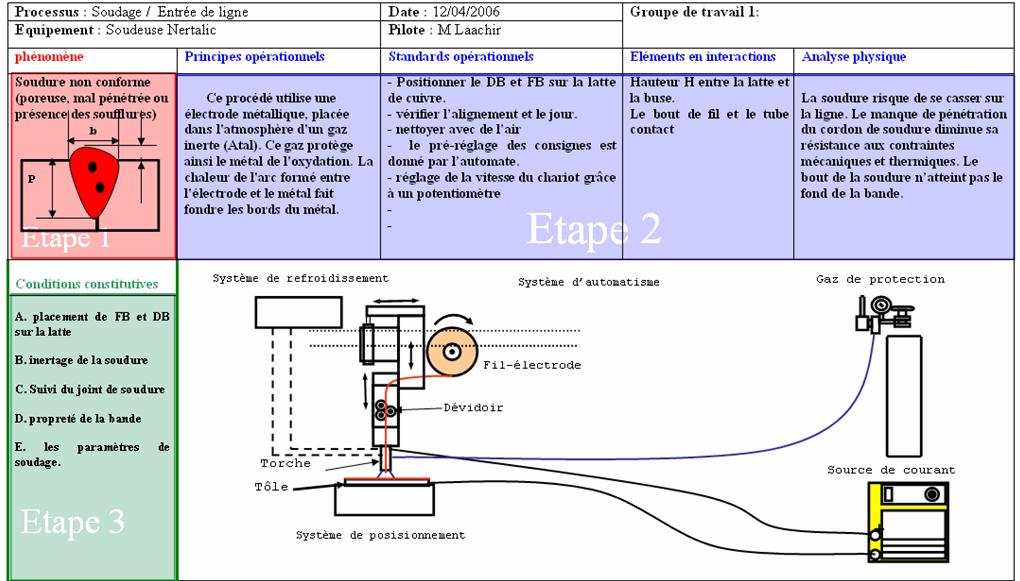
Les
deux premières réunions avaient pour objectif de se
familiariser avec les principes de l’analyse PM
(phénomènes, analyse physique) et de connaître
l’environnement et les paramètres d’une soudure.
Ensuite
nous avons défini les conditions constitutives qui peuvent
déclencher l’apparition du phénomène.
A. Placement de FB (fin de bande) et DB (début de bande) sur la latte
B. Inertage de la soudure
C. Suivi du joint de soudure
D. Propreté de la bande
E. Les paramètres de soudage.
A. Placement de FB et
DB sur la latte
Pour
avoir un bon placement, il est nécessaire de vérifier
certaines conditions :
1.
les bords de bande bout à bout avec un
certain jeu
2.
l’axe du joint, l’axe de la soudeuse, et l’axe de
la latte doivent être confondus
3.
bords de tôle DB et FB appui identique sur
toute la longueur de la latte
4.
l’axe de début de bande et fin de bande et
l’axe théorique de la ligne sont confondus
Ensuite et grâce à un brainstorming, nous
avons pu classer les causes selon les axes de 4M (Milieu,
Matière, Méthode/MO, Machine).
Remarque : lors de ce classement nous avons
eu des difficultés à définir la nature de
certaines causes, ce qui nous a pris un peu de temps. J’ai
vérifié, et il n’est pas nécessaire de faire ce
classement (mais il faut les citer). C’est pour quoi j’ai tous
regroupé dans la colonne « corrélation 4M
de deuxième degré ».
Après la corrélation 4M de degré 2
(identification des causes qui peuvent être à l’origine de
l’apparition de la condition constitutive) l’étape suivante est
de définir les valeurs standards de chaque cause pour les
comparer avec les valeurs mesurées. En cas de
non-conformité, le groupe doit mettre en place un plan d’action
pour supprimer l’écart entre la valeur standard et la valeur
mesurée.
Il
n’est pas toujours possible de quantifier les causes mais cela
n’empêche pas d’envisager une amélioration. C’est la
difficulté que nous avons rencontré.
Sommaire
2. Deuxième groupe de travail
(Sortie de ligne)
Voici
un exemple d’analyse :
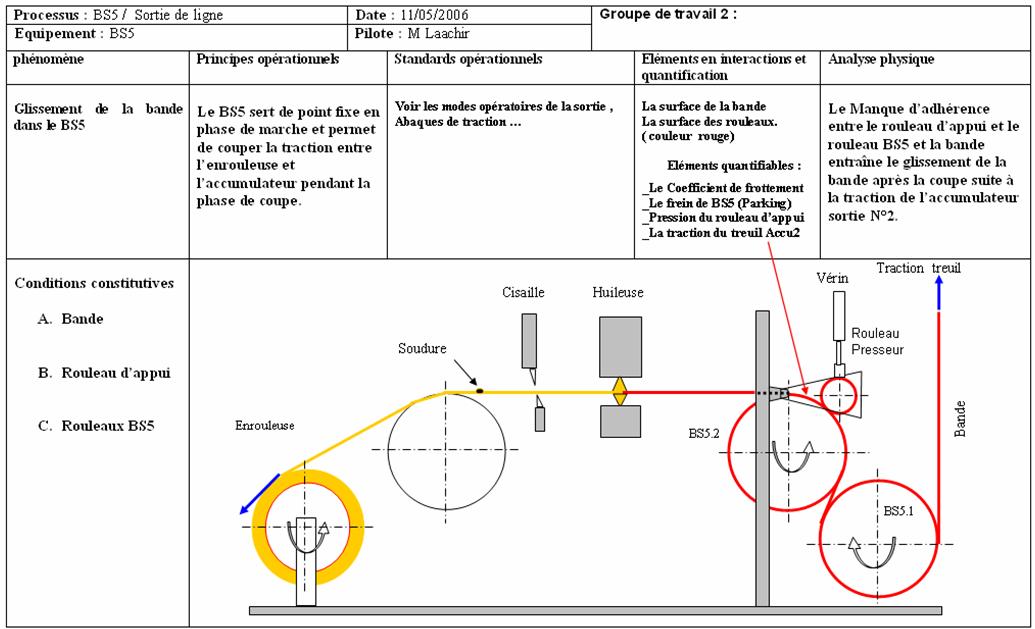
Le glissement de la bande dans le BS5 implique des arrêts
de ligne assez important. Le fait que le problème est
imprévisible, présente un risque pour la
sécurité des opérateurs vue la vitesse avec
laquelle la bande s’échappe.
Quels sont les différents cas possibles
où la bande glisse dans le BS5?
Le groupe a
identifié quatre cas depossible :
Cas N° 1 :Après
la coupe de la bande, celle-ci s’échappe sans prévenir.
Cas N°
2 :Le Tonnage demandé est
dépassé à
Obligation de recul pour réccupérer.
Cas
N°3 :Le début de bande
déformé à
Obligation de recul pour chuter le début de bande
Cas
N° 4 :Suite à un
contrôle de planiété, l’huile est entrainé
vers le BS5
Paramètres influençant la
probabilité d’apparition :
- L’épaisseur de la bande
- Les dimensions de la bande
- La traction du treuil
- La chromatation
- L’huilage
Bilan
de la première réunion :
- Le
Phénomène identifié :
étape 1
- Analyse physique définie :
étape 2
- Conditions constitutives identifiées :
étape 3
- Les facteurs déclenchant :
étape 4 (mais à affiner par la suite)
Nous
avons bien avancé pendant la première réunion
d’analyse PM en sortie de ligne et on s’est retrouvé presque au
même niveau que celui de l’entrée de ligne qui a
démarré plutôt. Cela s’explique par la nature du
phénomène qui est plus clair en sortie de ligne et par le
retour d’expérience de l’entrée de
ligne.
Sommaire
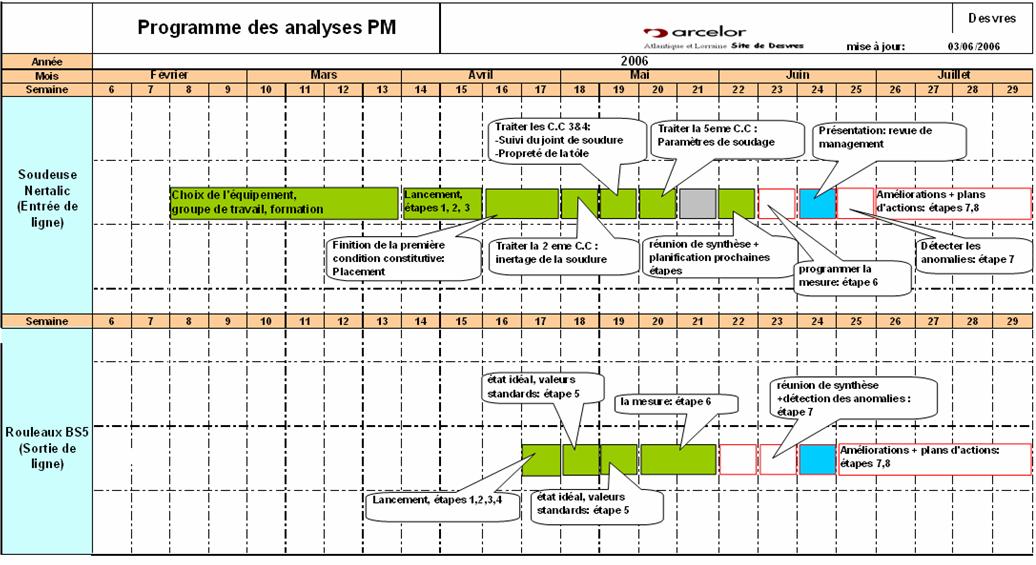
3.
Plan des réunions Analyse PM
Sommaire
Perspectives personnelles
Lors
de ma recherche de stage, mon choix fut essentiellement
conditionné par 3 critères : une expérience
de terrain, la possibilité de pouvoir mener à bien un
projet et une prise de responsabilités. Ces trois
critères ont été pleinement satisfaits. De plus
j’ai eu la satisfaction d’avoir pu évoluer au sein d’un grand
groupe et travailler dans le monde de métallurgie comme je l’ai
toujours souhaité.
Ce
stage m’a donné l’opportunité d’être autonome dans
la gestion de projet et m’a permis d’exercer mes capacités
à travailler en équipe, à préparer et
à animer des réunions. De plus, son avancement a
énormément reposé sur le management et sur ma
capacité à faire passer des informations aux
contremaîtres des différents secteurs. J’ai
travaillé avec des personnes de niveaux et d’horizons
différents qui avaient tous une expérience, une vision
des choses et un parcours différent, ce qui a été
particulièrement enrichissant.
Cette
période chez Arcelor a tout à fait répondu
à mes attentes et m’a beaucoup apporté sur le plan
technologique et humain. Elle m’a permis de découvrir l’un des
métiers de la métallurgie ce qui a enrichi et diversifie
mon parcourt professionnel.
C’était
aussi une occasion de comparer le fonctionnement managérial et
organisationnel de deux grands groupes. D’un coté Arcelor et de
l’autre coté PSA Peugeot Citroën. J’ai découvert
deux façons d’appliquer la TPM. Bien que les objectifs et les
principes restent inchangés, la grande différence se
situe au niveau de déploiement
Le
fait de pouvoir mener à bien ce projet, a été pour
moi, une très grande satisfaction et l’occasion de pouvoir
exprimer toutes mes facultés d’adaptation et de conscience
professionnelle, en me rendant disponible humainement et techniquement.
De
plus, il faut souligner l’importance de ma formation en Génie
Mécanique dans ce stage. En effet, j’ai pu utiliser mes
connaissances en mécanique, automatisme, conception,
électrotechnique et suivi de projet.
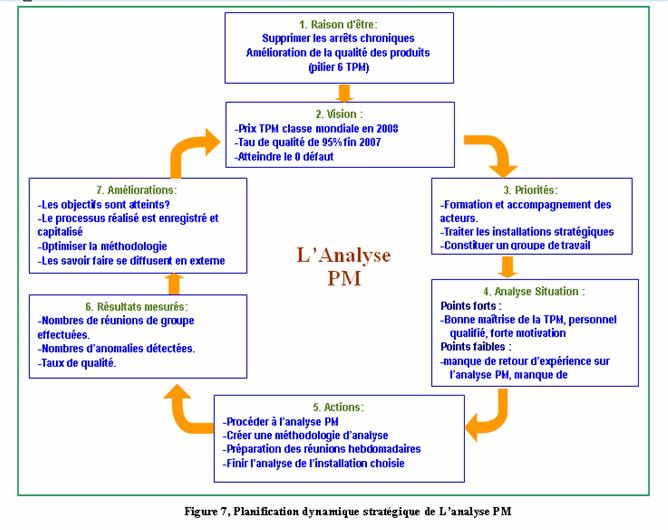
C’est
aussi l’occasion de mettre en pratique et d’essayer des outils acquis
pendant ma formation à l’Université de Technologie de
Compiègne. C’est pourquoi j’ai représenté le projet
sous forme d’un cercle fermé inspiré du principe
de l’amélioration continue (roue de Deming) et de la Planification
Dynamique Stratégique.
Sommaire
- Approche structurée et réellement efficace
à condition de solliciter les bonnes personnes,
- Mise en place de la méthodologie assez « Lourde » du
fait de la nécessité de brasser un maximum de
compétences et de données
techniques pour l’obtention des décisions les plus justes.
En acceptant d’effectuer ce stage chez Arcelor
Desvres, je savais au travers du caractère
« Participatif » de l’étude que j’allais
pouvoir développer mes facultés d’analyse des
problèmes, de management des hommes et de communication. De
toutes les façons, l’expérience acquise tout au long de
mon parcourt a conforté mon goût pour le travail en usine
par le contact direct avec les hommes et les machines. Espérons
que l’aventure ne s’arrêtera pas en si bon chemin…
BIBLIOGRAPHIE
Ouvrages:
- P-M Analysis
AN ADVANCED STEP IN TPM IMPLEMENTATION
Kunio Shirose, Yoshifumi Kimura, Mitsugu Kaneda, Prductivity Press, New York
- La Maintenance
Productive Totale (TPM)
Nouvelle vague de la production industrielle
SEIICHI NAKAJIMA, afnor gestion, 1987
- Maintenance
Méthodes et organisations
François Monchy, DUNOD, 2e édition
- Le guide
TPM de l’unité de travail
Conduite et
maintenance de l’installation industrielleKunio
Shirose Traduit
de l'américain par Monique Sperry. Edition
DUNOD
- Le zéro-panne
par la topomaintenance :
La TPM à la Française
Barbier Claude, Dapere Robert, Huber Claude, Boulogne,
Maxima,1993.
- Les parcours de la qualité,
Démarches et outils
Michel Périgord, AFNOR, 1993
Sites
Internet
Arcelor :
Site du groupe Arcelor, www.arcelor.com
HC
Online :
Site d’ingénierie industrielle, de management et de
qualité réalisé par Christian Hohman,
http://chohmann.free.fr/maintenance/tpm_fr.htm
Thèse,
PFE, Etude industrielle
LADISA Julien,
déploiement du plan de maintenance qualité sur une ligne
de galvanisation, Stage industriel à Sollac Atlantique
groupe Arcelor site de Desvres, mastère spécialisé
en organisation et gestion de production ; ENSAM 2003.
DELPANQUE
Cédric déploiement du plan de maintenance
qualité sur une ligne de galvanisation, Stage Apprenti
ingénieur à Sollac Atlantique groupe Arcelor site de
Desvres, mastère spécialisé en organisation et
gestion de production ; IG2I 2004.
ANNEXES
Sommaire :
A.
Caractéristiques
et formats des bobines réalisées à Desvres
B.
Détails
des piliers de la TPM JIPM
appliquée à Desvres
C.
Les
principales installations
D.
Procédure
de mener l’analyse PM
E.
Détail
des étapes de pilier 6
F.
Grilles
QQOQQC
G.
Plans
d’action et améliorations : étape 8 de l’analyse PM
H.
P-M
Analysis: An Advanced Step in TPM Implementation
Sommaire
A.Caractéristiques
et formats des bobines réalisées à Desvres
|
Eps: de 0,7 mm à 5 mm
Larg:
en
CAC 782 à 1525, en LAF de
730 à 1540 mm
Zinc:
de
Z100 ( 7 µm SF ) à Z725
( 50 µm SF ),Z800
(55 µm
SF )
Poids
de bobine: 22T max
( diamètre ext 2030 )
Aspect
:
- MA,
MB, Huilage avec la Q6130
- Passivation
chromique avec OKF1 de Chemetal
Qualités :
- Aciers
pour formage à froid DX 51D, DX 52D, ( DX53D )
- Aciers
de construction S 220 à S 35O
- Soldur
GD325 à GD 420
- Usiform
(HR) GR450, GR520, GD460LAC
- Usiphase
(THR) GTHR 800, 1000
|
B.Détails
des piliers de la TPM JIPM
appliquée à Desvres :

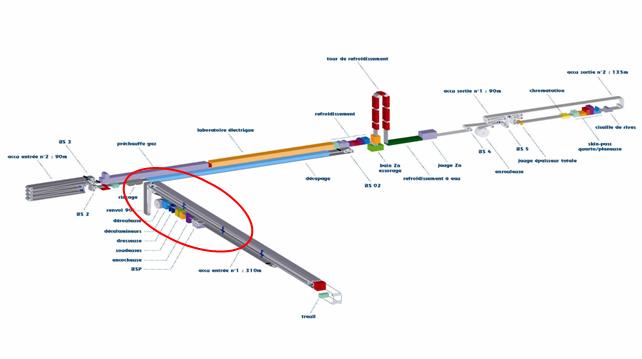
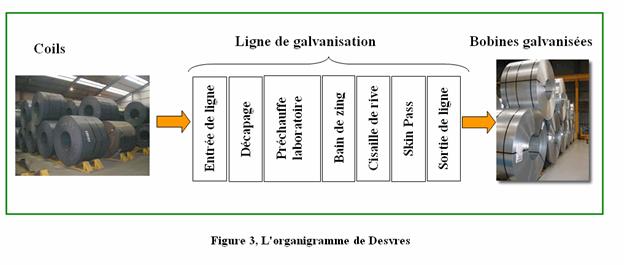
C.Les principales installations
La ligne de
Galvanisation
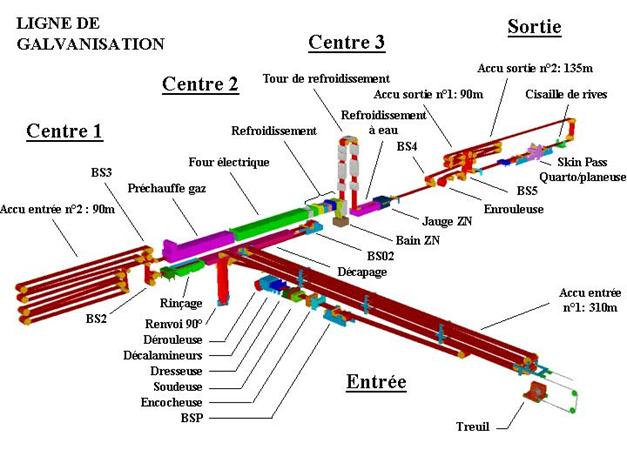
Plan
de ligne de galvanisation de Desvres
Cette
ligne a pour fonction d’enrober en continu et à chaud les
bobines d’acier d’un revêtement de zinc double face. Pour en
comprendre le principe, détaillons en les principales
zones :
Ø
Le stock d'entrée
Les
bobines de 30 T, transportées par trains ou camions, proviennent
des sites de Montataire, Mardyck ou Fos-sur-Mer pour la galvanisation
sur support froid et de Dunkerque pour la galvanisation sur support
chaud.
Ø
La dérouleuse
Placée
en début de ligne, elle permet d’approvisionner la ligne en
matière première
Ø
La dresseuse/chuteuse
La
dresseuse cintre ou décintre les débuts de bobines
laminées à froid et plane en continu les bobines
laminées à chaud. Cette planéité est
réalisée grâce à 5 rouleaux qui viennent
serrer la bande.
La
chuteuse coupe les débuts et fins de bobines, parties de
qualité médiocre.
Ø
La soudeuse
Elle
permet d’assembler la fin de bande d’une bobine avec un début de
bande d’une autre, permettant ainsi de galvaniser
en continu sur la ligne.
Deux
procédés sont utilisés suivant le support
utilisé :
-
Pour des épaisseurs de bande > 1,5 mm, on utilise
la soudure à l 'arc, le procédé Nertalic MAG.
-Pour
des épaisseurs de bande < 1,5 mm, on utilise
la soudure par résistance, le procédé Sciaky
Molette. Si l 'épaisseur de la bande est inférieure
à 1 mm,
on ne fait qu'une passe. Pour des épaisseurs comprises entre 1 mm et 1,5 mm, on fait
deux passes.
Ø
L'accumulateur d'entrée
Il
permet d'accumuler temporairement jusqu 'à 318 m de bande
métallique. Grâce à cette étape, la vitesse
de défilement de la bande reste constante sur la ligne
malgré les changements de bobines en entrée de ligne.
Ø
Le décapage
Le
décapage est une étape nécessaire du processus car
il permet d'éliminer les traces résiduelles de calamine
sur la bande. L 'acide utilisé est l 'acide sulfurique à
une température de 100°C. Celui-ci est contenu dans
une cuve de 25 m3.
Cette étape est suivie d'un rinçage à l'eau
déminéralisée.
Ø
Le four
Il
est constitué d’une préchauffe composée de
brûleur à gaz et d’un four électrique
constitué de résistances électriques.
Pour
le laminé à froid, cette étape correspond à
une zone de recuit où l'on obtient la recristallisation des
grains. Les températures sont comprises entre 740°C et
800°C
Pour
le laminé à chaud, il s 'agit plutôt d'une zone de
maintien en température avant le bain. La température de
la bande est comprise entre 550 et 650°C.
Le
gaz ambiant est un mélange d'azote et d'hydrogène qui
diffère suivant la nature de la bande. Cette étape est
suivie d'un refroidissement qui amène la bande à une
température d'environ 450 à 500°C, suivant
les conditions requises.
Ø
Le bain de zinc
Le
faible temps de séjour et une composition étudiée
du bain de zinc permettent d'obtenir un revêtement
adhérent et déformable, ne présentant qu'une
très mince couche d'alliage à l’interface avec l’acier.
La
composition du bain :
Al :
0,16 à 0,225%
Fe :
< 0,03%
Ces
éléments ont une influence capitale sur l 'aspect de
surface des produits obtenus.
Ø
La tour de refroidissement
La
bande qui sort du bain à 450°C est refroidie par de l'air
afin d'abaisser sa température à 80°C, ensuite par
de l'eau pour obtenir une température finale de 50°C.
Ø
La cisaille de rives
Elle
permet de mettre la bande à la largeur demandée par le
client, en cisaillant les rives de part et d’autre de la bande. Cette
opération ne doit pas être réalisée sur les
bobines laminées à froid.
Ø
Le Skin Pass
Le
Skin-pass (ensemble de rouleaux de laminages) permet de réaliser
une planéité et une rugosité par simple pression
de deux rouleaux sur la bande.
Ø
L'accumulateur de sortie
L'accumulateur
de sortie permet de jouer sur le stockage de la matière pour
obtenir une vitesse de défilement de la bande constante sur la
ligne.
Ø
La chromatation
Afin
d'éviter le phénomène de rouille blanche, la bande
galvanisée reçoit en usine une protection chromique
réalisée avec une solution d 'acide chromique
diluée.
Ø
L'huileuse
Une
protection par huilage est réalisable pour certains usages
industriels (emboutissage pour les constructeurs automobiles par
exemple).
Ø
L'enrouleuse
Située
en fin de cycle, elle permet de réaliser des bobines d'un poids
maximal de 22 T. Ces bobines sont ensuite emmenées sur la zone
de stockage de fin de ligne.
Le Skin Pass hors ligne (CAFL)
Le
Skin-pass hors ligne permet d’effectuer les mêmes
opérations que sur la ligne. Lorsqu’un défaut sur la
tôle est détecté (traces sur tôle, bobine mal
galvanisée, mauvaise rugosité...), le Skin-pass permet de
rectifier l’aspect de la tôle. Il peut aussi être utiliser
pour permettre de scinder les grosses bobines en plusieurs bobineaux.
Le
four cloche
Pour
certaines nuances d’acier, un post-recuit est nécessaire pour
adoucir leurs caractéristiques mécaniques et ainsi
éviter le vieillissement du produit. Cette opération est
assurée par un four cloche à sol mobile. En règle
générale, on effectue un revenu de 280°C pendant
18h.
La
ligne de refendage
Cette
ligne permet de refendre les bobines standards en bobines de plus
petites largeurs appelées couronnes.
Quand
on forme des bandes < 500 mm, on parle de refendage.
Quand
on forme des bandes > 500 mm, on parle de dérivage.
Pour
fendre la bobine, on utilise deux mandrins disposés de part et d
'autre de la bande. Sur chacun des mandrins, on monte des couteaux
circulaires en acier traité et des caoutchoucs. Les couteaux
sont disposés en vis-à-vis avec un jeu plus ou moins
important suivant l'épaisseur de la bande, ce qui permet une
découpe propre par écrasement (Les caoutchoucs ont pour
fonction d'entraîner la bande).
Le
conditionnement
Le
conditionnement s'effectue avec du papier plastifié et un
renforcement en acier sur les tranches. Il est possible de
réaliser des couronnes emballées verticalement ou
horizontale-ment.
D.Procédure de
mener l’analyse PM :
E.Détail des étapes
de pilier 6 :
|
Phase d’amélioration de
la qualité
|
Préparation
|
1
|
Etats des lieux
|
-établir le plan qualité
(procédés, caractéristiques qualité…)
-préparer le planning des actions à
entreprendre.
|
|
2
|
Analyse défauts / procédés
|
-établir la matrice
défauts/procédés
|
|
Analyse et
amélioration de premier niveau
|
3
|
Première analyse des causes
|
-déterminer pour chaque liaison
défaut/procédé, les causes possibles en utilisant
la règle des 5M et lister les anomalies et dysfonctionnements
à l’origine de ces méfaits
|
|
4
|
Correction sans étude préalable
|
-corriger les anomalies et dysfonctionnements qui ne
nécessitent pas d’étude particulière
|
|
Analyse et
amélioration de deuxième niveau
|
|
Analyse poussée des causes
|
-dans cette étape l’analyse est reprise en
utilisant des outils tels l’AMDEC ou l’analyse PM pour
déterminer d’autres causes
|
|
Corrections supplémentaires
|
-corriger les anomalies non corrigées à
l’étape 4
-corriger toutes les anomalies décelées
à l’étape 5
|
|
Phase de maîtrise de qualité
|
Pérennisation
|
7
|
Prévention des défauts
|
-Pour chaque cause, définir l’état de la
machine et les paramètres qui permettaient de prévenir
les défauts.
|
|
8
|
Définition du contrôle
|
-Verrouiller les paramètres qui peuvent
l’être
-Définir les paramètres variables à
contrôler, la mesure et les moyens de contrôle
correspondants
|
|
9
|
Définition des standards
|
-définir l’intervalle de variations des
paramètres
-formaliser le standard de contrôle pour
maintenance et opérateurs
|
|
évolution
|
10
|
Amélioration des standards
|
-faire évoluer et réviser
périodiquement les standards
|
F.Grilles QQOQQC :
|
QUI
|
Existe-t-il des écarts
suivant les personnes concernées par l’opération ?
-Ecarts entre les
différents postes
-Ecarts entres des
opérateurs expérimentés ou débutants, des
polyvalents, des intérimaires ?
|
|
QUOI
|
|
|
OU
|
|
|
QUAND
|
Existe-t-il une variation dans le
temps ou des moments précis ?
-le problème
apparaît-t-il en début , au milieu de poste de
travail ?
-existe-t-il des
différences de temps qui sont associées au
problème ?
-existe-t-il des
différences en fonction des saisons ?
Quelles sont les
opérations au cours desquelles le problème a le plus
à meme de survenir ?
-le problème à t-il
tendance à apparaître après après des
changements pour réglage ?
|
|
QUEL
|
Existe-t-il des tendances
caractéristiques qui apparaissent dans le temps ?
-les problèmes ont-il
tendance à augmenter ou à diminuer ?
-procède-t-on à
changement juste avant, juste après, simultanément ?
|
|
COMMENT
|
Existe-t-il un écart
suivant les circonstances d’apparition ?
-le phénomène
survient-il fréquemment ou rarement ?
-survient-t-il de façon
brutale ou de façon progressive ?
-apparaît-il de
façon continue ou discontinue ?
-apparaît-il à
intervalles réguliers ou irréguliers ?
|
G.Plans d’action et
améliorations : étape 8 de l’analyse PM
P-M Analysis: An Advanced
Step in TPM Implementation
Authors: Mitsugu Kaneda,
Yoshifumi Kimura, Shirose Kunio
Product
Code: 3128
ISBN: 1-56327-312-8
Publisher: Productivity
Press
Published: 2004
Pages: 198
Binding: Paperback
Illustrated: Yes
Pages
Description: 71
figures / 46 tables / index
Weight: 15.04
Ounces
<!--[if !supportLineBreakNewLine]-->
<!--[endif]-->
In this large-format implementation manual, TPM
experts explain P-M Analysis. (A methodology that makes zero losses a
reality in your TPM program.) P-M Analysis is designed to help your TPM
teams analyze and eliminate chronic problems that have been neglected
or unresolved in the past.