Préparation du chantier Blitz
Afin de préparer le chantier Blitz,
il faut quantifier approximativement la charge de
travail. Il faut en amont définir un code couleur
intuitif de gommette pour les trois catégories : À
RANGER, À JETER ou INDÉCIS. Ensuite, identifier chaque
objet de la zone, se questionner sur son utilité et la
fréquence d’utilisation de chacun de ces objets,
appliquer une gommette de la couleur voulue. Une charge
de travail d’une journée a été jugée suffisante.
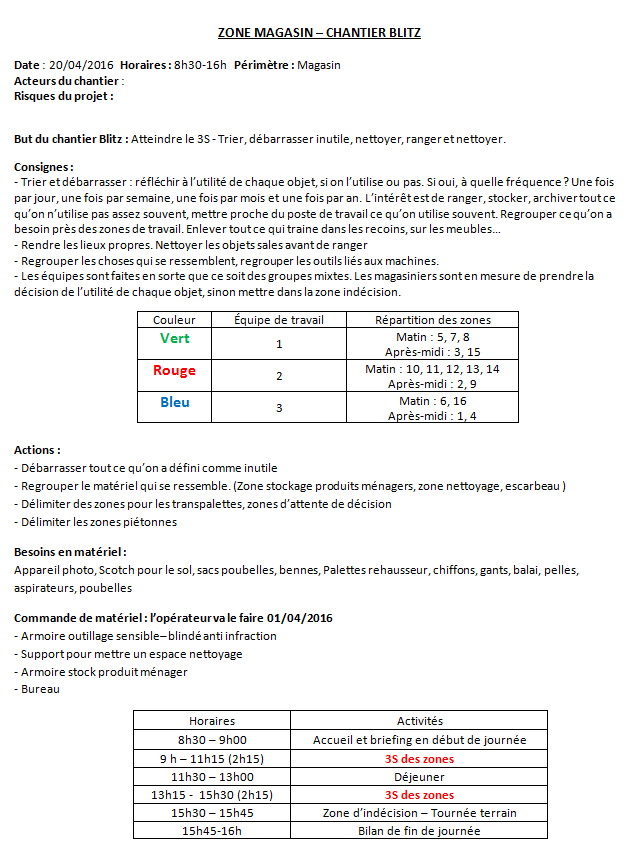
Le plan de la journée (
Annexe 2) validé par la
hiérarchie se présente ainsi : une réunion de lancement
présentant les objectifs de la journée, le chantier en
lui-même avec pour objectif l’atteinte du 3S et enfin un
bilan de fin de journée.
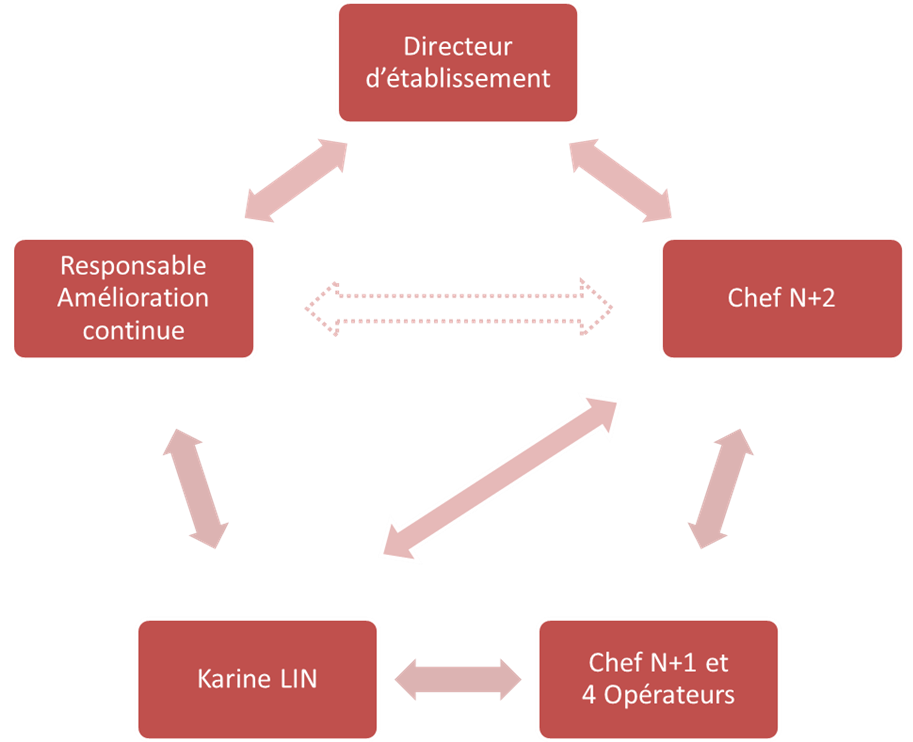
Des groupes de travail ont été
organisés de façon stratégique. Chaque groupe de travail
est composé d’un métrologue, qui a déjà déployé ce type
de chantier, et un magasinier accompagné d’un
responsable N+2 ou d’un membre du pôle amélioration
continue.
Comme le périmètre du chantier est
étendu, le chantier global a été divisé en sous zones.
Sur chaque sous zone, la personne de l’équipe la
connaissant le mieux a été désignée comme le
responsable.
Pour organiser la journée :
- Établir une liste de
tout le matériel nécessaire, notamment tout le
nécessaire de nettoyage, les poubelles de tri et des
sacs poubelles.
- Étant donné qu’il n’aura pas d’activité
ce jour-là, ne pas oublier de communiquer sur tout le
site pour que les opérateurs puissent prendre leurs
dispositions.
NB : Sur les sites de production, il est quasiment
impossible d’arrêter la production car il impliquera une
perte d’argent très importante pour l’entreprise. C’est
pourquoi il est préconisé d’organiser un service minimum
et de répartir les opérateurs dans des groupes
différents permettant une rotation des absences.
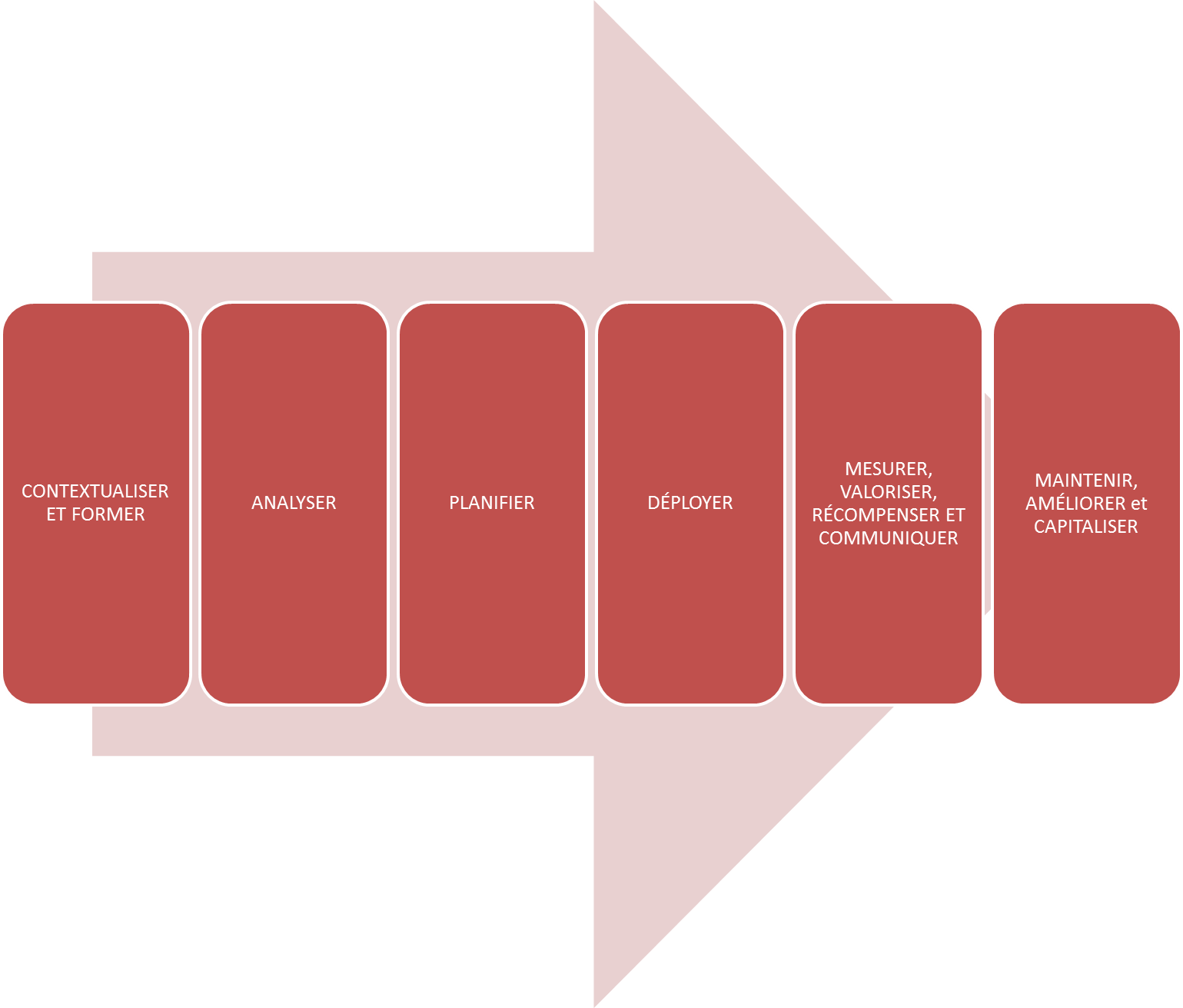
d) DÉPLOYER le chantier
:
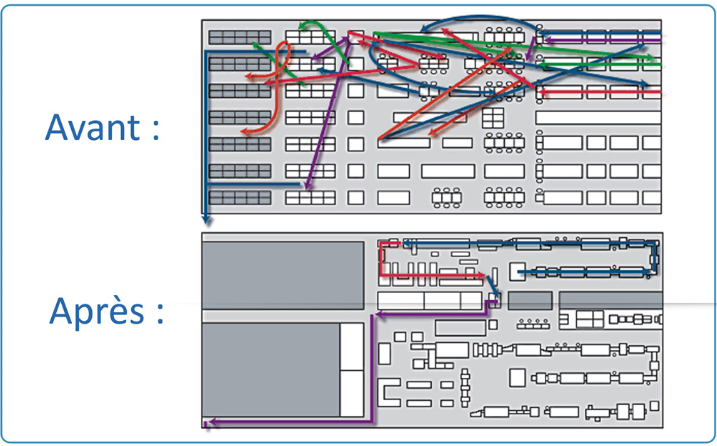
Journée du chantier Blitz
Dans cette étape, il faut veiller au
bon déroulement du chantier et au respect du planning.
Tous les objets dont l’utilité est inconnue seront
regroupés dans une zone définie. En fin de matinée et de
journée, les acteurs passeront du temps pour revoir
cette zone d’indécision, pour faire un suivi du planning
et un bilan de la journée. Il faut s’assurer que les 3
premiers S soient terminés en fin de journée. Une fois
la journée terminée, féliciter chaque acteur pour la
réalisation, prendre des photos et les encourager pour
la suite.
e) MESURER les
résultats, VALORISER le travail accompli,
RÉCOMPENSER les opérateurs et COMMUNIQUER sur les
réalisations :
Suite à la journée Blitz, un audit
est réalisé afin d’évaluer le niveau S atteint. Le
travail effectué sera valorisé par un article illustré
sur le site intranet, le journal internet ou d’autres
supports de communication interne. Il a trois buts :
faire savoir la réalisation, communiquer pour donner
envie et montrer qu’il y a des personnes qui se sont
mobilisées. Les supports de communication peuvent être
multiples (les écrans, le journal de l’entreprise, sur
l’intranet…)
Une célébration a été faite à partir
de l’atteinte du 4ème S. Le directeur de l’établissement
décernera un diplôme 5S et adressera ses remerciements à
l’équipe projet.
Les responsables doivent régulièrement s’enquérir de
l’état d’avancement des chantiers auprès des opérateurs
dans le but de montrer son importance et le souci de la
réussite.
Des audits sont effectués une fois
par mois. Les résultats obtenus sont envoyés à tous les
opérateurs et tous les responsables pour avoir un suivi.