|
Master Qualité - Communication
publique des résultats d'un stage de fin d'études
Master Qualité
- UTC - rue du docteur Schweitzer - CS 60319 - 60203
COMPIEGNE Cedex - France - master-qualite@utc.fr
- Téll : +33 (0)3 44 23 44 23
|
|
|
Avertissement
: Si vous arrivez directement sur cette page, sachez
que ce travail est un rapport d'étudiants et doit être
pris comme tel. Il peut donc comporter des
imperfections ou des imprécisions que le lecteur doit
admettre et donc supporter. Il a été réalisé pendant
la période de formation et constitue avant-tout un
travail de compilation bibliographique, d'initiation
et d'analyse sur des thématiques associées aux
concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous
en faire part, nous nous efforcerons d'y
apporter une réponse rapide. L'objectif de la
présentation sur le Web est de permettre l'accès à
l'information et d'augmenter ainsi les échanges
professionnels. En cas d'usage du document, n'oubliez
pas de le citer comme source bibliographique.
Bonne lecture...
|
|
Lean
management dans le cadre de la logistique
internationale :
Plus rapide, Moins cher,
Meilleure
qualité
|

Fanchen MENG
|
Référence
bibliographique à rappeler pour tout usage :
Lean
management dans un cadre de la logistique
internationale : Plus
rapide, Moins cher, Meilleure qualité, MENG
Fanchen
Université de Technologie de
Compiègne, Master Qualité et Performance dans les
Organisations (QPO)
Mémoire d'Intelligence Méthodologique du
stage professionnel de fin d'études, juin 2016, www.utc.fr/master-qualite, puis "Travaux", "Qualité-Management", réf n°366
|
RESUME
Avec le développement de commerce
international, comme un activité support principale dans
la chaîne de valeur des entreprises, la partie
logistique deviens plus et plus important. Pour les
grandes surfaces et les grosses distributions, la
capacité de logistique est une compétence clé. Pour
mieux manager des activités logistiques afin d'avoir
l'expédition plus rapide, le coût moins cher, la
meilleure qualité des marchandises, il faut mettre en
place une system de lean management très complète qui
s'adapte à la stratégie d'entreprise.
Nous nous discutons la logistique internationale à trois
niveaux :
1. De l'usine à l'entrepôt
2. De l'entrée de l'entrepôt à la sortie de l'entrepôt
3. De l'entrepôt aux magasins
Mots
clés :
Logistique, internationale, Lean management, délais,
coût, qualité
|
ABSTRACT
With the development of
international trade, as a main supporting activity in
the value chain of companies, the logistics part become
more and more important. For theses supermarket and big
distribution, the capability of logistics is a key
skill. In order to better manage logistics
activities, in order to have faster shipping ,
lowest cost , best quality of goods , we must implement
a lean management system comprehensively which fits the
company's strategy .
We discuss international logistics at three levels:
1. From the factory to the warehouse
2. From the entrance of the warehouse to the exit of the
warehouse
3. From the warehouse to stores
Keywords:
Logistic , International, Lean management , time, cost ,
quality
|
|
1.
REMERCIEMENTS
2. GLOSSAIRE :
3. LISTE DE
FIGURE
4. CONTEXTE
5. ENJEUX
6. DE
L’USINE A L’ENTREPOT
6.1
Transport
6.2
Dédouanement
7.
DE L’ENTREE DE L’ENTREPOT A LA SORTIE DE
L’ENTREPOT
7.1 Processus
7.2
Amélioration continue dans l'entrepôt
7.3 Just
in time[6]
7.4 Contrôle qualité
8. DE
L’ENTREPOT AUX MAGASINS
8.1 La qualité
8.2 Le délai et le coût
9. CONCLUSION
10. BIBLIOGRAPHIE
11. Annexe
Annexe 0,
Auto-évaluation de stage
[3]Annexe 1, liste des
produits concernés de marquage << CE >>
1.
REMERCIEMENTS
Je tiens à remercier :
Decathlon Logistique
Rodrigo Garcia
Moral
et
Marcel Eric Desurmont
Pour le temps qu’ils m’ont consacré et leur intérêt tout au
long de ce stage
Université de Technologie de Compiègne
M. Gilbert FARGES
Pour son encadrement de ST02
M. Pascal CHAMPENOIS
Pour son suivi de ST02
2. GLOSSAIRE :
• ADC 1 : CACES 1, l'engin qui
transporte les palettes.
• ADC 5 : CACES 5, L'engin qui
peuvent monter et descendre les palettes jusqu'à 20 mètres de
hauteur.
• CAC : Centre d’approvisionnement
contiental decathlon qui reçoit des marchandises de grosse
quantité des usines et expédie des marchandises aux Centres
d’approvisionnement régionaux (CAR) selon leurs exigences.
• CAR : Centre d’approvisionnement
régional decathlon qui reçoit des marchandises des CAC et expédie
des marchandises aux magasins decathlon selon leurs exigences.
• RAC : L'étalage de l'entrepôt pour le
stockage des marchandises.
• RPAL : Entre le deuxième étage et le
cinquième étage de RAC, intouchable par les humains, il faut un
ADC 5 pour monter et descendre les palettes.
• Picking : Prélèvement des articles ou
des cartons.
• RAQ : Les marchandises qui sont
sur les quais d'expédition.
• UAT : Unité à transporter, c'est
tous les marchandises sur une palette.
• Rafale : La liste des commandes des
magasins.
• ETC : Equivalence Temps Complet, 7 heures de
travail d'un collaborateur
• RFID : Radio Fréquence Identification, c'est
un type d'étiquette métal qui peut mémoriser et récupérer des
données à distance. Ils peuvent être détectés par des lecteurs
RFID. Aujourd'hui, la plupart des usines sont équipées
imprimantes RFID, leurs produits sont étiquetés RFID pour assurer
l'efficacité de logistique et distribution.
3.
LISTE DES FIGURES
• Figure 1
: ENJEUX [Source : Auteur]
•
Figure 2 : Les façons de transport international [Source :
Auteur]
•
Figure 3 : Les processus de dédouanement [Source : Auteur]
•
Figure 4: Les processus de l'entrepôt [Source : Auteur]
•
Figure 5: L'amélioration continue de l'entrepôt [Source :
Auteur]
•
Figure 6: Bullwip effect sur la chaine d'approvisionnement
[Source : Auteur]
•
Figure 7: management horizontal et vertical [Source :
Auteur]
•
Figure 8: Synergie 1 [Source : Auteur]
•
Figure 9: Synergie 2 [Source : Auteur]
•
Figure 10 : Synergie 3 [Source : Auteur]
•
Figure 11 : Balance de Délais et Coût [Source : Auteur]
•
Image 1 : Plateforme delta 3
• Image 2 :
Entrepôt
•
Image 3 : Lecteur RFID[Source : Auteur]
•
Image 4 : Chargement de camion[Source : Auteur]
4. CONTEXTE
Dans le centre d’approvisionnement contiental de Decathlon
Dourges, le stage ST02 est planifié dans une grande zone
logistique : ‘plate-forme-multimodale-delta3’, il y a une surface
400 hectares avec des entrepôts 300 000 m² construits et plus de
400 000 m² à développer. Le CAC de decathlon Dourges est un
entrepôt qui a une surface de 56 000 m² avec environ 500
collaborateurs.

[1] Image 1 :
Plateforme delta 3
Dans un contexte de
croissance généralisé, mais plus particulièrement en Chine,
Decathlon logistique recherche des candidats au poste de
Responsable de Département Logistique pour réaliser un stage de
fin d’études de 6 mois dans un des entrepôts français et après
intégrer un des nos entrepôts chinois. En tant que responsable de
département logistique en formation, je suis chargé de
l’approvisionnement des CARs, en respectant des objectifs de
délais, de qualité, de sécurité et de coûts. Je prends en charge
le recrutement, l'intégration, la formation, l'animation et la
progression d'une équipe d’environ 5 personnes (notamment des
contrats pro). Je propose des actions pour améliorer les
performances économiques et l'organisation du travail par ma
connaissance professionnelle du Lean management.
Aujourd’hui avec l’internationalisation de commerce, pour une
grande entreprise, la logistique devient plus en plus
complexe, le mis en place d’un système du Lean management est pour
un but de faciliter la complexité de logistique et bien assurer
l’approvisionnement des marchandises plus rapide, moins cher et
meilleure qualité.

Image 2 :
Entrepôt [2]
5.
ENJEUX
Les enjeux de Lean management de logistique internationale sont
identiques par rapport à la logistique traditionnelle, les quatre
éléments les plus importants sont le délai, la qualité, la
sécurité et le coût. Et puis, il faut assurer le fonctionnement
des éléments supports comme le système informatique, les humains,
les équipements etc.
Pour Decathlon, voici les enjeux :
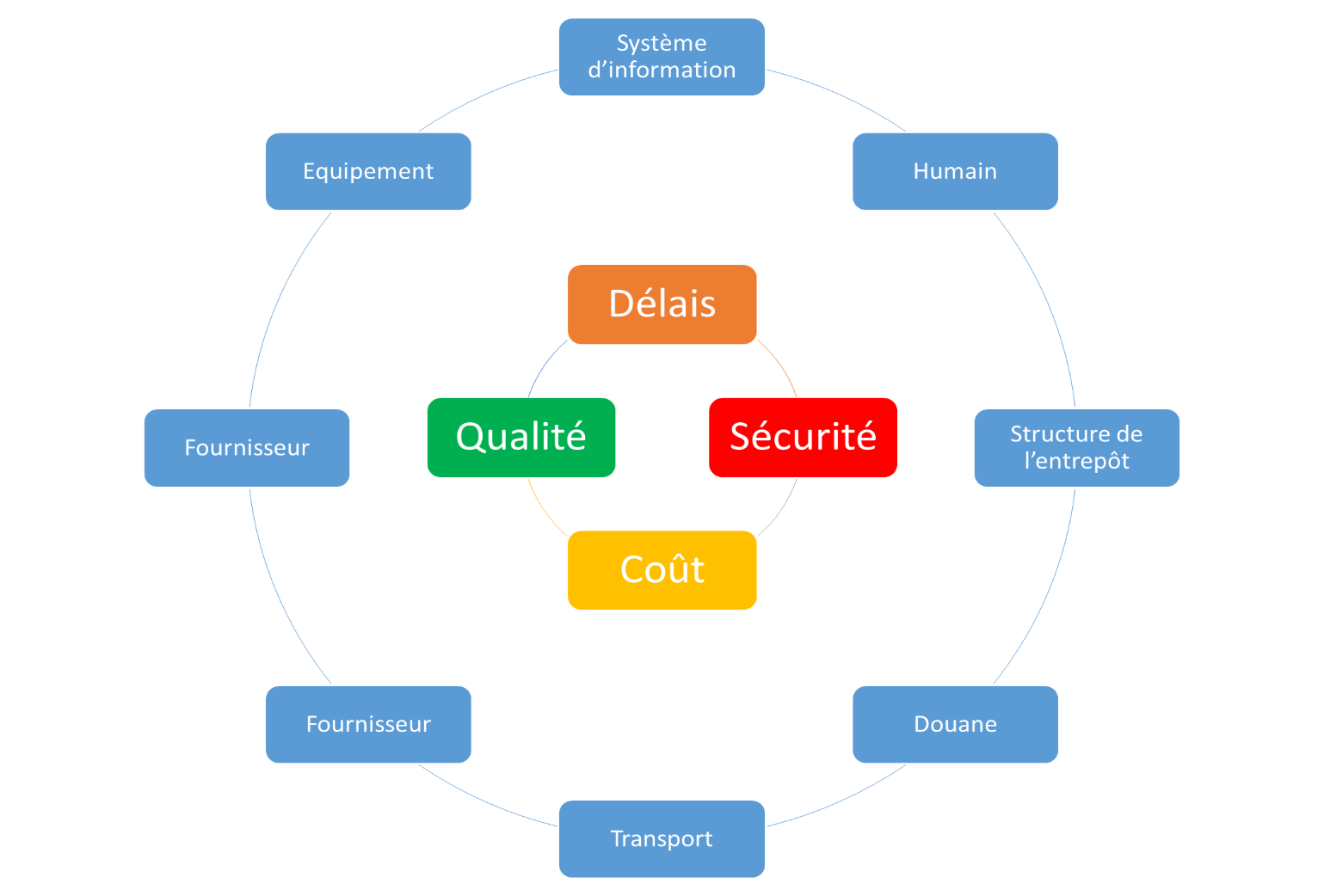
Figure 1
ENJEUX [Source : Auteur]
retour sommaire
6.
DE L’USINE A L’ENTREPOT
6.1 Transport
Pour transporter des marchandises des usines asiatiques à
l’Europe, il y a plusieurs choix selon les exigences:
• Airway
Le transport par l’avion, c’est le
moyen le plus cher et le plus rapide. Le prix est entre 5 ~ 9
euros par kilogramme selon les entreprises de transport comme DHL,
FEDEX, la poste etc. Le délai est entre 1 semaine et 4 semaines.
De l’Asie à l’Europe est justement 12 heures, le plus parti de
temps est sur la logistique, le dédouanement et le transport par
voie de terre (d’usine à l’aéroport et de l’aéroport à
l’entrepôt).
Faire attention aux catégories de marchandise, la batterie est
souvent interdite.
Pour l’airway, il faut bien calculer la taille de carton pour les
marchandises. Si les cartons sont très grands, au lieu de payer le
transport par le poids, il faut payer le transport par le volume
de carton. Voici la formule pour calculer :
Longueur (unité : cm) * largeur (unité : cm) * hauteur
(unité : cm) / 5000
Exemple : Il faut transporter un carton avec un poids de 5 kg, le
prix de transport est de 5 euros/Kg, mais le carton mesure 40 cm *
50 cm* 30 cm, selon la formule, au lieu de payer 5 * 5 = 25 euros,
il faut payer 40*50*30 / 5000 * 5 euros/Kg = 60 euros. Donc
il faut bien choisir la taille de carton qui est la plus adaptée à
la densité de marchandise afin d’éviter un surcoût.
• Trainway
Trainway est le transport par le
train, souvent, c’est de Shanghai à Pékin, de Pékin à Moscou, de
Moscou à Bruxelles ou Paris. C’est le moyen de transport avec un
prix moyen et un délai moyen. Le prix change avec le poids des
marchandises et le nombre de wagons de train. Le délai est entre 3
et 5 semaines.
• Seaway
Seaway est le transport le moins
cher et le moins rapide. C’est le moyen de transport pour les
marchandises en grande quantité. Le délai est entre 5 et 8
semaines selon les transporteurs. Il faut transporter les
marchandises au port le plus proche de l’entrepôt.
Pour bien choisir les moyens de transport international, voici une
figure :
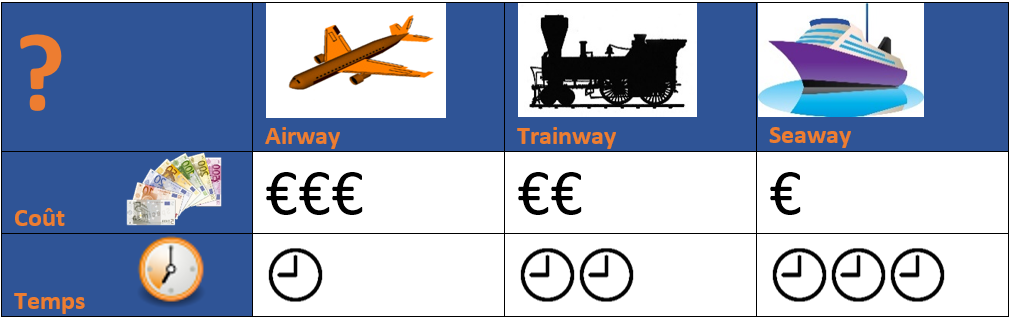
Figure 2 : Les
moyens de transport international [Source : Auteur]
Les entreprises peuvent choisir les différents moyens de
transport selon leurs exigences de délai et de coût afin qu’ils
peuvent économiser leurs activités de transport et répondre aux
besoins des clients dans le même temps.
6.2 Dédouanement
• Marquage << CE >>[3]
Pour les marchandises qui sont
couvertes par le marquage << CE >> par une ou
plusieurs directives européennes, il faut donner un ou plusieurs
dossiers pour le dédouanement. Les produits marqués << CE
>> peuvent circuler librement sur le marché européen. La
liste des produits concernés est dans l’annexe.
• Taxe
Pour minimiser la taxe que
l’entreprise paie, il faut d’abord bien connaitre et respecter les
règlementations et les lois locales de douane. Les entreprises
peuvent consulter les informations des taxes des différentes
marchandises sur douane.gouv.fr.
Pour les marchandises de certains pays, la douane française peut
donner une réduction de taxe.
Par exemple :
Il y a une chemise qui est fabriquée en Chine, le coût de
fabrication est de 10 euros, selon les prescriptions de la douane,
il faut payer 20% de taxe, donc on paie 2 euros de taxe par
chemise.
Il y a une chemise qui est fabriquée au Vietnam qui profite de la
réduction de la douane française, le coût de fabrication est
identique que celle fabriquée en Chine, 10 euros, selon les
prescriptions de la douane, il faut payer justement 10% de taxe,
donc on paie 1 euro de taxe par chemise.
Pour avoir cette réduction de taxe, il faut donner une attestation
d’origine[4] de marchandise, pour obtenir cette attestation, il
faut demander aux fournisseurs d’aller au bureau de commerce local
pour la sortir. Attention, ce dossier peut être uniquement
soumis à la douane en format papier, c’est-à-dire qu’il faut
demander aux fournisseurs et envoyer par lettre. Il faut bien
prévoir la date de dédouanement des marchandises et la date
d’arrivée de l’attestation d’origine afin d’avoir la réduction de
taxe.
retour sommaire
• Le processus de dédouanement pour
les grosses quantités de marchandises
Pour le dédouanement des
marchandises des grosses quantités, l’administration est
relativement complexe. Pour bien expliquer les processus, voici
une figure de dédouanement :
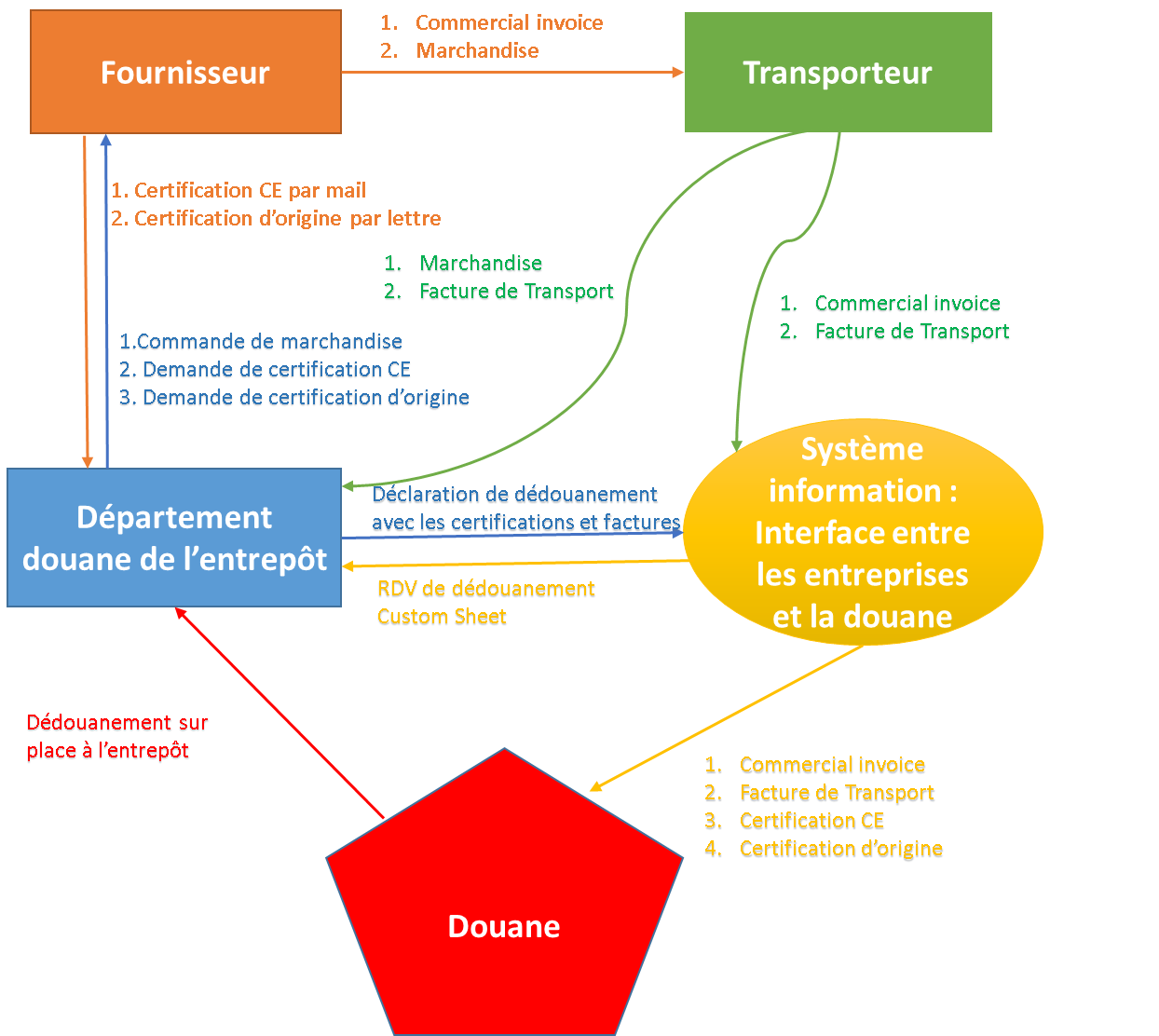
Figure 3 : Les processus de dédouanement [Source : Auteur]
retour
sommaire
Dans cette figure, tous les
documents que les entreprises doivent fournir sont
ci-dessus. Il faut bien suivre les processus afin de réussir
le dédouanement le plus rapide et le moins cher possible.
7.
DE L’ENTREE DE L’ENTREPOT A LA SORTIE DE L’ENTREPOT
7.1 Processus
• Réception
Le processus de réception des
marchandises est le premier processus de l'entrepôt. L'équipe de
réception reçoit des marchandises que le département d'achat a
commandées à l'Asie après le dédouanement, il reçoit aussi les
marchandises d’autres partenaires.
Pour assurer le fonctionnement de travail du prochain processus,
l'équipe de réception décharge les camions, trie les marchandises
qui ont des codes d'articles différents, et mette les palettes en
RPAL pour le stockage.
• Réapprovisionnement
Le processus de réapprovisionnement
est de descendre les palettes du RPAL jusqu'au rez-de-chaussée du
RAC afin que les marchandises puissent être prélevées facilement
et rapidement. C’est pour réapprovisionner le prélèvement.
• Prélèvement
Le processus de prélèvement est de
prélever les marchandises selon la commande des magasins.
• Expédition
Pour mettre les marchandises qui
sont prélevées sur le quai d'expédition, il faut ramasser les
marchandises (en vrac ou en palette) des différents secteurs. Et
puis, charger les marchandises dans les camions que l'entrepôt a
commandés.
Pour clarifier les processus, voici la cartographie :
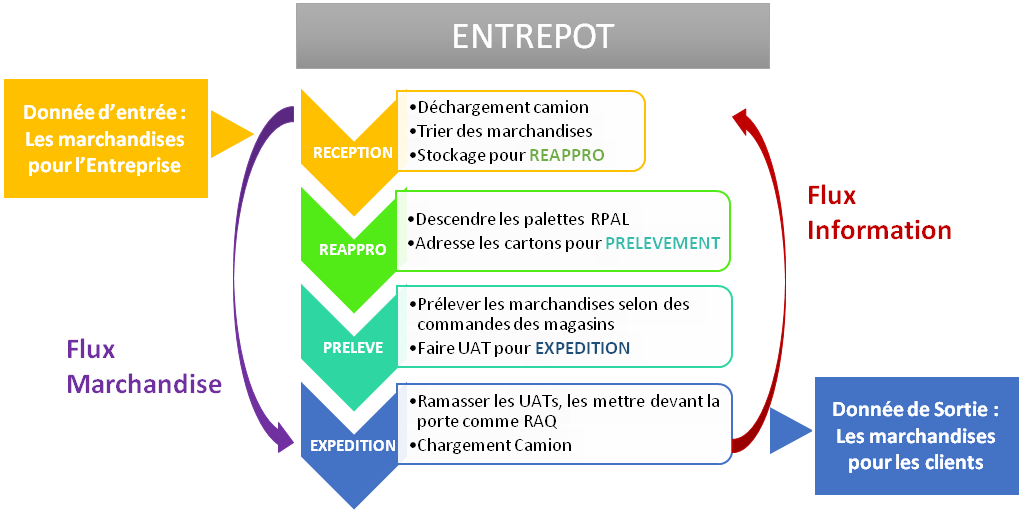
Figure 4: Les
processus de l'entrepôt [Source : Auteur]
Après une chaine de traitement des marchandises, l'entrepôt
transformer les " marchandises pour l'entreprise " aux "
marchandises pour les clients ". Entre l'entrée de
l'entrepôt et la sortie de l'entrepôt, il y a un flux de
marchandise pour satisfaire les exigences des clients et un flux
d'information inverse pour passer les exigences de chaque
marchandise.
7.2
Amélioration continue dans l'entrepôt
Une entreprise, pour réussisse, il faut assurer deux choses : soit
bien répondre aux exigences de ses clients finaux, soit bien
traiter ses employés
Par rapport aux activités commerciales, la logistique est
moins complexe, au lieu d'écouter les clients, il faut surtout
écouter les employés qui créent la valeur directement.
L'amélioration continue pour la logistique, est le fait d’avancer
étape par étape. Progressivement, cette méthode améliore le
quotidien des équipes.
Voici la roue DEMING[5] de la méthode générale pour la logistique
:
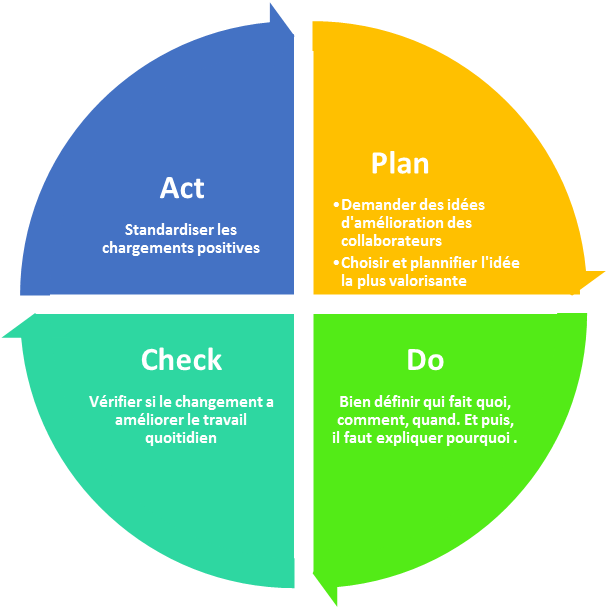
Figure 5:
L’amélioration continue de l'entrepôt [Source : Auteur]
7.3 Just in time[6]
Dans le domaine logistique, il y a << bullwhip effect
>>[7] qui donne une grosse variabilité au niveau des
quantités de l’entrepôt, pendant la saison de vente, pour être bon
au niveau du stockage, les magasins vont commander plus de
marchandises qu’ils peuvent vendre. Cette manière donne plus de
pression à l’entrepôt. Plus que le taux d'ajout remonte de l'aval
vers l'amont dans la chaine d'approvisionnement, plus de pression
qu'il donnera.
Voici la figure de bullwhip effect :
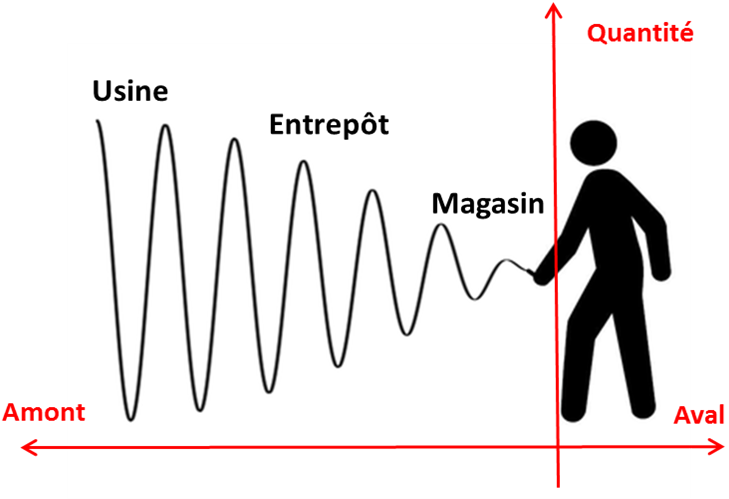
Figure 6:
Bullwip effect sur la chaine d'approvisionnement [Source : Auteur]
retour sommaire
Au niveau de l'entrepôt, pour bien prévenir le 'Bullwip effect'
pendant la saison de vente, il faut d'avoir une grosse flexibilité
au niveau de productivité afin que les délais sont bien respectés.
Tout d'abord, au niveau du management, pour faciliter nos
opérations 'Just in time' dans le futur, il faut apprendre
l'esprit de management de Toyota : 'One stream production'[8]. Au
lieu de gérer l'entrepôt par l'organisation horizontale, c'est
mieux de gérer l'entrepôt par l'organisation verticale,
c'est-à-dire manager les équipes par 'Cellule'.
Voici la figure de management horizontal et vertical :
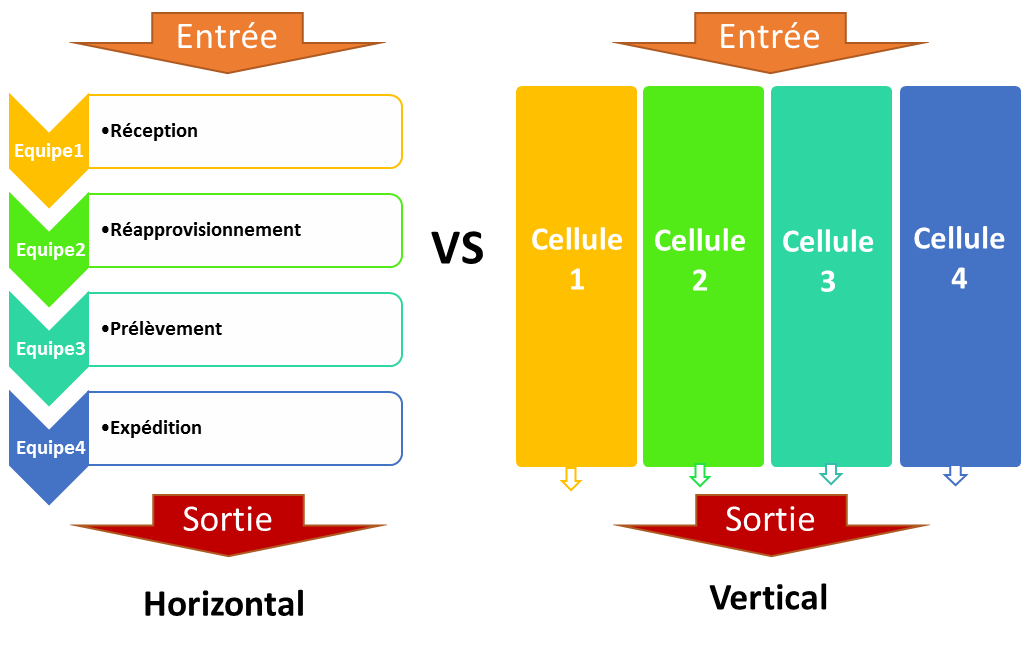
Figure 7:
management horizontal et vertical [Source : Auteur]
Quand les équipes sont encadrées par les cellules selon les
catégories des marchandises, nous pouvons obtenir les indicateurs
beaucoup plus ' mesurables ' que de manière horizontale.
Exemple des indicateurs de productivité:
Horizontal :
Réception : entre 3 et 18 (unité de productivité) selon des
marchandises différentes
Réapprovisionnement : entre 5 et 9 (unité de productivité) selon
des marchandises différentes
Vertical :
Cellule 1 : les pneus, avec la productivité 14 (unité de
productivité)
Cellule 2 : les voitures, avec la productivité 5 (unité de
productivité)
Par rapport au management horizontal, les indicateurs du
management vertical sont beaucoup plus mesurables et justes. C'est
moins difficile pour obtenir le takt time[9] de chaque équipe et
faire notre 'flexibilité' mesurable.
Pour le bon fonctionnement de management, dans chaque cellule, il
faut que chaque collaborateur devienne le plus polyvalent possible
pour assurer une bonne flexibilité pour faire de la synergie
interne et externe. La synergie et la polyvalence des
collaborateurs sont des façons très efficaces pour bien assurer la
flexibilité de l'entrepôt.
Voici les figures de synergie :
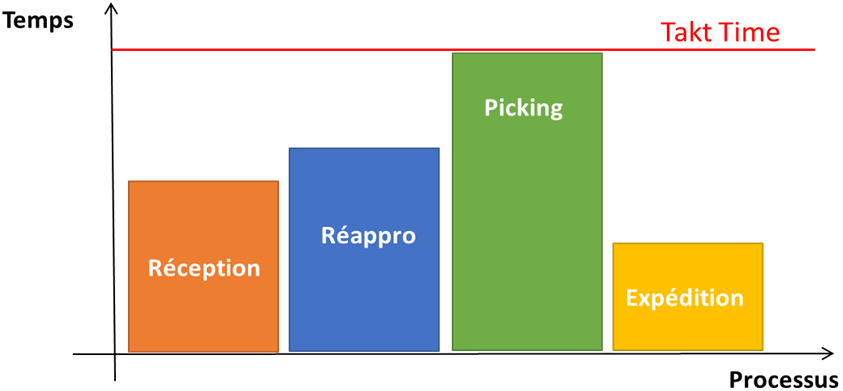
Figure 8:
Synergie 1 [Source : Auteur]
Le volume dans la liste de
commande pour les processus différents est très variable, comme la
figure au-dessus. Le volume de picking est plus important par
rapport aux autres processus, dans ce cas-là, il faut faire de la
synergie afin d'équilibrer les processus :
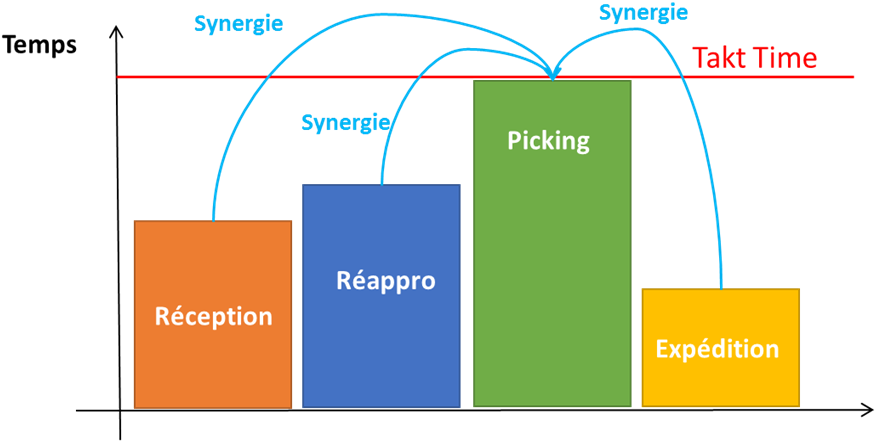
Figure 9:
Synergie 2 [Source : Auteur]
Quotidiennement, il faut
bien connaitre le volume de chaque processus, et puis, afin de
calculer exactement combien de personnes il faut donner pour le
processus, il faut savoir le nombre de personnes, la capacité
totale de chaque processus et la productivité de chaque personne
par heure. Après avoir équilibré les capacités de chaque
processus, on peut traiter les volumes et envisager la variation
de volume par rapport ce que nous avons piloté pour assurer que le
délai est bien respecté.
Voici la figure d'effet de synergie
:
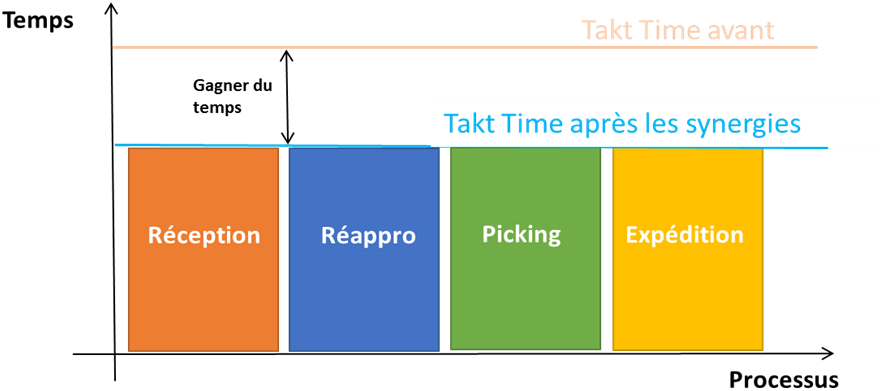
Figure 10 :
Synergie 3 [Source : Auteur]
Après la synergie, nous
pouvons gagner beaucoup de temps sur le délai. C'est aussi
pourquoi il faut assurer la polyvalence des collaborateurs pour
assurer le déroulement de synergie chaque jour.
7.4 Contrôle
qualité
Pour assurer la qualité de la supply chain, il faut bien contrôler
chaque processus afin que les articles qui sont expédiés soient
corrects au niveau de quantité, physique et informatique.
Quand la dimension d'entreprise est grande, on peut percevoir que
les outils informatiques quotidiens comme excel deviennent
insuffisants pour supporter tous les processus et l’importante
exigence au niveau du contrôle qualité. Il faut impérativement
développer son propre logiciel dédié qui s’applique aux cas
particuliers de l’entreprise.
Les lecteurs RFID[10] sont obligatoires, c'est l'outil le plus
efficace pour contrôler les articles physiquement et
statistiquement. En traversant le lecteur RFID, il peut lire la
quantité et l'information physique de tous les marchandises dans
un carton ou magnum, et puis, le lecteur RFID compare
l'information réelle et l'information qui est enregistrée dans le
système d'information afin de trouver les différences au niveau de
quantité et physique pour faire la correction immédiatement.

Image 3 :
Lecteur RFID [Source : Auteur]
Pour les processus comme la réception, le réapprovisionnement, le
prélèvement, il faut intégrer maximum de lecteurs RFID afin que
les commandes physiques que les magasiniers ont préparées soient
conformes aux commandes clients.
L’inventaire est aussi une partie très importante pour la gestion
de stock de l’entreprise. Il faut s’assurer que le stock présent
physiquement corresponde au stock informatique.
8.
DE L’ENTREPOT AUX MAGASINS
Pour la satisfaction des magasins, il faut bien respecter le
délai, la qualité et le coût de livraison.
8.1 La qualité :
Il faut assurer la qualité de
chargement de camion afin d'assurer que les marchandises dans le
camion sont bien protégées pendant le transport, les appareils de
protection comme les tubes pour fixer les palettes et les antivols
sont nécessaires.

Image
4 : Chargement de camion [Source : Auteur]
8.2 Le délai et le coût:
Le taux de relivraison est un
indicateur très important pour le délai. Le taux de relivraison
est le taux des marchandises sur la liste de commande des magasins
qui sont livrés chaque jour. Par exemple, s’il faut livrer 100
marchandises, mais il y a justement 90 marchandises qui sont
expédiées, donc le taux de relivraison est 90%. Souvent, il faut
assurer un taux de relivraison plus de 90% pour les marchandises
urgentes comme les commandes d'internet, et un taux de relivraison
plus de 85% pour les marchandises normales.
Un camion standard a une capacité de charger 33 palettes, il faut
vérifier le nombre de RAQs chaque jour afin de commander le nombre
de camion les plus pertinents possible. Si on commande trop de
camions, le taux de relivraison (= capacité à relivrer vite) sera
bon, mais dégrade le coût article transporté. A l’inverse, s’il y
a trop de RAQs, le taux de relivraison ne sera pas bon.
Les délais et le coût sont dans une balance, il faut bien
équilibrer les deux.
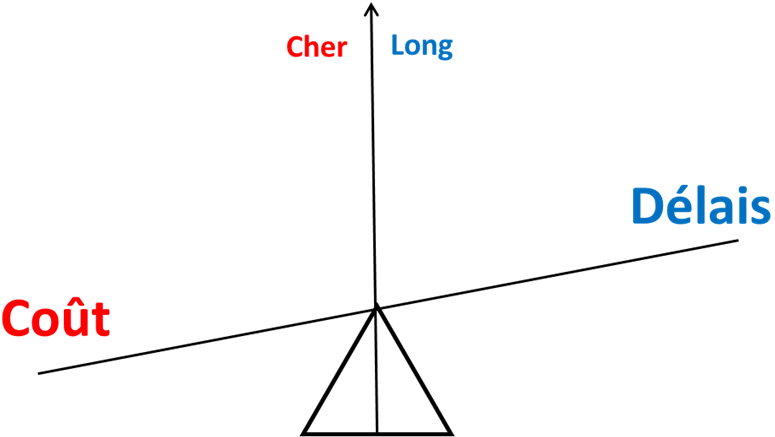
Figure 11 :
Balance de Délais et Coût [Source : Auteur]
9. CONCLUSION
Aujourd’hui, les entreprises mettent l’accent sur la qualité du
produit et sur le marketing, la logistique joue un rôle
stratégique et ne peut être ignorée.
Avec le développement du commerce international, les entreprises
sont en train d’envisager de transporter des tonnes de
marchandises à travers la planète. Pour les grosses distributions,
il faut stocker la grosse quantité de marchandises afin d’assurer
la disponibilité des produits.
Pour assurer le délai, le coût et la qualité de la supply chain,
il faut mettre en place l’esprit de lean management afin d’avoir
le résultat le plus rapide, le moins cher et la meilleure qualité.
Il faut détecter et trouver le processus le moins performant et
améliorer ce dernier. Il faut une synchronisation avec les
autres processus.
L’écoute des collaborateurs, le renouvellement et l’actualisation
des outils logistiques peuvent permettre d’automatiser certains
processus.
L’automatisation des processus logistiques peut libérer
la créativité des collaborateurs de l’entrepôt.
retour sommaire
10.
BIBLIOGRAPHIE
[1] “Le concept de Delta3,” Image du site web,
Delta 3, Plateforme multimodale et logistique Dourges.
[2] “DECATHLON image d’entrepôt.”
[Online]. Available: http://www.decathlon.fr/. [Accessed:
20-Jun-2016].
[3] Direction Générale des entreprises, Marquage
<< CE >>. 2011.
[4] “Origine préférentielle d’une marchandise.”
[Online]. Available:
http://www.douane.gouv.fr/articles/a10828-origine-preferentielle-d-une-marchandise.
[Accessed: 20-Jun-2016].
[5] “Roue de Deming,” logistique conseil.
[6] T. M. CORPORATION, “Toyota Global Site |
Just-in-Time,” Toyota Motor Corporation Global Website. [Online].
Available:
http://www.toyota-global.com/company/vision_philosophy/toyota_production_system/just-in-time.html.
[Accessed: 20-Jun-2016].
[7] “Bullwhip effect - Managing a Supply
Chain is Becoming a Bit Like Rocket Science (2002, Jan. 31), The
Economist,” Bullwhip effect. .
[8] “Achieving one-piece flow.” [Online].
Available: http://reliableplant.com/Read/14703/one-piece-flow.
[Accessed: 20-Jun-2016].
[9] “All About Takt Time ...{Strategos}.”
[Online]. Available: http://www.strategosinc.com/takt_time.htm.
[Accessed: 20-Jun-2016].
[10] “Radio-frequency identification,”
epc-rfid.info. 10-Jun-2016.
retour sommaire
11. Annexes
[3]Annexe 1, liste des
produits concernés de marquage << CE >>
Produits concernés Réglementation en
vigueur Réglementation à venir
• Matériel électrique basse
tension 2014/35/UE
• Récipients à pression
simples 2014/29/UE
• Sécurité des jouets
2009/48/CE
• Produits de construction (Règlement
UE) 305/2011
• Compatibilité électromagnétique
(CEM) 2014/30/UE
• Machines 2006/42/CE
• Équipements de protection
individuelle 89/686/CEE
• Dispositifs médicaux
93/42/CEE
• Dispositifs médicaux implantables
actifs 90/385/CEE
• Dispositifs médicaux de diagnostic in
vitro 98/79/CE
• Appareils à gaz 2009/142/CE
• Rendement des chaudières à eau chaude
alimentées en combustibles liquides ou gazeux
92/42/CEE
• Explosifs à usage civil
2014/28/UE
• Appareils et systèmes de protection destinés à
être utilisés en atmosphères explosibles (ATEX)
2014/34/UE
• Bateaux de plaisance (depuis le
19/01/2016) 2013/53/UE
• Ascenseurs 2014/33/UE
• Équipements sous pression
97/23/CE
2014/68/UE
(a/c du 19/07/2016)
• Instruments de mesure
2014/32/UE
• Équipements terminaux de
télécommunication 1999/5/CE
2014/53/UE
(a/c du 13/06/2016)
• Installations à câbles transportant des
personnes 2000/9/CE
• Instruments de pesage à fonctionnement non
automatique 2014/31/UE
• Articles pyrotechniques (depuis le
01/07/2015) 2013/29/UE
• Limitation de certaines substances dangereuses
dans les équipements électriques et électroniques (RoHS
2) 2011/65/UE