Master Qualité -
Communication publique des résultats d'un stage de fin
d'études UTC - rue Roger Couttolenc - CS 60319 - 60203 Compiègne Cedex - France - master-qualite@utc.fr - Tél : +33 (0)3 44 23 44 23
Avertissement : Si vous arrivez directement sur
cette page, sachez que ce travail est un rapport
d'étudiants et doit être pris comme tel. Il peut donc
comporter des imperfections ou des imprécisions que le
lecteur doit admettre et donc supporter. Il a été
réalisé pendant la période de formation et constitue
avant-tout un travail de compilation bibliographique,
d'initiation et d'analyse sur des thématiques associées
aux concepts, méthodes, outils et expériences sur les
démarches qualité dans les organisations. Nous ne
faisons aucun usage commercial et la duplication est
libre. Si, malgré nos
précautions, vous avez des raisons de contester ce
droit d'usage, merci de nous en faire part, nous nous
efforcerons d'y apporter une réponse rapide. L'objectif de la présentation sur le Web est de
permettre l'accès à l'information et d'augmenter ainsi
les échanges professionnels. En cas d'usage du document, n'oubliez pas de le citer comme source bibliographique.
Bonne lecture...
Qualité Perçue d'un
nouveau produit dans le secteur automobile
La qualité perçue d’un objetest le
niveau de satisfaction ressentie par le client
final, qui est souvent analysée en fonction des avis
obtenus après la vente. Elle est le facteur clé dans
le choix d’achat, de la fidélisation à une marque.
En général, les clients finaux ne mesurent pas les
marchandises par des moyens spécifiques, la qualité
perçue est fondée sur leur perception sensorielle,
elle est considérée comme subjective, abstraite,
relative, etc.
Mais en fait, dans certains
secteurs, la qualité perçue peut êtremesurable
et contrôlable, par exemple dans l’automobile.
Pour augmenter la séduction et gagner des
parts de marché sur la concurrence, la qualité
perçue est un facteur pris en compte dès le
début du développement d’un nouveau produit,
par les constructeurs et les grands
équipementiers.
L’importance de la qualité perçue est
de plus en plus reconnue dans ce secteur, et ce
métier s’est beaucoup développé ces dernières
années. Le thème de ce mémoire est donc de connaitre
la définition actuelle de la qualité perçue d’une
automobile, les méthodes utilisées, et la démarche
d’amélioration.
A la fin de cette étude, cette
définition a été bien expliquée, et quelques
facteurs clés ainsi qu’une démarche générale ont été
obtenues qui permettent de mesurer efficacement et
améliorer la performance de la qualité perçue d’un
nouveau produit.
Mots clés : Qualité Perçue, Automobile,
développement d’un nouveau produit
ABSTRACT
Perceived quality refer to
the ability of a product to fulfill consumer’s
expectations in his or her first impression, which
is often analyzed according to the opinions obtained
after sales. It’s the key factor while the consumer
making the purchasing choice, who can also raise the
loyalty to a brand. The consumers won’t use the
specific tools to measure the goods, the perceived
quality depends on their personal feelings, so it’s
usually considered subjective, abstract, relative,
etc…
But in fact, in some
sectors, the perceived quality is measurable and
controllable, before being put in the eyes of
consumers, for example, the automobile. To increase
the attractiveness and the competitiveness, the
automakers (OEM) and the suppliers check the
perceived quality since the beginning of a new
product’s development.
The present study was led
on this topic, which is much more developed in
recent years. In order to learn the exact definition
of automobile’s perceived quality, to search the
methods used and the control process. At the end of
this study, the definition has been expounded; some
key factors and a general process were obtained to
measure effectively and improve the perceived
quality of a new product.
Key words: Perceived
Quality, Automobile, New product’s development
Je tiens à remercier sincèrement et à
témoigner toute ma reconnaissance aux personnes suivantes,
pour l’expérience enrichissante et pleine d’intérêt qu’elles
m’ont fait vivre durant ces six mois au sein de cette grande
entreprise internationale qu’est FAURECIA.
Bertrand SCHMITT, directeur du
département programme de la division Renault-Nissan-Toyota,
pour m’avoir accueilli dans son unité.
Sébastien HAYOTTE, le chef de
projet de l’équipe, mon tuteur, pour m’avoir fait confiance
sur ces missions, m’avoir intégré rapidement au sein de
l’équipe, et m’avoir offert l’opportunité de faire cette étude
sur la qualité perçue; pour toute l’aide qu’il m’a apportée et
le temps qu’il m’a consacré durant cette période.
Marie-Odile LAFAY, la
responsable de l’équipe QP, pour m’avoir accordé d’amener
cette étude sur son champ de métier, pour m’avoir offert tous
les dossiers concernés, pour m’avoir conseillée sur
l’orientation d’étude.
Philippe ROLLAND, le
spécialiste de QP, mon collaborateur des travaux QP, pour
m’avoir fait partager son expérience et ses compétences tout
au long de mon étude, pour avoir répondu concrètement à toutes
mes interrogations, ainsi que les conseils permettant de mieux
accomplir mes missions.
Toute l’équipe de projet, dont
les échanges professionnels ont été très précieux mais aussi
pour leur accueil chaleureux et pour leur disponibilité, ce
qui m’a permis de travailler dans la bonne humeur et dans une
ambiance conviviale.
Je tiens à remercier également, toute
l’équipe pédagogique de l’UTC, surtout à Pascal ALBERTI,
professeur de la filière MPI, qui m’a suivie pendant ce stage,
et à Gilbert FARGES, responsable du master QPO, pour
m’avoir fait des suggestions sur cette étude.
Je voudrais exprimer encore une fois
ma reconnaissance à Philippe ROLLAND, Marie-Odile
LAFAY, Sébastien HAYOTTE, pour m’avoir donné des
conseils pour ce mémoire
Afin de valider le cursus de
formation du Master Qualité et Performance dans les Organisations
de l’Université de Technologie de Compiègne, j’ai effectué un
stage de six mois dans une entreprise industrielle – FAURECIA
INTERIEUR INDUSTRIE (FIS), au centre R&D.
Accueillie dans une équipe de
projet en développement et missionnée sur plusieurs sujets, j’ai
eu l’occasion de découvrir les différents métiers et de choisir un
thème pour réaliser une étude concernant la qualité. La qualité
perçue a donc été sélectionnée pour développer cette étude.
La qualité perçue, différenciée
de la qualité dont on parle pour mesurer la conformité du produit,
est un métier qui s’est développé pendant les dix dernières
années. Visant au sentiment de la perception du client final, elle
est subjective et rationnelle. Comment la prendre en main et la
maîtriser devient une problématique que les développeurs se posent
souvent.
Dans le cadre du stage, grâce à
l’aide de mon responsable de stage M. Sébastien HAYOTTE, j’ai pu
être mise en relation avec l’équipe Qualité Perçue qui assure un
support pour tous les projets en développement dans ce domaine.
Cela m’a permis d’aboutir dans mon étude.
Cette étude s’est faite par des
échanges réguliers avec les spécialistes QP et l’utilisation des
outils QP avec pour objectif de mieux faire connaître la Qualité
Perçue et de chercher des pistes pour favoriser les travaux et
améliorer la performance.
Ce présent mémoire d’intelligence
méthodologique (MIM) explicite précisément toute la démarche de
l’étude, il se compose de trois partie : la première partie
montrera le contexte et les enjeux de la problématique choisie ;
la deuxième partie expliquera la méthodologie utilisée durant
l’étude ; la troisième partie présentera les résultats obtenus.
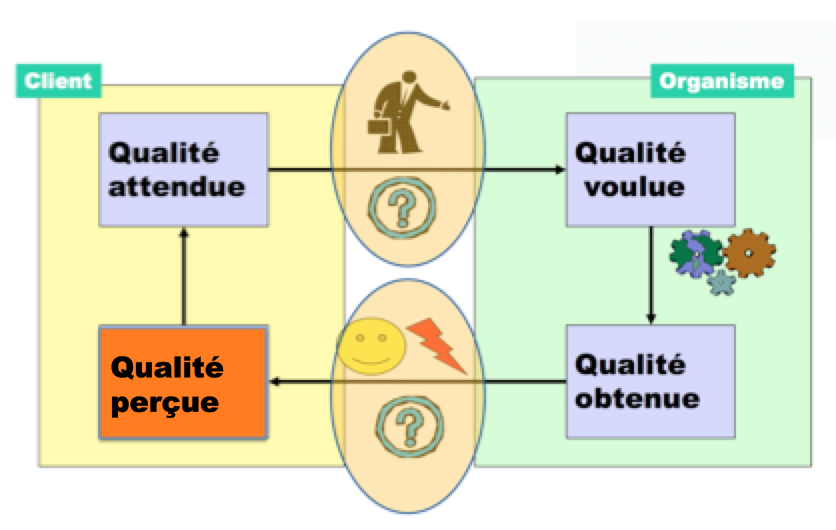
Qualité, selon l’ISO 9000 [1], c’est l’aptitude d’un ensemble de
caractéristiques intrinsèques à satisfaire des exigences (besoin
ou attente formulés, habituellement implicites, ou imposés), qui
est aussi couramment définie comme « ce qui donne
satisfaction au client ».
Pour un produit ou un service, la
qualité est toujours un des points clés, qui est partie intégrante
de la valeur de l’objet, qui contribue à l’innovation, qui
représente l’image de l’entreprise, qui fidélise la clientèle.
Mais la performance de qualité est différente selon différents
secteurs (Figure 1); par rapport à "comment les fournisseurs font
la qualité", ce qui est plus important, c'est comment les clients
perçoivent la qualité. Car ce sont eux qui évaluent la valeur d’un
objet lorsqu'ils sortent l’argent de leur poche, qui répandent une
bonne image de bouche à oreille, qui se fidélisent à une marque.
Figure 1
: la qualité entre l’organisme et le client [2]
Le mot « Qualité perçue » a pris
son importance dans les recherches et les développements.
Jean-Louis Giordano a synthétisé deux définitions pour la qualité
perçue [3] :
Celle d’origine américaine se dit souvent « qualités perçues
» qui couvre l’ensemble des dimensions perceptibles, sensibles
et sensorielles : aussi bien les services rendus (prestations)
que les caractéristiques. Elle prend en compte tout ce que le
client peut percevoir et qui induit pour lui un niveau de
satisfaction ;
Celle plus européenne porte sur les perceptions immédiates,
rationnelles et subjectives, du tout comme du détail, que le
client a vis-à-vis d’un produit. Elle ne prend pas en compte
les prestations à l’usage ni le vieillissement, et se limite
souvent au premier contact que le client peut avoir, dans une
salle d’exposition par exemple.
Malgré la différence entre les
différentes cultures, la qualité perçue est fortement liée au
client, Il faut d’abord comprendre la vision des clients et
ensuite leur proposer ceux qu’ils veulent. Aujourd’hui, le marché
devient de plus en plus concurrentiel, le consommateur a plein
d’options pour l’objet désiré ; afin de se différencier des
concurrents et de séduire plus de consommateurs, au-delà de la
qualité de base (fonctionnelle), les entreprises ont attaché de
l’importance à la qualité perçue. Elles développent des
technologies, des méthodes pour étudier les facteurs majeurs de la
qualité perçue, pour contrôler et améliorer sa performance. Cela
est beaucoup plus évident dans le secteur automobile, un nouveau
métier s'est développé.
Cet état de lieu sectoriel est
basé principalement sur le marché qui est caractérisé par ces
trois aspects :
- La consommation, est-elle importante ?
- La commercialisation, est-elle difficile ?
- Les habitudes d’achat, y-a-t-il des
particularités ?
•
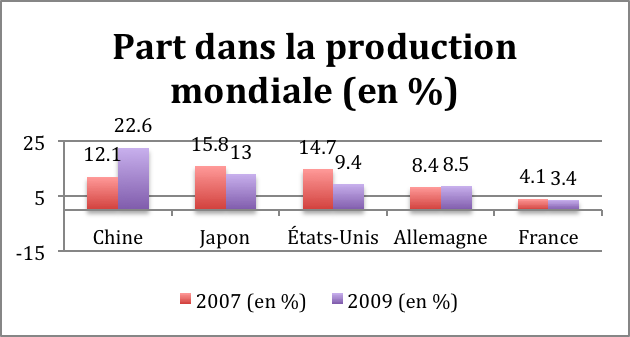
Consommation et valeurs – Importance dans l’économie
L’industrie automobile prend une place très importante dans
l’industrie moderne du monde entier, et notamment dans les pays
les plus industrialisés. Elle peut représenter la capacité
industrielle d’un état, la tendance du développement géographique
(Figure 2). Par exemple, la construction automobile a augmenté de
566,5% en Chine par rapport à 2000, cela illustre bien l’essor
économique de la Chine.
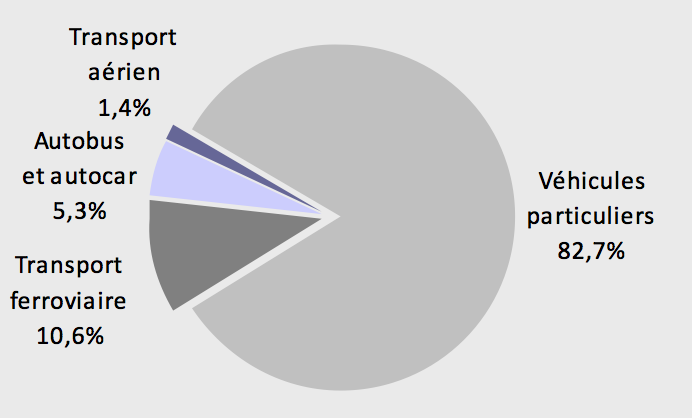
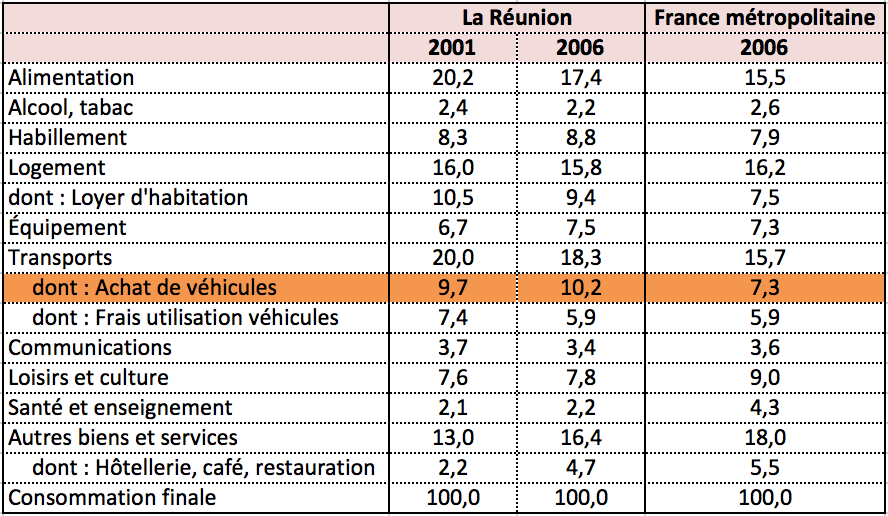
Au niveau du budget des ménages,
l’automobile représente une part importante. Par exemple, en
France, la voiture particulière est le principal moyen de
transport (Figure 3), la dépense pour l’automobile est toujours
une des dépenses les plus importantes (Figure 4).
Figure 3
: Structure du transport intérieur de voyageurs en France (% du
total des voy-km) [5]
Figure 4
: Structure des dépenses de consommation des ménages (en %) [6]
Malgré le choc de crise, la
consommation automobile représente la part la plus importante du
volume des crédits à la consommation dans les pays développés, et
l’économie commence à revivre depuis l’année 2014. En outre, dans
les pays émergents, le marché automobile continue à s’élargir, il
sera encore beaucoup plus important dans l'avenir. Selon une étude
KPMG, les BRIC représenteront 50% de la demande mondiale en 2018 [7], et même les nouveaux pays émergents
hors BRIC représenteront 20% du marché automobile mondial en 2020
[8].
•
Commercialisation – Marché très concurrentiel
Étant une étape indispensable,
avec une grande consommation, le marché de vente de véhicule
représente aussi un important secteur économique. Une quarantaine
de constructeurs automobiles font des efforts pour fabriquer ce
moyen de transport, dont le TOP 10 produit une quantité
significative (73% en 2012 [5]). Le marché
n’a pas cessé sa mondialisation depuis les années 80, les grands
constructeurs sont tous présents sur les cinq continents.
Ces grands constructeurs
(généraliste) couvrent tous une large majorité de segment pour
répondre à tous les besoins des clients. Pour choisir une
citadine, le client a un choix d’au moins une dizaine de modèles.
Et les standards de fabrication sont plus ou moins les mêmes quel
que soit le constructeur. La mondialisation existe aussi dans le
métier des achats ; les mêmes équipementiers fournissent leurs
produits aux constructeurs. La performance fonctionnelle est
peut-être différente entre différentes gammes, mais il n’y pas une
différence importante entre les différents constructeurs. Les
constructeurs doivent donc chercher et garder leurs styles, leur
image de marque, afin de se mettre en avant dans une exposition
automobile.
• Habitudes
d’achat – avisées
Par rapport à d’autres dépenses
importantes (ex. de logement, alimentaires) et d’autres moyens de
transport, l’achat d’une voiture est très individuel et avisé.
Étant un moyen qu’on utilise au quotidien, et un « symbole »
personnel que l’on peut montrer aux autres, la voiture peut
représenter le goût personnel, la personnalité, parfois la
position sociale.
Lorsqu’on choisit une voiture, la
plupart des gens vont commencer à recueillir des informations dans
les magazines, à la télé, demande l'avis des autres. La
démonstration physique est aussi indispensable, ils participent
donc aux expositions auto, comparent et examinent sérieusement les
voitures en regardant, touchant, conduisant, etc. Les détails sont
énormément grossis dans les yeux des consommateurs. Les premières
minutes donnent une impression qui influencera l’acte d’achat.
Dans ce marché important et très
concurrentiel, la perception de la qualité du produit doit
être de mieux en mieux appréhendée, définie et suivie afin
d’allier une qualité optimale (zéro défaut) et un style
attractif. Elle est devenue une grande problématique et est
fortement intégrée maintenant dans la stratégie des constructeurs.
La qualité perçue dans
l’automobile est étudiée sur la base de design multi sensoriel qui
est très important quand le consommateur découvre une voiture. :
C'est la maîtrise dans la conception et le développement, de tous
les aspects perçus d’un produit. Ceux qui sont maîtrisés* dans le
processus de perception d’un objet sont les sensations de l’être
humain (Figure 5). Globalement, la voiture doit montrer la prise
en compte des besoins du client final par le constructeur, en «
disant » implicitement qu’elle est bien pensée et bien faite
(définition proposée par PSA), pour faire sortir l’effet « Waouh
». Et généralement, cela se reflète dans les points de détails.
* Maîtrisés c’est-à-dire spécifiées, prédites, conçues,
provoquées, mesurées et garanties en qualité de conformité.
Plus précisément, la qualité
perçue dans l’automobile se repère souvent dans ces trois aspects
: le sentiment de solidité ; l’impression de sécurité ; et
l’attractivité du produit par son style et son ergonomie.
Par exemple, une automobile peut être évaluée selon le bruit quand
on claque des portières ; les plastiques de planche de bord ; le
cuir du siège, et sa conformabilité ; etc.
Figure 7
: quelques éléments contribuent à la performance qualité perçue
[11]
Au regard de la petite analyse
ci-dessus, c’est évidant que l’habitacle est un élément
fondamental dans l’évaluation de la qualité perçue, il est
l’espace le plus important, et est l’interface entre l’utilisateur
et son véhicule. Son concept, son style, sa facilité de
manipulation, etc. sont des points majeurs, même les défauts
attirent plus de critiques par rapport aux autres zones. Les
études présentées dans ce document concerneront uniquement
l’intérieur des voitures.
Rendre les produits plus
attractifs et plus compétitifs, renforcer la reconnaissance de
l’image de l’entreprise pour les constructeurs et les clients
finaux avec l’aide d’un processus optimisé de l'amélioration de la
qualité perçue.
Les objectifs
Bien comprendre les périmètres et les attentes en termes de
la qualité perçue
Identifier tous les acteurs concernés et les outils
existants
Clarifier et optimiser éventuellement le processus de
qualité perçue
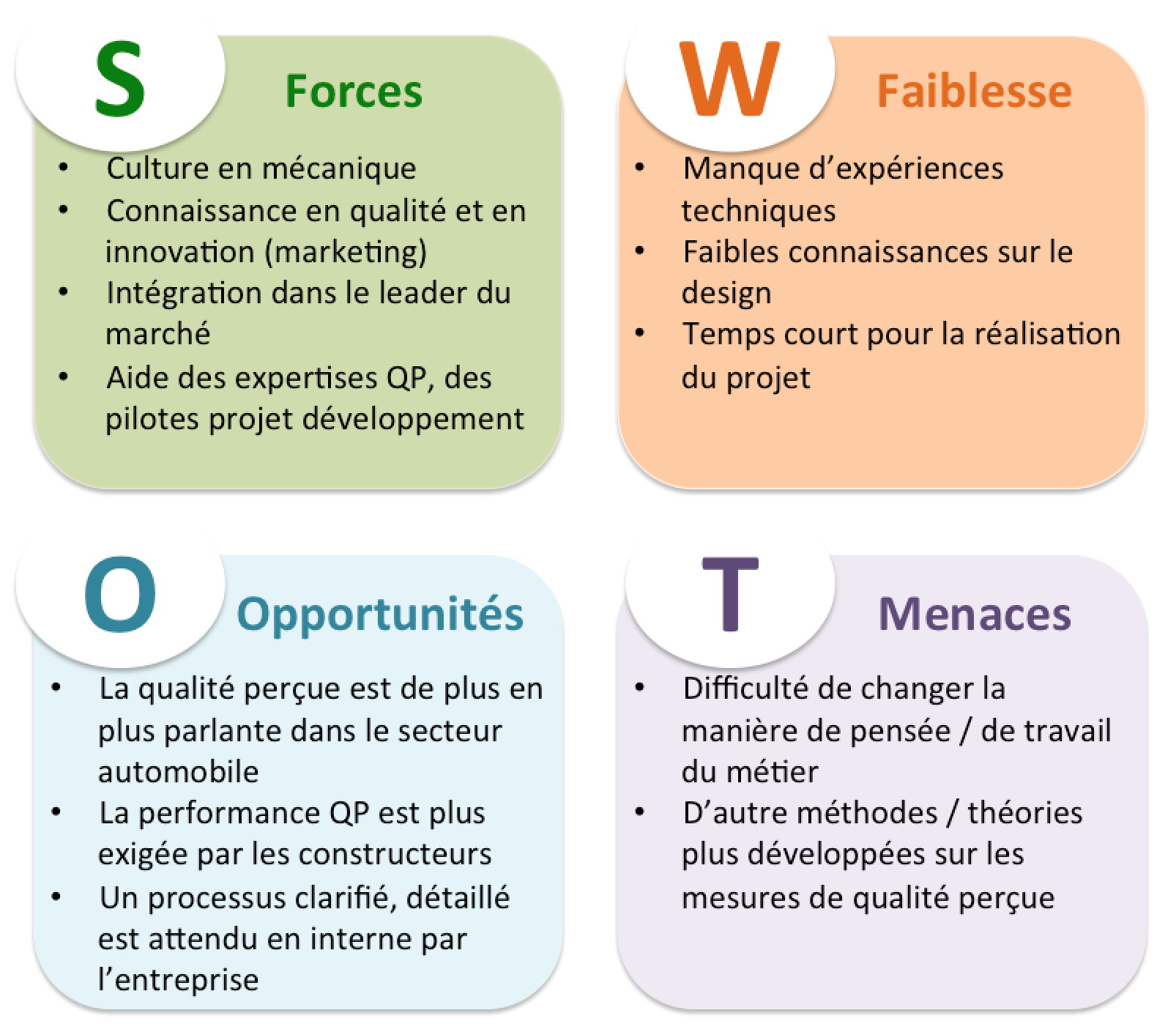
1.3.3 SWOT
du projet
Afin de mieux se positionner et
prévenir les risques potentiels, une analyse SWOT a été faite pour
le projet (Figure 9). La matrice SWOT me permets de connaître mes
forces et mes faiblesses, les opportunités et les menaces
auxquelles je fais face.
La définition de la méthode
synthétique donnée par le CNRTL est « Méthode qui consiste à
construire la représentation par un progrès de thèses, antithèses
et synthèses ». « C’est à dire qu’on passe des éléments
constitutifs à l’ensemble qui les regroupe » résumé par Mathieu
Guidère, un professeur des universités. Le chercheur doit
commencer par rassembler les éléments de connaissance concernant
un objet d’étude pour en présenter un ensemble structuré et
cohérent.
En interne de l’entreprise, les
activités QP sont bien développées et suivies, mais il manque un
processus explicite et documenté pour donner une vue d’ensemble et
planifier les activités. Donc, pour atteindre les objectifs
définis, j’ai choisi la méthode synthétique. Il s’agit d’observer
d’abord toutes les activités liées au contrôle de la qualité
perçue, et construire ensuite un système QP synthétisé et
structuré.
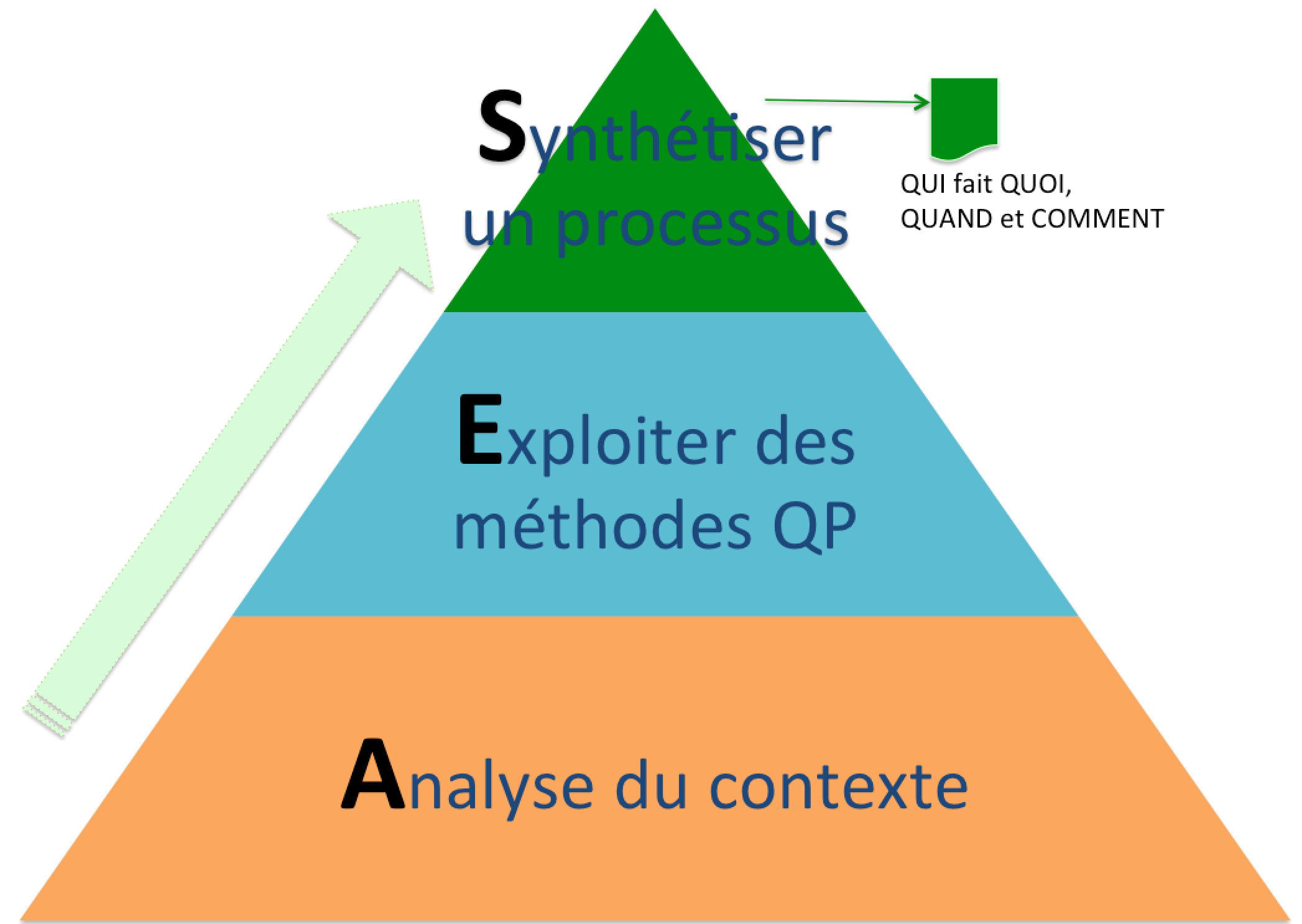
En adaptant au contexte de
l’étude, j’ai appliqué cette méthode en trois étapes AES :
Figure
10 : méthode AES développé pour le projet [11]
L’avantage de cette méthode est
de bien connaître l’objet de l'étude, et d'intégrer les
connaissances théoriques et les retours expérimentaux dans le
processus final. L’inconvénient est que du fait du temps consommé
pour les deux premières étapes, cela sera difficile de
poursuivre une amélioration continue pendant la courte durée de
stage.
Les activités sont faites au sein
d’un site du système intérieur de Faurecia (FIS), dans le
département R&D en suivant un projet de développement. Étant
le leader mondial dans le domaine du système intérieur, le
savoir-faire de Faurecia couvre tous les segments du marché et
assure un excellent rapport coût-performance.
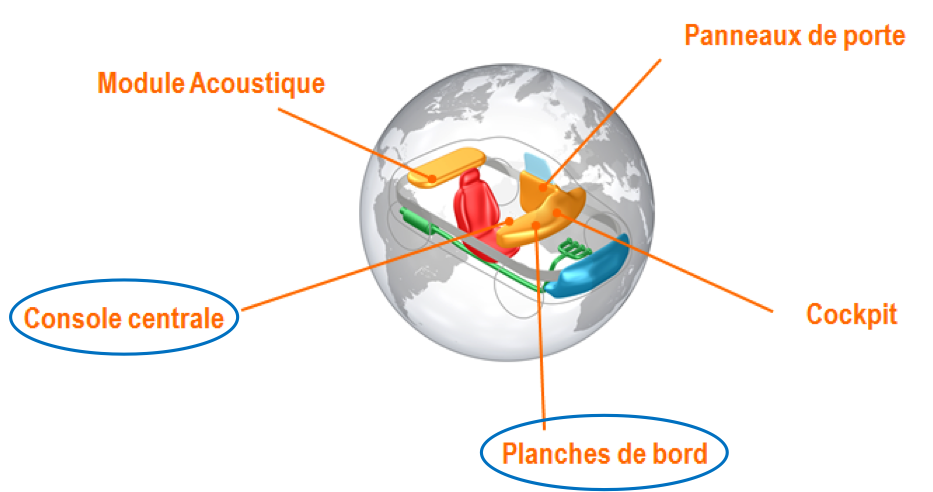
Le système intérieur
Les activités de FIS se divisent
en 5 lignes de produit, et l’étude est menée sur la planche de
bord et la console centrale (Figure 11).
Figure
11 : Cinq lignes de produit de FAURECIA INTERIOR SYSTEM [11][12]
La planche de bord et la console
centrale constituent la principale interface entre la voiture et
le conducteur. Cet espace individuel dont la technologie
essentielle est l’injection, peut aussi être personnalisé via des
styles dynamiques et une multitude de technologies de décoration.
Mais cela signifie aussi que la complexité entre les différentes
fonctions et l’esthétique demandent de bonnes compétences métier,
et nécessite des compromis entre de différents contraintes.
Le système de management de
projet
Tous les nouveaux produits de FIS
sont développés en mode projet, et ces projets sont standardisés
par une méthode en management de projet de Faurecia, de
l’intervention au choix de fournisseur du client jusqu’à
l’industrialisation : le PMS – Programme Management System. Selon
le PMS, un projet est structuré par cinq phases :
Acquisition : de l’appel d’offre à la nomination par le
client, pendant cette phase, Faurecia fait une pré-étude du
produit et communique avec le client sur le design et la
conception ;
Développement du produit et du processus : Faurecia
développe les produits en numérique et fait
l’industrialisation en parallèle, cette phase se termine par
la validation de la conception numérique par le client et le
lancement des outillages ;
Préparation de la production : durant cette phase de mise au
point, Faurecia réalise des pièces réelles afin de valider les
outillages et le processus. En suite, il faut organiser
l’implantation de la ligne de production ;
Lancement : cette phase commence par la validation du
produit et du processus, en suite, l’usine augmente au fur et
à mesure la quantité de production ;
Production : il s’agit de la production de la série
complète.
L’étude présentée ici est réalisée
principalement durant la phase 2 du projet, dans laquelle la
qualité perçue est un point important à évaluer régulièrement et
intégrant dans les critères de validation.
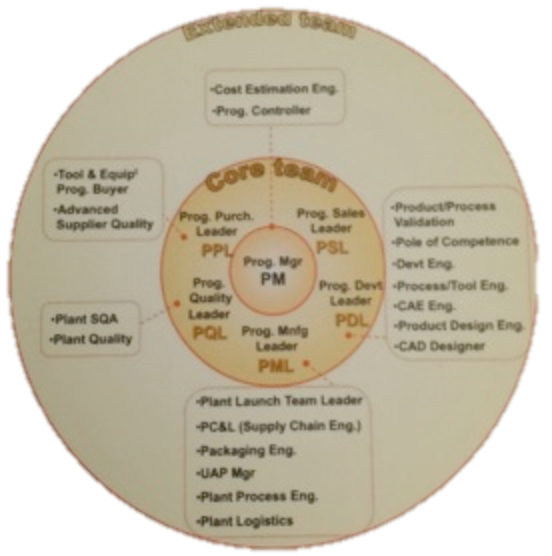
Pour chaque projet, de la phase 2
à la phase 4, il y a une équipe de projet dédiée qui se constitue
par des fonctions (Figure 13) :
Programme manager
Ingénierie développement (conception, numérisation, etc.)
Commerciale
Achat
Qualité
Manufacturing
Figure
13 : Constitution de l’équipe projet selon le PMS [12]
2.2.2
La qualité perçue de FAURECIA INTERIOR SYSTEMS (FIS)
Les engagements QP de FIS
« La voiture est de plus en plus
envisagée comme un véritable espace de vie. L’utilisateur du
véhicule veut un intérieur qui lui ressemble. Le confort et le
style doivent être pensés sur-mesure pour offrir une expérience de
route et de conduite propre à chacun. » - Présentation du système
intérieur sur le site officiel de Faurecia.
Selon le mode de fonctionnement
entre le client (constructeur) et Faurecia, la responsabilité
d’assurer la qualité perçue est partagée entre les deux. Le client
s’occupe du design en définissant les styles, les formes, les
technologies afin de donner l’impression de « bien pensée » ;
Faurecia s’engage au développement, en assurant une bonne
réalisation du produit pour obtenir le sentiment de « bien fait ».
Depuis la création d’une équipe Qualité Perçue au sein du
département Industrial design pour le R&D depuis 2006, FIS a
développé des compétences dans ce domaine, reconnues et appréciées
par ses clients.
La définition de la Qualité
Perçue Faurecia, en se focalisant sur le niveau de satisfaction de
la première perception, correspond à la définition européenne de
la qualité perçue. Cela est bien montré par le slogan choisi,
prononcée par John W. Werikert « You never get a second
chance to make a first impression », la première impression prend
une place très importante dans la prise de décision.
L’appréciation d’une voiture lors du premier contact a été
caractérisée par les critères ci-dessous, étendu par rapport aux
quatre sentiments du design sensoriel :
L’impression générale suscitée par la voiture
Le visuel
Le toucher
L’acoustique
L’ergonomie
La qualité des interfaces entre les parties du véhicule
Par exemple, au niveau du visuel,
un jeu important ou un jeu irrégulier dans la jonction de deux
pièces donne une impression que la pièce est mal fixée ; une
planche de bord moussée apparait plus luxueuse qu’une planche de
bord en plastique injectée ; l’accessibilité aisée aux différentes
zones fonctionnelles témoigne aux yeux des clients du temps
consacré par les développeurs pour réaliser le meilleur produit
possible.
Les acteurs QP
Il y a deux contraintes à prendre
en compte pour la QP, la faisabilité technique et le coût. Il faut
donc trouver un bon compromis entre ces trois axes : QP,
technologie, coût, les actions n’impactent pas donc que l’équipe
QP, les principaux acteurs impliqués sont :
le département design comprenant l’équipe QP qui juge la
performance QP et propose des améliorations ;
l’ingénierie dont l’équipe projet en développement et les
experts techniques peuvent confirmer la faisabilité et estimer
le coût ;
le client qui fait la décision finale sur le niveau de
performance QP et les ressources consommées.
En interne, grâce aux efforts de
l’équipe, le mot « Qualité Perçue » est retenu par tous ces
métiers concernés : designer, développeur, ingénieur, qualiticien,
etc., les travaux de l’assurance qualité perçue sont maintenus par
les différents acteurs tout au long d’un projet en développement
d’un nouveau produit, de l’acquisition à la production.
Comme présenté précédemment, le
stage est fait pendant la phase 2 du projet : développement du
produit et du processus. Pendant cette phase, le produit est
développé en numérique, l’évaluation de la qualité perçue
est un sujet qui réunit régulièrement les différents acteurs et
alimente un plan d’actions d’amélioration.
J’ai participé aux outils
principaux d’évaluation de la perception de la qualité : une
revue sur les données numérique par des moyens de rendu réaliste,
et une revue sur les maquettes de frittage de poudre.
2.3.1
Revue numérique
Il y a deux sources de données
numériques, l’une est le client (le constructeur) qui offre le
design du produit dit « plan de forme » ; l’autre est l’équipe
projet de FIS qui réalise des CAD selon le plan de forme.
Lorsqu’il y a une nouvelle définition d’une des deux données, une
revue de qualité perçue sera mise en œuvre. Les revues font partie
d’une démarche d’amélioration continue.
Pilote : spécialiste QP
Moyen matériel : logiciel rendu réaliste
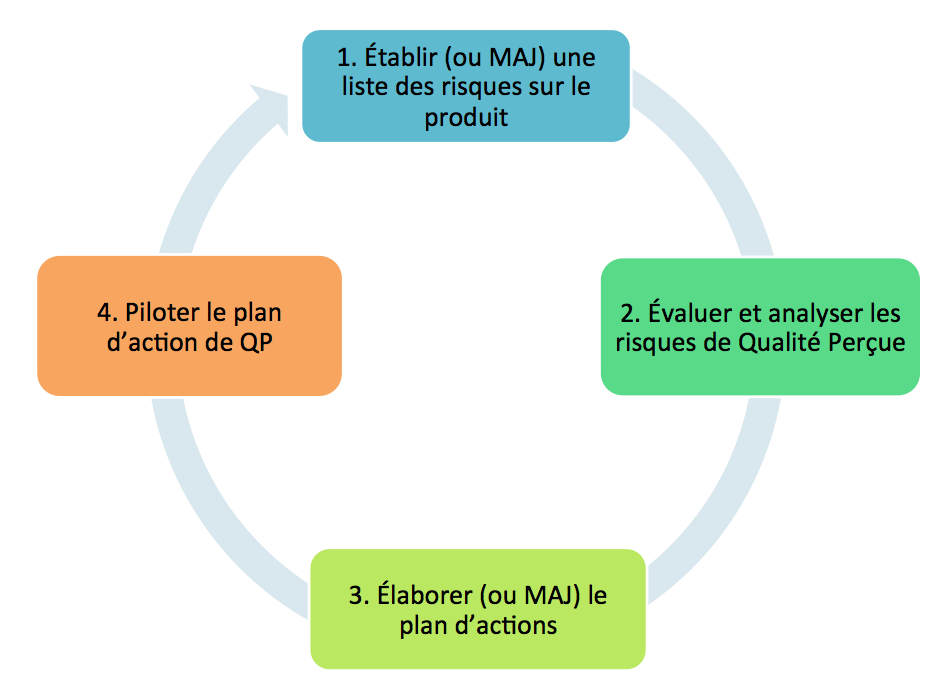
Processus :
Figure
14 : processus de la revue QP numérique [11]
1. Création d’une liste des
risques sur le produit
Lors de la première revue qualité
perçue pour un projet, c’est à dire sur un nouveau produit, une
liste résumant tous les risques potentiels QP est établie. Elle
peut se réaliser dès la phase d’acquisition, sur le premier plan
de forme du client.
Cette évaluation faite par FIS
est généralement basée sur la performance des jonctions entre les
pièces, et de l’intégration des technologies. Il s’agit des
jeux et des affleurements « anormaux », la visibilité de la
structure, l’esthétique, etc. Cela est réalisé notamment via un
logiciel rendu réaliste Patchwork3D de la société Lumiscaphe®, qui
permet d’appliquer les matériaux, de créer un environnement
naturel et des effets lumineux selon les CAD numériques (figure
15), afin d’examiner la globalité du système et tous les détails
de conception.
Figure
15 : exemples des rendus temps-réel de Patchwork3D
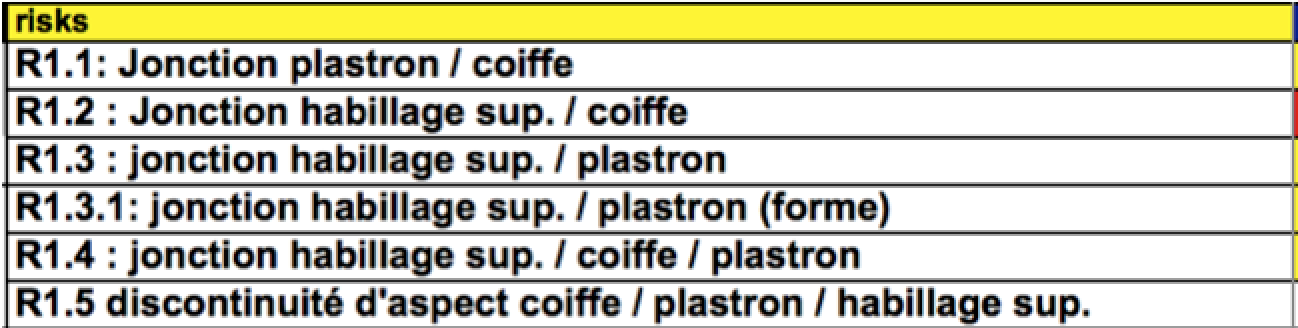
Pendant cette étape, les risques
listés sont les zones visibles où il apparaîtra peut-être les
problèmes de qualité perçue (Figure 16). Et cette liste sera aussi
mise à jour en suivant toutes les modifications.
Figure
16 : extrait de la liste des risques QP du projet [11]
2. Évaluation
et analyse des risques QP
Cette étape est le corps de la
revue QP réalisé par un membre de l’équipe QP, d’abord, une
évaluation est faite pour tous les risques, elle comprend
deux éléments principaux :
Figure
17 : l’évaluation des risques de la revue QP numérique [12]
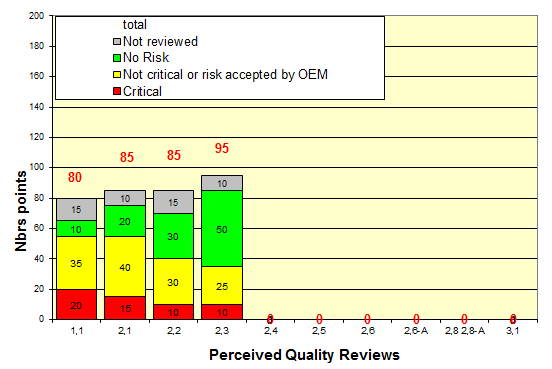
Échelle qualité perçue
Une échelle de trois niveaux est
choisie pour l’évaluation des risques : vert (pas de risque ou
problème résolu) ; jaune (risque mineur ou accepté par le client)
; rouge (risque très critique), et c’est gris quand le risque
n’est pas revu, ou il manque des informations. Un bilan sous forme
graphique résume historiquement tous les résultats des revues.
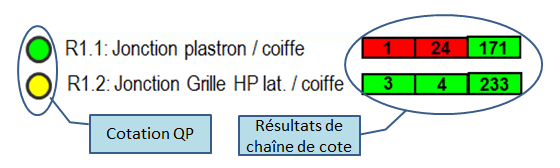
En terme de risques de jeux et
d’affleurement, des résultats de convergence géométrique sont
consultés pour alimenter les évaluations. Ces résultats sont
donnés sur les valeurs des chaînes de cotes*, par rapport aux
critères du client. Donc, associer ces chaînes de cote concernées
permet d’expliquer la performance QP via des résultats techniques,
objectifs. Mais ils ne sont pas toujours cohérents, deux exemples
typiques (Figure 19), pour une jonction où on considère qu’il n’y
pas de risque en visuel, il peut y avoir des chaînes de cote en
rouges ; de même pour une jonction dont toutes les chaînes de cote
sont vertes, la cotation QP peut rester en jaune pour rappeler
qu'une vérification doit être faite sur les pièces physiques.
Donc, la qualité perçue peut définir la priorité pour les
problèmes géométriques à traiter.
* Chaîne de cote : cotation
fonctionnelle, qui a pour but de définir les dimensions et les
positions relatives des surfaces d’une pièce, ainsi que les
variations possibles (les tolérances maximales et minimales).
Figure
19 : extrait de la présentation des risques QP [11]
S’il reste des points
rouges lors du lancement des outillages, et que la convergence
avec le client apparait difficile, un contrat spécifique de mise
au point peut être envisagé qui nécessite un accord financier.
Après les cotations des risques,
une étude plus profonde sur la conception sera menée, notamment
pour les points rouges et les points jaunes, pour connaître les
causes et proposer des idées d’amélioration. Les causes peuvent
être le manque de fixation, un mauvais traitement de finition, une
erreur de définition de CAD, ou un style qui est difficile à
réaliser, etc.
3. Création ou mise à jour
du plan d’action QP
Suite aux analyses faites, un
plan d’action doit être établi, il faut donc réunir l’équipe
projet (l’ingénierie) pour vérifier les conclusions obtenues, la
faisabilité des propositions et rassembler d’autres actions de
correction possibles. Les propositions d’amélioration sont de deux
types, soit sur la technique, soit sur le design. Celles
techniques seront exploitées par l’équipe projet, les ingénieurs
peuvent aussi solliciter l’aide des experts du PoC (Pole of
Competence) ; celles sur les styles, sont généralement complétées
par le service du design de FIS, et puis présentées au
client via la revue design hebdomadaire entre les développeurs FIS
et le client ou par la revue mensuelle de QP.
Cette revue QP est organisée par
le client pour connaître le statut de QP du produit, elle se
compose de la présentation des risques et des actions en cours,
ainsi que des échanges sur le design. Les décisions de la revue
sont aussi intégrées dans le plan d’action QP.
4. Pilotage du plan d’action
QP
Le pilote du plan d’action est le
développeur du produit de l’équipe projet, qui s’occupe des
modifications de conception et des intégrations des nouveaux
styles.
Cette revue régulière suit la
performance de QP en prenant en compte des évolutions du produit,
permettant de prévenir les risques au plus tôt possible, et
d’avancer les actions de modification. Car les modifications
deviennent toujours beaucoup plus chères et plus compliqués avec
l’avancement du projet. Ces résultats font aussi part des critères
de validation de conception numérique, l’objectif est de faire
disparaître tous les points rouges lors du jalon à la fin de phase
2 avant le lancement des outillages.
Un autre suivi la qualité perçue
est fait sur les pièces, en utilisant un document qui synthétise
ces évaluations des risques sur les maquettes (frittages en
poudre) pendant la phase 2, ou sur les pièces réelles pendant la
phase 3. Il peut tracer les évolutions jusqu’à la production; ce
document partagé et suivi par le client. Son élaboration vient
après la réalisation du premier frittage, et les mises à jour sont
assurées selon les évaluations suivantes.
Pilote : pilote qualité du programme
Processus : ce processus est aussi une démarche amélioration
continue comme la revue numérique, sauf qu’il y a un document
formel à servir.
1. Coter les risques QP sur
la maquette (ou la pièce réelle)
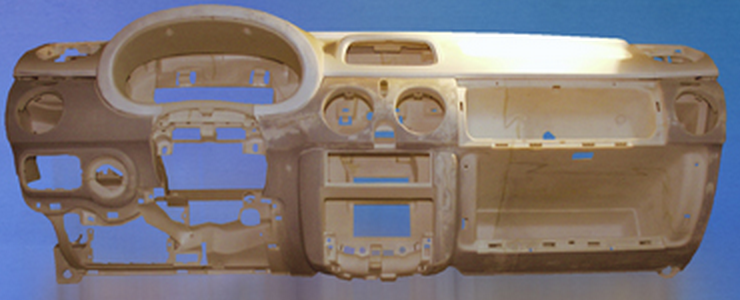
La maquette est un frittage de
poudre (Figure 20), via la technologie d’impression 3D, qui permet
de fabriquer des prototypes fonctionnels sans aucun outillage. Il
peut bien montrer les styles, les structures et le mécanisme. Sur
la maquette, on vérifie des défauts visuellement, ce sont plutôt
les finitions des pièces, les interfaces des pièces, etc. mais les
défauts identifiables sur le frittage sont limités.
Sur les pièces réelles, la
plupart des défauts QP peuvent être identifiés, sauf que certains
designs ergonomiques doivent être vérifiés sur le véhicule. Il
s’agit donc de vérifier tout d’abord tous les problèmes rencontrés
pendant les revues numériques, et ensuite d’analyser les risques
non traités précédemment. Les revues QP de la phase 3 font partie
de la dernière validation du produit. L’objectif est d’éliminer
tous les points rouges avant la mise en production de la série.
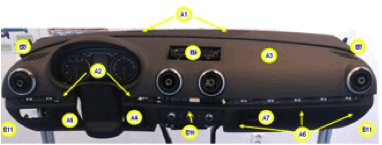
Figure
21: exemple des risques identifiés sur une planche de bord [12]
Étant un document partagé avec le
client, l’échelle de cotation prise est celle utilisée chez le
client, elle est donc différente selon les différents
constructeurs.
Par exemple, pour Renault, ils
utilisent une méthode d’évaluation – l’AVES (Alliance Vehicle
Evaluation Standards). Ce processus permet d’assurer une maîtrise
de la qualité dès les premières étapes de conception et de
développement d’un véhicule, et des critères sans cesse plus
exigeant et proches des attentes clients sont appliquées pour
l’ensemble des métiers.[9] Le résultat
AVES consiste à trois niveaux : V1, la zone des refus ; V2, la
zone critique ; V3, la zone des contrats.
Cette évaluation est organisée
par le pilote qualité de l’équipe projet, il réunit le spécialiste
QP, les ingénieurs de développement afin d’obtenir des résultats
plus objectifs. Mais elle est aussi faite par le client, sur
l’ensemble de la voiture, en utilisant la même méthode.
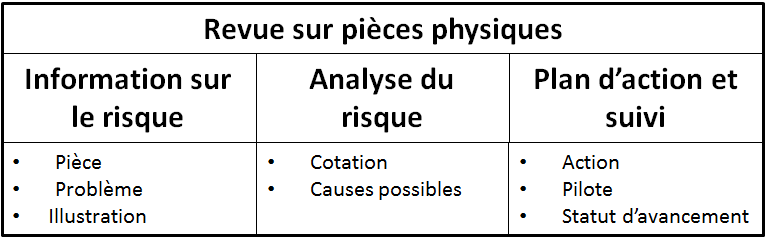
2. Remplir le document et
suivre le plan d’action
Dans le document (Figure 22), il
y a trois parties importantes, la première précise les
informations du risque, la deuxième décrit les résultats AVES et
analyse des causes possibles ; la troisième est servie pour
montrer les actions et les suivre.
Les actions déterminées sont
régulièrement revues par le pilote qualité, et les performances ne
seront pas modifiées jusqu’à la prochaine revue sur pièce.
Les deux types de revue se
complètent sur les résultats, et assurent un suivi continu tout au
long du développement du produit. Elles permettent de faire des
analyses exhaustives en rassemblant tous les détails et de
caractériser concrètement les défauts QP qui sont généralement
perçus subjectifs.
À part ces deux revues sur la
globalité, il y a aussi d’autres outils spécifiques qui suivent un
ou plusieurs aspects de la qualité perçue.
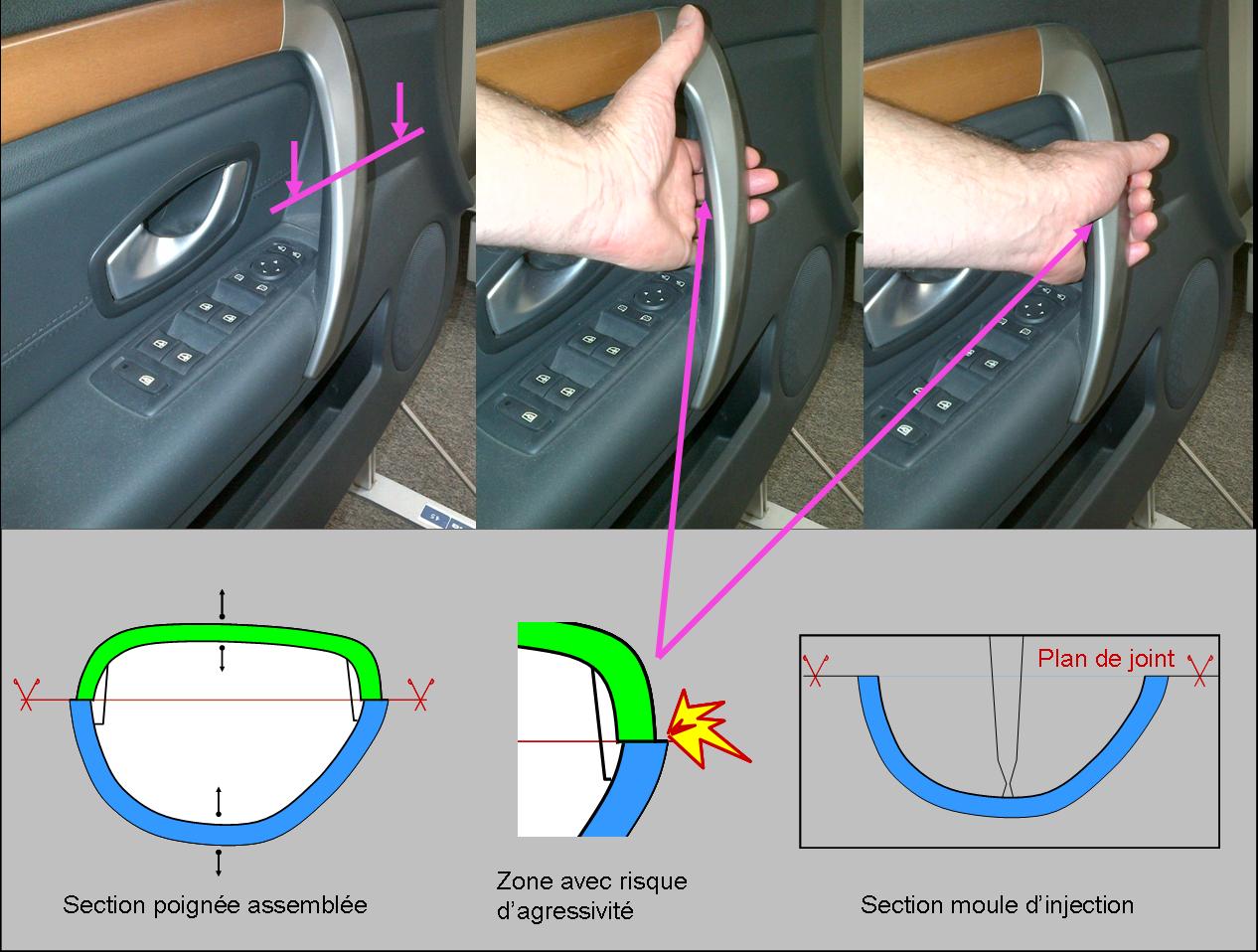
Check-list des plans de joint
Un plan de joint sur un moule
d’injection est là où deux ou plusieurs parties se rencontrent, la
matière de remplissage dans cette zone peut présenter un décalage
et/ou une bavure. Si les plans de joint sont mal positionnés, par
exemple, à une jonction de deux pièces, il apparaîtra donc des
défauts visuels voir agressifs sur l’apparence du produit.
Figure
23 : Exemple d’un risque d’agressivité causé par le plan de
joint [11]
Car ce genre de défaut est
rarement représenté sur les CAD numériques, on a donc besoin d’une
autre analyse pour traiter tous les plans de joint dans les zones
visibles ou contactables. J’ai donc élaboré une check-list qui
résume tous les plans de joint impactant la qualité perçue.
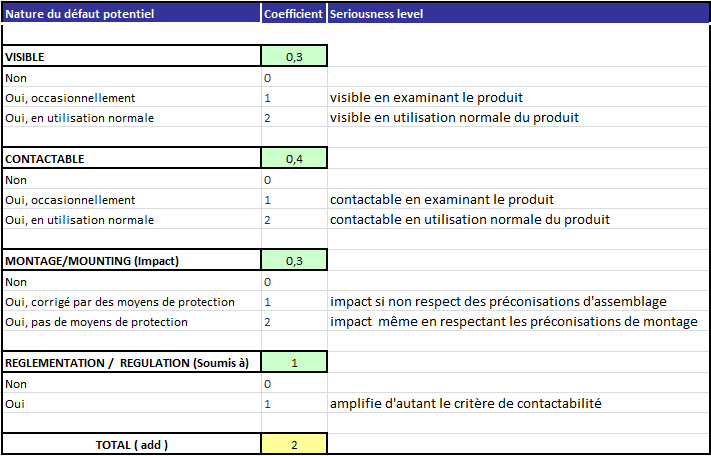
Une grille d’évaluation de la
gravité est définie selon quatre éléments (figure 24), qui sont
quatre types de défaut : le visuel, le toucher, l’impact montage,
la réglementation. La note à choisir par l’évaluateur est de 0 à
2, et les coefficients sont automatiquement pris en compte lors du
calcul de la note totale.
Figure
24 : Grille d’évaluation des plans de joint [12]
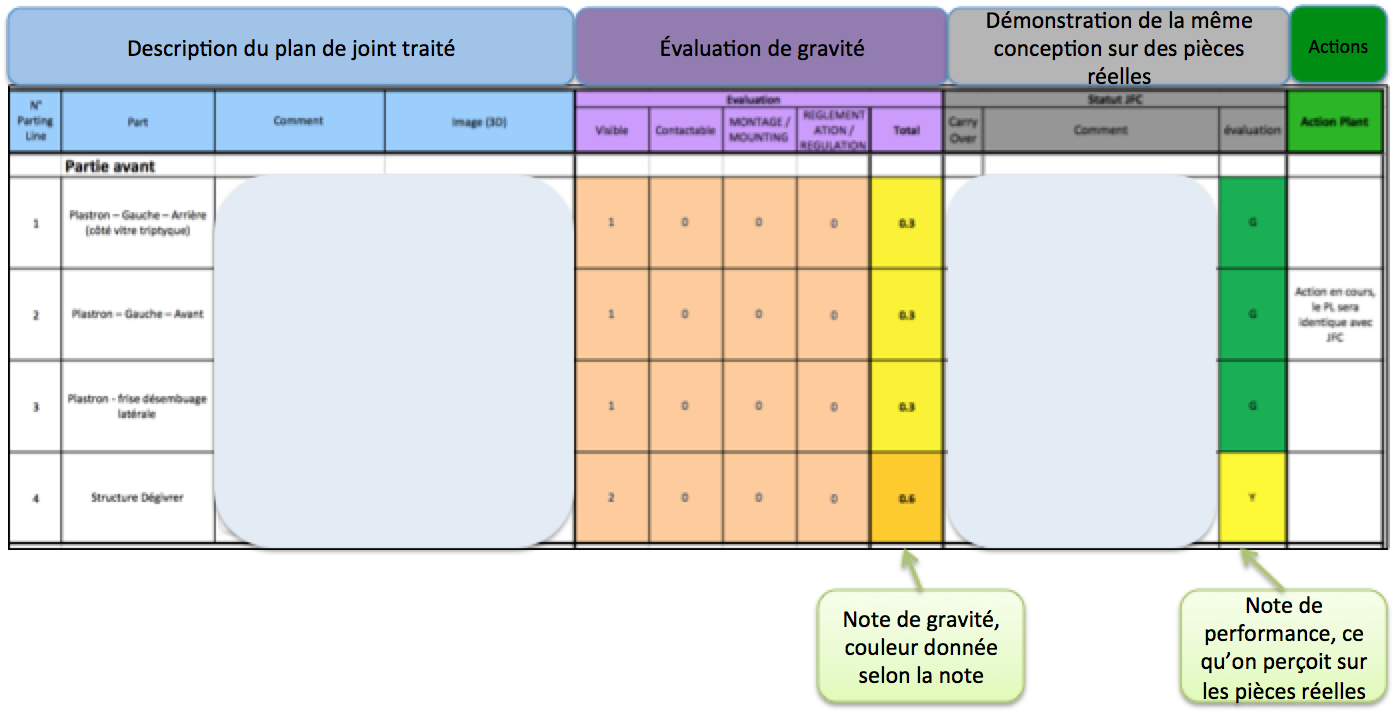
Cette check-list comprend quatre
parties permettant d’offrir toutes les informations concernées et
d’offrir une base de suivi (figure 25) :
La description du plan de joint, et sa position illustrées par
des images ;
L’évaluation de gravité, en prenant la grille ci-dessus, des
couleurs (rouge / orange foncé / orange clair / jaune) sont
données selon la note totale ;
La démonstration sur des pièces réelles, il
s’agit d’une évaluation de la performance des pièces réelles,
sur lesquelles la même conception (le même positionnement du
plan de joint) a été appliquée, car notre projet a repris
certaines pièces d’un autre projet qui est déjà au début de la
phase 4, nous avons donc des pièces référentes pour faire
cette analyse ;
Action, la zone sert à suivre les actions
mises en œuvre.
Figure
25 : Extrait de la check-list des plans de joint [11]
Avec cette check-list, on peut
prévoir les risques et y réagir pendant le développement numérique
au lieu de corriger ces défauts en modifiant les moules. Car une
fois que les moules sont réalisés, toutes les modifications
coûteront beaucoup plus du temps et d’argent. Et s’ils ne sont pas
traités à cause du manque du temps à la fin, ces détails seront
très critiqués par des consommateurs.
Contrôle de la conformité des pièces
Le contrôle de la conformité des
pièces est une étape QP indispensable pendant la phase 3, après
l’injection des premières pièces, sur toutes les pièces visibles.
Il s’agit d’un contrôle de la couleur, de la brillance, des
défauts d’injection et de la géométrie. A ce stade, les
modifications sont plutôt faites sur le processus ou sur les
outillages.
Couleur et brillance
Via des recherches faites sur la
qualité perçue, l’harmonisation couleur et brillance de
l’intérieur est considérée comme un élément très important pour
juger la qualité d’un véhicule [10]. Des
règles qualitatives sont appliquées pour le design, pour avoir une
meilleure performance, les constructeurs donnent donc des
tolérances très étroites aux fournisseurs.
Après la définition de la couleur
et de la brillance par les designers, leurs performances finales
dépendent de la réalisation, c’est à dire la qualité de la matière
première, le processus de production, etc. Pour atteindre ces
exigences, après la réalisation des pièces, la couleur et la
brillance sont mesurées strictement par des instruments
spécifiques. Ces instruments donnent des valeurs très précises (le
spectre en nm pour la couleur, l’unité brillance en UB pour la
brillance) avec de petites erreurs. Chaque constructeur a sa
propre procédure de mesure, avec des exigences, des
expressions de résultat différents.
Vu que les pièces sont injectées,
à part des défauts comme les retassures, qui sont complètement
interdits, il y a aussi des défauts qui sont inévitables. Des
évaluations sont faites sur les pièces pour voir que si les
défauts présents sont acceptables et décider s’il faut des
modifications sur le processus.
Géométrie
La performance géométrique (le
dimensionnement) concerne la qualité fonctionnelle mais aussi la
qualité perçue, elle est mesurée sur toutes les pièces. Pour la
qualité perçue, elle peut expliquer des défauts visibles en
offrant des valeurs précises et donner des pistes pour
l’amélioration.
Après avoir acquis plus de
connaissances sur la qualité perçue grâce à l’exploitation des
méthodes QP, j’ai pu synthétiser le processus complet du contrôle
QP en communiquant avec les différents métiers.
Comme la recherche de la
performance de qualité perçue se base sur trois axes importants :
le design (style), la faisabilité (technologie), et le coût
consommé. Les activités sont donc pilotées par les trois acteurs
mentionnés précédemment, en s’adaptant au PMS, le processus peut
être décrit comme ci-dessous:
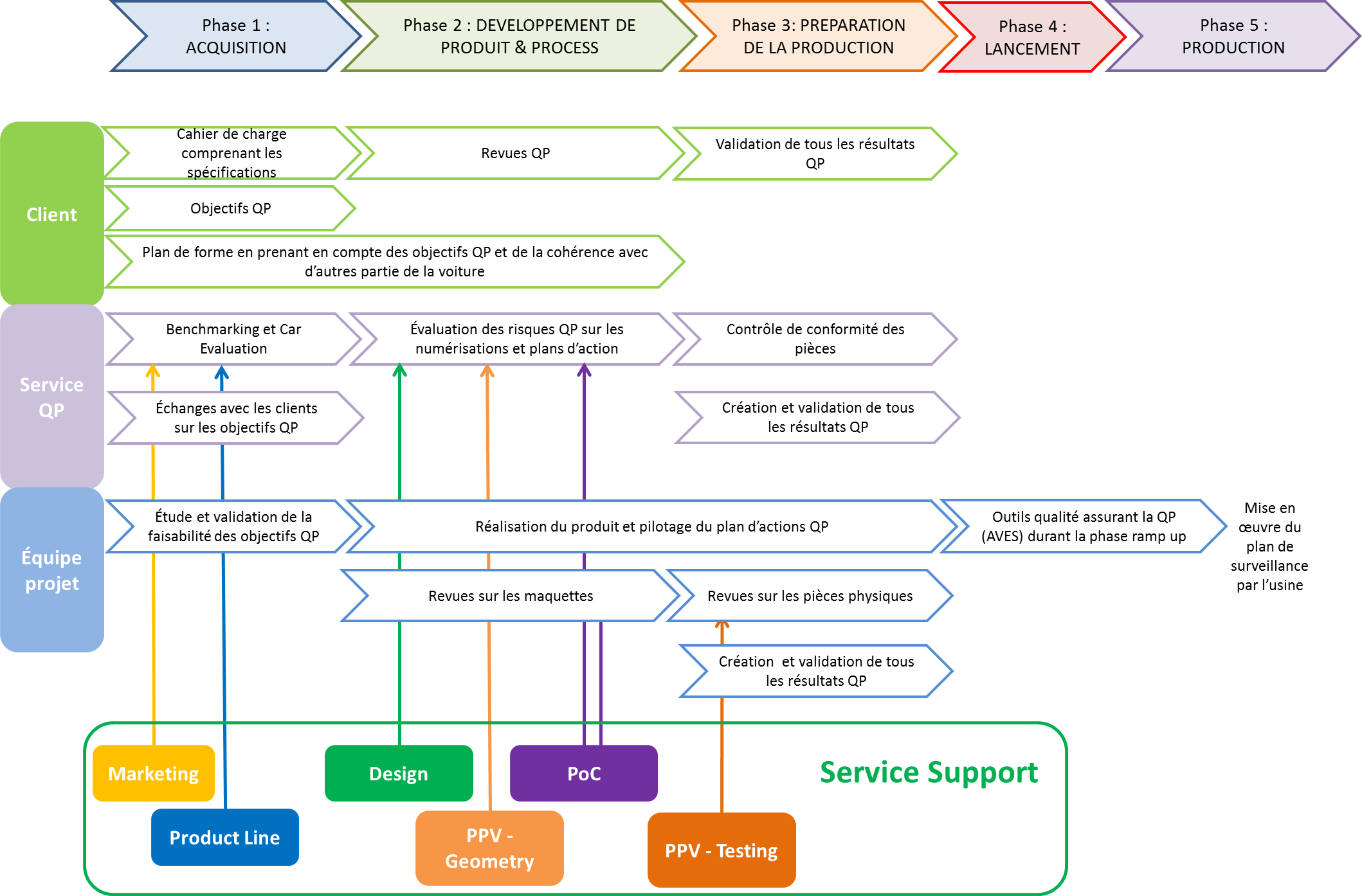
Figure
27 : les activités QP intégrées dans le PMS [11]
Le client
Le client détermine les objectifs
QP dans le cahier des charges, il fait évoluer le design selon les
retours QP et assure un bon niveau esthétique. Il décide aussi de
la diversité du produit, et valide le choix des technologies
employées dans le respect des objectifs économiques.
Le service QP
Pendant la phase d’Acquisition,
le service QP fait du benchmarking « Car Evaluation », il s’agit
d’une enquête d’évaluation QP sur les voitures d’un segment donné.
L’enquête est réalisée par un panel d’environ 10 personnes de
toute origine, qui doit répondre à un questionnaire de 40
questions catégorisées selon les six composants sensoriels de la
qualité perçue Faurecia. Cela permet de mettre en lumière les
éléments préférés et les éléments critiqués par les consommateurs
afin d’offrir des arguments pour alimenter les échanges avec le
client sur les objectifs de qualité perçue. Ensuite, l’équipe QP
intervient dans le projet pour faire valider les numérisations,
les pièces, et les produits complets.
L’équipe projet
Étant l’acteur essentiel du
développement, l’équipe projet pilote et suit toutes les actions
QP déterminées en assurant la faisabilité technique. Elle est
aussi le coordinateur interne et externe pour confirmer la
justesse des informations (ex. celles offertes aux revues) et les
échanges des informations (ex. entre le client et l’équipe QP).
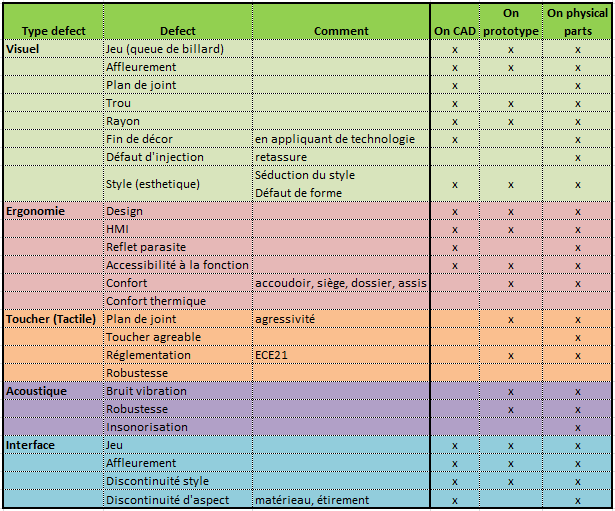
À part ce processus QP adapté au
PMS, une autre liste des défauts a été élaborée, qui synthétise
les principaux défauts sous cinq catégories et les moyens de les
contrôler. Cela offre une référence pour les pilotes des revues,
et aide les personnels moins expérimentés. Mais les expériences
sont toujours indispensables, par exemple, les analyses des
risques de toucher et d’acoustique sur les données numériques.
Pour répondre à la problématique
de l’étude, comment mesurer efficacement et améliorer la
performance de la qualité perçue d’un nouveau produit :
l’intérieur de la voiture, j’ai sorti quelques facteurs clés selon
les travaux QP exploités et des réflexions personnelles.
Du subjectif à l’objectif
L’appréciation d’une voiture est
souvent considérée très subjective et dépend des différentes
personnes, mais en faite, on peut quand même trouver des éléments
objectifs qui influencent fortement les avis des consommateurs.
Par exemple, des règles du design ; des styles préférés par la
clientèle ; des critères techniques (contrôle du jeu, de
l’affleurement, etc.). De bons indicateurs objectifs favoriseront
la mesure et le contrôle. Donc, avant d’attaquer la qualité perçue
d’un nouveau produit, il faut faire d’abord une étude sur les
propriétés du produit, les préférences des acheteurs et rassembler
les retours d’expériences des produits similaires.
Enquête d’appréciation
Lors de la recherche des
indicateurs permettant de mesurer objectivement la qualité perçue,
il apparait que ceux sur la technique sont plus évidents à
déterminer en communiquant avec les métiers d’ingénierie, mais que
ceux sur le style, les matières, les couleurs, etc. sont beaucoup
plus implicites. Et via l’enquête d’appréciation on peut recevoir
des avis du public et connaître leurs sentiments implicites sur
les différents objets. Il faut donc bien formuler les questions
visant à trouver les éléments qui satisferont le plus des
consommateurs et y ajouter des questions ouvertes (Est-ce que vous
êtes satisfait sur les matériaux choisis ? Si non, lesquels vous
empêchent ?). Pour l’analyse, on doit identifier les facteurs qui
distinguent les objets et les associer aux notes obtenues afin de
raisonner sur la popularité de certains produits.
Amélioration continue
Après la détermination des
indicateurs, il faut bien définir les objectifs QP pour attirer
l’attention du public au moment de l’entrée sur le marché, il sera
trop tard pour corriger le produit une fois qu’il sera sur le
marché. La mise en œuvre des démarches d’amélioration continue
durant le développement peut aider à atteindre ces objectifs. Qui
permet aussi de suivre les évolutions, de modifier immédiatement
la conception et d’obtenir une meilleure performance avec de
moindres dépenses.
Le plus important dans la boucle
d’amélioration continue est le plan d’actions. S’il n’est pas bien
suivi, les revues sont vaines, et on perdra peut être du temps et
de l’argent dans les phases qui suivent. Pour assurer le pilotage
du plan d’actions, il faut donc faire intervenir le client (ou la
direction) et intégrer la QP dans les critères de validation.
Gestion de la communication
La communication est un levier
indispensable pour piloter le sujet QP, et une bonne communication
peut augmenter beaucoup l’efficacité. Cela comprend les échanges
entre les métiers en interne et aussi avec le client en externe.
En interne, l’équipe QP est
l’interface entre les designers et les ingénieurs, elle
capitalise des informations des différentes visions et propose des
pistes d’amélioration faisables. Face à l’équipe projet, l’équipe
QP doit bien connaître le produit, son style, son segment, et
confirmer la validité des données à analyser auprès des
ingénieurs, ainsi qu’offrir des résultats d’analyse objectifs.
Quand l’interlocuteur est un designer, il faut que le personnel QP
puisse bien transmettre les attentes des ingénieurs et demande les
solutions correspondantes.
En externe, vu que le client est
le co-développeur du produit, les défauts QP doivent être connus
par lui, et toutes les informations concernées doivent être
communiquée. Le client a besoin donc des échanges réguliers, de
bien faire comprendre ses attentes, d’avoir des retours sur les
problèmes.
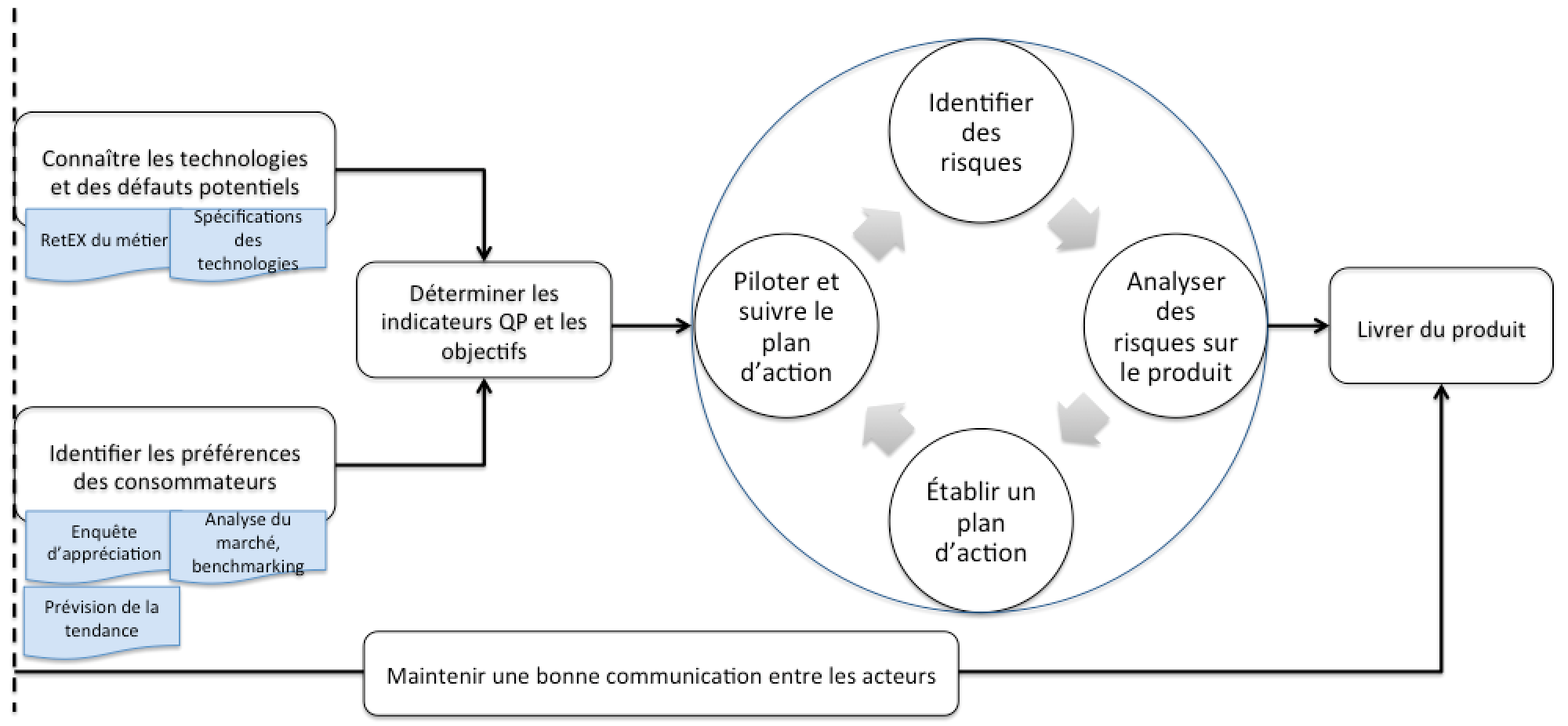
En résumant tous les facteurs
évoqués ci-dessus, j’ai pu montrer avec un logigramme le processus
général du contrôle de la qualité perçue (figure 29) pour le
système intérieur d’une voiture. Ce processus peut être appliqué à
toute la voiture ou à d’autres nouveaux produits.
Étant un grand secteur
concurrentiel, le secteur automobile demande des produits très
séduisants et différenciant pour fidéliser leur clientèle et
améliorer leur rentabilité. Le suivi de la qualité perçue permet
d’augmenter cette séduction, le « bien pensé » et le « bien fait »
influence fortement la décision d’achat des consommateurs.
En conclusion, cette étude
présente la démarche qualité perçue de l’équipementier
Faurecia orientée principalement sur l’aspect
technique des technologies employées et la performance de la
réalisation du design. Cela donne et renforce l’impression de «
bonne qualité » d’un véhicule.
La prise en compte de la qualité
perçue est réalisée dès le début du projet de développement,
du début de design à la définition de produit et de processus.
Pendant mon stage, les plans d’action QP sont établis selon les
revues numériques et physiques et d’autres outils QP, qui sont
aussi partagés avec le client. Ils ont beaucoup poussé
l’amélioration du produit, et seront suivi continuellement jusqu’à
la fin de développement.
Des facteurs clés : création des
indicateurs QP objectifs ; enquête d’appréciation ; amélioration
continue ; gestion de communication, et la démarche générale
obtenue à la fin d’étude sont synthétisés selon les travaux QP
réalisés, mais ils peuvent aussi être adaptés pour le
développement des autres produits automobiles, voir la voiture
complète. Par exemple, les indicateurs QP objectifs pour une
voiture sont bien représentés par des règles du design, qui est
une recherche sur l’esthétique, les facteurs humaines, etc.
La perspective de cette étude est
d’élaborer un outil d'autodiagnostic :
De manière générale, il peut évaluer la maturité du système QP
en donnant des indicateurs (ex, y a-t-il une revue QP régulière
mise en œuvre) ;
Sur un type de produit donné, il permet de
résumer des critères QP précis qui font part des critères de
validation afin de suivre la performance QP par des graphiques
visuels, et de n'oublier aucun point important. Ex, un outil
autodiagnostic sur la grille de tous les défauts QP.
KPMG : Un réseau mondial de prestations de services d’audit,
fiscaux et de conseil
MPI : Management des Projets Innovants, une filière d’ingénieur
à l’UTC
QP : Qualité Perçue
QPO : Qualité et Performance dans les Organisations, une filière
de master à l’UTC
PMS : Programme Management System, le standard du management de
projet de Faurecia
PoC : Pole of Competence, un service de Faurecia dans le
département R&D, qui réunit les experts des différents
technologies (injection, assemblage, etc.) ou des Product-Line
(planche, vide poche, etc.)
[3]
J.-L. Giordano, “Chap1_Donner du sens et de la valeur par la
qualité perçue”, L’approche qualité perçue, Edition Eyrolles, page
380.
[4] L. Carroué, “Le cœur de
l’automoile américaine a cessé de battre, par Laurent Carroué (Le
Monde diplomatique)”, Février-2009. Lien du site : http://www.monde-diplomatique.fr/2009/02/CARROUE/16786.
Date de consultation: 09-05-2014].
[10] BYK, “Solution pour le Contrôle
Qualité des Peintures, de Plastiques et des Cosmétiques
(2011/2012)”, page 78.
[11] Qualité Perçue d'un nouveau produit
dans le secteur automobile, LIU Siqin, Université de
Technologie de Compiègne, Master Qualité et Performance dans
les Organisations (QPO) Mémoire d'Intelligence Méthodologique du stage
professionnel de fin d'études, www.utc.fr/master-qualite,
puis "Travaux", "Qualité-Management", réf n° 291, juin 2014.







{kind=link}